RINFI ha sido desarrollado en conjunto entre INTEMA y la biblioteca de la Facultad Técnica de la Universidad Nacional de Mar del Plata. Un método comúnmente utilizado para el procesamiento de materiales compuestos y con gran potencial para ser realizado mediante la técnica de fotopolimerización es la técnica de infusión al vacío. Esto abriría nuevas áreas de aplicación para los materiales compuestos en industrias que requieren altas velocidades de producción, como la industria del automóvil.
Este proyecto inició con el diseño de sistemas de matrices fotopolimerizables que formulen resinas que cumplan con los requisitos de la técnica de procesamiento de infusión al vacío.
Materiales compuestos
Procesamiento de materiales compuestos
- Infusión por vacío
Para estudiar el éxito de la producción de un material, es importante analizar la rentabilidad y fiabilidad del proceso de fabricación elegido. El peel-ply es una sustancia cuya función es evitar la adhesión de la bolsa, malla de flujo y las mangueras utilizadas para la distribución de resina al material compuesto y así facilitar la liberación del sistema (Figura 4). La red de flujo o medio de flujo es también sustancia que al ser una red porosa permite el paso de la resina en ambos sentidos favoreciendo su flujo (Figura 5).
Una vez finalizada la impregnación de las armaduras, se cierra el paso de las mismas y se deja solidificar el material bajo un alto nivel de vacío.

Materiales compuestos con matrices fotopolimerizables
Técnica de fotopolimerización
Mecanismos de polimerización fotoiniciada
Polimerización radicalaria
- Fotoiniciadores radicalarios
La presencia de estas interacciones puede provocar una disminución de la movilidad del medio durante la polimerización y también una mayor rigidez de la correspondiente red polimérica. Además, el fotocurado con radicales libres no puede realizarse en regiones sombreadas o a profundidades crecientes donde se produce una atenuación de la luz significativa [12]. En la Figura 10 se muestra la degradación del DMPA bajo irradiación con luz LED (longitud de onda máxima a 365 nm).
Generalmente se considera que el radical amina es responsable de iniciar la polimerización y que el radical formado a partir de la cetona no es un iniciador eficaz y se dimeriza.

Polimerización catiónica
- Fotoiniciadores catiónicos
19 A diferencia de la fotopolimerización por radicales libres, la única parte dependiente de la luz de la polimerización catiónica fotoiniciada es la fotólisis del fotoiniciador. La reacción de polimerización comienza de la misma manera que en el par CQ/EDMAB descrito anteriormente y mostrado esquemáticamente en la Figura 12. Cuando se forman los radicales CQ y amina, ocurren dos reacciones simultáneamente entre ellos y la sal de yodonio, como se muestra en las Figuras 14 y 15. o
Reacciones involucradas en la formación del catión iniciador a partir del radical canforquinona y la sal de yodonio mediante irradiación con luz azul.

Fuente de fotocurado
Lámparas LED y halógenas
21 Figura 16. Espectros de emisión de luz halógena y luz LED junto con el espectro de absorción de CQ. Excelente dirección de la luz, lo que permite un mayor factor de utilización y una mínima contaminación lumínica.
Estado del arte de los materiales compuestos de matriz fotopolimerizable
Por ejemplo, el Departamento de Odontología de la Universidad de Sydney caracterizó las propiedades de flexión de materiales compuestos con la matriz BISTEG, obteniendo resultados alentadores ya que son similares a las propiedades de flexión de resinas más convencionales [15]. Otro ejemplo es la Universidad Xian Jiaotong, que caracterizó mecánicamente materiales compuestos de matriz de resina epoxi reforzada con fibra de vidrio obtenidos mediante una técnica de impresión 3D llamada modelado por deposición fundida. Un proceso típico consiste en introducir el filamento en el cabezal de la impresora a través de un mecanismo de rodillo de presión y calentar el filamento hasta que se derrita; Luego, la alimentación continua actúa como un pistón para empujar la masa fundida a través de la boquilla de la impresora.
Después del enfriamiento, el material extruido se solidifica rápidamente y se adhiere al sustrato de la impresora o a la capa preimpresa, construyendo la pieza compleja requerida capa por capa [16].
Objetivo general del proyecto
Objetivos Específicos
El objetivo general del trabajo fue la obtención de un material compuesto reforzado con fibras obtenido mediante infusión al vacío. Además, se investigó la posibilidad de utilizar silicona como sustituto de los consumibles de infusión al vacío.
Monómeros
Monómeros metacrilatos
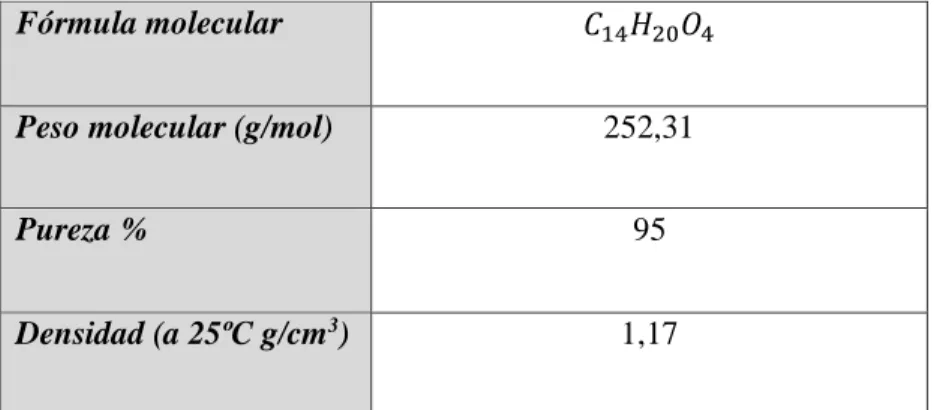
Finalmente, se detallan las fuentes de luz utilizadas para iniciar la polimerización. El monómero UDMA o 1,6-bis(metacriloxi-2-etoxi-carbonilamino)-2,4,4-trimetilhexano consiste en una mezcla de los isómeros que se muestran en la Figura 18. Su estructura química se muestra en la Figura 19, y luego en la Tabla 4 se detallan sus propiedades.
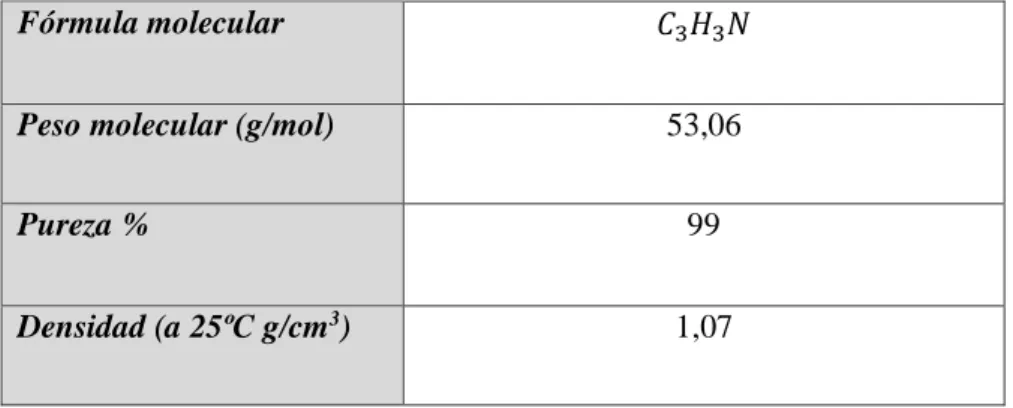
La otra variante del monómero diluyente fue el acrilonitrilo (ACN) de la marca Aldrich (EE.UU.), cuya estructura química y propiedades se muestran a continuación.

Monómeros epoxi
Sistema fotoiniciador
Se utilizó sal de yodonio (Gelest Inc.) como tercer elemento iniciador para resinas epoxi que polimerizan mediante una reacción catiónica.
Silicona
Refuerzo de fibra
Fuentes de iluminación
PROCEDIMIENTOS
- Determinación de la viscosidad
- Equipo de medida de la viscosidad
- Medida de viscosidad de muestras
- Espectroscopía UV-visible
- Espectroscopía Infrarroja por Transformadas de Fourier
- Condiciones experimentales y armado de las probetas
- Análisis de grado de conversión de sistemas fotopolimerizables
- Ensayo de contracción
- Desarrollo de nuevo soporte
- Desarrollo de membranas de silicona
- Preparación de la muestra
- Propiedades mecánicas en flexión: ensayo de flexión en tres puntos
- Medida de densidad del compuesto
- Medida del contenido de fibra: fracción másica y volumétrica
En el caso del silicio también se determinó el espectro de absorción en función de su espesor. Para el estudio particular de la conversión de los grupos epoxi correspondientes al monómero DGEBA, se trabajó en el modo de transmisión, en el rango del IR cercano, bajo la misma configuración experimental que en el caso anterior. La conversión de grupos epoxi aportados por este monómero se calculó a partir de la altura de la banda de absorción a 4530 cm-1 (Figura 35).
Las mediciones de conversión en función del tiempo de exposición en el rango NIR se realizaron a temperatura ambiente, sobre resinas preparadas con el sistema de partida. Para el caso específico de determinar la conversión de grupos epoxi en la serie MIR, en modo ATR, se trabajó bajo la misma configuración experimental. 𝐴𝑡0 el área bajo la curva del pico de metacrilato o epoxi de la muestra no iluminada 𝐴𝑡 el área bajo la curva del pico después de la iluminación t segundos.
Por lo tanto, la contracción de la muestra final es el resultado de la contracción de curación. El equipo también permite la medición simultánea de la variación de temperatura a lo largo de la polimerización. La adquisición de datos de tiempo, temperatura y contracción del tiempo se inició en el mismo momento en que comenzó la irradiación de la muestra.
Para determinar la contracción del sistema, se midió el espesor de la muestra curada final. El valor de la luz (L) es función del espesor (h) de la probeta y se coloca sobre el soporte como se muestra en la Figura 48. El ensayo muestra la gráfica de la carga aplicada (P) versus el desplazamiento (Δx ) se obtiene en el centro de la muestra.
Es importante conocer el contenido de fibra de los materiales compuestos para poder calcular sus propiedades micromecánicas.

RESULTADOS Y DISCUSIONES
- Caracterización de las resinas utilizadas como matriz del material compuesto
- Caracterización de las membranas de películas flexibles mediante espectroscopía UV-
- Fotocurado de las resinas y medida de la conversión en función del tiempo
- Sistemas fotopolimerizables
- Ensayo de polimerización en el laboratorio
- Medición de la contracción de los materiales durante la polimerización
- Resultados de contracción para cada sistema
- Infusión de material compuesto
- Caracterización del material compuesto obtenido
- Ensayo de flexión en tres puntos
- Determinación de la fracción volumétrica de fibras
53 Con estos resultados fue posible construir las curvas de viscosidad en función de la temperatura para los cuatro sistemas seleccionados (Figura 49). A medida que aumenta la temperatura de la resina, es posible utilizar otras combinaciones. La temperatura de la resina se puede controlar a temperatura ambiente o precalentando la muestra antes de la infusión.
La Figura 51 muestra los espectros de absorción de una bolsa de vacío y vidrio de 2 mm para comparar. Espectro de absorción de una bolsa de vacío y un vidrio de 2 mm para comparar. En el caso de la membrana de silicona, se analizó el cambio de absorbancia en función del espesor de la muestra (Figura 52).
Como se puede observar, el mayor porcentaje de avance de la reacción se produce en el período de 5 segundos para la bolsa y la membrana de silicona, alcanzando conversiones cercanas a 0,7. Para ello, estudiaron el grado de conversión de grupos reactivos de diferentes formulaciones, que fueron seleccionadas en el apartado 5.1., cuyas viscosidades se adaptan a los requisitos de la técnica de procesamiento de infusión. La Figura 55 muestra gráficos de conversión de grupos de metacrilato versus tiempo de irradiación para las muestras de la Tabla 15.
Como resultado de la propia reacción de polimerización, el sistema aumenta de temperatura (curva roja en cada sistema), en el mismo intervalo de tiempo que la muestra se expande. En el caso de los monómeros de metacrilato, en las primeras etapas de la reacción de polimerización, ambos efectos, contracción volumétrica por polimerización y expansión térmica, compiten entre sí hasta que el proceso que predomina al final es la contracción del material por curado. Aunque el valor de conversión depende de factores como el sistema fotoiniciador, la intensidad de la lámpara y el espesor de la muestra, entre otros, se puede decir que se ha obtenido un buen resultado respecto a valores de conversión típicos de resina de metacrilato del orden del 6%. . 24].
Luego se pesaron y lijaron nuevas piezas de material compuesto (Figura 67) para incorporarlas al picnómetro para calcular la densidad de la muestra.

CONCLUSIONES Y TRABAJO A FUTURO
Para ello, se optimizó y perfeccionó la técnica de contracción modificando y construyendo un soporte adecuado para las mediciones de contracción de los materiales desarrollados en este trabajo. Los valores de contracción obtenidos fueron inferiores para las resinas epoxi, sin embargo, los valores de contracción para las resinas de metacrilato en el material compuesto fueron inferiores al 2%, lo que se puede considerar un buen resultado. Asimismo, se llevó a cabo con éxito el tratamiento de infusión al vacío de un material compuesto de resina BIS60_TEG40 reforzado con fibra de vidrio mediante fotocurado.
El tiempo en el que se pudo llevar a cabo la reacción fue de 60 segundos, lo que indica una velocidad de procesamiento muy alta. Se logró obtener materiales compuestos con un contenido de fibra del 54,7% y propiedades mecánicas iguales o superiores a las reportadas en la literatura. El desarrollo de este trabajo permitió obtener un material compuesto reforzado con fibras de vidrio mediante la técnica de infusión al vacío, lo que supone importantes mejoras en cuanto a procesamiento y tiempo de curado respecto a los sistemas tradicionales.
Las mejoras en el porcentaje de fibra incorporada se traducen en un aumento de las propiedades mecánicas del material compuesto. Además, se propone investigar la variación de las propiedades mecánicas con el aumento del número de capas de fibra, con el fin de determinar el número máximo de capas que es posible fotopolimerizar sin comprometer las propiedades del material final. Además, se debe estudiar el proceso de fotocurado en membranas de caucho de silicona con el sistema “Driven FLow Vacuum infusion”, que permite realizar la infusión sin el uso de materiales desechables, pero tiene una estructura hueca interna que puede afectar el correcto paso. de luz a través de la membrana.
Effect of fiber aspect ratio and volume loading on flexural properties of flowable dental composite. Fabrication of continuous dual-cured glass fiber-reinforced epoxy composites by UV-assisted melt deposition modeling.
![Tabla 1. Propiedades de las fibras más comúnmente utilizadas. [3]](https://thumb-us.123doks.com/thumbv2/123dok_es/12326147.0/12.893.148.751.108.270/tabla-propiedades-de-las-fibras-más-comúnmente-utilizadas.webp)
![Figura 6. Representación esquemática de las etapas que sigue una reacción de fotopolimerización genérica [11]](https://thumb-us.123doks.com/thumbv2/123dok_es/12326147.0/17.893.149.751.670.927/figura-representación-esquemática-etapas-sigue-reacción-fotopolimerización-genérica.webp)