Diseño de un sistema de control de humedad para un secador rotatorio de sal en el distrito de Mórrope
110
0
0
Texto completo
(2) DISEÑO DE UN SISTEMA DE CONTROL DE HUMEDAD PARA UN SECADOR ROTATORIO DE SAL EN EL DISTRITO DE MÓRROPE. POR Bach. Cotrina Rodríguez Neiber. Bach. Chozo Valdera Yhon Alexander Tesis presentada a la Escuela Profesional de Ingeniería Electrónica de la Facultad de Ciencias Físicas y Matemáticas, para optar el grado académico de INGENIERO ELECTRÓNICO APROBADO POR. _____________________________ Ing. HUGO JAVIER CHICLAYO PADILLA PRESIDENTE. _____________________________ Ing. OBLITAS VERA CARLOS LEONARDO SECRETARIO. _____________________________ Ing. NOMBERA LOSSIO MARTIN AUGUSTO VOCAL. LAMBAYEQUE, 2018 ii.
(3) TESIS DISEÑO DE UN SISTEMA DE CONTROL DE HUMEDAD PARA UN SECADOR ROTATORIO DE SAL EN EL DISTRITO DE MÓRROPE. TESIS PARA OPTAR EL TÍTULO DE. INGENIERO ELECTRÓNICO. ELABORADO POR LOS SIGUIENTES TESISTAS:. Bach. COTRINA RODRÍGUEZ NEIBER. Bach. CHOZO VALDERA YHON ALEXANDER. Ing. ROMERO CORTEZ OSCAR UCHELLY ASESOR. iii.
(4) AGRADECIMIENTOS. Un agradecimiento especial a nuestro docente Ing. Romero Cortez Oscar Uchelly quien con su entrega a su labor educativa fue nuestro guía y un gran apoyo para el desarrollo de esta tesis, sobrepasando las expectativas que, como alumnos, depositamos en su persona.. También un agradecimiento a nuestro jurado, por su constante orientación en el desarrollo de este informe final de investigación, por sus sugerencias que nos han permitido enriquecer nuestro trabajo; y finalmente por su valiosa comprensión para con nosotros.. Y finalmente queremos agradecer a todos los docentes por su apoyo incondicionalmente, con sus conocimientos, orientaciones, paciencia, tiempo y su apoyo incondicional en el desarrollo de nuestra tesis, lo que nos permitió seguir adelante y llegar a la culminación de esta investigación.. Los Autores. iv.
(5) DEDICATORIA Dedico este trabajo de investigación a nuestro padre creador, por enseñarme que con humildad, paciencia y sabiduría podemos alcanzar nuestras metas. También con mucho cariño a mis padres quienes en todo momento. me. brindan. su. apoyo. y. comprensión. incondicional, más ahora en esta etapa tan importante de mi vida como es mi carrera universitaria. A todos aquellos que con sus palabras de aliento me incentivaron a superar los retos más difíciles que tuve que enfrentar para culminar con éxito mis estudios. Yhon Alexander. Este trabajo de investigación dedico en primer lugar a Dios por haberme dado la vida, la fuerza para poder realizar y llegar al final de esta de mi carrera profesional. A mis padres y hermanos por brindarme su apoyo incondicional desde que inicie la carrera por sus buenos consejos, por guiarme por un buen camino y aprender muchas cosas en la vida. Neiber. v.
(6) RESUMEN Este proyecto de tesis consiste en el diseño de un sistema de control de humedad para un secador rotatorio de sal en el distrito de Mórrope. Para el cual se presenta el diseño de control en el cual estará basado en un controlador lógico programable de marca Siemens modelo S7-1200. Para el sistema de supervisión se usara HMI HMISTU855 dado su tamaño, gama de 65536 colores, se puede operar a través del teclado o pantalla táctil, permitirá al operario entrar de manera supervisor y control los cuales observar si está trabajando de manera adecuada y de no ser el caso se pueda controlar según los requerimientos a lo largo que dure el proceso. Se desarrollara la programación en sistema en TIA Portal en lenguaje Ladder, para el sistema de supervisión y control se diseñaran las faceplate del programa Vijeo Designer 6.2 , que te permitirá ver y controla el nivel de humedad y temperatura de la sal , se calcularon los costos del diseño de sistema de control de humedad para su futura implementación en hardware y sfoware y costos de ingeneria .. vi.
(7) ABSTRACT. This thesis project consists of the design of a humidity control system for a rotary salt dryer in the district of Mórrope. For which is the control design which will be based on a programmable logic controller of Siemens model S7-1200. HMI HMISTU855 will be used for the supervision system due to its size, 65536 colors range, it can be operated through the keyboard or touch screen, it will allow the operator to enter in a supervisory and control way, observing if it is working properly and not The case can be controlled according to the requirements throughout the process. The programming in system will be developed in TIA Portal in Ladder language, for the monitoring and control system the faceplate of the Vijeo Designer 6.2 program will be designed, which will allow you to see and control the level of humidity and temperature of the salt, the costs were calculated of the design of humidity control system for its future implementation in hardware and sfoware and ingeneria costs.. vii.
(8) ÍNDICE GENERAL Contenido CAPITULO I ............................................................................................................................. 15 CAPITULO I ............................................................................................................................. 15 ASPECTOS DE LA INVESTIGACIÓN ................................................................................... 15 1 1.1. Aspecto de la investigación científica ............................................................................... 16 Situación Problemática ................................................................................................. 16 1.2. Antecedentes bibliográficos ............................................................................. 17. 1.3. Formulación del problema científico ................................................................ 18. 1.4. Objetivos ......................................................................................................... 19. 1.5. Justificación e importancia de la investigación ................................................. 19. 1.6. Hipótesis .......................................................................................................... 20. 1.7. Diseño y contrastación de la hipótesis .............................................................. 20. CAPITULO II ............................................................................................................................ 21 MARCO TEÓRICO .................................................................................................................. 21 3. 4. 5. La sal ............................................................................................................................... 22 3.1.1. Fuentes y formas de obtener sal ........................................................................ 23. 3.1.2. El secado de la sal ............................................................................................ 25. Secadores rotatorios ......................................................................................................... 28 4.1.1. Secador rotatorio con calentamiento directo ..................................................... 30. 4.1.2. Secador rotatorio de persianas .......................................................................... 32. 4.1.3. Secador rotatorio indirecto ............................................................................... 34. 4.1.4. Equipos auxiliares ............................................................................................ 35. Controlador lógico programable ....................................................................................... 39 5.1.1. Arquitectura ..................................................................................................... 40. 5.1.2. Estructura......................................................................................................... 42. 5.1.3. Memoria .......................................................................................................... 42. viii.
(9) 6. 5.1.4. Ventajas y desventajas ..................................................................................... 43. 5.1.5. Criterios de selección ....................................................................................... 44. 5.1.6. Programación ................................................................................................... 45. Sistema SCADA............................................................................................................... 48 6.1.1. Características de un SCADA .......................................................................... 49. 6.1.2. Prestaciones de un SCADA .............................................................................. 51. 6.1.3. Componentes de Hardware............................................................................... 52. 6.1.4. Componentes de un software SCADA .............................................................. 56. CAPITULO III .......................................................................................................................... 59 DISEÑO DEL SISTEMA .......................................................................................................... 59 8. Proceso Actual de secado en las empresas artesanales de Mórrope .................................... 60. 9. Propuesta de solución ....................................................................................................... 61. 10. Filosofía de Control ...................................................................................................... 62. 11. Diagrama P&ID............................................................................................................ 63. 12. Diagrama de bloques del sistema .................................................................................. 64. 13. Selección de Equipos .................................................................................................... 65. 14. 13.1.1. Especificación de Instrumentación ................................................................... 65. 13.1.2. Especificación del Sistema de Control .............................................................. 69. 13.1.3. Especificaciones del SCADA ........................................................................... 72. Especificaciones del Software de Programación del PLC .............................................. 73 14.1.1. 15. Especificaciones del Software de Programación del HMI .............................................. 74 15.1.1. 16. TIA PORTAL .................................................................................................. 73. VIJEO DESIGNER .......................................................................................... 74. Especificaciones del Software del SCADA ................................................................... 75 16.1.1. LabVIEW ........................................................................................................ 75. 17. Direccionamiento de variables en PLC.......................................................................... 76. 18. Programa para PLC, en lenguaje LADDER ................................................................... 77. ix.
(10) 19. Panel HMI .................................................................................................................... 81. 20. Paneles SCADA ........................................................................................................... 84. 21. Simulación del sistema ................................................................................................. 86. CAPITULO IV........................................................................................................................... 89 CONCLUSIONES ..................................................................................................................... 89 23. Conclusiones ................................................................................................................ 90. CAPITULO V ............................................................................................................................ 91 PRESUPUESTO ........................................................................................................................ 91 25. Costos de los elementos del sistema de monitoreo y control .......................................... 92. 26. Costos de instalación y puesta en marcha ...................................................................... 92. 27. Costo total .................................................................................................................... 93. BIBLIOGRAFÍA ....................................................................................................................... 94 Referencias bibliográficas .......................................................................................................... 95. x.
(11) LISTA DE FIGURAS Figura 1: La sal. .......................................................................................................................... 22 Figura 2: Salinas marinas. ........................................................................................................... 22 Figura 3: Salmuera...................................................................................................................... 25 Figura 4: Mina de halita. ............................................................................................................. 25 Figura 5: Características físicas y químicas de la sal. ................................................................... 28 Figura 6: Secador rotatorio.......................................................................................................... 29 Figura 7: Secador rotatorio con calentamiento directo. ................................................................ 30 Figura 8: Elevadores de un secador rotatorio. .............................................................................. 31 Figura 9: Secador rotatorio de persianas. ..................................................................................... 33 Figura 10: Secador rotatorio indirecto. ........................................................................................ 34 Figura 11: Enfriador de lecho fluidizado. .................................................................................... 36 Figura 12: Transportador de tornillo. ........................................................................................... 36 Figura 13: Generador de aire caliente directo. ............................................................................. 37 Figura 14: Generador de aire caliente indirecto. .......................................................................... 38 Figura 15: Control de nivel con PLC. .......................................................................................... 40 Figura 16: Estructura compacta. .................................................................................................. 42 Figura 17: Estructura modular. .................................................................................................... 42 Figura 18: Lenguaje Ladder. ....................................................................................................... 46 Figura 19: Sistema SCADA. ....................................................................................................... 49 Figura 20: MTU.......................................................................................................................... 53 Figura 21: RTU. ......................................................................................................................... 54 Figura 22: Red de comunicación SCADA. .................................................................................. 55 Figura 23: Instrumentos de campo. ............................................................................................. 56 Figura 24: Secador rotatorio utilizando carbón como generador de calor. .................................... 60 Figura 25: Zona de empaquetado y transporte de sal. .................................................................. 60 Figura 26: Diagrama P&ID. ........................................................................................................... 63 Figura 27: Diagrama de bloques del sistema................................................................................ 64 Figura 28: Sensor de Temperatura y Humedad JUMO. ................................................................ 65 Figura 29: Válvula proporcional ASCA serie 290........................................................................ 66 Figura 30: Generador de aire caliente CHD406014. .................................................................... 67 Figura 31: Diagrama del generador de aire caliente CHD406014. ................................................ 67. xi.
(12) Figura 32: Lista de partes del generador de aire caliente CHD406014. ........................................ 68 Figura 33: Colocación del generador de aire caliente CHD406014. ............................................. 68 Figura 34: PLC Siemens S7 1200................................................................................................ 69 Figura 35: Módulo de entradas y salidas analógicas 6ES7234-4HE30-0XB0. .............................. 70 Figura 36: HMISTU855. ............................................................................................................. 71 Figura 37: Logo LabVIEW. ........................................................................................................ 72 Figura 38: Características SIMATIC STEP 7. ............................................................................. 73 Figura 39: Logo LabVIEW. ........................................................................................................ 76 Figura 40: Rack PLC. ................................................................................................................. 77 Figura 41: Programa PLC. .......................................................................................................... 77 Figura 42: Programa PLC. .......................................................................................................... 78 Figura 43: Programa PLC. .......................................................................................................... 78 Figura 44: Programa PLC. .......................................................................................................... 79 Figura 45: Programa PLC. .......................................................................................................... 80 Figura 46: Programa PLC. .......................................................................................................... 80 Figura 47: Administrador de E/S. ................................................................................................ 81 Figura 48: Conexión PLC-HMI................................................................................................... 81 Figura 49: Panel Principal HMI. ................................................................................................. 82 Figura 50: Panel Secundario HMI. .............................................................................................. 83 Figura 51: Panel de supervisión HMI. ......................................................................................... 83 Figura 52: Panel de control HMI. ................................................................................................ 84 Figura 53: Panel Principal SCADA. ............................................................................................ 85 Figura 54: Panel Control y monitoreo SCADA............................................................................ 85 Figura 55: Panel Alarmas SCADA. ............................................................................................. 86 Figura 56: Simulación del sistema. .............................................................................................. 87 Figura 57: Simulación del sistema. .............................................................................................. 87 Figura 58: Simulación del sistema. .............................................................................................. 88. xii.
(13) LISTA DE TABLAS Tabla 1: Local Control Box. ........................................................................................................ 62 Tabla 2: Direccionamiento de variables en PLC. ......................................................................... 76 Tabla 3: Costo de los elementos del sistema de control. ............................................................... 92 Tabla 4: Costo por instalación y puesta en marcha del sistema de control. ................................... 92 Tabla 5: Costo total para implementar el sistema de control......................................................... 93. xiii.
(14) INTRODUCCIÓN. El presente proyecto nos muestra el actual proceso de secado de sal, es el de preservarla de la manera más natural posible. El secado conlleva a la deshidratación de la sal, por lo que al no tener un contenido de humedad significativo inhibe el crecimiento bacteriano y puede durar meses sin que su almacenamiento refrigerado sea necesario. Se observó que en las empresas artesanales, como las del Distrito de Mórrope en Lambayeque, el secado de la sal se realiza mayormente a través de un secador rotatorio. Este secador permite que los granos de sal se separen y puedan secarse con más facilidad mediante el calentamiento del secador. El calentamiento del secador en las empresas artesanales se realiza utilizando carbón como productor de energía calorífica. El problema radica en que no hay un control adecuado de humedad de la sal dentro del secador rotatorio, lo que puede causar que se caliente excesivamente y se queme. Además, al utilizar carbón para producir calor, los trabajadores están expuestos al humo y las grandes llamas producidas, lo que puede originar que los empleaos sufran quemaduras o intoxicaciones.. xiv.
(15) CAPITULO I. ASPECTOS DE LA INVESTIGACIÓN. 15.
(16) 1. Aspecto de la investigación científica. 1.1 Situación Problemática El propósito principal del secado, en el caso específico de la sal, es el de preservarla de la manera más natural posible. El secado conlleva la deshidratación de la sal, por lo que al no tener un contenido de humedad significativo inhibe el crecimiento bacteriano y puede durar meses sin que su almacenamiento refrigerado sea necesario. (Fito Maupoey, Andrés Grau, Barat Baviera, & Albors Sorolla, 2016) En las empresas artesanales, el secado de la sal se realiza mayormente a través de un secador rotatorio. El calentamiento del secador rotatorio permite que los granos de sal se separen del agua y puedan secarse con más facilidad. Además, el calentamiento del secador se realiza utilizando carbón como productor de energía calorífica. El problema es que no existe un control adecuado de la humedad de la sal y la temperatura dentro del secador rotatorio, lo que puede causar que se caliente excesivamente y se queme. Además, al utilizar carbón para producir calor, los trabajadores están expuestos al humo y las grandes llamas producidas, lo que puede originar que los empleados sufran quemaduras o intoxicaciones.. 16.
(17) 1.2 Antecedentes bibliográficos . Construcción de una maquina secadora de pellets de balanceado. o. Autor: Chamorro Sango quizá, Diana Cristina.. o. Resumen: Este trabajo de tesis se fundamenta en la trasferencia de calor y la necesidad de solucionar el problema de alto contenido de humedad en los pellets después de su formación, pretendiendo mejorar el proceso de secado por medio de la automatización industrial. Se realizó el diseño mecánico del secador para posteriormente implementar los elementos de control: tanto sensores y actuadores. Efectuando un debido proceso para que realice las operaciones necesarias. Para un buen funcionamiento de la máquina secadora de pellets automatizada, se implementó un sistema donde se puede manipular la variable de temperatura dándonos la opción de elegir el set point de operación. La misma que será procesada por el sistema de control el cual está encargado de enviar las señales a los actuadores dependiendo de su estado. Al tener un control automático de la máquina secadora, se logra reducir la humedad al 12% que es el valor aceptable para el almacenamiento adecuado mejorando la calidad del producto.. . Diseño de una secadora de cacao para almacenaje con capacidad de 2T/DIA. o. Autor: Caballero Cava, José Arturo.. o. Resumen: En esta tesis se diseña una máquina secadora capaz de procesar 2T/día de cacao seco con una alimentación por batch y que reduzca su humedad hasta un promedio de entre 10% - 15% sin afectar la calidad del producto utilizando aire pre calentado. Se investigan métodos para realizar ésta tarea de manera que el producto no se vea afectado por agentes contaminantes, por ejemplo no utilizar directamente combustibles fósiles; que su tránsito sea tal que no dañe físicamente el producto a la entrada, durante y a la salida de la máquina; encontrar las condiciones ideales para un buen proceso lo cual contribuirá a mantener la calidad de la almendra, como son una temperatura adecuada y la dirección del flujo; y calcular los elementos de transmisión necesarios para conseguir un secado uniforme. Para el desarrollo de este trabajo se utilizaron los parámetros climáticos de la región de Pisco, Ica, siendo esta una zona con gran humedad relativa en. 17.
(18) el aire (85%) y alcanzando temperaturas medias de 20°C, teniendo en cuenta que el proceso deberá poder adaptarse a los diferentes climas de la costa peruana. . Control y automatización de un horno de secado de madera, incluyendo interfaz con el usuario. o. Autor: Montoya Otálvaro, Juan David.. o. Resumen: El objetivo del diseño planteado en este trabajo es permitir el control y automatización del proceso de secado de madera que se realiza en el laboratorio de productos forestales de la Universidad Nacional de Colombia, sede Medellín. Una de las condiciones esenciales para que la madera pueda utilizarse industrialmente es que su contenido de humedad sea ajustado a las condiciones de uso y sitio a que va a ser destinada. Se tiene entonces que como el proceso de secado de madera es fundamental para determinar la utilidad de la misma y, considerando que la velocidad y exactitud en la cantidad de humedad son factores importantes, el laboratorio de productos forestales pretende recurrir a un método artificial para lograr resultados satisfactorios y rápidos. En este trabajo de tesis, se hace necesario controlar la humedad y la temperatura del ambiente en el que se almacena la madera. El control de estas variables se logra mediante un sistema conformado por dos sensores, uno para cada variable, que entregan sus señales a módulos de entrada que hacen la conversión de la señal análoga en señal digital, fácilmente manipulable, y la entregan a una unidad PLC siemens S7-200 que se encarga de hacer las comparaciones respecto a los valores deseados y envía las señales a un sistema de actuadores que toman las medidas adecuadas para corregir los valores. La interfaz con el usuario se hace a través de un panel de control siemens TD200C, que permite al usuario elegir y modificar los valores deseados para la humedad y temperatura, además de iniciar y detener el proceso cuando se considere adecuado y monitorear los valores de las variables en cualquier momento durante el proceso.. 1.3 Formulación del problema científico ¿Cómo diseñar un sistema de control de humedad para mejorar el secado de sal en un secador rotatorio?. 18.
(19) 1.4 Objetivos 1.4.1. Objetivo general Diseñar un sistema de control de humedad para un secador rotatorio de sal en el distrito de Mórrope.. 1.4.2. Objetivos específicos . Conocer el proceso de elaboración de la sal común.. . Estudiar el funcionamiento de los secadores rotatorios y los diferentes tipos que existen en el mercado.. . Estudiar el funcionamiento de los PLC’s y los criterios que se deben tener en cuenta para seleccionar el más adecuado.. . Conocer los diferentes sensores que existen en el mercado para medir la humedad relativa y la temperatura.. . Seleccionar los elementos adecuados para el diseño del sistema de control de humedad del secador rotatorio de sal.. . Simular el funcionamiento del sistema de control de humedad mediante el software TIA PORTAL y LabVIEW.. 1.5 Justificación e importancia de la investigación Actualmente, las grandes empresas productoras de sal utilizan equipos con tecnología moderna para el adecuado procesamiento de la sal. Sin embargo, las pequeñas empresas artesanales no cuentan con recursos para poder tener el equipamiento moderno necesario para el óptimo procesamiento de la sal, incluyendo el secado. Las empresas artesanales de Mórrope se ven en la necesidad utilizar los medios que están a su alcance para secar la sal, aunque para esto tengan que usar carbón como fuente de calor. Esta forma de secar la sal contamina el ambiente y a los trabajadores, además de que los expone a las llamas que pueden causarles quemaduras. El sistema de control de humedad que se propone como solución, mejorará el proceso de secado de la sal debido a que utilizará elementos industriales que. 19.
(20) permitan tener un óptimo desempeño del secador rotatorio ya que constantemente estará midiendo la humedad de la sal para evitar que se queme y deteriore. Además, para el calentamiento del secador rotatorio, se propone un sistema de gas que evitará la contaminación del ambiente y la exposición de los empleados al humo y las llamas salvaguardando su integridad física. 1.6 Hipótesis Si diseñamos un sistema de control de humedad para un secador rotatorio se mejorará el proceso de secado de la sal.. 1.7 Diseño y contrastación de la hipótesis Se realizarán visitas a las instalaciones de las empresas artesanales del distrito de Mórrope para observar cuales son las condiciones de trabajo y el método de secado que aplican a la sal. En base a la información que se obtendrá realizando las visitas y llevando a la práctica los conocimientos adquiridos sobre automatización de procesos industriales y sistemas SCADA, se diseñará un sistema que permita controlar la humedad de la sal y la temperatura dentro de un secador rotatorio. De esta manera, se mejorará el proceso de secado de sal en las empresas artesanales del distrito de Mórrope.. 20.
(21) CAPITULO II MARCO TEÓRICO. 21.
(22) 3. La sal La sal es una sustancia procedente de la naturaleza, básica para el correcto funcionamiento del organismo, para el disfrute de los sabores y como conservante natural. En su estado natural es incolora o blanca y está formada por pequeños cubos. La complejidad de sus usos la convierte en un incomparable bien social. (Instituto de la Sal, Preguntas clave sobre la sal, s.f.). Figura 1: La sal. La sal se extrae de las salinas marinas o las salinas interiores (manantiales, arroyos, pozos o lagunas). También puede obtenerse de las minas de sal. Se trata de concentraciones que se forman bajo tierra cuando las capas de sal externa fueron enterradas por otros sedimentos. Este tipo de sal se conoce como sal gema y, en la mayor parte de los casos, suele estar acompañada por otro tipo de minerales. (Instituto de la Sal, Preguntas clave sobre la sal, s.f.). Figura 2: Salinas marinas.. 22.
(23) Tanto a nivel doméstico como relacionada con la industria alimentaria, la sal siempre ha estado ligada con la necesidad de proveer a la población la suficiente cantidad de alimento, con calidad y con seguridad. Su poder como conservante ha tenido una influencia decisiva en el crecimiento demográfico de las poblaciones, que podían asumir ese incremento gracias a la reserva alimenticia que facilitaba la sal. (Instituto de la Sal, Apoprtaciones de la sal, s.f.) Hoy en día la sal se caracteriza por otra serie de propiedades que también aportan beneficios de forma notable a la sociedad. Relacionada con su origen natural, su capacidad como conservante le convierte en un aditivo seguro para la industria alimentaria. Además, su capacidad para resaltar y potenciar los sabores permite que los consumidores puedan disfrutar de una dieta variada compuesta por multitud de alimentos de origen diverso. (Instituto de la Sal, Apoprtaciones de la sal, s.f.) Por otra parte, su función como vehículo óptimo de yodo y flúor es otra de sus importantes aportaciones sociales. Bajo la recomendación de la OMS y UNICEF, la sal enriquecida contribuye de forma decisiva a la erradicación de enfermedades de gravedad en la población mundial. (Instituto de la Sal, Preguntas clave sobre la sal, s.f.) La sal también está presente en numerosos procesos industriales de importancia y en la fabricación de materias primas y materiales habituales en nuestra vida cotidiana. Tanto en la industria química como en otros sectores industriales se emplea la sal en la fabricación de plásticos, papel, textiles, metales así como otros productos que llegan directamente al consumidor como jabones y perfumería, detergentes, fármacos, por citar sólo algunos ejemplos. (Marqués de Ávila, 2017) Además, la sal interviene en dos procesos importantes de la vida cotidiana. Por un lado, el papel del cloro en la desinsectación del agua tiene especial trascendencia para proveer a la población de este bien de forma segura y, por otro, su capacidad para combatir el hielo en calles y carreteras durante el invierno, medida básica para facilitar a la población el mantenimiento de la actividad normal en época de heladas y nevadas. (Instituto de la Sal, Apoprtaciones de la sal, s.f.) 3.1.1. Fuentes y formas de obtener sal Las principales fuentes de obtención de sal son las siguientes (Morales, 2014): . Salina: Es un lugar donde se deja evaporar agua salada, para dejar solo la sal, poderla secar y recogerla para su venta. Se distinguen dos tipos de salinas,. 23.
(24) las costeras, situadas en la costa para utilizar el agua de mar, y las de interior, en las que se utilizan manantiales de agua salada debidos a que el agua atraviesa depósitos de sal subterráneos. En algunos casos, debido al escaso caudal de los manantiales también se utiliza el bombeo de agua al interior de la tierra desde unas balsas o estanques, aumentando así la producción de sal. . Manantial o naciente: Es una fuente natural de agua que brota de la tierra o entre las rocas. Puede ser permanente o temporal. Se origina en la filtración de agua, de lluvia o de nieve, que penetra en un área y emerge en otra de menor altitud, donde el agua no está confinada en un conducto impermeable. Estas sugerencias suelen ser. abundantes.. Los cursos subterráneos a. veces. se. calientan por el contacto con rocas ígneas y afloran como aguas termales. . Mina de sal: Es una operación minera involucrada en la extracción de roca de sal o halita de los depósitos evaporatorios. Las minas de sal son rocas que su masa es de 95% de sal. La mina de sal más antigua del mundo se encuentra en Bochnia, Polonia, construida alrededor de 1248.. . Minas y solares: Se trata de una actividad minera que se realiza de dos formas posibles: se extrae el mineral y se pulveriza hasta lograr el aspecto deseado, o se bombea agua y se disuelve con los minerales extrayendo una especie de lodo-salmuera que luego se deseca por evaporación. Los métodos empleados dependen en gran medida de las características geológicas de los depósitos salinos. La sal proveniente de las minas se ha denominado desde antiguo como el oro blanco.. Las formas de obtención de sal son las siguientes (Hernández, 2014): . Evaporación de la salmuera: Se fundamenta en una evaporación de una disolución salina cada vez más concentrada hasta que la sal precipite al fondo. Para lograr la evaporación se suelen emplear medios naturales como la evaporación solar, o bien artificiales como puede ser la cocción en sartenes especiales. El agua marina es una fuente inagotable de sal ya que aproximadamente 2,7 % (en peso) es NaCl, o dicho de otra forma 78 millones de toneladas métricas por kilómetro cúbico de agua marina, lo que proporciona a este método una forma barata e inagotable de sal.. 24.
(25) Figura 3: Salmuera. . Pulverización de un material: La sal se obtiene de minerales extraídos de salares o minas de poca o mediana profundidad. A dicho mineral se le denomina halita y se suele extraer en dos formas: lodo salino o en forma de roca-mineral. Algunos de los minerales pueden extraerse directamente de antiguos lagos salinos desecados, o salares, que están en la superficie, uno de los más antiguos y más grandes sobre la tierra es el Salar de Uyinio en Bolivia. Las rocas extraídas se suelen pulverizar por medios mecánicos.. Figura 4: Mina de halita. 3.1.2. El secado de la sal Desde la antigüedad se ha reconocido que los alimentos con mayor contenido en humedad son los más perecederos, de tal manera que el control en el contenido en humedad de un producto es una herramienta para su conservación. Es común pensar que la mayor estabilidad de productos naturales está asociada con contenidos totales de humedad mínimos. Aunque esto puede ser cierto para una gran cantidad de productos, en muchos otros se ha observado que hay un intervalo óptimo de humedad no necesariamente asociado con niveles mínimos. (Fito Maupoey, Andrés Grau, Barat Baviera, & Albors Sorolla, 2016). 25.
(26) Aunque el contenido en humedad de un alimento puede ser un factor indicativo de su propensión al deterioro, también se ha observado que diferentes alimentos con el mismo contenido de humedad pueden ser muy diferentes en su estabilidad por lo que el concepto de contenido en humedad es insuficiente para indicar lo perecedero que es un alimento, al no tener en cuenta las interacciones del agua con otros componentes del mismo. Por esta razón, el primer objetivo de la operación de secado en cuanto a aumentar la estabilidad del producto se define en términos de depresión de la actividad de agua y no en términos de disminución del contenido en humedad, puesto que la puede ser considerada una medida indirecta del agua que está disponible en un producto para participar en las reacciones de deterioro. Ajustando la a y eligiendo el envase adecuado puede alargarse la vida útil de un alimento sin necesidad de refrigeración durante el almacenamiento. (Fito Maupoey, Andrés Grau, Barat Baviera, & Albors Sorolla, 2016) La operación de secado conlleva además una apreciable reducción del peso y volumen de los alimentos que se deshidratan, consiguiéndose así una importante reducción de los costes de transporte y almacenamiento de estos productos. La máxima reducción de volumen es la que se consigue al convertir alimentos líquidos en alimentos en polvo, sobre todo si el polvo obtenido se prensa en bloques o tabletas. El extremo contrario lo constituyen los alimentos sólidos liofilizados, en los que la reducción de volumen es prácticamente despreciable o muy pequeña. Entre estos dos extremos se encuentran la mayoría de los alimentos con distintos niveles de encogimiento dependiendo del tipo de producto, del método y de las condiciones de secado. (Fito Maupoey, Andrés Grau, Barat Baviera, & Albors Sorolla, 2016) Otro de los objetivos que se persiguen con el secado de alimentos es la transformación de éstos en materias primas adecuadas para el mezclado y formulación de nuevos productos, como es el caso de las sopas deshidratadas, frutas y cereales para desayuno, etc. (López, s.f.) El secado puede ser directo e indirecto (Hernández, 2014): . El secado directo consiste en introducir los gases calientes procedentes de cualquier foco de emisión de calor (quemadores de gas, fuel, gasoil, de biomasa, gases de escape de motores de cogeneración) directamente. La mezcla de gas y vapor obtenida se puede someter a un lavado y filtrado en el caso de que el producto contenga partículas en suspensión perjudiciales para el ser humano y el. 26.
(27) medio ambiente. Para todo tipo de productos que no conlleven problemas de emisiones olorosas, los sistemas de secado directo, son los más recomendables. Además, el proceso de secado puede considerarse completo cuando la diferencia entre el valor obtenido por el contenido de humedad del material en dos medidas consecutivas no exceda ±0.05%. La literatura indica que este proceso es más rápido cuando se lleva a cabo a 130-150ºC. Sin embargo, investigaciones probaron los resultados obtenidos de esta manera pueden variar 0.5-1.0%. Así, el método rápido parece ser conveniente solo para determinación aproximada del contenido de humedad del material. . En el caso del secado indirecto, el fluido térmico suele ser aire que se calienta a través de un intercambiador de calor. Este aire, después de evaporar el agua del producto, pasa por un condensador para separar las sustancias evaporadas y se vuelve a calentar para utilizarse de nuevo. Las únicas emisiones a la atmósfera son la de los gases procedentes de los focos de emisión de calor que se emplean en el intercambiador. Es un proceso de mayor eficacia medioambiental indicado para productos con sustancias volátiles de alta toxicidad. En el caso particular de las industrias, el contenido de humedad presente en el material tiene que ser determinado por métodos más rápidos que los métodos directos. Ejemplos de métodos indirectos son los siguientes: métodos eléctricos de los cuales tres han llegado a ser muy difundidos: determinación de humedad basado en el cambio de la resistencia DC, medida de capacitancia electrostática (constante dieléctrica del material), y la medición de la perdidas en un campo de AC. Otros métodos rápidos son los métodos químicos desarrollados principalmente para la mayoría de los casos, cuando la humedad es agua, tal es el caso del análisis de KartFischer basado en reacción química del yodo en la presencia de agua, y el método de extracción el cual es llevado a cabo con etanol.. Para evitar la humedad de la sal se debe aplicar el proceso de secado. Este proceso también ayuda a eliminar bacterias y permite que la sal pueda ser almacenada por mucho tiempo. Este proceso normalmente es realizado a través de un secador rotatorio, el cual genera calor a través de un sistema de gas u otras variantes. La sal sólo absorbe la humedad cuando el porcentaje es mayor al 75%, pero cuando la humedad es mucho mayor a esta cifra, la sal no solo absorberá la humedad, sino que también podría disolverse. (López, s.f.). 27.
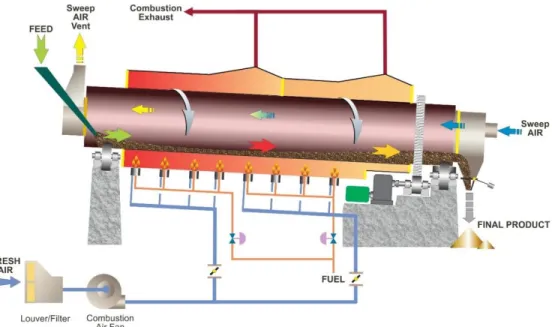
(28) En la siguiente figura se muestran las características físicas y químicas que debe tener la sal destinada al consumo humano. En ella se observa que el porcentaje de humedad de la sal común deber ser de 3% a 150ºC. (Ministerio de Salud, s.f.). Figura 5: Características físicas y químicas de la sal.. 4. Secadores rotatorios Un secador rotatorio consiste en una carcasa cilíndrica giratoria, dispuesta horizontalmente o ligeramente inclinada hacia la salida. Al girar la carcasa, unas pestañas levantan los sólidos para caer después en forma de lluvia a través del interior de las carcasas. La alimentación entra por un extremo del cilindro y el producto seco descarga por el otro extremo. Se calientan por contacto directo del gas con los sólidos, por gas caliente que pasa a través de un encadenamiento externo, o por medio de vapor de agua que condensa los tubos instalados sobre la superficie interior de la carcasa (secador rotatorio con tubos de vapor de agua). (Díaz, 2014) Los secadores rotatorios se utilizan con frecuencia para sal, azúcar y todo tipo de materiales granulares y cristalinos que han de mantenerse limpios y que no se pueden exponer directamente a gases de combustión muy calientes. (Brenda Cecilia Espinoza Lenis, 2015) El flujo de aire puede ser tanto en paralelo como en contracorriente. Los secadores de gran tamaño poseen, a continuación, un enfriador del producto, que opera en base al mismo principio y con aire en contracorriente o un enfriador en lecho fluidizado. Estos secadores se pueden diseñar para tiempos de secado comprendidos entre 5 y 60 minutos y capacidad de secado desde unos pocos cientos de kilogramos por hora hasta alcanzar las 200 t/h. (George. Nonhebel, 2002). 28.
(29) Figura 6: Secador rotatorio. Pueden ser adaptados para manipular materiales algo pegajosos mediante dispositivos especiales que disgreguen las costras sólidas formadas. De hecho, la acción de volcado es beneficiosa dentro de ciertos límites para todos los productos, pues se rompe la corteza semipermeable que se forma en la superficie de las partículas que se secan, con lo cual se facilita la salida de la humedad desde el interior de las partículas. Además se adecuan bastante bien para materiales termosensibles, en los casos en que una restricción en la temperatura de secado no implique que el tiempo de secado tenga que ser muy prolongado. Sin embargo, no son adecuados para las siguientes aplicaciones: secado de barros, suspensiones, materiales muy pegajosos y materiales que requieran más de una hora para el secado. Además, presentan limitaciones en el secado de materiales polvorientos o livianos, los cuales son arrastrados fácilmente por la corriente gaseosa. En estos casos deben tomarse en consideración los secadores rotatorios indirectos, como los más adecuados. (Iparraguirre, 2013) Los secadores rotatorios pueden ser clasificados en tres tipos (George. Nonhebel, 2002): . Secador rotatorio con calentamiento directo.. . Secador directo con persianas periféricas para el aire caliente.. . Secador por calentamiento indirecto.. El secador con persianas periféricas es, en realidad un equipo continuo de secador agitado con circulación transversal.. 29.
(30) 4.1.1. Secador rotatorio con calentamiento directo En la figura 2.6 está esquematizada la disposición más ampliamente usada de secador rotatorio. En ella se muestra un calentador directo que quema petróleo, pero puede usarse cualquier combustible y si es necesario, un sistema de calefacción indirecto. El aire fluye a lo largo de la carcasa en contracorriente o en paralelo, tal como se muestra en la figura. (Nonhebel, 2002). Figura 7: Secador rotatorio con calentamiento directo. La carcasa rotatoria puede alcanzar los 3 metros de diámetro y según la producción requerida, la longitud está habitualmente comprendida entre cuatro y quince veces el diámetro. Para provocar el desplazamiento longitudinal del sólido que se está secando, la carcasa está montada con una pendiente comprendida entre el 2,5 y el 5% (aunque algunas ocasiones los secadores en paralelo pueden estar prácticamente horizontales). Unidas a la pared interna del cilindro del secador hay una serie continua de elevadores, a medida que gira el secador, estos elevadores toman material y lo arrojan en cascada dentro de la corriente gaseosa. El secador gira a una velocidad de 4 a 5 RPM, mientras que la velocidad del aire varía de 1,5 a 2,5 m/s, dependiendo del tamaño de las partículas a secar y de la cantidad de polvo fino formado dentro del secador. (Nonhebel, 2002). 30.
(31) Figura 8: Elevadores de un secador rotatorio. Es fundamental usar los flujos de aire y sólido en paralelo cuando se debe evaporar una gran proporción de humedad en las primeras etapas del secado; además esto permite utilizar altas temperaturas en el aire de entrada sin alcanzar altas temperaturas en el producto a secar. Por ello es indicado para el secado de materiales termosensibles, incluyendo aquellos que contienen componentes volátiles, como son las sales de amonio.. (George. Nonhebel, 2002) Puesto que las temperaturas del aire y de los sólidos convergen a medida que se acercan a la salida, la temperatura del sólido seco que abandona la planta es fácilmente controlada hasta que alcance su valor máximo, mientras se mantiene la ventaja de tener una gran diferencia de temperaturas en las primeras etapas del secado. En el secador con flujos en contracorriente, la temperatura del sólido seco tiende a alcanzar la temperatura del aire de entrada; en consecuencia, la operación en contracorriente se indica cuando es necesario calentar el sólido a una temperatura relativamente alta para completar el proceso de secado. (Hernández, 2014) La temperatura del aire que sale en un secador en paralelo es de 10 a 20ºC mayor que la temperatura de los sólidos que abandonan al equipo. Por ello el aire que sale puede estar próximo a su punto de rocío y puede formar fácilmente depósitos de polvo húmedo de los colectores de polvo que tengan poco arrastre. Se puede prevenir este problema adicionándole a esta corriente, el aire polvoriento que sale del enfriador o utilizando un lavador húmedo. (George. Nonhebel, 2002) Se obtiene la máxima de transferencia de calor y materia, cuando todo el material en el proceso cae en cascada. Bajo esas condiciones los coeficientes de transferencia por. 31.
(32) unidad de longitud del secador son proporcionales a su “retención”. Sin embargo, se tiene en cuenta, que el material no tomado por los elevadores, permanece en el fondo de la carcasa dando vueltas sobre sí mismo y provocando cortocircuito en la operación de secado. También es importante que las cascadas o cortinas de material que cae, deben ser llevadas a través de todo el cilindro con el objeto de alcanzar el mejor contacto posible con la corriente gaseosa. Con este diseño particular de elevador, la máxima retención de sólidos alcanza al 14% del volumen de la carcasa. (George. Nonhebel, 2002) Los materiales pegajosos presentan la desventaja de acumularse en la zona curva del elevador. Esto puede ser superado en cierta medida, aunque con alguna pérdida en el rendimiento, haciendo la curvatura menos pronunciada. No obstante, si el diseño se aproxima a un sencillo elevador radial, la pérdida de efectividad es lo suficientemente grande como para justificar, con alternativa, el desarrollo de mejoras en la alimentación, mediante modificaciones en el proceso, o con alguna forma de tratamiento previo, como puede ser un cierto grado de retromezclado del producto seco. (George. Nonhebel, 2002) Se debe tomar en cuenta que un sistema complicado de elevadores será más dificultoso para limpiar y más costoso para mantener, en particular cuando es inevitable una cierta abrasión en los secadores rotatorios de gran producción. Por ello, deben preferirse los sistemas más sencillos a pesar de las atracciones teóricas que presentan los dispositivos más complejos. (George. Nonhebel, 2002) 4.1.2. Secador rotatorio de persianas En la Figura 2.8 se muestra un secador rotatorio de persianas, donde el aire fluye por canales formados por tablillas conformadas de persiana y escapa a través del lecho de sólido. Una válvula asegura que el aire fluye sólo por aquella persiana que en ese momento se encuentra bajo el lecho de material a secar, mientras que la superposición de las tablillas que forman las persianas asegura que no entre material sólido en los conductos del aire. Las persianas forman un tambor interno levemente cónico, con lo cual se logra el movimiento axial del sólido aunque el eje del secador este horizontal. Además, en el extremo de salida hay un anillo de retención formado por un sistema de hojas articuladas superpuestas. (Nonhebel, 2002). 32.
(33) Figura 9: Secador rotatorio de persianas. En una operación normal se usa un lecho relativamente espeso, que ocupa alrededor del 40% del volumen del secador, pero es posible modificar el espesor del lecho cambiando el ángulo de las hojas que forman el anillo de retención; además esto permite vaciar rápidamente el secador. El aire que abandona el secador es habitualmente canalizado hasta un conjunto de ciclones de alta eficiencia. (Nonhebel, 2002) El suave rodar del lecho impide la formación de costras y minimiza la rotura de los materiales que producen polvos. El espesor relativamente grande del lecho de material, permite lograr un tiempo de retención satisfactorio en un equipo pequeño, comparado con el secador de cascada, y su consumo de potencia es menor, puesto que es baja su velocidad de rotación. Además como se puede alcanzar un alto coeficiente de transferencia de calor, resulta ser un equipo compacto al usarlo con materiales que sequen principalmente en el período de secado a velocidad decreciente. (George. Nonhebel, 2002) Este secador no es apropiado para materiales pegajosos, los cuales tienden a taponear las rendijas de las persianas y a formar grandes apelotonamientos debido al movimiento rotatorio. Puesto que este equipo se comporta como un intercambiador de calor de corrientes cruzadas, la temperatura de los sólidos a la salida se aproxima a la del aire de la entrada, lo cual puede limitar el valor máximo de esta última. Además, la caída de la temperatura del aire en la región de secado a velocidad decreciente es pequeña, por lo cual el rendimiento térmico tiende a ser pequeño; éste será alto en la zona de secado a. 33.
(34) velocidad constante donde es máxima la diferencia de temperatura entre el aire de entrada y de salida. (George. Nonhebel, 2002) 4.1.3. Secador rotatorio indirecto Un tipo de secador indirecto posee una carcasa rotatoria inclinada, como los secadores directos, pero en lugar de elevadores está provisto de tubos que contienen vapor o agua caliente. Los equipos pequeños poseen una sola fila de tubos, pero los equipos de mayor tamaño emplean muchas filas de tubos, de las cuales la interna está formada por tubos de menor diámetro que los tubos de la fila externa. (Nonhebel, 2002). Figura 10: Secador rotatorio indirecto. La alimentación se calienta por contacto directo con los tubos sobre los cuales fluye formando una delgada capa. Se inyecta aire a través del secador en cantidad suficiente para eliminar el vapor de agua. El aire abandona el secador prácticamente saturado, por lo cual la cantidad requerida suele ser mucho menor que en un secador rotatorio directo. El problema de la eliminación de polvo en el aire de salida está simplificado y en muchos casos es adecuada la circulación natural del aire sin ayuda de ventiladores. La velocidad del aire se encuentra por lo común alrededor de los 0,3 m/s. (George. Nonhebel, 2002) El vapor de calefacción es introducido dentro de los tubos y el condensado eliminado mediante un distribuidor dispuesto en el extremo de descarga de los sólidos. Los sólidos secos se descargan a través de aberturas practicadas en la carcasa, las cuales poseen una pestaña que permite mantener un espesor de lecho suficiente. (Iparraguirre, 2013). 34.
(35) Este secador es especialmente adecuado para materiales que presentan un período de secado a velocidad decreciente prolongado y por ello deben mantenerse durante un largo tiempo a una temperatura prácticamente constante. Por otra parte, la rotación evita la formación de terrones de material y facilita la salida del vapor de agua. Puesto que hay poca pérdida de calor en la corriente gaseosa que sale, su rendimiento térmico es elevado. Este equipo es adecuado para el secado de materiales termosensibles, pues la temperatura máxima alcanzable puede ser controlada con precisión al controlar la temperatura del fluido calefactor. No es adecuado para el secado de materiales que formen costras adherentes sobre los tubos de calefacción. (Nonhebel, 2002) Por razones de índole mecánica los secadores indirectos no pueden ser tan grandes como los mayores secadores directos utilizados para producciones muy grandes, pero afortunadamente las producciones de materiales para los que es particularmente adecuado este secador, son relativamente pequeñas. Las dimensiones de las carcasas varían 1,5 a 3,0 m de diámetro y 10 a 20 metros de longitud, y los tubos de calefacción tienen como dimensiones típicas las siguientes: fila externa, 110 mm, y fila interna, 75 mm. (Nonhebel, 2002) 4.1.4. Equipos auxiliares Salvo en el caso de los secadores pequeños, es esencial enfriar prácticamente todos los productos que salen del secador mediante una corriente de aire en un enfriador rotatorio o enfriador de lecho fluidizado, puesto que puede ser excesivo el contenido calórico de una descarga continua de 20 a 200 t/h que abandona el secador a unos 100ºC, especialmente si el material es empaquetado en bolsas de plástico o de fibra sin pasar previamente por el almacenamiento en un silo; además, muchos productos tienden a aglutinarse si se les almacena calientes en un silo. En general, es conveniente alcanzar una temperatura que supere a la ambiente en 20 o 30ºC. George. Nonhebel, 2002). 35.
(36) Figura 11: Enfriador de lecho fluidizado. Entre otros equipos auxiliares se incluyen a los calefactores de aire, tanto directo como indirecto, cámaras de templado del aire, colectores de polvo eficientes y ventiladores; además de un sistema de transportadores para la alimentación y salida del producto. (George. Nonhebel, 2002). Figura 12: Transportador de tornillo.. 36.
(37) En algunas plantas es necesario aplicar un sistema de raspadores operados automáticamente para despegar el material aglomerado sobre los elevadores. Estos son ruidosos y a veces es problemático mantenerlos en condiciones efectivas de operación. (George. Nonhebel, 2002) Los calentadores de aire directos son alimentados con gas o petróleo, su cámara de combustión es cilíndrica y tiene una longitud aproximada de dos diámetros. Los productos calientes de la combustión descargan dentro de una cámara de mezclado donde se mezclan con el resto del total del aire (aire de enfriamiento o de dilución). Para obtener una combustión completa, de manera que no se produzca una corriente gaseosa humeante, es necesario utilizar un quemador con tiro forzado, ya que el de tiro inducido es insuficiente para hacer funcionar los quemadores de baja presión. (Iparraguirre, 2013). Figura 13: Generador de aire caliente directo. Prácticamente todo el calor liberado en la llama aparece como el calor sensible de los gases y como las pérdidas de calor por las paredes son comparativamente pequeñas, la temperatura de la pared esta entre unos 100 a 200ºC por debajo de la temperatura de la llama. Cuando el quemador trabaja con una baja relación de exceso de aire, las paredes de éste alcanzarían una temperatura de pared de aproximadamente 1700ºC y sería necesario usar un material súper refractario, el cual es muy costoso. Para superar esto se debe operar con un exceso de aire de un 100%, del cual se admite un 30% en el quemador y el 70% restante por un anillo de tomas dispuesto alrededor de la cámara de combustión, lo cual mantendrá la temperatura del material refractario alrededor de los 1400ºC, teniéndose una temperatura en la llama de aproximadamente entre 1500 y 1600ºC. El uso de un ventilador es suficiente para obtener el exceso deseado (George. Nonhebel, 2002). 37.
(38) Dentro de esta categoría, existe una subdivisión en base al tipo de combustible que se utilice, y por ende el tipo de quemador (Nonhebel, 2002): . Quemadores de gas: En este tipo de quemadores la llama es muy estable, pudiéndose regular la relación aire/gas en un margen de 3:1, manteniendo el máximo caudal de aire y pudiéndose alcanzar una variación de 10:1 en el caudal de gas, si se regula en la misma proporción al caudal de aire.. . Quemadores de petróleo: Cuando se secan materiales claros, es fundamental que la combustión sea completa y no presente trazas de hollín, de tal manera que no coloreen el material.. . Combustibles sólidos: Se utilizan combustibles sólidos en los secadores con fuego directo cuando no existe objeción a la contaminación del producto por las partículas de ceniza. Se utilizan alimentadores neumáticos para mantener una operación continua y un buen control de la temperatura. En los secadores de gran tamaño generalmente se utiliza carbón pulverizado. Al igual que los quemadores de petróleo debe usarse una cámara de combustión completa antes de reunir los gases calientes con el aire de dilución.. Los calentadores de aire indirectos son más costoso que los calentadores directos, pero son necesarios cuando se deben cumplir normas estrictas de limpieza. (George. Nonhebel, 2002). Figura 14: Generador de aire caliente indirecto. Para operaciones a bajas temperaturas se pueden utilizar vapor como fuente de calor y el diseño del calentador se efectúa según la práctica convencional de los intercambiadores de calor. Los valores relativos entre los coeficientes de transferencia de calor interno externo indican la conveniencia de usar tubos de aletas (George. Nonhebel, 2002). 38.
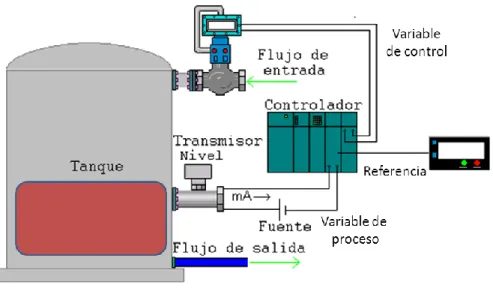
(39) Para alcanzar altas temperaturas, se pueden utilizar calefactores con quemadores de combustible. El diseño de estos calentadores se acerca al de los calentadores tubulares. Los tubos rodean la zona radiante de la cámara de combustión, la cual es seguida de una sección convectiva. Existen calentadores que sólo poseen la zona radiante, pero presentan una menor eficiencia y sólo se justifica su uso cuando el combustible sea bastante económico. Estos calefactores brindan una alternativa económica respecto al uso de costosos combustibles limpios en un calentador directo, cuando se requiere que los gases estén limpios. Sin embargo, si es necesario utilizar aleaciones con alto contenido de cromo y níquel, el calentador se torna muy costoso y se tiene el peligro de que los tubos sean atacados por los compuestos de vanadio contenidos en los residuos de los aceites pesados. Los quemadores de gas y petróleo son similares a los que son adecuados para un calentamiento directo y la tecnología del calor es similar a la requerida por una caldera. Además puede usarse combustible sólido, en este caso es fundamental utilizar un alimentador mecánico para poder obtener un funcionamiento continuo y conseguir un buen control de la temperatura del aire. (George. Nonhebel, 2002) 5. Controlador lógico programable Las empresas que piensan en el futuro se encuentran provistas de modernos dispositivos electrónicos en sus máquinas y procesos de control. En la actualidad, las fábricas automatizadas deben proporcionar en sus sistemas: alta confiabilidad, gran eficiencia y flexibilidad. Una de las bases principales de dichas fábricas es un dispositivo electrónico llamado Controlador Lógico Programable (PLC). (Moreno, s.f.) Según lo define la Asociación Nacional de Fabricantes Eléctricos de los Estados Unidos, un PLC (Controlador Lógico Programable) es un dispositivo digital electrónico con una memoria programable para el almacenamiento de instrucciones, permitiendo la implementación de funciones específicas como ser: lógicas, secuenciales, temporizadas, de conteo y aritméticas; con el objeto de controlar máquinas y procesos. (Moreno, s.f.) También se puede definir como un equipo electrónico, el cual realiza la ejecución de un programa. de forma. cíclica.. La. ejecución. del. programa. puede ser. interrumpida. momentáneamente para realizar otras tareas consideradas más prioritarias, pero el aspecto más importante es la garantía de ejecución completa del programa principal. Estos controladores son. 39.
(40) utilizados en ambientes industriales donde la decisión y la acción deben ser tomadas en forma muy rápida, para responder en tiempo real. (Gonzáles, 2017). Figura 15: Control de nivel con PLC. 5.1.1. Arquitectura La arquitectura de un PLC está compuesta por los siguientes elementos (infoPLC, s.f.): . Rack o bastidor: El rack o bastidor es un soporte por lo general metálico sobre el cual se montan todos los módulos que componen el PLC (los enumerados hasta el momento y los siguientes). Puede entenderse como la columna vertebral del PLC. Sobre este soporte va adosado el bus de datos que permite llevar a cabo el intercambio efectivo de información entre todas las partes que forman el PLC, así como alimentarlos con la energía eléctrica necesaria para su correcto funcionamiento. Los distintos módulos se conectarán a las bahías o slots que están fijados sobre el bastidor quedando fuertemente, lo cual dota al PLC en gran robustez.. . Fuente de alimentación: Es el corazón del PLC y nutre de energía eléctrica al resto de módulos del mismo y en ocasiones incluso a los sensores del proceso. Por lo general los PLCs funcionan internamente a 5V de corriente continua (DC), pero sin embargo no suele ser corriente, sino que se utilizan o bien fuentes que transforman de 220V de corriente alterna (AC) a 5 VDC o bien de 24 VDC a 5 VDC. En el primer caso puede ser conectado directamente a la red eléctrica,. 40.
(41) y en el segundo caso se necesitará una fuente externa capaz de transformar la corriente de 220 VAC a 24 VDC. . CPU: Esta parte del PLC es considerada como la más importante, ya que dentro de ella se encuentra un microcontrolador que lee y ejecuta el programa de usuario que a su vez se localiza en una memoria (normalmente del tipo EEPROM), además de realizar la gestión de ordenar y organizar la comunicación entre las distintas partes que conforman al PLC.. El programa de. usuario consiste en una serie de instrucciones que representan el proceso del control lógico que debe ejecutarse, para poder hacer este trabajo, la unidad central de proceso debe almacenar en localidades de memoria temporal las condiciones de las variables de entrada y variables de salida de datos más recientes. . E/S Digitales: Este tipo de módulos permite al PLC leer valores de sensores digitales del proceso y enviar órdenes hacia los componentes del proceso empleando como adaptadores de señal a los preaccionadores y accionadores. Todas estas señales serán de formato todo/nada, es decir, que permitirán intercambiar información que representa dos únicos posibles estados: presente y no presente. Es decir, para el caso de los sensores esta información indicara la existencia de un evento físico o no del proceso respectivamente. Y para el caso de los actuadores codificara la orden de actuar o no actuar respectivamente.. . E/S Analógicos: Si para una magnitud física del proceso se desea poder conocer desde el PLC todos sus posibles estados o valores entonces es necesario emplear un módulo de entradas analógicas. Este módulo estará formado internamente entre otras cosas por un conversor analógico digital (A/D) que transformará el valor de la magnitud física en cada momento en un número el cual será almacenado en la memoria de entradas analógicas del PLC para su posterior uso desde el programa de control. Si por el contrario el PLC desea enviar una orden mucho más rica en matices que un simple todo/nada (actuar/ no actuar), es decir, se desea que sobre el proceso se lleve a cabo una acción proporcional. Este tipo de módulos contiene internamente un conversor digital analógico (D/A) el cual transformará un valor numérico depositado por el programa de control en una posición de la memoria de salidas analógicas del PLC, en una corriente eléctrica proporcional la cual será empleada para llevar a cabo la acción sobre el proceso.. 41.
(42) 5.1.2. Estructura La estructura de un PLC puede ser compacta o modular (infoPLC, s.f.): . Estructura compacta: En un solo bloque residen todos sus elementos (fuente, CPU, entrada/salida, interfaces, etc.). Tienen la ventaja de ser generalmente más baratos y su principal desventaja es que no siempre es posible ampliarlos.. Figura 16: Estructura compacta. . Estructura modular: Los distintos elementos se presentan en módulos con grandes posibilidades de configuración de acuerdo a las necesidades del usuario. Una estructura muy popular es tener en un bloque la CPU, la memoria, interfaces y la fuente. En bloques separados las unidades de entradas/salidas que pueden ser ampliadas según necesidades.. Figura 17: Estructura modular. 5.1.3. Memoria Dispositivo que permite guardar las instrucciones escritas por el programador. Su capacidad de almacenamiento se mide en Kbyte o en Mbyte y está relacionada con el tamaño máximo de programa que podemos escribir. (Gonzáles, 2017). 42.
(43) En la mayoría de los casos están diseñadas con elementos electrónicos. Se distinguen varios tipos (Gonzáles, 2017): . PROM: Memorias para ser leídas únicamente. Permiten ser programadas una sola vez. Normalmente se usan para automatismo de equipos fabricados en serie. Ante una falta de energía mantienen su contenido.. . EPROM: Son iguales a las anteriores, pero está permitido borrar su contenido para reprogramarlas. El borrado se realiza por la aplicación de luz ultravioleta, a través de una ventanilla de cuarzo en su encapsulado.. . EEPROM: Iguales a las anteriores pero el borrado se realiza por la aplicación de señales eléctricas.. . RAM: Memorias de acceso aleatorio. Está permitido escribirlas y borrarlas eléctricamente. Su lectura y escritura son muy veloces. Antes una falta de energía su contenido se pierde, por lo que deben ser alimentadas con pilas de Litio (duración de la pila más o menos 5 años). Estas dos últimas son las más usadas en la actualidad.. 5.1.4. Ventajas y desventajas Se sabe que no todos los autómatas ofrecen las mismas ventajas sobre la lógica cableada, ello es debido, principalmente a la variedad de modelos existentes en el mercado y las innovaciones técnicas que surgen constantemente. (Moreno, s.f.) Tales consideraciones obligan a referirse a las ventajas que proporciona un autómata de tipo medio (Moreno, s.f.): . Menor tiempo empleado en la elaboración de proyectos, debido a que no es necesario dibujar previamente el esquema de contactos, es preciso simplificar las ecuaciones lógicas, ya que por lo general la capacidad de almacenamiento del módulo de memoria es lo suficientemente grande.. . La lista de materiales queda sensiblemente reducida, y al elaborar el presupuesto correspondiente eliminaremos parte del problema que supone el contar con diferentes proveedores, distintos plazos de entrega.. . Posibilidad de introducir modificaciones sin cambiar el cableado ni añadir aparatos.. . Mínimo espacio del tablero donde se instala el autómata programable. 43.
Figure



+7




Outline
Documento similar
o Si dispone en su establecimiento de alguna silla de ruedas Jazz S50 o 708D cuyo nº de serie figura en el anexo 1 de esta nota informativa, consulte la nota de aviso de la
En cada antecedente debe considerarse como mínimo: Autor, Nombre de la Investigación, año de la investigación, objetivo, metodología de la investigación,
El desarrollo de una conciencia cáritas es esencial para identificar cuando un momento de cuidado se convierte en transpersonal, es necesaria para identificar
El quincenario de los frailes de Filipinas, condena para el Archipiélago los propósitos de nivelación jurídica que para todo territorio español, peninsular o ultramarino, se
Es importante mencionar, que en los últimos 5 años, China ha venido mostrando un gran avance en la industria textil y de la confección, ingresando en mercados como Europa,
Para la implantación del sistema de Control Interno Informático, se tienen que definir algunos elementos, como son la gestión de sistema de información: políticas, pautas y
*Correctivo contingente *Correctivo programable.. El mantenimiento correctivo contingente se refiere a las actividades que se realizan en forma inmediata, debido a que algún
trañables para él: el campo, la vida del labriego, otra vez el tiempo, insinuando ahora una novedad: la distinción del tiempo pleno, el tiempo-vida, y el tiempo
