UNIVERSIDAD INTERNACIONAL
DEL ECUADOR
FACULTAD DE CIENCIAS EXACTAS Y TECNOLOGÍAS
APLICADAS
DISEÑO Y CONSTRUCCIÓN DE UN SEPARADOR DE PUÑOS
DE CAMISETAS POLO PARA LA EMPRESA SALVIMPEX
PROYECTO PREVIO A LA OBTENCIÓN DEL TÍTULO DE INGENIERA EN MECATRÓNICA
ORRICO PÉREZ PAULA EMILIA
DIRECTOR: Sandra Espinel, MSC
AGRADECIMIENTO
Agradezco a mis profesores por ayudar en mi formación académica y personal, en especial:
A Wilson Proaño, por sus consejos y lecciones en el colegio y por crear un gusto por el conocimiento que siguió creciendo durante mis estudios universitarios.
A Ramiro Brito, por siempre estar preocupado de la calidad de mi educación y por su motivación y entusiasmo a lo largo de toda la carrera y por siempre apoyarme.
A mi hermana Daniela y mis padres Katya y Edmundo por confiar y creer en mí siempre al igual que a mis abuelos, Hugo, Elva, Eduardo y Cecilia
DEDICATORIA
ÍNDICE DE CONTENIDOS
1 CAPÍTULO I ... 17
1.1 ESTADO DEL ARTE ... 17
1.2 MARCO TEÓRICO... 19
1.2.1 CORTADORA DE TELA ... 19
1.2.2 SISTEMAS DE TRANSMISIÓN Y TRANSFERENCIA DE MOVIMIENTO ... 20
1.2.3 FRENO MECÁNICO ... 22
1.2.4 ELEMENTOS FINALES DE CONTROL ... 23
1.2.5 ELEMENTOS DE MEDICIÓN ... 23
1.2.6 SISTEMA DE CONTROL AUTOMÁTICO ... 24
2 CAPÍTULO II ... 27
2.1 FORMULACIÓN Y SISTEMATIZACIÓN DEL PROBLEMA ... 27
2.1.1 ORACIONES TÓPICAS ... 27
2.1.2 FORMULACIÓN DEL PROBLEMA ... 27
2.1.3 SISTEMATIZACIÓN DEL PROBLEMA ... 27
2.2 OBJETIVOS ... 28
2.2.1 OBJETIVOS GENERALES ... 28
2.2.2 OBJETIVOS ESPECÍFICOS ... 28
2.3 MARCO METODOLÓGICO ... 28
2.3.1 SITUACIÓN PROBLEMÁTICA ... 28
2.3.2 ANÁLISIS DE INVOLUCRADOS ... 29
2.3.3 ÁRBOL DE PROBLEMAS ... 29
2.3.4 ÁRBOL DE OBJETIVOS ... 30
2.3.5 ÁRBOL DE ALTERNATIVAS ... 31
2.3.6 MATRIZ DE MARCO LÓGICO ... 32
2.4 JUSTIFICACIÓN DEL PROYECTO ... 36
2.4.1 TEÓRICA ... 36
2.4.2 METODOLÓGICA ... 36
2.4.3 PRÁCTICA ... 37
2.4.4 HIPÓTESIS DE TRABAJO ... 37
2.5.1 SELECCIÓN DE UNA HERRAMIENTA DE CALIDAD ... 37
2.5.2 QFD ... 39
3 CAPÍTULO III ... 61
3.1 DIMENSIONAMIENTO DE SISTEMAS MECÁNICOS ... 61
3.1.1 CÁLCULO DE FUERZAS DE CORTE PARA EL EJE QUE SOSTIENE AL TEJIDO ... 64
3.1.2 CÁLCULOS DE LA ESTRUCTURA DE SOPORTE DEL TEJIDO... 70
3.1.3 CÁLCULO DE FUERZAS SOBRE EL FRENO MECÁNICO ... 75
3.1.4 CÁLCULOS PARA DIMENSIONAR LOS EJES DE DESPLAZAMIENTO HORIZONTAL... 78
3.1.5 DIMENSIONAMIENTO DE LOS EJES PARA PINZAS ... 80
3.1.6 SELECCIÓN DE RODAMIENTOS ... 82
3.1.7 DIMENSIONAMIENTO DE ACOPLES PARA MOTORES ... 93
3.1.8 SISTEMA DE PIÑÓN Y CADENA ... 94
3.1.9 SISTEMA DE TORNILLO SINFÍN ... 98
3.1.10 SISTEMA DE PIÑÓN Y CREMALLERA ... 98
3.2 DIMENSIONAMIENTO DE ELEMENTOS ELECTRÓNICOS ... 99
3.2.1 DIMENSIONAMIENTO DE MOTORES ... 99
3.2.2 DIMENSIONAMIENTO DE CABLE ... 104
3.2.3 ACONDICIONAMIENTO DE SALIDAS DIGITALES ... 105
3.3 DIMENSIONAMIENTO DE ELEMENTOS DE CONTROL ... 108
3.3.1 DIAGRAMA DE BLOQUES DEL SISTEMA DE CONTROL ... 108
3.3.2 SELECCIÓN DE CONTROLADOR PARA EL SISTEMA ... 108
3.3.3 MATRIZ CAUSA Y EFECTO ... 110
4 CAPÍTULO IV ... 111
4.1 CONSTRUCCIÓN ... 111
4.1.1 TABLERO ... 111
4.1.2 MARCO DE LA MESA ... 111
4.1.3 PINZA FIJA ... 112
4.1.4 PINZA MÓVIL ... 112
4.1.5 MONTAJE DE PIEZAS SOBRE EL TABLERO ... 113
4.1.6 SOPORTE DE TELA Y RODILLOS ... 113
4.2 PRUEBAS DE FUNCIONAMIENTO... 118
4.2.1 VELOCIDAD DE AVANCE DEL TORNILLO ... 118
4.2.2 VELOCIDAD DE DESPLAZAMIENTO DE LA PINZA MÓVIL ... 119
4.2.3 PARO DE EMERGENCIA ... 120
5 CONCLUSIONES ... 122
6 RECOMENDACIONES ... 125
ÍNDICE DE TABLAS
Tabla 2.1 Análisis de Involucrados ... 29
Tabla 2.2 Marco Lógico ... 33
Tabla 2.3 Herramientas de Calidad ... 38
Tabla 2.4 Diagrama de Operación ... 43
Tabla 2.5: Diagrama de Flujo Después de la Automatización ... 44
Tabla 2.6 Descripción de operaciones ... 49
Tabla 2.7 Nuevos tiempos para operaciones con la implementación del separador de puños ... 52
Tabla 2.8 Especificaciones Técnicas ... 52
Tabla 2.9 Módulo 1 ... 55
Tabla 2.10 Módulo 2 ... 55
Tabla 2.11 Módulo 3 ... 56
Tabla 2.12 Matriz Morfológica ... 57
Tabla 2.13 Pesos Específicos ... 58
Tabla 2.14 Pesos Específicos con cada Criterio ... 58
Tabla 2.15 Tabla de Conclusiones ... 60
Tabla 3.1 Elementos Dimensionados ... 62
Tabla 3.2 Factor nx ... 63
Tabla 3.3 Factor ny adaptada [10] ... 63
Tabla 3.4 Catálogo DIPAC Tubos [11] ... 69
Tabla 3.5 Catálogo DIPAC Ángulos [11] ... 74
Tabla 3.6 Resumen de resultados estáticos, Inventor 2013 ... 80
Tabla 3.7 Características de Rodamientos ... 84
Tabla 3.8 Aplicación para rodamientos, extracto del catálogo FAG [14] ... 86
Tabla 3.9 Factor de Velocidad ... 87
Tabla 3.10 Extracto de Tabla de Conversiones FAG [14] ... 89
Tabla 3.11 Extracto de Tabla de Equivalencia de FAG [14] ... 90
Tabla 3.12 Extracto de Tabla de Equivalencia de FAG [14] ... 92
Tabla 3.13 Resumen de Rodamientos ... 93
Tabla 3.14 Descripción de Actuadores ... 99
Tabla 3.15: Características del Motor NU3004 [19] ... 100
Tabla 3.16: Datos técnicos Motor DC [20] ... 103
Tabla 3.17 Tabla de Equivalencias AWG [21] ... 105
Tabla 3.18 Controladores ... 108
Tabla 3.19 Listado de Señales ... 110
Tabla 4.1 Cálculos para elementos del prototipo ... 115
Tabla 4.2 Comparación de resultados ... 116
Tabla 4.3 Prueba 1- Avance de la Cuchilla ... 119
Tabla 4.4 Prueba 2- Desplazamiento de la Pinza Móvil ... 120
Tabla 4.5 Prueba 3- Desplazamiento Para Corte ... 120
ÍNDICE DE FIGURAS
Figura 1.1. Disco de Corte... 19
Figura 1.2 Sistema de Engranes con cadena... 20
Figura 1.3 Tornillo Sinfín ... 21
Figura 1.4 Piñón y Cremallera ... 21
Figura 1.5 Motor DC con Caja Reductora ... 23
Figura 1.6 Fin de Carrera ... 24
Figura 1.7 Control ON/OFF ... 26
Figura 1.8 Control ON / OFF con Histéresis ... 26
Figura 2.1 Árbol de Problemas ... 30
Figura 2.2 Árbol de Objetivos ... 31
Figura 2.3 Árbol de Alternativas ... 32
Figura 2.4 Simbología ... 41
Figura 2.5 Diagrama de Flujo Nivel 1 ... 45
Figura 2.6 Diagrama de Flujo Con Automatización ... 46
Figura 2.7 Proceso de Automatización del Separador de puños... 47
Figura 2.8 Ruta Crítica del proceso a automatizar ... 48
Figura 2.9 Ruta crítica con nuevos tiempos ... 51
Figura 2.10 Nivel 0 ... 53
Figura 2.11 Nivel 1 ... 54
Figura 3.1 Esquemático del prototipo ... 61
Figura 3.2 Simulación del eje de la tela ... 64
Figura 3.3: Diagrama de Fuerzas Eje de tejido ... 65
Figura 3.4 Simulación de Fuerzas Inventor 2012 ... 66
Figura 3.5 Simulación de Momentos Inventor 2012 ... 67
Figura 3.6 Tubo de Acero ... 68
Figura 3.7 Simulación de la deformación del tubo en Inventor ... 70
Figura 3.8 Estructura de Soporte Dibujo en Inventor ... 71
Figura 3.9 Diagrama de Fuerzas Soporte de Tejido ... 72
Figura 3.10 Simulación de esfuerzos Fuente: MDSolids ... 73
Figura 3.11 Especificaciones Ángulo de Acero [11] ... 74
Figura 3.12 Freno con Zapata Articulada ... 75
Figura 3.13 Cálculo de Freno [13] ... 76
Figura 3.14 Diagrama para ejes de desplazamiento ... 79
Figura 3.15 Simulación Estática Eje Pinza Inventor 2012 ... 80
Figura 3.16 Deformación del eje Simulación Inventor 2012 ... 81
Figura 3.17 Momento en el eje X Simulación Inventor 2012 ... 82
Figura 3.18 Rodamientos para Cargas Radiales [14] ... 83
Figura 3.19 Simulación de estabilidad realizada en Working Model ... 88
Figura 3.20 Chumacera P204 ... 91
Figura 3.22 Juego de bridas ... 93
Figura 3.23: Cadena de paso simple 35B [17] ... 96
Figura 3.24 Capacidad de Potencia para una Cadena ... 97
Figura 3.25: Curvas características de NU3004 ... 101
Figura 3.26: Curvas características para Motor de Pinza Móvil ... 102
Figura 3.27: Curva característica Motor Bosch [20] ... 103
Figura 3.28: Alarma visual y sonora de paro de Emergencia ... 106
Figura 3.29 Puente en H ... 107
Figura 3.30 Simulación del circuito en Proteus ... 107
Figura 3.31 Diagrama de Bloques ... 108
Figura 4.1 Tablero MDF ... 111
Figura 4.2 Pinza Móvil ... 112
Figura 4.3 Eje de Soporte de Tela ... 114
Figura 4.4 Freno Mecánico... 114
Figura 4.5 Rodillos ... 115
Figura 4.6 Soporte para la Cuchilla ... 118
Figura 4.7 Vista superior Cuchilla sobre la Tuerca ... 119
ÍNDICE DE ECUACIONES
( 2.1) ... 49
( 3.1) ... 62
( 3.2) ... 65
( 3.3) ... 65
( 3.4) ... 65
( 3.5) ... 65
( 3.6) ... 66
( 3.7) ... 67
( 3.8) ... 67
( 3.9) ... 68
( 3.10) ... 69
( 3.11) ... 69
( 3.12) ... 72
( 3.13) ... 77
( 3.14) ... 77
( 3.15) ... 77
(3.16) ... 77
(3.17) ... 77
( 3.18) ... 84
( 3.19) ... 85
( 3.20) ... 85
( 3.21) ... 85
( 3.22) ... 85
( 3.23) ... 85
( 3.24) ... 87
( 3.25) ... 87
( 3.26) ... 94
( 3.27) ... 95
( 3.28) ... 95
( 3.29) ... 97
( 3.30) ... 98
( 3.31) ... 99
( 3.32) ... 99
INDICE DE ANEXOS
ANEXO A ... 129
ANEXO B ... 130
ANEXO C ... 131
ANEXO D ... 133
RESUMEN
Con este proyecto de titulación se implementó un prototipo que corta tela RIB para la empresa Salvimpex, con el objetivo de optimizar sus tiempos de producción de camisetas polo.
Se diseñó las estructuras para que el prototipo separe las piezas de tela RIB utilizadas en los puños de las camisetas polo que fabrica la empresa.
El prototipo cuenta con un sistema automático, qué monitorea la posición de las piezas separadas.
Se procuró tener el mayor número de piezas modulares, para facilitar la instalación y el mantenimiento del equipo.
El ciclo de trabajo del prototipo varió de acuerdo a lo previsto ya que un mecanismo se dimensionó de forma diferente a los cálculos hechos para no elevar el costo del prototipo
ABSTRACT
This Project implemented a cutting RIB fabric prototype for the Company Salvimpex. It helps optimize the production time of polo t-shirts manufacturing. The structure was designed to separate the RIB fabric pieces used in the Company.
The prototype has an automated system that keeps track of the fabric’s position. It was a priority to build the machine with modular parts to help the installation of the equipment.
INTRODUCCIÓN
En los últimos 10 años el Ecuador ha tomado la iniciativa de fortalecer el desarrollo de la industria nacional, fomentando e impulsando cualquier producto que sea desarrollado y producido dentro del territorio nacional, según lo planificado en el “Plan de Desarrollo” y a través de compañas nacionales como “¡Mucho mejor! Si es hecho en ECUADOR”.
Entre las muchas industrias que se han beneficiado de estas políticas se encuentran las industrias textiles y de confección, que son el sector industrial de la economía dedicado a la producción de fibras, hilos, telas y la confección de ropa. En años recientes se puede evidenciar el crecimiento de la industria textil y de confección en el Ecuador. Debido a este fenómeno las empresas textiles de mediana producción se ven amenazadas por la creciente competencia que hay en este mercado.
Para mantenerse al nivel de la competencia las empresas, como Salvimpex, buscan automatizar ciertos procesos dentro de su producción. Con estas prácticas pueden ofertar mayor cantidad de productos sin tener que aumentar el personal o disminuir la calidad del producto.
La mayoría de estas prácticas son relativamente nuevas en el Ecuador, por lo que las empresas no consiguen tecnología actualizada en el país. La práctica más común es importar tecnología de países como Colombia o hasta China, que representan a las industrias textiles y de confección a nivel internacional.
Sin embargo estas opciones no están al alcance de todas las empresas.
Uno de los procesos que todavía es completamente manual es la separación de puños y cuellos para camisetas polo.
1
CAPÍTULO I
1.1 ESTADO DEL ARTE
“Los inicios de la industria textil ecuatoriana se remontan a la época de la colonia, cuando la lana de oveja era utilizada en los obrajes donde se fabricaban los tejidos.
Posteriormente, las primeras industrias que aparecieron se dedicaron al procesamiento de la lana, hasta que a inicios del siglo XX se introduce el algodón, siendo la década de 1950 cuando se consolida la utilización de esta fibra. Hoy por hoy, la industria textil ecuatoriana fabrica productos provenientes de todo tipo de fibras, siendo las más utilizadas el ya mencionado algodón, el poliéster, el nylon, los acrílicos, la lana y la seda.
A lo largo del tiempo, las diversas empresas dedicadas a la actividad textil ubicaron sus instalaciones en diferentes ciudades del país. Sin embargo, se puede afirmar que las provincias con mayor número de industrias dedicadas a esta actividad son: Pichincha, Imbabura, Tungurahua, Azuay y Guayas.
La diversificación en el sector ha permitido que se fabrique un sinnúmero de productos textiles en el Ecuador, siendo los hilados y los tejidos los principales en volumen de producción. No obstante, cada vez es mayor la producción de confecciones textiles, tanto las de prendas de vestir como de manufacturas para el hogar.
El sector textil genera varias plazas de empleo directo en el país, llegando a ser el segundo sector manufacturero que más mano de obra emplea, después del sector de alimentos, bebidas y tabacos. Según estimaciones hechas por la Asociación de Industriales Textiles del Ecuador – AITE, alrededor de 50.000 personas laboran directamente en empresas textiles, y más de 200.000 lo hacen indirectamente.”1
1Asociación de Industrias Textiles del Ecuador. Página web:
En América Latina el referente en la industria textil es Colombia, por lo tanto las industrias ecuatorianas se ven atraídas a este mercado y sus soluciones.
De acuerdo con la evidencia, se estructura el estado del arte en un apartado dedicado a la influencia de la industria colombiana sobre la ecuatoriana.
La industria de confección de ropa y calzado en Colombia tiene estimado crecer un 7% en el 2015 a nivel regional, según la sección de ECONOMÍA Y NEGOCIOS [1].
Una de las exposiciones más grandes que se realizan anualmente en Colombia se llama Colombiatex2, donde se unen la oferta y la demanda de la industria. En esta feria se presentan insumos, maquinaria y textiles para la mediana y gran industria nacional e internacional.
En términos generales este es un proyecto de titulación que tiene como objetivo diseñar y construir un separador de puños para camisas polo e implementarlo en la empresa Salvimpex.
Al igual que varias empresas nacionales, Salvimpex importa su tecnología de Colombia o China.
Salvimpex CIA. LTDA., es una empresa nacional constituida desde el año 2000 para proveer de:
Uniformes
Ropa de Trabajo
Artículos Promocionales
Implementos de seguridad industrial, tanto nacionales como importados.3 El proyecto consiste en el diseño y la construcción de una máquina que separe el tejido Rib utilizado para los puños de las camisetas polo.
Como parámetros para el proyecto se consideró que el prototipo de separador debe tener un volumen de producción de aproximadamente 120 puños separados
2 Sitio web oficial: http://colombiatex.inexmoda.org.co/
por hora, de esta manera se podrá optimizar el tiempo en un 20% en comparación a la acción manual.
1.2 MARCO TEÓRICO
1.2.1 CORTADORA DE TELAActualmente en el mercado existen distintos tipos de cortadoras de tela. Se pueden clasificar por el tamaño de producción, tipo de corte o por la herramienta de corte utilizada.
Según el tipo de herramienta se puede clasificar a las cortadoras en:
Corte por cuchilla
Corte por disco
Corte por láser
Corte por chorro de agua
Otro aspecto importante es el posicionamiento de la tela, para esto se trabaja con juegos de rodillos y sistemas mecánicos para la sujeción de la tela al momento de cortar.
1.2.1.1 Corte por Disco
El corte por disco se encuentra tanto en máquinas cortadoras manuales como en automáticas, este sistema como se muestra en la Figura 1.1, es uno de los más rápidos pero resulta limitado con respecto a la altura de corte que entrega.
1.2.2 SISTEMAS DE TRANSMISIÓN Y TRANSFERENCIA DE MOVIMIENTO
Existen dos grupos de mecanismos, los que transmiten el movimiento y los que transforman el movimiento.
Los mecanismos de transmisión son los que su elemento motriz de entrada y salida tienen el mismo tipo de movimiento. Mientras que los de transformación cambian el tipo de movimiento respecto a su entrada.
Los mecanismos de transmisión se pueden clasificar a su vez en dos tipos [2].
Mecanismos de transmisión lineal como las palancas y poleas.
Mecanismos de transmisión circular como poleas con correa, ruedas de fricción o engranajes.
Los mecanismos de transformación más comunes en mecánica son las levas, el sistema de piñón y cremallera, biela manivela, tornillo tuerca y cigüeñal entre otros.
1.2.2.1 Sistema de engranes con cadena
Este tipo de sistemas está formado por dos engranes con ejes paralelos a cierta distancia, que giran a la vez por efecto de una cadena, como se muestra en la Figura 1.2 tomada de [2].
Según la relación del número de dientes entre los engranes se consigue un aumento o reducción en la velocidad del mecanismo.
1.2.2.2 Tornillo Sinfín
También conocido como tornillo giratorio, consta de un tornillo que se engrana a una rueda dentada o a una tuerca, que transporta otra carga. Por cada vuelta del tornillo que está acoplado al eje motriz, la tuerca avanza un paso como se muestra en la Figura 1.3 [3].
El elemento motriz de este sistema tiene que ser el tornillo, este debe estar apoyado y acoplado al eje motriz, mientras la tuerca se desplaza a través de la longitud del tornillo.
Figura 1.3 Tornillo Sinfín
1.2.2.3 Piñón y Cremallera
Este mecanismo consta de un piñón y una cremallera como se muestra en la Figura 1.4. [4]. Se convierte el movimiento circular en uno lineal continuo a través de la cremallera. Una ventaja de este mecanismo es que es reversible, es decir se puede convertir el movimiento lineal en circular de la misma manera.
1.2.3 FRENO MECÁNICO
El freno es un mecanismo cuya función es disminuir o detener progresivamente el movimiento de un sistema.
Una clasificación de frenos puede ser según su forma de accionamiento:
Freno Mecánico
Freno Hidráulico
Freno Neumático
Freno Eléctrico
El freno mecánico consta de una palanca, un tambor que se encuentra girando y las zapatas. El objetivo de este sistema es que las zapatas venzan la inercia con la que está girando el tambor con su fuerza de fricción.
1.2.3.1 Inercia
El principio de la inercia dice que todo cuerpo es incapaz de ponerse en movimiento por sí mismo o si se encuentra en estado de movimiento, de modificar la velocidad o dirección sin la intervención de una fuerza.
1.2.3.2 Aspectos Térmicos de Freno
El freno mecánico es un sistema que absorbe energía y la disipa en forma de calor. Aproximadamente el 95% del calor producido es absorbido por el tambor por lo que este debe ser de un material que soporte las concentraciones de calor del sistema [5].
1.2.4 ELEMENTOS FINALES DE CONTROL
Los elementos finales de control también conocidos como actuadores se pueden clasificar por el tipo de acción que entregan, como mecánica, eléctrica, neumática o hidráulica.
Entre los actuadores electro mecánicos más usados se encuentran los motores. A los motores se los divide en dos categorías, motores AC y motores DC.
1.2.4.1 Motores DC
Según [6] un motor de corriente continua, hace girar un eje basándose en la interacción entre dos polos magnéticos, uno fijo y otro dispuesto sobre una pieza que le permita girar.
Los motores DC pueden alcanzar altas velocidades, para aplicaciones en las que la velocidad deba ser baja se suele utilizar motores DC con caja reductora como el de la Figura 1.5.
La caja reductora es una combinación de engranes que entregan un número bajo de revoluciones por la relación entre estos.
Figura 1.5 Motor DC con Caja Reductora
1.2.5 ELEMENTOS DE MEDICIÓN
Una clasificación de los sensores es según la variable física que midan, en ese caso se clasifican por sensores de posición, nivel, temperatura, etc.
También se los puede clasificar por el tipo de señal que entregan, en términos generales están las señales análogas y digitales.
1.2.5.1 Fines de Carrera
La función de un fin de carrera es transformar una entrada mecánica en un impulso eléctrico que se pueda ingresar a un controlador.
Existen fines de carrera con diferentes terminales, como se muestra en la Figura 1.6 [7], estos sensores siempre cumplen la función de convertir el impulso mecánico en eléctrico, entregando una señal digital.
Figura 1.6 Fin de Carrera
Las ventajas de este sensor son su robustez, fácil instalación y mantenimiento, al no utilizar imanes su desgaste es mínimo. Por otro lado es una manera muy confiable de localizar un actuador u objeto en un lugar determinado.
Los inconvenientes se presentan en la velocidad de respuesta y en los rebotes que están relacionados con la fuerza del impulso mecánico que reciben.
1.2.6 SISTEMA DE CONTROL AUTOMÁTICO
Se puede definir como control a la manipulación de magnitudes físicas, o variables, sin la intervención de un operador humano.
1.2.6.1 Tipos de Control
Un sistema de control se representa en diagramas de bloque, estos diagramas de bloques indican la relación entre los componentes del sistema. En un diagrama de bloques, las variables del sistema se enlazan entre sí por medio de bloques funcionales. El bloque funcional, es un símbolo de la operación matemática que el sistema produce a la salida sobre la señal de entrada.
Las entradas se representan con una flecha apuntando al bloque mientras que las salidas tienen flechas que salen del bloque.
La magnitud de la señal de salida será la señal de entrada multiplicada por la función de transferencia del bloque.
En controles industriales es común encontrar 5 tipos de reguladores:
o Control ON/OFF
o Proporcional (P)
o Proporcional Integral (PI)
o Proporcional Derivativo (PD)
o Proporcional Integral Derivativo (PID)
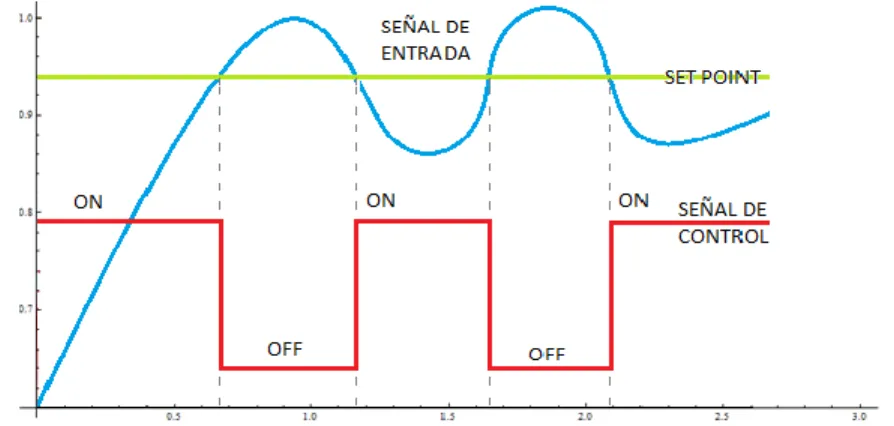
1.2.6.1.1 Control ON/OFF
El Control On/Off se utiliza en aplicaciones que admiten una oscilación continua entre dos límites.
Las aplicaciones de este tipo de control son las que admiten un margen de tolerancia y no se ve afectado por los retrasos que presenta la inercia de los actuadores y de la programación.
Figura 1.7 Control ON/OFF
1.2.6.1.2 Control ON/OFF con Histéresis
La histéresis permite definir los límites entre los que es aceptable la variación de la respuesta, mejorando de esta forma el control ON/OFF.
Si el proceso permite una tolerancia en el control, se puede definir esta como se muestra en la Figura 1.8.
2
CAPÍTULO II
2.1 FORMULACIÓN Y SISTEMATIZACIÓN DEL PROBLEMA
2.1.1 ORACIONES TÓPICAS
El propósito de este proyecto es desarrollar una máquina capaz de automatizar el proceso de separar puños de camisetas polo.
El propósito de este proyecto es conocer las ventajas de automatizar el proceso de separar puños de camisetas polo en el tiempo de confección de las camisetas.
Situación actual: El proceso se realiza de forma manual y se designa el número de trabajadores según el volumen de la producción.
Situación deseable: El proceso se realiza de forma semiautomática y se tiene un solo trabajador a cargo de esta actividad.
2.1.2 FORMULACIÓN DEL PROBLEMA
¿Cómo ayudará en el tiempo de confección de camisetas polo, la construcción de un separador de puños automático?
2.1.3 SISTEMATIZACIÓN DEL PROBLEMA
¿Qué acciones debe desarrollar la máquina para separar puños de camisetas polo?
¿Cuáles son los parámetros que controlará el usuario?
¿Cómo se controlarán a los actuadores?
¿Con qué técnica de control se regulará la posición de la tela?
¿Qué impacto sobre la producción tiene la operación de separar puños para camisetas polo?
2.2 OBJETIVOS
2.2.1 OBJETIVOS GENERALES
Desarrollar un prototipo que permita la separación de puños, para camisetas polo, de su rollo de forma automática y reducir el tiempo de confección de las camisetas para la empresa Salvimpex.
2.2.2 OBJETIVOS ESPECÍFICOS
Dimensionar y definir el volumen de producción del separador de puños.
Diseñar y construir un mecanismo que ubique el tejido y permita separar cada pieza sin dañar el área que se unirá a la camiseta.
Seleccionar e implementar un control para la posición de la tela.
Diseñar y construir los circuitos electrónicos que controlen los movimientos de los distintos actuadores.
2.3 MARCO METODOLÓGICO
2.3.1 SITUACIÓN PROBLEMÁTICA
2.3.2 ANÁLISIS DE INVOLUCRADOS
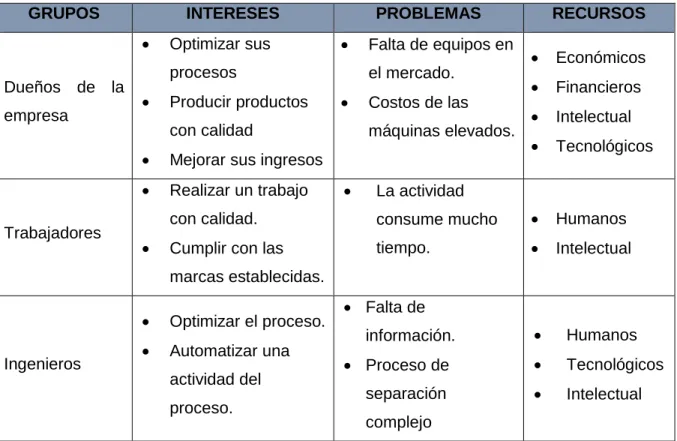
Dentro de la metodología del Marco Teórico es necesario identificar a los involucrados y qué relación tienen con el proyecto como se resumen en la Tabla 2.1
Tabla 2.1 Análisis de Involucrados
GRUPOS INTERESES PROBLEMAS RECURSOS
Dueños de la
empresa
Optimizar sus
procesos
Producir productos
con calidad
Mejorar sus ingresos
Falta de equipos en
el mercado.
Costos de las
máquinas elevados.
Económicos
Financieros
Intelectual
Tecnológicos
Trabajadores
Realizar un trabajo
con calidad.
Cumplir con las
marcas establecidas.
La actividad
consume mucho
tiempo.
Humanos
Intelectual
Ingenieros
Optimizar el proceso.
Automatizar una
actividad del
proceso.
Falta de
información.
Proceso de
separación
complejo
Humanos
Tecnológicos
Intelectual
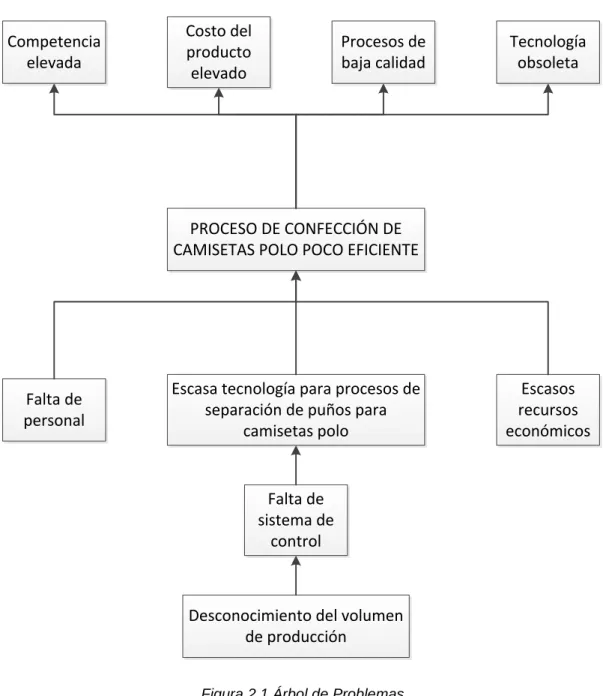
2.3.3 ÁRBOL DE PROBLEMAS
El árbol de problemas permite identificar los principales problemas que debe solucionar el proyecto, estos problemas son proporcionados por las personas que están involucradas en la actividad de realizar las camisetas polo.
PROCESO DE CONFECCIÓN DE CAMISETAS POLO POCO EFICIENTE Competencia
elevada
Costo del producto elevado
Procesos de baja calidad
Tecnología obsoleta
Falta de personal
Escasa tecnología para procesos de separación de puños para
camisetas polo
Escasos recursos económicos
Desconocimiento del volumen de producción
Falta de sistema de
control
Figura 2.1 Árbol de Problemas
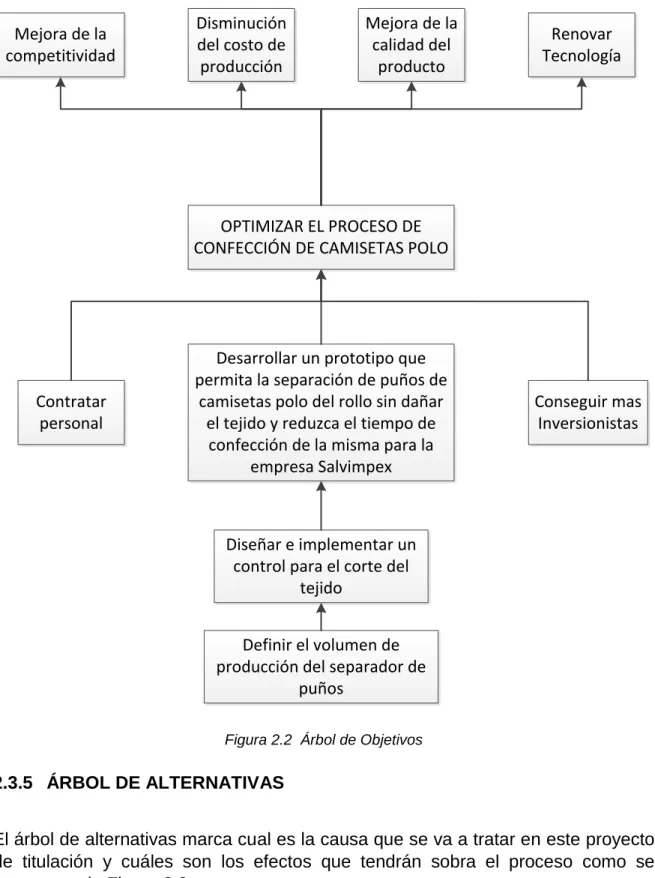
2.3.4 ÁRBOL DE OBJETIVOS
El árbol de objetivos se forma al desarrollar objetivos para solventar los problemas encontrados en la sección 2.3.3 Árbol de problemas.
OPTIMIZAR EL PROCESO DE CONFECCIÓN DE CAMISETAS POLO Mejora de la
competitividad
Disminución del costo de producción
Mejora de la calidad del
producto
Renovar Tecnología
Contratar personal
Desarrollar un prototipo que permita la separación de puños de
camisetas polo del rollo sin dañar el tejido y reduzca el tiempo de
confección de la misma para la empresa Salvimpex
Conseguir mas Inversionistas
Definir el volumen de producción del separador de
puños
Diseñar e implementar un control para el corte del
tejido
Figura 2.2 Árbol de Objetivos
2.3.5 ÁRBOL DE ALTERNATIVAS
OPTIMIZAR EL PROCESO DE CONFECCIÓN DE CAMISETAS POLO Mejora de la
competitividad
Disminución del costo de producción
Mejora de la calidad del
producto
Renovar Tecnología
Contratar personal
Desarrollar un prototipo que permita la separación de puños de
camisetas polo del rollo sin dañar el tejido y reduzca el tiempo de
confección de la misma para la empresa Salvimpex
Conseguir mas Inversionistas
Definir el volumen de producción del separador de
puños
Diseñar e implementar un control para el corte del
tejido
Figura 2.3 Árbol de Alternativas
2.3.6 MATRIZ DE MARCO LÓGICO
Una vez identificadas las partes principales del proyecto se desarrolla un desglose para identificar las actividades del proyecto.
Tabla 2.2 Marco Lógico
FIN INDICADORES VERIFICADORES SUPUESTOS
Optimizar el proceso de confección de
camisetas polo.
El 100% de la actividad de separar puños de camisetas polo sea realizado por la máquina en la empresa.
Recolectar datos sobre la producción actual y comparar con la producción luego de implementar el prototipo
Que el proceso de confección tarde más tiempo
PROPÓSITO
Desarrollar un prototipo que permita la
separación de puños de camisetas polo del rollo, sin dañar el tejido, y reduzca el tiempo de confección de las mismas para la
empresa Salvimpex en Quito.
El tiempo y calidad mejoraron en un 30%
Hacer pruebas dentro de la empresa con la máquina y un supervisor
Que el prototipo cumpla con las expectativas de la empresa
COMPONENTES
1. Dimensionar y definir el volumen de
producción del separador de puños
El prototipo mejorará el tiempo de la acción de separar puños en un 30% en
comparación del tiempo total actual
Comparar la cantidad de tiempo entre una persona y el prototipo en la operación de separar puños
Que el prototipo no mejore el tiempo de producción
2. Diseñar y construir un mecanismo que separe cada puño, sin dañar la tela.
El 90% de las puños saldrán separados sin dañar la tela
Hacer pruebas con 50 puños y comprobar que cada uno se separe correctamente
3. Diseñar una interfaz que le permita al usuario manipular los parámetros de la máquina
El 100% de los usuarios que
utilizarán la máquina conocen y manejan los parámetros a través de la pantalla.
Hacer pruebas con los parámetros establecidos y el usuario
Que el usuario pueda controlar los
parámetros de la máquina
4. Diseñar e
implementar un Control para el control de posición del tejido
La respuesta teórica y práctica deben encontrarse dentro del margen de error del 10%
Simular la respuesta del sistema y comparar con la respuesta real obtenida
Que la respuesta del sistema cumpla con los cálculos
5. Diseñar y construir los circuitos electrónicos que controlen los movimientos de los distintos actuadores
El 100% de los circuitos serán
diseñados por el autor de la tesis
Hacer pruebas de funcionamiento y comprobar que los elementos no se calienten en exceso
Que los circuitos sean de fácil mantenimiento
ACTIVIDADES
5.4 Construir las placas Resumen
presupuestal Ejecución presupuestal
Que los caminos de cobre no hagan cortos
5.3 Diseñar las placas Resumen
presupuestal Ejecución presupuestal
Que las placas ocupen el mínimo espacio
5.2 Simular los circuitos Resumen
presupuestal Ejecución presupuestal
Que existan los elementos en el simulador
5.1 Dimensionar los elementos del circuito
Resumen
presupuestal Ejecución presupuestal
Que existan los elementos en el mercado local
4.3 Probar el código Resumen
presupuestal Ejecución presupuestal
4.2 Desarrollar el código para el programa
Resumen
presupuestal Ejecución presupuestal
Que se produzcan lazos infinitos
4.1 Definir constantes para el control
Resumen
presupuestal Ejecución presupuestal
Que la respuesta sea muy lenta
3.4 Probar el código Resumen
presupuestal Ejecución presupuestal
Que existan incongruencias en las respuestas
3.3 Desarrollar el código para el programa
Resumen
presupuestal Ejecución presupuestal
Que no se produzcan lazos infinitos
3.2 Definir la interfaz en la que se va a
programar
Resumen
presupuestal Ejecución presupuestal
Que se cuente con la licencia del programa
3.1 Definir los
parámetros a controlar
Resumen
presupuestal Ejecución presupuestal
Que existan parámetros no definidos
2.8 Corregir errores Resumen
presupuestal Ejecución presupuestal
Que los errores sean de ejecución y no de diseño
2.7 Hacer pruebas Resumen
presupuestal Ejecución presupuestal Que sea modular
2.6 Construir la estructura
Resumen
presupuestal Ejecución presupuestal
Que sea una estructura rígida
2.5 Adquirir los materiales
Resumen
presupuestal Ejecución presupuestal
Que se puedan encontrar en el mercado
2.4 Seleccionar la mejor alternativa
Resumen
presupuestal Ejecución presupuestal
Que se pueda encontrar en el mercado
2.3 Establecer la matriz morfológica
Resumen
presupuestal Ejecución presupuestal
Que las opciones sean claras
2.2 Diseñar piezas para cada módulo de la máquina
Resumen
presupuestal Ejecución presupuestal
2.1 Diseñar y dimensionar la estructura
Resumen
presupuestal Ejecución presupuestal Que sea ergonómica
1.5 Desarrollar el documento de investigación
Resumen
presupuestal Ejecución presupuestal
Que el documento sea legible para cualquier lector
1.4 Recopilar información sobre la producción en la empresa
Resumen
presupuestal Ejecución presupuestal
Que la empresa permita la investigación
1.3 Definir el alcance del prototipo
Resumen
presupuestal Ejecución presupuestal
Que el alcance permita cumplir los objetivos
1.2 Establecer las variables del proyecto
Resumen
presupuestal Ejecución presupuestal
Que las variables se puedan medir
1.1 Investigar el marco teórico y conceptual
Resumen
presupuestal Ejecución presupuestal
Que exista información de fuentes confiables
2.4 JUSTIFICACIÓN DEL PROYECTO
2.4.1 TEÓRICACon este proyecto se pretende cubrir un campo todavía no explotado en el Ecuador, como son las soluciones para la industria textil y de confección. En este caso la operación de separar puños para camisetas polo.
Se pretende que la información que se obtenga de esta tesis sirva para desarrollar distintos tipos de mecanismos para funciones similares.
2.4.2 METODOLÓGICA
2.4.3 PRÁCTICA
Los resultados que se obtienen de este proyecto de titulación son concretos ya que se pueden medir parámetros de eficiencia y calidad del trabajo.
Con este prototipo se pretende mejorar el proceso, en términos de tiempo para la confección de camisetas polo en la empresa Salvimpex.
2.4.4 HIPÓTESIS DE TRABAJO
Con base en la revisión de la literatura que se ha efectuado durante el proceso de investigación, se propone las siguientes hipótesis de investigación:
La eficiencia de tiempo en la confección de camisetas polo está relacionada con la automatización del proceso de separar puños
El éxito de la automatización está relacionado con el diseño del mecanismo y su sistema de control
2.5 ESPECIFICACIONES TÉCNICAS
2.5.1 SELECCIÓN DE UNA HERRAMIENTA DE CALIDAD
Durante la década de los 50 se desarrollaron herramientas estadísticas de control de calidad en especial en Japón que luego fueron llevadas al mercado estadounidense.
Tabla 2.3 Herramientas de Calidad
NOMBRE DESCRIPCIÓN
AMFE
Análisis modal de fallos y efectos.
Identifica variables negativas para prevenir posibles fallos,
evita que llegue al cliente productos con fallos.
Esta metodología está orientada a la satisfacción del cliente.
BALANCED
SCORECARD
Mide factores financieros y no financieros del estado de
resultados de la empresa.
Promueve una comunicación entre los gerentes y empleados.
BENCHMARKING Es un proceso continuo que compara los procesos internos
con procesos de otra empresa para beneficio de las dos.
BRAINSTORMING Es una técnica de trabajo en grupo que permite recopilar
varias ideas a cuestiones planteadas.
CÍRCULO DE LA
CALIDAD
Está dividido en cuatro procesos que deben ser ejecutados en
orden para obtener resultados positivos estos son:
Planificar
Hacer
Verificar
Actuar
SIX SIGMA
Permite la reducción de los defectos en el producto a través
del seguimiento diario de todas las actividades de la empresa.
Se basa en hacer preguntas cuyas respuestas, tangibles y
cuantificables, producen resultados rentables
QFD
Despliegue Funcional de la Calidad, permite identificar y
trasladar la información obtenida por el cliente y convertirla en
requerimiento del producto.
2.5.2 QFD
El Despliegue de la Función de Calidad es un proceso que asegura que las peticiones de los clientes sean incorporadas en el área técnica. Este tipo de despliegue se logra teniendo un grupo multifuncional en el que se incluyan distintas ramas de la empresa para estructurar las necesidades del cliente.
Esta herramienta es muy utilizada por su flexibilidad y adaptabilidad al momento de implantarla en una empresa. [8]
Entre sus beneficios se encuentran:
Disminución del tiempo de desarrollo desde el concepto hasta la producción
Diseños adecuados para las necesidades de los clientes.
Equipos multidisciplinarios.
Satisfacción del cliente.
2.5.2.1 Casa de la Calidad
Es un método que presupone el establecimiento de un equipo pluridisciplinario orientado al consenso, basado en aproximaciones creativas que permite la síntesis de nuevas ideas de una manera estructural.4
En el ANEXO A se puede encontrar la matriz de la casa de la calidad, proporcionada por la Asociación Latinoamericana de QFD (QFDLAT) [9], en la que se evaluaron los parámetros que se listan a continuación.
2.5.2.1.1 Voz del Usuario
En el desarrollo de la función de calidad, las demandas de los clientes constituyen el elemento conductor de todo el proceso de diseño de un nuevo producto o servicio. El primer paso consiste en pedir a un grupo representativo de usuarios, cuáles son sus requerimientos y deseos.5
Las características pedidas por el usuario son:
Que sea automático.
Que separe más puños que un trabajador en un tiempo establecido.
Que trabaje toda la jornada.
Fácil mantenimiento.
Fácil manejo.
Que no ocupe mucho espacio.
2.5.2.1.2 Voz del Ingeniero
La voz del ingeniero constituye la traducción de las demandas subjetivas de los clientes en características técnicas objetivas del producto.6
Las características consideradas por el ingeniero son:
Automático
Eficiente
Continuo
Modular
Amigable con el usuario
Ergonómico
Robusto
2.5.2.2 Análisis y Conclusiones de la Casa de la Calidad
“Las especificaciones del producto son la manifestación explicita del conjunto de determinaciones, características o prestaciones que debe guiar su diseño y desarrollo”.7
Con el desarrollo de la casa de la calidad se puede ver las ventajas que tendrá la empresa con la automatización del proceso.
Dentro de la casa de la calidad se puede calificar cuales son las características principales que el producto debe tener y se puede ver la comparación de estas características con otras empresas.
Para este análisis se tomó al Nivel de Competencia 1 de una empresa en la que se adaptaron herramientas para esta actividad, mientras que el Nivel de Competencia 2 es a la meta a la que se quiere llegar ya que no se pudo encontrar mayor información sobre este proceso en empresas de similar volumen de producción en la ciudad de Quito.
La casa de la Calidad está desarrollada en el ANEXO A.
2.5.2.3 Formulación de Especificaciones Técnicas
Para obtener las especificaciones del proceso se trabaja con los involucrados para conocer el proceso.
De esta actividad se obtiene el proceso de confección de camisetas polo.
2.5.2.3.1 Diagrama de Operación
Un diagrama de operación es una representación gráfica de un proceso. Cada paso del proceso es representado por un símbolo diferente que contiene una breve descripción de la etapa del proceso.
El diagrama de operaciones debe expresar fielmente el proceso real en estudio y su objetivo principal es facilitar la mejor comprensión global del mismo.
Para el diagrama de operaciones, se utilizó la simbología que se muestra en la Figura 2.4.
En el diagrama de operaciones, Tabla 2.4, se describen las etapas principales de la confección de las camisetas polo desde la recepción de la materia prima hasta su almacenamiento una vez lista la camiseta.
Tabla 2.4 Diagrama de Operación
DIAGRAMA DE FLUJO NIVEL 0 DESCRIPCIÓN NOMBRE ACTIVIDAD 8 2 1 5 4 3 7 6 30 min RECEPTAR Y ALMACENAR TELAS
Según el tamaño de producción se transporta la cantidad de tela a las estaciones de trabajo.
TRANSPORTAR
Se realiza la recepción de los tipos de tela, en kilos. Para la confección de camisetas polo existen dos tipos de tela, el primero es tela de algodón de punto y la segunda es tela RIB.
En esta sección se clasifican las telas por su color y tipo.
10 min
PATRONES
La primera actividad de esta operación es la colocación de patrones.
Para las camisetas polo se tienen 6 piezas que son: espalda, delantero, aletilla, mangas, puños o mangas y cuellos.
Una vez colocados los patrones se cortan las piezas con la ayuda de una máquina, de acuerdo a las tallas y los modelos del pedido.
15 min
UNIR PIEZAS Y ACCESORIOS
Con las piezas cortadas, se procede a unirlas con la ayuda de una máquina llamada “OVER” que cose las orillas sin que se deshilen.
Para terminar se cortan los sobrantes de hilos.
592 min
CONTROL DE CALIDAD
Se hace una inspección del producto en su fase actual. Se revisa que las tallas sean las indicadas, que todas las piezas estén unidas correctamente.
Que la tela no tenga imperfecciones 10 min
ETIQUETAR Con máquinas de coser se colocan las etiquetas que contienen información sobre el cuidado de la tela, la talla y la marca
20 min
EMPACAR
Las camisetas terminadas son empacadas en bolsas
individuales y agrupadas de acuerdo a la talla. 120 min
ALMACENAR
Tabla 2.5: Diagrama de Flujo Después de la Automatización
DIAGRAMA DE FLUJO NIVEL 0 DESCRIPCIÓN NOMBRE ACTIVIDAD 8 2 1 5 4 3 7 6 30 min RECEPTAR Y ALMACENAR TELAS
Según el tamaño de producción se transporta la cantidad de tela a las estaciones de trabajo.
TRANSPORTAR
Se realiza la recepción de los tipos de tela, en kilos. Para la confección de camisetas polo existen dos tipos de tela, el primero es tela de algodón de punto y la segunda es tela RIB.
En esta sección se clasifican las telas por su color y tipo.
10 min
PATRONES
La primera actividad de esta operación es la colocación de patrones.
Para las camisetas polo se tienen 6 piezas que son: espalda, delantero, aletilla, mangas, puños o mangas y cuellos.
Una vez colocados los patrones se cortan las piezas con la ayuda de una máquina, de acuerdo a las tallas y los modelos del pedido.
15 min
UNIR PIEZAS Y ACCESORIOS
Con las piezas cortadas, se procede a unirlas con la ayuda de una máquina llamada “OVER” que cose las orillas sin que se deshilen.
Para terminar se cortan los sobrantes de hilos.
327 min
CONTROL DE CALIDAD
Se hace una inspección del producto en su fase actual. Se revisa que las tallas sean las indicadas, que todas las piezas estén unidas correctamente.
Que la tela no tenga imperfecciones 10 min
ETIQUETAR Con máquinas de coser se colocan las etiquetas que contienen información sobre el cuidado de la tela, la talla y la marca
20 min
EMPACAR
Las camisetas terminadas son empacadas en bolsas
individuales y agrupadas de acuerdo a la talla. 120 min
ALMACENAR
En la Tabla 2.5 se encuentra el diagrama de flujo después de la automatización con los nuevos tiempos de las actividades.
2.5.2.3.2 Proceso de confección de Camisetas
El Diagrama de Flujo Nivel 1, que se muestra en la Figura 2.5, describe la operación de corte de todos los patrones para la confección de camisetas polo en la empresa Salvimpex.
INICIO
ESTIRAR LA TELA SOBRE EL ÁREA DE
TRABAJO
TRABAJAR CON TELA DE PUNTO
DEJAR REPOSAR LA TELA PARA EVITAR QUE SE ENCOJAN
LAS PIEZAS
MARCAR LOS PATRONES DELANTERO, ESPALDA, ALETILLA Y MANGAS EN
LA TELA
TRABAJAR CON TELA RIB
MARCAR LOS PATRONES DE PUÑOS Y CUELLOS
SEPARAR CUELLOS Y PUÑOS Y ALMACENARLOS PARA POSTERIOR
UNION A LA CAMISETA
RETIRAR PATRONES Y CORTAR TODAS LAS PIEZAS
VERIFICAR QUE SE TENGA TODAS LAS PIEZAS NECESARIAS PARA LAS SIGUIENTES OPERACIONES
FIN
SI
NO
NO
SI
En la Figura 2.6 se muestra el nuevo proceso una vez implementada la automatización. El bloque de color azul es en el que se aplica directamente la automatización. En la sección 2.5.2.3.4 se desglosan los tiempos que toma desarrollar el nuevo proceso.
INICIO
Se estira la tela sobre el
área de trabajo
Trabajando con tela de punto.
Extender la tela y dejar reposar para evitar que se encojan las piezas SI
Marcar los patrones: delantero, espalda, aletilla y mangas en la
tela NO
Trabajando con tela de RIB
Marcar los patrones: Puños y cuellos
Separar los puños del rollo de tela RIB Separar cuellos del rollo
de tela RIB
Almacenar las piezas obtenidas
NO
SI
Retirar los patrones y cortar las diferentes
piezas
Verificar que se tengan todas las piezas necesarias para la siguiente operación
FIN
En la Figura 2.7 se detalla el proceso de automatización y los parámetros con los que trabaja el prototipo.
INICIO PRENDER LA MÁQUINA
COLOCAR EL ROLLO DE TELA EN EL DOSIFICADOR DE LA MÁQUINA. VERIFICAR LA POSICIÓN DE LA TELA
INICIAR EL PROGRAMA
STOP ACTIVADO
FIN DEL PROGRAMA POSICIONAR LAS
PINZAS
SUJETAR LA TELA
DESPLAZAR PINZA MÓVIL
CERRAR PINZA MOVIL, ABRIR PINZA FIJA Y RETROCEDER 25,4 (mm)
ABRIR PINZAS PARAR CUCHILLA Y
TORNILLO
ESTÁ LA TELA EN POSICIÓN?
REAJUSTAR POSICIÓN DE LA TELA
CORTAR TELA
RETROCEDER PINZA MÓVIL
FIN ACTIVADO
SI
NO
NO
SI
SI NO
2.5.2.3.3 Método de la Ruta Crítica
En la actualidad se utilizan técnicas estandarizadas para la gestión de proyectos entre estas se encuentra PERT8 y el CPM9 que facilitan y optimizan las actividades y operaciones de un proyecto. Estos métodos permiten.
Establecer relaciones de precedencia entre operaciones.
Estimar la duración de las operaciones.
Mejora la utilización de recursos humanos y materiales al identificar los cuellos de botella del proyecto.
Determina actividades críticas.
Facilita la programación, el seguimiento y control del proceso.
2.5.2.3.4 Ruta Crítica y Cuellos de Botella
Las operaciones críticas son aquellas en las que cualquier retraso repercute en la duración del proceso. Del mismo modo si se puede optimizar una o varias de las operaciones críticas se podrá disminuir el tiempo del proceso en general.
En la Figura 2.8 se muestra la ruta crítica del proceso de automatización.
15 min 15 min
0 0 15 min 0
Marcar Patrones
40 min 55 min
65 min 50 min 105 min 15 min
Cortar piezas
30 min 45 min
15 min 0 45 min 15 min
Separar cuellos
60 min 105 min
45 min 0 105 min 45 min
Separar puños
502 min 607 min
105 min 0 607 min 105 min
Unir patrones
30 min 637 min
607 min 0 637 min 607 min
Etiquetado e inspección de calidad
Figura 2.8 Ruta Crítica del proceso a automatizar
Descripción del Proceso:
Para 100 unidades se describen los tiempos en la Tabla 2.6. Tabla 2.6 Descripción de operaciones
Nombre de operación Tiempo [min] Número de trabajadores
1. Marcar patrones 15 T1 T2
2. Cortar 40 T1
3. Separar cuellos 30 T2
4. Separar puños 60 T2
5. Unir piezas 502 T1
6. Etiquetar e inspeccionar la calidad 30 T1 T2
Tiempo Total 677
Para encontrar el cuello de botella de cualquier proceso se debe conocer la tasa de rendimiento (TR) de cada operación.
La tasa de rendimiento es la relación entre el número de unidades que pasan por la operación en un tiempo específico como se muestra en la ecuación ( 2.1).
𝑇𝑅 = 𝑈𝑛𝑖𝑑𝑎𝑑 𝑇𝑖𝑒𝑚𝑝𝑜
( 2.1)
Tomando las operaciones de la Tabla 2.6 se encuentra la tasa de rendimiento de cada operación.
1) 100𝑢
15 𝑚𝑖𝑛= 6.666 4)
100𝑢
60 𝑚𝑖𝑛= 1.667
2) 100𝑢
40 𝑚𝑖𝑛= 2.5 5)
100𝑢
3) 100𝑢
30 𝑚𝑖𝑛= 3.333 6)
100𝑢
30 𝑚𝑖𝑛= 3.333
El cuello de botella se encuentra en la operación con la tasa de rendimiento más baja, en este caso para las operaciones 4 y 5.
La tasa de rendimiento en la operación de separación de puños (4) es baja por falta de maquinaria.
La operación de unión de piezas está compuesta por varias operaciones y su tasa de rendimiento es la más baja del proceso por la falta de mano de obra.
Para disminuir los cuellos de botella se debe buscar soluciones para mejorar las tasas de rendimiento más bajas. En este caso se implementará una automatización a la operación de separar puños (4) permitiendo que la mano de obra se pueda trasladar a la operación de unir patrones (5).
Los cuellos de botella para este proceso no se eliminaron pero se logró aumentar las tasas de rendimiento de las actividades (4) y (5), optimizando el proceso.
Resultados esperados con la automatización
15 min 15 min 0 0 15 min 0
Marcar Patrones
40 min 55 min 38 min 23 78 min 15 min
Cortar piezas
30 min 45 min 15 min 0 45 min 15 min
Separar cuellos
33 min 78 min 45 min 0 78min 45 min
Separar puños
274 352 78 min 0 352 78 min
Unir patrones
30 min 382
352 0 382 352
Etiquetado e inspección de calidad
Figura 2.9 Ruta crítica con nuevos tiempos
Con este nuevo tiempo se puede volver a calcular la TR para la misma operación con la ecuación ( 2.1).
100 𝑢𝑛𝑖
33 𝑚𝑖𝑛 = 3.03
Esto representa una disminución del 45% en comparación al tiempo actual (60 min).
En la operación de unir las piezas el segundo trabajador se incorpora 23 minutos después del primero y trabajan los dos en las distintas actividades de la operación disminuyendo el tiempo de esta a 274 minutos.
Esta mejora en el tiempo de la operación aumenta la tasa de rendimiento de la operación (5) un 45.41% en comparación con la TR anterior.
100 𝑢𝑛𝑖
274 𝑚𝑖𝑛= 0.364
Tabla 2.7 Nuevos tiempos para operaciones con la implementación del separador de puños
Nombre de operación Tiempo
[min]
Número de trabajadores
a) Marcar patrones 15 T1 T2
b) Cortes 40 T1
c) Separación cuellos 30 T2
d) Separación puños 23 T2
e) Unión piezas 274 T1 T2
f) Etiquetado e inspección de calidad 30 T1 T2
Tiempo Total 412
En la Tabla 2.8 se presenta un resumen de las especificaciones técnicas a las que se llegó con el cliente.
Tabla 2.8 Especificaciones Técnicas
EMPRESA: SALVIMPEX
PRODUCTO: Separador de
puños
Fecha: 10 / Abril / 2014 Página 1/1 ESPECIFICACIONES
Concepto Fecha Propone R/D Descripción
Función 5/3/14 C R Sistema que separe los puños para camisetas polo
Dimensiones 9/4/14 C+I D
Para tejidos de 80 cm de ancho y 25 m de largo aproximadamente,
(10kg)
Materiales 9/4/14 C+I R Tejido de punto RIB separado Ergonomía 9/4/14 C+I D De fácil operación para el usuario Donde D = Deseo, R =Requerimiento.
2.5.2.4 Diseño Conceptual
“Esta etapa del proceso de diseño parte de la especificación del producto, origina diversas alternativas de principio de solución y, después de evaluarlas, elige la más conveniente.”10
1.1.1.1.1 Análisis Funcional
El análisis funcional permite definir las funciones más importantes que debe realizar el sistema, al construir un análisis funcional se puede empezar a visualizar los elementos de entrada y las respuestas de cada función sin tener que detenerse a analizar todos los componentes que conforman la función que se está efectuando.
Este análisis se puede hacer en varios niveles para obtener una mayor cantidad de detalles, en el nivel 0 se muestra de manera general el objetivo del prototipo, mientras que en el nivel 1 se pueden apreciar los módulos que se analizarán.
SEPARADOR DE
PUÑOS
PUÑOS INDIVIDUALES
ENERGÍA
SEÑAL TELA RIB
Figura 2.10 Nivel 0
DOSIFICADOR
POSICIÓN CORTADOR
ENERGÍA
SEÑAL TELA
TELA EXTENDIDA
TELA LISTA PARA QUE PASE EL CORTADOR
PUÑO SEPARADO
MÓDULO 3 MÓDULO 2
MÓDULO 1
Figura 2.11 Nivel 1
2.5.2.5 Definición de módulos funcionales
“Los productos modulares son aquellos que están organizados según una estructura de diversos bloques constructivos, orientada a ordenar e implementar las distintas funciones y facilitar las operaciones de composición del producto.”11
MÓDULO 1
o Depósito donde se coloca el rollo de tela RIB.
o Mecanismo dosificador de tela que entregue la tela extendida sobre el área de trabajo.
MÓDULO 2
o Mecanismo que sujete la tela en una posición predeterminada.
o Dispositivo que mantenga los puños fijos en su posición.
o Mecanismo que corte a través del tejido RIB en línea recta.
o Mecanismo que retire los puños cortados de la mesa de corte.
o Sistema de control para el proceso.
MÓDULO 3
o Transportador de puños separados
o Depósito de almacenamiento de puños separados.
2.5.2.6 Solución para cada Módulo
Una vez definidos los módulos y sus funciones se buscan soluciones para cada elemento de los módulos.
A continuación se describen las opciones escogidas para dar solución a cada elemento.
MÓDULO 1
Tabla 2.9 Módulo 1
Descripción Ventajas Desventajas
Rodillos de alimentación Fácil mantenimiento.
Fácil montura.
No necesita actuadores
eléctricos.
Se necesitan varios
rodamientos para el
sistema.
Ocupa más espacio.
Por Gravedad No necesita actuadores
eléctricos.
No necesita mantenimiento.
No mantiene la tela fija.
La dosificación no es
exacta.
Motor de eje en el rodillo
de tela
La dosificación puede ser
controlada con mayor
precisión.
Necesita control
electrónico o mecánico.
Mantenimiento del motor.
Aumenta el costo del
prototipo.
MÓDULO 2
Tabla 2.10 Módulo 2
Descripción Ventajas Desventajas
Mesa con guías para el
desplazamiento de la tela y
agujeros para la acción de corte.
Fácil construcción.
Modular.
Pocos actuadores.
Mucho peso.
El desplazamiento de la
tela no es controlado.
Mesa con grada para la acción de
corte y agarre del hilo. Incluye
espacios para los rodillos que
Fácil construcción.
Menor espacio.
Poco espacio para los
movimientos.
muevan la tela. tense lo suficiente.
Sistema de dientes que
transporten la tela al mismo
tiempo que la sujetan en una
posición determinada. Un solo mecanismo cumple 2 funciones (sujetar y transportar)
Mayor maquinado en su
construcción.
Mayor número de
actuadores
Cuchilla y cepillo para el corte y
eliminación de residuos de tela.
Mecanismo simple
de traslación
No se elimina el 100% de
los residuos de tela.
Guillotina
Corte limpio.
Mecanismo
sencillo.
No dispone de mecanismo
para la eliminación de
residuos de tela
Cuchilla y aspiradora
Eliminación de
residuos en mayor
porcentaje.
Necesita mayor control y
actuadores para la
aspiradora.
Precio elevado.
MÓDULO 3
Tabla 2.11 Módulo 3
Descripción Ventajas Desventajas
Rodillos que permitan el
desplazamiento de la tela
cortada a un depósito
Fácil instalación
No permiten la tensión
necesaria para la acción
anterior
Por gravedad Sin mantenimiento.
Sin necesidad de control.
Aumenta el tamaño del
diseño.
No es exacto
Actuador eléctrico Mayor velocidad.
Mejor exactitud
Más Actuadores para el
control.
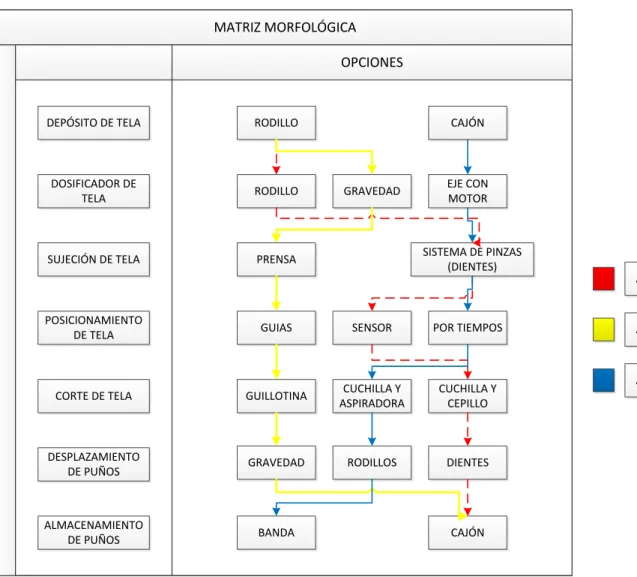
2.5.2.7 Matriz Morfológica
comparación de diseños para cada parte de la máquina. Esta técnica permite generar ideas en un trabajo exploratorio.
Tabla 2.12 Matriz Morfológica
MATRIZ MORFOLÓGICA
OPCIONES FUNCIONES
Fa
se
DEPÓSITO DE TELA RODILLO CAJÓN
DOSIFICADOR DE
TELA RODILLO GRAVEDAD
EJE CON MOTOR
SUJECIÓN DE TELA PRENSA SISTEMA DE PINZAS
(DIENTES)
POSICIONAMIENTO
DE TELA GUIAS SENSOR POR TIEMPOS
CORTE DE TELA GUILLOTINA CUCHILLA Y
ASPIRADORA
CUCHILLA Y CEPILLO
DESPLAZAMIENTO
DE PUÑOS GRAVEDAD RODILLOS DIENTES
ALMACENAMIENTO
DE PUÑOS BANDA CAJÓN
ALTERNATIVA 1
ALTERNATIVA 2
ALTERNATIVA 3
2.5.2.8 Criterio para la Evaluación de Alternativas
En las diferentes etapas del proceso de diseño, después de cada despliegue de alternativas, corresponde hacer una evaluación de las mismas que sirva de base para la posterior toma de decisiones. 12
Los criterios que se van a evaluar son:
Rigidez
Volumen de producción
Mantenimiento
Precisión
Acabado
Y cumplen la siguiente jerarquía:
Volumen de producción > precisión > acabado > rigidez = mantenimiento
2.5.2.8.1 Evaluación de Pesos Específicos
Ordenando los criterios según la jerarquía descrita se colocan los valores de cada criterio en la Tabla 2.13.
Tabla 2.13 Pesos Específicos
Criterio Vol. Prod. Precisión Acabado Rigidez Mant. Sumatoria +1 Ponderada
Vol. Prod. 1 1 1 1 5 0,333
Precisión 0 1 1 1 4 0,267
Acabado 0 0 1 1 3 0,200
Rigidez 0 0 0 0,5 1,5 0,100
Mant. 0 0 0 0,5 1,5 0,100
Suma 15 1
2.5.2.8.2 Evaluación de pesos específicos para cada Alternativa según criterios
listados
Se evalúa cada alternativa con todos los criterios listadas en la Tabla 2.14. Tabla 2.14 Pesos Específicos con cada Criterio
Volumen de Producción Alternativa 1 > Alternativa 3 > Alternativa 2
Volumen de Producción Alt 1 Alt 2 Alt 3 Sum + 1 Ponderada
Alternativa 1 1 1 3 0,5
Alternativa 2 0 0 1 0,167
Alternativa 3 0 1 2 0,333
Precisión Alternativa 1 > Alternativa 2 = Alternativa 3
Precisión Alt 1 Alt 2 Alt 3 Sum + 1 Ponderada
Alternativa 1 1 1 3 0,5
Alternativa 2 0 0,5 1,5 0,25
Alternativa 3 0 0,5 1,5 0,25
Suma 6 1
Acabado Alternativa 3 > Alternativa 1 > Alternativa 2
Acabado Alt 1 Alt 2 Alt 3 Sum + 1 Ponderada
Alternativa 1 1 0 2 0,333
Alternativa 2 1 1 3 0,5
Alternativa 3 0 0 1 0,167
Suma 6 1
Rigidez Alternativa 1 = Alternativa 2 = Alternativa 3
Rigidez Alt 1 Alt 2 Alt 3 Sum + 1 Ponderada
Alternativa 1 0,5 0,5 2 0,333
Alternativa 2 0,5 0,5 2 0,333
Alternativa 3 0,5 0,5 2 0,333
Suma 6 1
Mantenimiento Alternativa 2 > Alternativa 3 > Alternativa 1
Mantenimiento Alt 1 Alt 2 Alt 3 Sum + 1 Ponderada
Alternativa 1 0 0 1 0,167
Alternativa 2 1 1 3 0,5
Alternativa 3 1 0 2 0,333
2.5.2.8.3 Tabla de Conclusiones
La Tabla 2.15 recolecta la información de las secciones anteriores y demuestra la mejor alternativa.
Tabla 2.15 Tabla de Conclusiones
Conclusiones Vol.
Prod. Precisión Acabado Rigidez Mant Sumatoria Prioridad
Alternativa 1 0,167 0,133 0,067 0,033 0,017 0,417 1
Alternativa 2 0,056 0,067 0,1 0,033 0,05 0,306 2
Alternativa 3 0,111 0,067 0,033 0,033 0,033 0,278 3
3
CAPÍTULO III
3.1 DIMENSIONAMIENTO DE SISTEMAS MECÁNICOS
En este capítulo se dimensionan los elementos numerados en la Tabla 3.1 y Figura 3.1.
Tabla 3.1 Elementos Dimensionados
Tag Nombre Cantidad Sección
1 Cálculo de fuerzas de corte para el eje que
sostiene el tejido. 1 3.1.1
2 Cálculo de la estructura de soporte para
tejido 2 3.1.2
3 Cálculo de fuerzas sobre el Freno 1 3.1.3
4 Cálculo para ejes de desplazamiento
horizontal 2 3.1.4
5 Dimensionamiento de los ejes de pinzas 2 3.1.5
6 Rodamientos desplazamiento vertical 4 3.1.6.1
7 Rodamientos desplazamiento horizontal 4 3.1.6.2
8 Rodamientos de pinzas 2 3.1.6.3
9 Dimensionamiento de acoples de motores 4 3.1.7
10 Sistema de piñón y cadena 3 3.1.8
11 Sistema Tornillo sinfín 1 3.1.9
12 Sistema Piñón y Cremallera 1 3.1.10
13 Motores para pinzas 2 3.2.1.1
14 Motor desplazamiento pinza móvil 1 3.2.1.2
15 Motor Tornillo sinfín 1 3.2.1.3
16 Motor Cuchilla 1 3.2.1.4
Para los cálculos en esta sección se utilizó un factor de seguridad aproximado con el método de Puglsey, descrito a continuación.
Este método permite evaluar el coeficiente admisible de seguridad tomando en cuenta parámetros como control, calidad, seguridad y economía. En la fórmula existen dos factores que se seleccionan por tablas predeterminadas descritas en la Tabla 3.2 y Tabla 3.3.
La recomendación es redondear al inmediato superior el factor obtenido por medio de este método.
Para este cálculo se utiliza la ecuación ( 3.1)
𝑛𝑠 = 𝑛𝑥∗ 𝑛𝑦 ( 3.1)
Dónde:
ns = Factor de seguridad total
nx = Factor de seguridad que involucra aspectos de control y calidad
Estos valores se encuentran en la Tabla 3.2 [10] y Tabla 3.3 [10] donde se seleccionan según los criterios que cumpla la construcción y funcionamiento del prototipo.
Tabla 3.2 Factor nx
Donde MB= Muy Buena; B= Buena; R= Regular; M= Mala Tabla 3.3 Factor ny adaptada [10]
Impacto Económico Peligro para el personal
NS S MS
NS 1.0 1.2 1.4
S 1.0 1.3 1.5
MS 1.2 1.4 1.6
Donde NS= No Seria; S= Seria; MS= Muy Seria
Reemplazando los valores en la ecuación ( 3.1) se obtiene:
𝑛𝑥 = 𝑀𝐵, 𝐵, 𝐵 = 1.45
𝑛𝑦 = 𝑆, 𝑆 = 1.3
𝑛𝑠 = 1.45 ∗ 1.3