UNIVERSIDAD NACIONAL DEL CENTRO DEL PERÚ
FACULTAD DE INGENIERÍA MECÁNICA
TESIS
PRESENTADA POR EL BACHILLER:
Jhan Carlo Ticlavilca Rauz
PARA OPTAR EL TÍTULO PROFESIONAL DE:
INGENIERO MECÁNICO
HUANCAYO
–PERÚ 2016
Diseño de un plan de mantenimiento preventivo para mejorar la disponibilidad mecánica del equipo ALPHA20 de la empresa
Robocon SAC
ASESOR
Ing. Luis Fabián Brañez
AGRADECIMIENTO
A Dios, a mis padres y a mis hermanos que me brindaron su apoyo incondicional en todas las etapas de mi vida universitaria; a todas las
personas de la Empresa Robocon que me han ayudado durante el transcurso investigativo de este proyecto y al Ing. Luis Fabian Brañes asesor
de Tesis por su invaluable ayuda.
DEDICATORIA
Dedico este trabajo investigativo a mi papá Cesar Ticlavilca a mi mamá Teresa Rauz, a mis hermanos:
Natalia, Cliff y Andy, a mis queridas sobrinas: Ariana, Valeria, todos ellos que me acompañaron y apoyaron con gran esfuerzo en mi desarrollo personal y académico y a todas aquellas personas que confiaron en mi desde el inicio de mi carrera.
RESUMEN
ROBOCON SERVICIOS SAC es una empresa líder en sostenimiento de zonas rocosas en superficie y dentro de mina, brinda a sus socios estratégicos la velocidad y disponibilidad del proceso de sostenimiento con SHOTCRETE y por lo tanto en su ciclo de minado, formando parte de la cadena productiva de sus clientes.
El mantenimiento que se ha venido practicando en el equipo Alpha20, no ha sido el adecuado de acuerdo al proceso operativo, debido a que no se ha implementado un cronograma definido de los mantenimientos que se le debe realizar al equipo, es más, en la mayoría de los casos se esperaba a que ocurra alguna acción fuera de lo normal para realizarle un chequeo o un mantenimiento cuando ya se presente algún daño o parada. Partiendo de la información suministrada por los fabricantes, y de los registros históricos de parada y mantenimientos que posea la empresa sobre la operación del equipo Alpha20 (contexto operacional y mantenimiento), se elaboran los formatos necesarios para el registro de diagnóstico inicial, para el registro de las actividades de mantenimiento y operación. Durante la ejecución del programa se realiza seguimiento al funcionamiento del equipo, utilizando para esto los registros de paradas antes de implementar el plan. Finalmente, se compila toda la información allegada para soportar la gestión y permitir dar continuidad al programa, planificando los futuros mantenimientos.
Palabras cable: Implementación, Mantenimiento preventivo, disponibilidad mecánica, mejora.
ABSTRAC
ROBOCON SERVICIOS SAC is a leading company in support of rocky areas on the surface and inside mine, provides strategic partners with the speed and availability of process support with shotcrete and therefore in its cycle mined as part of the production chain of its customers.
The maintenance that has been practiced in the Alpha20 team, has not been adequate according to the operational process, because it has not implemented a defined schedule of maintenance that you should make the team, indeed, in most cases expected to occur some action out of the ordinary for a body check or maintenance when any damage or stop is already present.
Based on the information provided by the manufacturers, and historical records of stop and maintenance held by the company on equipment operation Alpha20 (operational and maintenance context), the formats required for registration of initial diagnosis is made, for the record the activities of maintenance and operation. During program execution monitor the operation of the equipment is performed, using records this stops before implementing the plan. Finally, the whole person familiar information to support management and allow to continue the program, planning the future maintenance is compiled.
Key words: Implementation, preventive maintenance, availability, Improvement.
ÍNDICE GENERAL
Página
Asesor………...…i
Agradecimiento………..………….…ii
Dedicatoria ...iii
Resumen ………...iv
Abstrac ...………..……….…v
Índice general ..………..………..vi
Índice de figuras o lustraciones ……….…...x
Índice de cuadros o tablas ..………..………..…….. xi
Introducción ...……….…...1
CAPÍTULO I PLANTEAMIENTO DEL ESTUDIO 1.1. Planteamiento del problema ...3
1.2. Formulación del problema ...5
1.2.1. Problema General...5
1.3. Objetivos de la investigación ...5
1.3.1. Objetivo general ...5
1.3.2. Objetivos específicos ...6
1.4. Justificación ...6
1.4.1. Razones que motivan la investigación ...6
1.4.2. Importancia del tema de investigación………...6
1.5. Limitaciones del estudio………...8
CAPÍTULO II MARCO TEÓRICO 2.1. Antecedentes de la investigación………..……...9
2.2. Bases teóricas………....…10
2.2.1. Robot para shotcrete Alpha20………10
2.2.2. Definiciones de mantenimiento………..14
2.2.3. Mantenimiento preventivo………...16
2.2.4. Definiciones del plan de mantenimiento preventivo………18
2.2.5 La confiabilidad, la disponibilidad y la mantenibilidad, aplicadas al mantenimiento………19
2.2.6. Breve reseña del mantenimiento………...21
2.2.7. Criterio de la disponibilidad ...………22
2.2.8. El mantenimiento como focalizador de la disponibilidad ……..23
2.2.9. Relación entre disponibilidad, mantenibilidad y confiabilidad ..24
2.2.10. Tipos de disponibilidad………..24
2.3. Bases conceptuales ...………..………...25
2.3.1. Plan de mantenimiento preventivo (V.I.) ……….25
2.3.2. Disponibilidad Mecánica (V.D.) .………..…25
2.4. Hipótesis .……….……….……….………..26
2.5. Operacionalización de variables …..………26
CAPÍTULO III METODOLOGÍA DE LA INVESTIGACIÓN 3.1. Método de investigación……….………28
3.2. Tipo de investigación ...………..…28
3.3. Nivel de investigación ……….………...28
3.4. Diseño de investigación ……….………29
3.5. Población, muestra o unidad de observación……….………29
3.6. Técnicas e instrumentos de recolección de datos……….……...…….29
3.6.1. Técnicas de recolección de datos ………..……….……...…….29
3.6.2. Instrumentos de recolección de datos …...……….……...…….30
3.7. Procedimiento de recolección de datos………..……….30
CAPÍTULO IV DISEÑO DEL PLAN DE MANTENIMIENTO PREVENTIVO 4.1. Descripción del proceso operativo del equipo Alpha20………..31
4.2. Diagnostico de la situación actual………..32
4.3. Análisis de la empresa………33
4.3.1. Análisis de aspectos generales………..….…..34
4.3.2. Análisis de aspectos organizativos y propios de la empresa….35 4.4 Producción de la empresa………..………39
4.5 Plan de mantenimiento propuesto………..………..41
4.6 Modalidad de Ejecución de las Actividades de Mantenimiento ….….42 4.7 Análisis de los equipos………...………...……….42
4.8 Conclusiones del análisis de la empresa………..……..45
4.9 Análisis del tipo de mantenimiento aplicado………..….46
4.10 Identificación de tiempos………..……..48
4.10.1 Tiempo calendario………..……….49
4.10.2 Tiempo disponible………49
4.10.3 Tiempo de operación………...49
4.10.4 Tiempo neto de operación ...………..………....…………..49
4.10.5 Tiempo efectivo de operación………50
4.11 Formatos de producción y de mantenimiento preventivo………..50
4.11.1 Reporte de equipos ……….50
4.11.2 Reporte de mantenimiento……….51
4.12 Registro e indicadores de mantenimiento………52
4.13 Relación de requerimientos………52
4.13.1 Actividades de lubricación ……….53
4.13.2 Actividades eléctricas……….54
4.13.3 Actividades Mecánicas………55
4.14 Tableros de control ……….56
4.15 Descripción de la unidad de análisis……….58
4.16 Indicadores de gestión………58
4.17 Organigrama de la empresa………...60
4.18 Gestión de Repuestos………62
4.19 Selección de repuestos………...62
4.19.1 Piezas sometidas a desgaste……….63
4.19.2. Consumibles………64
4.19.3 Piezas móviles………..65
4.19.4 Piezas Eléctricas………..65
4.20 Programación de mantenimiento preventivo………..66
CAPÍTULO V RESULTADOS DE LA INVESTIGACIÓN 5.1 Presentación de resultados………69
5.1.1 Calculo de la disponibilidad………...70
5.1.2 Tablas ...………..75
5.1.3 Gráficos………76
5.2 Prueba de hipótesis ……….78
5.3 Discusión e interpretación de resultados………..…83
5.4 Aportes y aplicaciones………....83
CONCLUSIONES .………..84
RECOMENDACIONES .……...………86
BIBLIOGRAFÍA .………..87
ANEXOS ...89
ÍNDICE DE FIGURAS
Página
Figura 1.1. Ubicación – U.M. Argentum – CIA Pan American Silver. ...4
Figura 1.2. Disponibilidad mecánica Alpha20. ...5
Figura 2.1. Dimensiones generales del equipo Alpha20. ...13
Figura 2.2. Evolución de los tipos de mantenimiento. ...22
Figura 4.1. Lanzado de shotcrete. ...32
Figura 4.2. Proceso de producción de shotcrete. ...40
Figura 4.3. Proceso del plan de mantenimiento propuesto. ...42
Figura 4.4. Identificación de tiempos y de las seis grandes pérdidas. ...48
Figura 4.5. Formato de Reporte de Equipo. ...50
Figura 4.6. Formato de Reporte de mantenimiento. ...51
Figura 4.7. Organigrama de funciones. ...60
Figura 5.1. Diagrama de disponibilidad mecánica. ...76
Figura 5.2. Tiempo promedio de reparación. ...76
Figura 5.3. Tiempo de producción. ...77
Figura 5.4. Desarrollo de la disponibilidad mecánica. ...77
ÍNDICE DE TABLAS
Página
Tabla 2.1: Operacionalización de la variable dependiente. ...26
Tabla 2.2: Operacionalización de la variable independiente. ...27
Tabla 4.1. Tamaño de la empresa. ...36
Tabla 4.2. Tabla de resumen para análisis. ...38
Tabla 4.3. Valoración de la empresa. ...39
Tabla 4.4. Producción de la empresa. ...40
Tabla 4.5. Análisis del equipo. ...44
Tabla 4.6. Puntuación del equipo Alpha20. ...45
Tabla 4.7. Actividades de lubricación. ...54
Tabla 4.8. Actividades eléctricas. ...54
Tabla 4.9. Actividades mecánicas. ...55
Tabla 4.10. Tablero de control general. ...57
Tabla 4.11. Piezas y componentes de recambio por desgaste. ...63
Tabla 4.12. Piezas de recambio consumibles. ...64
Tabla 4.13. Piezas de recambio móviles. ...65
Tabla 4.14. Piezas de recambio eléctricas. ...66
Tabla 5.1. Desarrollo de la gestión de mantenimiento. ...75
Tabla 5.2. Comparación de Disponibilidad. ...78
Tabla 5.3. Tabla de prueba estadística. ...79
INTRODUCCIÓN
Con la elaboración del presente plan de mantenimiento preventivo, se espera que la empresa ROBOCON reduzca las horas de mantenimiento y aumente las horas de producción y/o lanzado de shotcrete, ya que el programa actual presenta atrasos en la producción, alteraciones en la calidad del producto, aparte de la pérdida de tiempo por la llegada de los repuestos para su reparación. Se planteará una estructura organizacional en el departamento que pueda dar soporte y respuesta a los mantenimientos requeridos. Así como también una clara orientación de qué tipos de mantenimientos realizar y cuáles son las frecuencias de los mismos, para así evitar el deterioro o daño de los equipos y garantizar de esta manera un incremento en la productividad, un racional uso de los recursos y una marcada diferencia de la competitividad de la empresa.
De lo expuesto anteriormente, se presenta la tesis desarrollada que lleva por título Diseño de un plan de mantenimiento preventivo para mejorar la disponibilidad mecánica del equipo ALPHA20 de la empresa Robocon SAC.
En el Capítulo I, se muestran las generalidades de la investigación, que enmarcan a la realidad problemática, los objetivos de la investigación, la justificación del tema y las limitaciones que se presenta.
En el Capítulo II, se describen los antecedentes relacionados con la presente investigación, que contiene las investigaciones más importantes que se han realizado desde el punto de vista de su valor teórico sobre el presente proyecto de investigación.
En el Capítulo III, se describe la metodología utilizada para el estudio de la investigación, materiales y métodos, técnicas de recolección de datos, que son procedimientos de comprobación de validez y confiabilidad de los instrumentos, el procesamiento de datos obtenidos durante el trabajo de campo que tienen como fin generar los resultados a partir del cual se realizará el análisis.
En el Capítulo IV, se muestra el desarrollo del plan de mantenimiento preventivo en el cual se presenta los análisis de la empresa, del equipo y del tipo de producción que tiene este para poder elegir el método y programación siguiendo los objetivos de la investigación, todo ello para que sea factible su aplicación y su implantación definitiva en las labores de mantenimiento.
En el Capítulo V, se muestran los resultados y discusiones de la investigación, diagnóstico situacional de la disponibilidad del equipo, indicadores, la propuesta de mejora. Se muestra también la comparación de un antes y un después para demostrar la factibilidad de la investigación.
El autor
CAPÍTULO I
PLANTEAMIENTO DEL ESTUDIO 1.1. PLANTEAMIENTO DEL PROBLEMA
Robocon Servicios SAC es una empresa contratista especializada en el sostenimiento de superficies rocosas con shotcrete (concreto proyectado por vía húmeda), en exploraciones mineras subterráneas, líder en el mercado peruano con más de 120000 m3 colocados desde el 2005.
La empresa cuenta con un área de mantenimiento de equipos de proyección de shotcrete, que se encarga de mantener en buen estado de conservación al equipo Robot Alpha20. El área de mantenimiento mecánico, que es el área donde se enfoca la presente investigación, tiene actualmente 8 trabajadores de los cuales son 3 mecánicos, 3 electricistas y 2 ayudantes por guardia y su participación resulta necesaria para que el equipo Alpha20 pueda cumplir con su principal función, la de lanzar shotcrete para todas las labores y los metros cúbicos programadas en la guardia.
Uno de los problemas que presenta esta área, es su sistema de gestión de mantenimiento actual, pero éste no se encuentra diseñado para la situación actual de los equipos; así mismo otra deficiencia está en la falta de programación del mantenimiento preventivo general del equipo, ya que solo se programa mantenimientos de cambio de aceite y filtros, pero se obvia los demás sistemas.
Figura 1.1 Ubicación – U.M. Argentum – CIA Pan American Silver Fuente: (Google, 2016)
El mantenimiento actual de la empresa está caracterizado por la búsqueda continua de tareas que permitan eliminar o disminuir la ocurrencia de fallas imprevistas y/o reparaciones (paradas forzosas), es decir se encuentra en una etapa muy preliminar de mantenimientos preventivos o predictivos. En su gran mayoría, los trabajos que se ejecutan, son solo reparaciones menores o locativas tendientes a recuperar la operatividad de los equipos, dado que no existe un cronograma o un plan anual programado de los mantenimientos preventivos (especialmente) necesarios para los diversos equipos; razón por la cual el estado de los equipos de lanzado de shotcrete Alpha 20, se ve afectado en su mayoría y con la misma tendencia para los equipos de menor y reciente tiempo de instalación.
Con respecto al estado actual del equipo de lanzado de shotcrete (Alpha20), se puede decir que una parte de ellos se encuentran en funcionamiento en la empresa desde sus inicios, por su gran tiempo de uso y reparaciones que se han realizado a través del tiempo, se encuentran algo deteriorados pero operativos y funcionando en la actualidad. Recopilando información suministrada por la empresa ROBOCON del historial de reparaciones y paradas del equipo, la disponibilidad mecánica promedio lograda en los últimos meses con la
actual gestión de mantenimiento que se maneja en la empresa viene representada en la figura 1.2.
Figura 1.2 Disponibilidad mecánica Alpha20 Fuente: Elaboración propia de datos recopilados
Como se puede observar la disponibilidad mecánica que se viene llevando en la empresa es muy variable y en muchas ocasiones se encuentra debajo del 85 % que la empresa tiene que asegurar a la compañía de acuerdo al contrato establecido, con la presente investigación se busca lograr mejorar la disponibilidad mecánica con respecto a la mayor disponibilidad que se tiene con la actual gestión de mantenimiento y mantenerlo en un porcentaje constante y aceptable para la producción.
1.2. FORMULACIÓN DEL PROBLEMA 1.2.1. Problema general
¿Cómo diseñar un plan de mantenimiento preventivo para mejorar la disponibilidad mecánica del equipo Alpha20 de la empresa Robocon Servicios SAC?
1.3. OBJETIVOS DE LA INVESTIGACIÓN 1.3.1. Objetivo general
Diseñar un plan de mantenimiento preventivo para mejorar la disponibilidad en el equipo Alpha20 de la empresa Robocon servicios SAC.
0.78 0.8 0.82 0.81 0.85 0.86
0.81 0.82 0.8 0.82 0.8
0.89
Disponibilidad Mecánica Alpha20
1.3.2. Objetivos específicos
Evaluar la dinámica de operación del equipo, identificando repuestos de alta rotación para el plan de mantenimiento propuesto.
Recopilar y estructurar información acerca de los requerimientos de mantenimiento para poder diseñar el programa de mantenimiento preventivo en las frecuencias debidas.
Diseñar formatos de registros históricos de consumo de aceites, consumo de combustible, paradas por fallas, cambio de piezas y mano de obra.
1.4. JUSTIFICACIÓN
1.4.1. Razones que motivan la investigación
Debido a la gran cantidad de m3 de shotcrete que proyecta el Alpha20 para el sostenimiento mina, la empresa Robocon Servicios SAC tiene el deber de garantizar el buen funcionamiento y operatividad constante de los equipos para así garantizar el correcto desempeño de la empresa y evitar paradas e interferencias forzadas en los procesos productivos, que conlleven al incumplimiento de los programas de producción y de entrega a los clientes.
1.4.2. Importancia del tema de investigación
Este estudio permitirá a la empresa poder comparar las ventajas que se logran con un programa de mantenimiento preventivo programado vs el operar solamente con una filosofía de realizar reparaciones y mantenimientos preventivos sin un programa anual de soporte y sobre la base de ejecutar por paradas o fallas de equipos.
De ejecutarse correctamente un programa de mantenimiento preventivo, a no dudarlo se logrará:
Maximizar la productividad esperada y por ende la rentabilidad proyectada.
Garantizar continuidad en los procesos productivos de bienes y servicios.
Asegurar la calidad de los servicios y/o productos.
Cumplir con el programa de producción establecido, y por ende realizar las entregas a tiempo y bajo las condiciones pactadas.
Una vez establecido el plan diseñado, la organización podrá monitorear y confirmar algunos de los logros del mantenimiento preventivo programado, siempre y cuando sea aplicado correctamente.
Entre los logros que más se destacarán de un programa aplicado de mantenimiento preventivo, se tendría:
Eliminación o drástica reducción de los costos de reparaciones correctivas innecesarias.
Eliminación de los daños de consideración y aumentar la eficiencia de los equipos e instalaciones en general de los procesos productivos.
Alargar la vida útil de una instalación, maquinaria o equipo, garantizando un buen nivel de operatividad y funcionamiento.
Reducir tratando de eliminar paradas forzadas y no programadas en las máquinas, equipos e instalaciones de los procesos productivos.
Establecer los programas más apropiados de mantenimiento evitando las fallas y en base a las recomendaciones de los fabricantes o las mejores prácticas en la actividad.
Evitar el desgaste en los equipos por falta de limpieza, ajustes, calibraciones, reajustes o cambio de los lubricantes y/o grasas.
Este estudio permitirá a la empresa poder comparar las ventajas que se logran con un programa de mantenimiento preventivo programado versus el operar solamente con una filosofía de realizar reparaciones o
mantenimientos preventivos sin un programa de soporte y sobre la base de ejecutar actividades por parada o fallas en los equipos.
1.5. LIMITACIONES DEL ESTUDIO
Los factores que pueden influir en las limitaciones para la realización de este trabajo de investigación son:
El horario de estadía dentro de las instalaciones de la empresa ROBOCON SAC está comprendido de acuerdo al sistema 14x7 de los cuales 14 días son laborables y 7 días de libre, el horario es de 7 am a 7 pm.
Las constantes tormentas que ocurren en la zona conllevan a la paralización de labores por temas de seguridad.
El proceso de elaboración y lanzado de shotcrete que ejecuta la Empresa ROBOCON SAC, es considerada como producción de la compañía minera Pan American Silver, por tal motivo el equipo Alpha20 tiene que entrar a interior mina todos los días antes de las 10 am hasta la 6 pm para hacer sus labores de proyección de shotcrete.
CAPÍTULO II
MARCO TEÓRICO 2.1. ANTECEDENTES DE LA INVESTIGACIÓN
(Valdivieso, 2010)En su informe de investigación titulado Diseño de un plan de mantenimiento preventivo para la empresa EXTRUPLAS S.A donde concluye que se necesita que la maquinaria este siempre disponible y en buenas condiciones, debido a que la calidad del producto va directamente relacionada con el estado de la maquinaria,una vez que se realizó todo el análisis de los equipos, luego se determinó que el mantenimiento idóneo a realizar en la empresa dada las condiciones de esta es el preventivo.
(Huertas, 2007) En el desarrollo de la tesis Elaboración de un plan de mantenimiento preventivo en función de la criticidad para la mejora de la disponibilidad de equipos de una empresa empaquetadora de camarón Quito - Ecuador. Quien como objetivo presenta conocer cuáles son los equipos prioritarios (críticos) para las diversas actividades del proceso productivo analizado, recopilando la información de las rutinas de mantenimiento preventivo según los fabricantes de los equipos y/o de las recomendadas por los técnicos, tanto internos como externos a la planta, así como de las mejores prácticas desarrolladas en el mercado y las recomendaciones de expertos en este tipo de equipamiento. Al definirse los modos y las causas de las fallas se pudieron establecer la
criticidad de cada una de ellas y el impacto en las metas de producción, mantenimiento y medio ambiente, mediante el desarrollo de la metodología a lo largo del desarrollo del tema se obtuvieron resultados que se espera lograr incrementar la disponibilidad de los equipos.
(Arellano, 2003) En el desarrollo de la tesis Diseño de un sistema de mantenimiento preventivo para la mejora de disponibilidad en equipos de eléctricos de una planta concentradora, en el cual desarrolla como objetivos reducir los retrasos de operatividad aumentando la disponibilidad y efectividad de los equipos y del sistema, mantener los equipos en constante operación en un periodo de tiempo óptimo preservando las instalaciones y equipos en buenas y eficientes condiciones operativas.
(Rubio, 2011) En el desarrollo de la tesis Sistema de gestión de mantenimiento para mejorar la disponilidad de equipos de bajo perfil, de acuerdo a la información recopilada en su investigación y la realización de un análisis de la realidad de los equipos; en sus recomendaciones nos ofrece aplicaciones para una adecuada gestión del mantenimiento de los equipos y sus sistemas más críticos con los que cuenta la empresa o generalizando empresas de mediana y/o pequeña envergadura. Las conclusiones de su investigación que causaron mayor impacto son las siguientes: el sistema de lubricación de las bombas de los equipos es el mayor causante de fallas en las mismas y acumula el 52% de las fallas totales en el periodo de estudio y el programa de mantenimiento propuesto presenta un 69% de actividades preventivas y 31% de actividades correctivas.
2.2. BASES TEÓRICAS
2.2.1. Robot para shotcrete Alpha20
Robot para la proyección de shotcrete vía húmeda especialmente diseñado para la minería y construcción subterránea.
El Alpha20 es un robusto equipo diésel hidráulico con una gran capacidad de bombeo y que es además muy simple de operar y mantener. Su brazo está diseñado para una óptima aplicación de la mezcla húmeda hasta una altura de 7 m. La bomba BS 7622 fue diseñada especialmente para la proyección de shotcrete vía húmeda y tiene una capacidad máxima de 18 m3/h.
El sistema de dosificación manual de acelerante incluye un estanque de acero inoxidable y una bomba peristáltica accionada por motor hidráulico, para una dosificación precisa dependiendo, de la formula a emplear.
La operación de proyección es controlada desde un panel remoto inalámbrico, para incrementar la seguridad del operador.
El Alpha20 está provisto de un motor diesel de 145 HP, que cumple con la norma TIER II. Cuenta con transmisión hidrostática con tracción y dirección a las cuatro ruedas, para facilitar su desplazamiento y maniobrabilidad en cualquier tipo de túnel y mina.
A. Especificaciones Chasis
Traslación 4x4 hidrostática Dirección en las cuatro ruedas
Frenos de servicio y estacionamiento.
Unidad de Potencia
Motor: DEUTZ BF4M1013C, 145 HP, cuatro cilindros, refrigerado por agua, turbo intercooler
Potencia: 145 HP a 2300 RPM
Transmisión hidrostática: Rexroth-Sauer Bomba hidráulica brazo: Sauer
Bomba hidráulica bombeo: Commercial (semmco, 2010)
Bomba de hormigón
Marca y modelo: SEMMCO BS
Cilindros de hormigón: Ø 152 mm – 760 mm carrera Presión hidráulica máx: 200 bar
Capacidad aceite hidráulico: 400 L Características:
Sistema circuito hidráulico doble, para desplazamientos positivos del tubo “S”. Control de reversa instantáneo en los cilindros principales, desde control remoto. Ajuste completamente automático de la carrera de los cilindros principales y sin válvulas para regular con enfriador de aceite hidráulico.
Caudal nominal: 20 m3/h Caudal normal: 12 m3/h
Altura vertical: 40 m
Distancia horizontal: 100 m
Tamaños de agregado: 12 mm. Máximo.
(semmco, 2010) Brazo robotizado
Marca y modelo: SEMMCO ALPHA20
Tipo: Brazo rotatorio con doble extensión Alcance vertical: 9 m
Alcance horizontal: 6 m Angulo de rotación: 250°
Características:
Inyección de aire y acelerante en el difusor. Funciones completamente proporcionales, operadas completamente desde control remoto, con posibilidad de regular velocidad de movimientos.
(Semmco, 2010)
Dimensiones del equipo Largo : 5.50 m
Ancho : 2.20 m Altura : 2.40 m
Peso : Completamente cargado, 7 ton.
Figura 2.1. Dimensiones generales del equipo Alpha20 Fuente: (Semmco, 2010)
B. Transmisión
Hidrostática de regulación automática. Bomba de presiones Rexroth de caudal variable acoplada directamente al diferencial del eje trasero.
C. Ejes diferenciales
Ejes planetarios con reducción en cubos, frenos de servicio húmedos, freno de estacionamiento extremo sobre el eje delantero.
Eje delantero oscilante y direccional. Eje tarsero rígido y direccional.
Tracción y dirección en las cuatro ruedas.
D. Frenos
De discos interiores en baño de aceite, sobre las cuatro ruedas, de accionamiento hidráulico con dos circuitos independientes. Frenos de estacionamiento incorporado sobre eje delantero de accionamiento hidráulico.
E. Dirección
Hidroasistida sobre el eje delantero y trasero.
F. Unidad de bombeo shotcrete modelo BS7622 Cilindro de transporte : 152 mm.
Cilindro hidráulico : 45/90 mm.
Embolada : 762 mm.
Rendimiento máximo : 18 m3/h.
(Semmco, 2010)
G. Accionamiento diesel hidráulico
Bomba hidráulica para brazo desplazamiento variable.
Bomba hidráulica para bomba hormigón desplazamiento fijo.
Bomba hidráulica traslación hidrostática.
Motor hidráulico traslación hidrostática.
2.2.2. Definiciones de mantenimiento
A continuación, se detallarán algunos conceptos relacionadas con la palabra mantenimiento, así como el alcance de la misma:
Mantenimiento: Asegurar que todo activo continúe desempeñando las funciones deseadas. De manera sencilla, es el conjunto de trabajos necesarios para asegurar el buen funcionamiento de las instalaciones.
De manera precisa, es un conjunto de técnicas y sistemas que permiten prever las averías, efectuar revisiones, engrases y reparaciones eficaces, dando a la vez normas de buen funcionamiento a los operadores de las máquinas, a sus usuarios, contribuyendo a los beneficios de la empresa.
Es un órgano de estudio que busca lo más conveniente para las máquinas, tratando de alargar su vida de forma rentable mejorando la disponibilidad de operación.
Metafóricamente hablando: El mantenimiento es la medicina preventiva y curativa de las máquinas, equipos, instalaciones, etc.
¿Por qué mantener? Las razones o los fundamentos por los cuales hacemos mantenimiento pueden ser resumidas en las siguientes categorías sobre la base de los beneficios logrados (Pérez, 2008).
a. Prevenir o disminuir el riesgo de fallas
Busca bajar la frecuencia de fallas y/o disminuir sus consecuencias (incluyendo todas sus posibilidades). Esta es una de las visiones más básicas del mantenimiento y en muchas ocasiones es el único motor que mueve las estrategias de mantenimiento de algunas empresas, olvidándose de otros elementos de interés nombrados abajo.
b. Recuperar el desempeño
Con el uso de los equipos el desempeño se puede ver deteriorado por dos factores principales: Pérdida de capacidad de producción y/o aumento de costos de operación. Grandes ahorros se han logrado al usar éste como gatillo para el mantenimiento, ya que a veces este factor es de dimensiones mayores a las fallas a evitar, ejemplos típicos incluyen: Cambios de filtros de gas, aceite, lavado de compresores axiales, etc.
c. Aumentar la vida útil
La vida útil de algunos activos se ve seriamente afectada por la frecuencia/calidad del mantenimiento. Por otra parte, se pueden diferir grandes inversiones, como por ejemplo reconstrucciones de equipos mayores. Encontrar el punto exacto de máximo beneficio económico es de suma importancia aquí.
d. Seguridad, ambiente y aspectos legales
Muchas tareas de mantenimiento están dirigidas a disminuir ciertos problemas que puedan acarrear, responsabilidades legales relativas a medio ambiente y seguridad. El valor de dichas tareas es difícil de
evaluar. El uso de herramientas avanzadas de computación ha permitido en algunos casos evaluar la relación costo/riesgo y así determinar los intervalos óptimos de mantenimiento.
2.2.3. Mantenimiento preventivo
El Mantenimiento Preventivo se define como el conjunto de tareas de mantenimiento necesarias para evitar que se produzcan fallas en instalaciones, equipos y maquinaria en general (prevenir), es denominada también por algunos autores como Mantenimiento Proactivo Programado.
El objetivo último del Mantenimiento Preventivo es asegurar la disponibilidad permanente de las edificaciones, equipos, sistemas e instalaciones en una Organización, Institución o Empresa, evitando al máximo las paradas forzadas e interferencias en los procesos y actividades inherentes de la Empresa y a las personas que laboran en ella.
El Mantenimiento Preventivo es además un proceso planificado, estructurado y controlado de tareas de mantenimiento a realizar dentro de las recurrencias establecidas, las mismas que generalmente son definidas por los fabricantes, y a falta de estas se puede recurrir a las mejores prácticas del mercado de este tipo de servicios, también llamados de Manutención.
Las actividades básicas y más generales definen la cobertura del mantenimiento preventivo, entre las cuales se pueden mencionar:
- Limpieza y aseo de: edificaciones, equipos, instalaciones, maquinaria, sistemas, etc.
- Lubricación general de automotores, equipos y maquinaria que tengan partes móviles, rótulas o trabajen con sistemas que incluyan aceites de circulación y/o hidráulicos.
- Inspecciones periódicas y recurrentes (tiempo definido).
- Cambio de piezas y partes, así como reparaciones menores y revisiones generales.
- Ajustes y Calibraciones.
- Supervisión y Control a través de validaciones de tiempo de servicio de las instalaciones, equipos y maquinarias en general (control de dispositivos de medición de horas de trabajo, por ejemplo:
horómetros). (SIMA, 2011)
Objetivos y Alcances del Mantenimiento Preventivo
Entre los objetivos más importantes del Mantenimiento Preventivo podemos citar los siguientes:
Eliminación o drástica reducción de los costos de reparaciones innecesarias correctivas.
Optimización de los recursos humanos que intervienen en este proceso (recursos propios o externos).
Reducción de detenciones e interferencias en los procesos asignados a las demás áreas o centros de actividad de una empresa o institución.
Eliminación de los daños de consideración y por ende aumentar la eficiencia de los equipos e instalaciones en general.
Alargar la vida útil de una instalación, maquinaria o equipo.
Reducir tratando de eliminar paradas forzadas y no programadas en las máquinas, equipos e instalaciones en los procesos productivos.
Reducir al mínimo los costos que se generan por la producción de daños causados por las paradas forzadas o imprevistas en los procesos de fabricación.
Establecer los programas más apropiados de mantenimiento evitando las fallas sobre la base de las recomendaciones de los fabricantes o las mejores prácticas en la actividad.
Evitar el desgaste en los equipos por falta de ajustes, calibraciones, reajustes o cambio de los lubricantes y/o grasas.
2.2.4. Definición del plan de mantenimiento preventivo
(Santiago, 2012) El Plan de Mantenimiento Preventivo y Predictivo es un programa de tareas y procesos de manutención anual programado, organizado y estructurado sobre la base de unidades técnicas, especificando al detalle las fechas y los tipos de trabajos que se deben realizar a una serie de edificaciones, instalaciones, maquinarias y equipos de una empresa u organización.
Los activos, equipos, maquinarias, edificaciones, instalaciones, sistemas y en general equipamiento complementario a los cuales se los incluye en el plan de mantenimiento preventivo anual tienen la característica de tener recomendaciones de manutención del fabricante en función de las horas de servicios prestados o de cualquier sistema de medición que se defina para el efecto. Siempre los activos críticos deberán ser considerados prioritarios dentro de la elaboración y posterior ejecución del plan.
(Santiago, 2012) Las etapas en la elaboración de un plan de mantenimiento preventivo anual son:
1. Determinación de los equipos, maquinarias e instalaciones críticas, sobre la base de los análisis de los parámetros establecidos, los cuales generalmente están relacionados directamente con los procesos productivos.
2. Determinación y tabulación de las recomendaciones, recurrencias y necesidades de mantenimiento establecidas por el fabricante y de las mejores prácticas en el mercado de servicios de mantenimiento.
3. Planificación de las tareas de mantenimiento a realizar en función de unidades de tiempo y recurrencias establecidas, las cuales deben ser previamente analizadas y tabuladas.
4. Determinación de los recursos necesarios y asignación de responsabilidades y tareas al personal que participará directa e indirectamente en las labores de mantenimiento.
5. Definición de los controles a cumplir y el monitoreo recurrente que se debe realizar al cumplimiento del programa.
(Rubio, 2011) La amplitud general del plan de mantenimiento preventivo anual de una empresa estará en función directa de los siguientes factores:
1. Por la evaluación económica o presupuesto de operación anual establecido y aprobado por la organización, y sobre la base de las recomendaciones realizadas por el personal técnico de mantenimiento.
2. De las condiciones estándares de las edificaciones, instalaciones y equipos de los que dispone la empresa. Determinación de los “activos técnicos críticos” en la organización.
3. De las prioridades definidas por la empresa, así como de los requerimientos y recomendaciones de los fabricantes y las mejores prácticas de mantenimiento con relación a cada tipo de instalación, sistema o equipamiento complementario con el que cuenta la empresa.
2.2.5. La confiabilidad, la disponibilidad y la mantenibilidad, aplicadas al mantenimiento.
(Arellano, 2003) El mantenimiento puede ser definido como el conjunto de acciones destinadas a mantener o reacondicionar un componente, equipo o sistema, en un estado en el cual sus funciones pueden ser cumplidas. Entendiendo como función cualquier actividad que un componente, equipo o sistema desempeña, bajo el punto de vista operacional.
Las palabras confiabilidad, disponibilidad y mantenibilidad, forman parte de la cotidianidad del mantenimiento. Si se analiza la definición moderna de mantenimiento, se verifica que la misión de este es “garantizar” la disponibilidad de la función de los equipos e instalaciones, de tal modo que permita atender a un proceso de producción o de servicio con calidad, confiabilidad, seguridad, preservación del medio ambiente y costo adecuado.
Por otro lado, las funciones de un equipo o sistema pueden ser clasificadas como primarias o secundarias.
Las funciones primarias comprenden el motivo por el cual el objeto existe y son normalmente definidas por el nombre del objeto, siendo importante que en la descripción de las funciones primarias sean incluidos:
Patrones de desempeño deseado y/o esperado.
Patrones de cualidad establecidos por el cliente.
Patrones de seguridad y preservación del medio ambiente.
Un ejemplo de una función primaria sería: Para un intercambiador de calor, este debería “calentar” hasta 500 kg/h de aceite, desde la temperatura ambiente en la entrada hasta 125 °C en la salida.
Por el lado de las funciones secundarias, estas son menos obvias que las primarias, sin embargo, estas funciones son indispensables a la hora de aumentar el valor agregado del equipo, contribuyendo con su calidad.
Como ejemplo de funciones secundarias se tienen la apariencia, la higiene, el soporte, las mediciones, etc. Sin olvidar, claro está, que existen otras funciones secundarias ejercidas por aditamentos del sistema, como dispositivos de protección y control (instrumentación), que típicamente son, entre otras:
Llamar la atención.
Apagar.
Eliminar o descargar.
Pausar (stand by).
Alejar del peligro.
Identificar averías
2.2.6. Breve reseña del mantenimiento
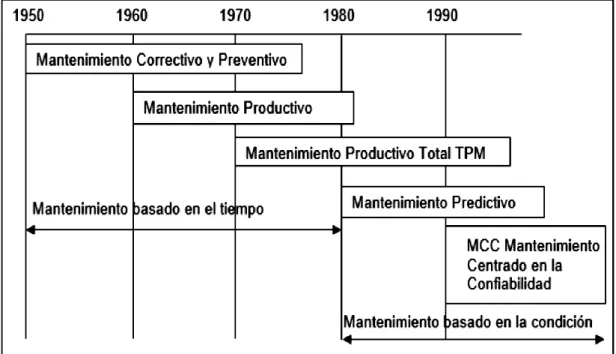
(Gonzales, 2007) La figura 2.2. presenta las diferencias entre las generaciones del mantenimiento. En la primera se evidencia la premisa, reparar después de que ocurre la falla. Esta era una situación que generalmente se aplicaba antes de la década de los 50’s (mantenimiento correctivo).
En los años 60’s surge el concepto de la prevención como economizadora de gastos, ahí aparece el mantenimiento preventivo, donde se analiza un punto óptimo en el que la combinación adecuada de mantenimiento preventivo y correctivo trae consigo los menores costos.
Con el avance de la tecnología y más específicamente después del programa espacial norteamericano, la filosofía del mantenimiento tomo un carácter predictivo.
Para esa época la complejidad de los equipos y sistemas industriales creció, gracias a los avances en la electrónica y las técnicas de mantenimiento basadas en el tiempo pasaron a no satisfacer las necesidades de los nuevos proyectos industriales.
Como ejemplo se puede citar un Boeing 747, donde los costos involucrados en la operación de estas aeronaves y los riesgos de accidentes con equipos encargados de transportar más de 300 personas, demandaban prácticas de mantenimiento basados en conceptos que no afecten la seguridad. Para esta poca creció la concientización sobre la necesidad de la preservación de la salud de las personas y del medio ambiente.
Por tanto, estos nuevos avances tecnológicos exigían que una nueva filosofía de mantenimiento debería ser aplicada. Nace entonces la generación del mantenimiento basado en la condición, que se originó por el desarrollo de técnicas predictivas efectivas de acompañamiento de las condiciones de los equipos, así como por la propagación de los conocimientos de la confiabilidad en el mantenimiento.
Es así como la confiabilidad pasa a ser una disciplina clave en el proceso de mantenimiento, donde se aplican conceptos extremadamente útiles y simples, conceptos que permitieron que algunos autores hablen hoy de mantenimiento centrado en la confiabilidad.
Figura 2.2. Evolución de los tipos de mantenimiento.
Fuente: (Scienta, 2006) 2.2.7. Criterio de la disponibilidad
(Arellano, 2003) La disponibilidad, objetivo principal del mantenimiento, puede ser definida como la confianza de que un componente o sistema que sufrió mantenimiento, ejerza su función satisfactoriamente para un tiempo dado. En la práctica, la disponibilidad se expresa como el
porcentaje de tiempo en que el sistema está listo para operar o producir, esto en sistemas que operan continuamente.
En la fase de diseño de equipos o sistemas, se debe buscar el equilibrio entre la disponibilidad y el costo.
Dependiendo de la naturaleza de requisitos del sistema, el diseñador puede alterar los niveles de disponibilidad, confiabilidad y mantenibilidad, de forma a disminuir el costo total del ciclo de vida.
Matemáticamente la disponibilidad D(t), se puede definir como la relación entre el tiempo en que el equipo o instalación quedó disponible para producir TMEF y el tiempo total de reparación TMPR. Es decir:
El TMPR o tiempo medio de reparación, depende en general de:
La facilidad del equipo o sistema para realizarle mantenimiento
La capacitación profesional de quien hace la intervención
De las características de la organización y la planificación del mantenimiento.
2.2.8. El mantenimiento como focalizador de la disponibilidad
(Scienta, 2006) El factor primario que distingue a las empresas líderes en disponibilidad, es que ellas reconocen que la confiabilidad no es simplemente un resultado del esfuerzo de reparación, ellas están convencidas de que la eliminación de las fallas crónicas es su misión primordial.
Las reparaciones en el mantenimiento, en este tipo de industria, son vistas de forma diferente. Las reparaciones no son esperadas, son vistas como casos excepcionales y resultantes de alguna deficiencia en la
política de mantenimiento o descuido de la gerencia de mantenimiento.
Un análisis detallado del problema, acompañado por un programa sólidamente estructurado de mejora de la confiabilidad, es la base para la eliminación de mucho trabajo innecesario.
2.2.9. Relación entre disponibilidad, mantenibilidad y confiabilidad (Scienta, 2006) Para aumentar la producción en un equipo, es indispensable que las tres disciplinas disponibilidad, confiabilidad y mantenibilidad se relacionen entre sí, de tal manera que:
Si se quiere aumentar la disponibilidad en una planta, sistema o equipo, se debe:
Aumentar la confiabilidad, expresada por el TMEF.
Reducir el tiempo empleado en la reparación, expresado por el TMPR.
Aumentar el TMEF y reducir el TMPR simultáneamente.
Donde:
TMEF: Tiempos disponible para la producción o tiempo promedio entre fallas
TMPR: Tiempo en mantenimiento o tiempo promedio en reparación Como la tasa de fallas expresa la relación entre el número de fallas y el tiempo total de operación del sistema o equipo, se puede expresar el TMEF como el inverso de la tasa de fallas λ.
2.2.10. Tipos de disponibilidad
Existen tres tipos de disponibilidad:
Inherente.
Alcanzable.
Operacional.
Disponibilidad Inherente (Ai):
Es el nivel esperado de disponibilidad debido al comportamiento del mantenimiento correctivo únicamente. Está determinada por el diseño del equipo. Asume que los repuestos y personal están 100 por ciento disponibles sin retraso alguno.
Disponibilidad Alcanzable (Aa):
Es el nivel esperado de disponibilidad debido al comportamiento del mantenimiento correctivo y preventivo. Depende del diseño del equipo y de la planta. También asume que los repuestos y personal están 100 por ciento disponibles sin retraso alguno.
Disponibilidad Operacional (Ao):
Es el fundamento de la disponibilidad. Este es el valor real de la disponibilidad obtenido en la operación diaria de la planta. Este valor refleja el nivel de recursos del mantenimiento de la planta, así como la efectividad organizacional.
2.3. BASES CONCEPTUALES
2.3.1. Plan de mantenimiento preventivo (V.I.)
Programa de mantenimiento sistemático de prevención de fallas y reducción de costos de mantenimiento, que cumple un rol de procesos y actividades de mantenimiento aplicadas a una máquina, sistema o instalación de acuerdo a la estructura diseñada e implementada por periodos de acuerdo al tipo de equipo y proceso de producción de una empresa, mejorando los indicadores de mantenimiento y producción.
2.3.2 Disponibilidad Mecánica (V.D.)
La disponibilidad mecánica, objetivo principal del mantenimiento, puede ser definida como la confianza de que un componente o sistema que sufrió mantenimiento, ejerza su función satisfactoriamente para un tiempo dado. En la práctica, la disponibilidad mecánica se expresa como
el porcentaje de tiempo resultante de la división del tiempo promedio entre fallas entre la sumatoria del tiempo promedio de reparación y el tiempo promedio entre fallas, esto en equipos, instalaciones y sistemas que operan y/o producen continuamente.
2.4. HIPÓTESIS
Si se implementa el diseño del plan de mantenimiento preventivo se logrará mejorar la disponibilidad mecánica del equipo Alpha20 de la empresa Robocon SAC.
2.5. OPERACIONALIZACIÓN DE VARIABLES
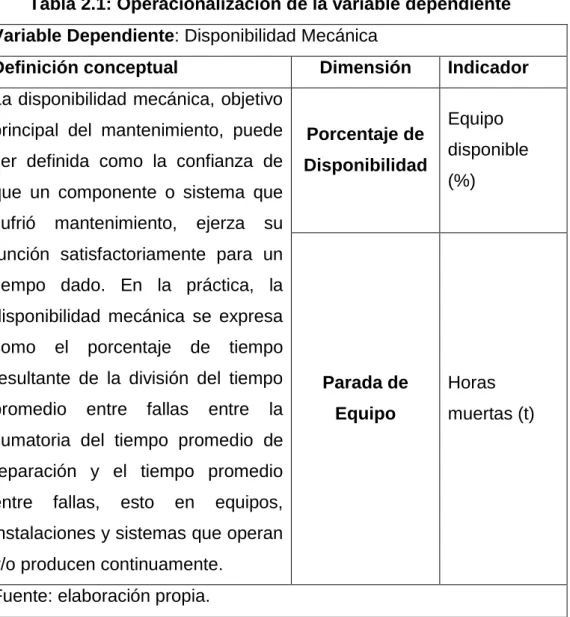
Tabla 2.1: Operacionalización de la variable dependiente Variable Dependiente: Disponibilidad Mecánica
Definición conceptual Dimensión Indicador La disponibilidad mecánica, objetivo
principal del mantenimiento, puede ser definida como la confianza de que un componente o sistema que sufrió mantenimiento, ejerza su función satisfactoriamente para un tiempo dado. En la práctica, la disponibilidad mecánica se expresa como el porcentaje de tiempo resultante de la división del tiempo promedio entre fallas entre la sumatoria del tiempo promedio de reparación y el tiempo promedio entre fallas, esto en equipos, instalaciones y sistemas que operan y/o producen continuamente.
Porcentaje de Disponibilidad
Equipo disponible (%)
Parada de Equipo
Horas muertas (t)
Fuente: elaboración propia.
Tabla 2.2: Operacionalización de la variable independiente Variable Independiente: Plan de mantenimiento preventivo Definición conceptual Dimensión Indicador Programa de mantenimiento
sistemático de prevención de fallas y reducción de costos de mantenimiento, que cumple un rol de procesos y actividades de mantenimiento aplicadas a una máquina, sistema o instalación de acuerdo a la estructura diseñada e implementada por periodos de acuerdo al tipo de equipo y proceso de producción de una empresa, mejorando los indicadores de mantenimiento y producción.
Planeamiento
Historial del Equipo:
Reporte diario de paradas del equipo
Programación
Plan de Mantenimiento preventivo:
Reporte operacional diario de equipo
Observación
Checklist:
Inspección diaria de equipo
Fuente: elaboración propia.
CAPÍTULO III
METODOLOGÍA DE LA INVESTIGACIÓN 3.1. MÉTODO DE INVESTIGACIÓN
La presente investigación será desarrollada con el método científico ya que hace posible investigar el fenómeno directamente, en su manifestación más externa, en su desarrollo, sin que llegue a la esencia del mismo, a sus causas, de ahí que, en la práctica, junto con la observación, se trabaje sistemáticamente con otros métodos o procedimientos como son: la medición y el experimento. Por supuesto, para llegar a la esencia profunda del objeto se hace necesario el uso de los métodos teóricos.
3.2. TIPO DE INVESTIGACIÓN
El presente trabajo de investigación es de tipo tecnológico porque se aplicará el conocimiento científico para mejorar la disponibilidad del equipo de acuerdo a la comparación de medias de disponibilidad mecánica en un antes y un después del plan de mantenimiento preventivo propuesto.
3.3. NIVEL DE INVESTIGACIÓN
De acuerdo al tipo de investigación obedecen a una investigación de nivel aplicativo o de diseño porque aplicaremos la investigación básica
para mejorar la disponibilidad de los equipos de transporte y proyección de shotcrete.
3.4. DISEÑO DE LA INVESTIGACIÓN
El diseño de la investigación se realizará mediante la elaboración de un plan de mantenimiento preventivo siguiendo el comportamiento de las variables que afectan el normal funcionamiento, la comparación entre los resultados obtenidos nos indica si la disponibilidad mecánica (V.D) ha mejorado.
EE X O1 EC X O2 Donde:
EE: Equipo Alpha20
EC: Disponibilidad Mecánica X: Funcionamiento del equipo
O1: Observación de la variable dependiente del EE O2: Observación de la variable dependiente del EC
3.5. POBLACIÓN, MUESTRA O UNIDAD DE OBSERVACIÓN
La población está constituida por 20 equipos de lanzado o proyección de shotcrete que integra al conjunto de maquinaria de bajo perfil que se utiliza en el sostenimiento por shotcrete vía húmeda.
La muestra está constituida por 3 Robots de proyección de shotcrete (ALPHA20) que vienen operando en las labores de sostenimiento U.M.
Argentum CIA Pan American Silver– Morococha – Yauli – Junín.
3.6. TÉCNICAS E INSTRUMENTOS DE RECOLECCIÓN DE DATOS 3.6.1. Técnicas de recolección de datos.
Las técnicas que se utilizaran en el presente trabajo de investigación son: Técnica documental, para recopilar: las especificaciones técnicas
brindadas por el manual del usuario donde nos muestras ciertos parámetros de mantenimiento aplicables al equipo en estudio, la bitácora, el registro de reparaciones y otros documentos relacionados a las fallas.
3.6.2. Instrumentos de recolección de datos
Check list, para poder registrar datos del estado del equipo y su funcionamiento.
Formatos de observación, donde se anotarán apuntes y observaciones del desarrollo del funcionamiento del equipo.
Historial de mantenimiento, formatos en Excel que se reportan diariamente después del término de una guardia.
Cámaras fotográficas y filmadoras, para registrar imágenes y filmaciones las cuales ayudaran en el desarrollo de la investigación.
3.7. PROCEDIMIENTO DE RECOLECCIÓN DE DATOS.
La recolección de datos seguirá el siguiente procedimiento, la cual ayudará para poder organizar de manera sistemática el informe de investigación.
- Observación de física del equipo.
- Elaboración del check list del equipo.
- Revisión de los formatos de observación de la última guardia.
- Registro de imágenes y filmaciones.
- Registro en los cuadros de Excel.
CAPÍTULO IV
4. DISEÑO DEL PLAN DE MANTENIMIENTO PREVENTIVO
Esta propuesta de diseño de mantenimiento preventivo para el equipo Alpha20 en la empresa ROBOCON se realiza con el fin de prevenir al máximo las fallas en la maquinaria y preservar los equipos en un óptimo estado de funcionamiento. Con este plan de mantenimiento se busca seguir un procedimiento adecuado a la hora de realizar cualquier tipo de actividad en los equipos que intervienen en el proceso productivo de la empresa.
Se debe tener en cuenta que los resultados obtenidos al implementar dicho plan de mantenimiento, es compromiso de la empresa; de ellos depende una mejora sustancial en la línea de producción, la calidad de los productos, la seguridad y el respeto al medio ambiente.
4.1. DESCRIPCIÓN DEL PROCESO OPERATIVO DEL EQUIPO ALPHA20 El proceso operativo del equipo Alpha20 inicia con dirigirse a la labor a ser sostenida por medio de shotcrete, una vez que el equipo llegue a labor específica, se da el inicio del lanzado de shotcrete, los mixer llegan con la carga de shotcrete el cual descargan en la tina del robot y es bombeada hidráulicamente hacia el brazo robotizado, aquel brazo robotizado es manipulado por medio del control joystick el cual lo manipula el operador del equipo Alpha20.
El shotcrete es proyectado con movimientos circulares de arriba abajo para cubrir el área a ser sostenida, el lanzado de shotcrete depende de la superficie donde se está lanzando, en superficies inestables o con panizo se hace el lanzado de shotcrete por capas en un lapso de 10 minutos por capa.
El lanzado de shotcrete o proyección de concreto se logra a partir del bombeo del mismo equipo Alpha 20 y la presión de aire por parte los equipos de mina, el lanzado de shotcrete no se puede realizar si la presión baja de los 3 bar.
Figura 4.1. Lanzado de shotcrete Fuente: (Semmco, 2010) 4.2. DIAGNÓSTICO DE LA SITUACIÓN ACTUAL
En el diagnóstico que se va a realizar a continuación se va a recopilar información actual de la empresa ROBOCON, como esta está, que tipo de maquinaria posee, donde se encuentra ubicada, el tamaño de la empresa, saber si esta posee o no un departamento de mantenimiento,
también si se realiza o no mantenimiento en la maquinaria, así mismo que tipo de mantenimiento se realiza en cada una. En la realización del diagnóstico veremos qué líneas de producción tienen y cuál es la más importante o ya sea el caso la que más ingresos entrega a la empresa.
Para saber la ubicación física del equipo en la empresa se elaboró un plano, en donde se especifica el nombre y su posición física actual. Otro de los pasos para el diagnóstico de la situación actual es el ver si la empresa posee fichas de la maquinaria o no, y si las posee se presentarán en el presente documento. También se analizará si la empresa al realizar el mantenimiento lleva un historial, y como están diseñadas estas hojas del historial de la maquinaria, a fin de ver qué tipo de información nos está entregando, si es la necesaria o hay algún dato que este faltando de incorporar en las hojas del historial.
Como cada empresa es diferente a la otra, así mismo el mantenimiento no será el mismo para cada empresa, variará de una a otra, por esta razón se realizará el análisis de la empresa, para saber con qué tipo de empresa estamos trabajando, haciendo así que el diseño del plan de mantenimiento preventivo que se realice sea el más apropiado para la misma.
4.3. ANÁLISIS DE LA EMPRESA
En el análisis de la empresa tenemos que tener en cuenta aspectos diferentes, ya que cada empresa es diferente una de la otra, en aspectos como su ubicación geográfica, el tamaño de la empresa, la antigüedad de la instalación, la automatización de la empresa, etc.
Podemos establecer tres tipos de análisis para la empresa. El primero analizará la empresa desde el punto de vista del entorno y de su política o cultura general. El segundo lo hará sobre aspectos intrínsecos de la organización de la producción. Y por último se establecerá un análisis completo del equipo a mantener y sus posibles averías.
4.3.1. Análisis de aspectos generales
Dentro de los aspectos generales tenemos:
A. Ubicación geográfica y Distribución
La ubicación geográfica es muy importante para la empresa, ya que si esta se encuentra en una buena ubicación será fácil el acceso a los diferentes tipos de servicios, como talleres, en el caso de tener que realizar pedidos de repuestos críticos, llamadas de emergencia para la gestión de envíos de requerimiento según el cronograma de mantenimiento que se implementará, entre otros.
Por otro lado, si la empresa se encuentra ubicada lejos de un parque industrial, dentro de zonas donde es difícil el acceso a sus instalaciones, el acceso a talleres, a almacenes de repuestos de recambio, entre otros será mucho más complicado, haciendo que se pierda tiempo muy necesario; lo que se traducirá en pérdida de dinero.
“Un análisis de este tipo trata de identificar tanto las oportunidades de medios y recursos que rodean la empresa como los posibles problemas con que podemos encontrarnos”.
En nuestro caso la unidad operativa de la empresa se encuentra ubicada en el sector de Tucto s/n Módulo A, U.M. Argentum Morococha – Yauli – Junín.
B. Política general de la empresa
La política de la empresa ROBOCON en lo que se refiere a mantenimiento, no es la mejor, ya que el 90% del mantenimiento que se viene realizando es mantenimiento correctivo, de tal manera que el mantenimiento preventivo es casi nulo. Por otra parte, la importancia del mantenimiento no es la que se necesita, haciendo incluso que los componentes de los sistemas más críticos sigan funcionando ya cumplido su tiempo de vida útil lo que genera daños secundarios al equipo Alpha20.
4.3.2. Análisis de aspectos organizativos y propios de la empresa Dentro de los aspectos organizativos tenemos:
A. Jornada de trabajo
La jornada de trabajo es un elemento muy importante dentro de la empresa, podemos tener jornadas de trabajo a un turno, a dos turnos y a tres turnos. La importancia en la jornada de trabajo radica en que si tenemos una empresa que trabaja a una solo jornada, digamos doce horas al día, y se produce una avería en alguna de las máquinas se puede recuperar la producción perdida con la siguiente guardia, así la pérdida de la empresa será mínima o nula.
Por otra parte en las empresas que trabajan a dos o tres jornadas, es decir las veinte y cuatro horas del día, en el caso de que una de sus máquinas sufra un daño la pérdida será mucho mayor, ya que el personal que trabaja en esa máquina en la siguiente jornada no podrá trabajar, y la producción no se podrá recuperar tan fácilmente como en la de una sola jornada, debido a que al trabajar en doble jornada no se puede alargar la misma, lo que se obtendrá es un atraso en la producción, lo que causa un descontento con el cliente (Compañía PAN AMERICAN SILVER).
Todo esto hace que la disponibilidad en una empresa que trabaja a dos o tres turnos tenga que ser del 100%, para obtener esta disponibilidad se tendrá que hacer mantenimiento preventivo.
En nuestra empresa la jornada de trabajo es de doce horas a dos turnos, durante los siete días de la semana.
B. Tamaño de la empresa
El tamaño de la empresa se puede expresar por el número de personas que tenga trabajando, esto nos dará una idea del tamaño de las instalaciones, así mismo los recursos asignados al mantenimiento irán en proporción al tamaño que tenga está. “Un fallo en una máquina
afectará a más personas en una empresa grande que en otra pequeña.
Los costes de mantenimiento serán, por tanto, mayores”. (Navarro Eola).
El valorar el tamaño de una empresa no es nada fácil, pero para nuestro caso podemos ayudarnos de la tabla 4.1. que se presenta a continuación, que es una forma fácil y rápida.
Tabla 4.1. Tamaño de la empresa
TAMAÑO CANTIDAD DE TRABAJADORES GRANDE Más de 50 empleados
MEDIANA Entre 50 y 500 empleados PEQUEÑA Menos de 50 empleados
Fuente: (García, 2012)
Utilizando la Tabla 4.1., para calificar a nuestra empresa, esta cae en el rango de más 500 empleados, considerándose como una empresa grande.
C. Tipo de proceso
Con el tipo de proceso se puede diferenciar, entre diferentes tipos, pueden ser continuos, en serie o por lotes.
Dentro de los procesos continuos tenemos como un ejemplo a los procesos químicos. En este tipo de procesos la disponibilidad de las instalaciones es muy importante salvo que se cuente con almacenes intermedios. Al ser el proceso continuo, la calidad de los productos es muy importante ya que si tenemos un fallo en la calidad por un mal mantenimiento en la maquinaria afectará directamente a un gran volumen de productos.
En los procesos en serie tenemos como ejemplo tenemos las cadenas de montaje, aquí será el mantenimiento mucho más estricto, ya que se necesitará un nivel de fiabilidad muy alta debido a que sí tenemos el
daño en una de las máquinas de la línea, esta obligará a la detención obligatoria de toda la línea de producción con sus consiguientes pérdidas en tiempo de trabajo y económicas.
Y en los procesos en serie o por lotes tenemos las empresas con multitud de productos o con una gran variedad de elaboración de productos. Este tipo de empresas de caracterizan generalmente por un grado alto de automatización en su maquinaria o en su proceso, este tipo de empresas generalmente trabajan bajo pedido y si se tiene un fallo, la fecha de entrega de los productos no se cumplirá, esto repercutirá en la imagen de la empresa.
D. Ritmo de la actividad
Dentro del ritmo de la actividad tenemos la actividad permanente o la estacional. La actividad permanente de la empresa se da cuando esta no depende de un periodo específico del año para su producción o ventas, y por otro lado la actividad estacional es aquella que como su nombre lo dice depende propiamente de un periodo específico del año.El ritmo de la actividad de nuestra empresa en estudio es permanente.
E. Grado de automatización
El grado de automatización de la empresa se puede clasificar en tres grupos:
- Alto: los procesos están automatizados casi en su totalidad - Medio: el porcentaje de automatización y manual son parecidos - Bajo: el grado de automatización es casi nulo.
Mientras más alto sea el grado de automatización en la empresa mejor será el mantenimiento que se hará, sus recursos serán mayores ya que se necesita personal con mayor conocimiento o especialización para el trabajo a realizarse.
F. Antigüedad de la instalación
La antigüedad de la instalación se da por una evaluación de la misma.
En función del ritmo de producción y del tiempo que lleve funcionando, podemos encontrarnos con instalaciones que se encuentren en la infancia, en su vida útil o en su vejez.
Esto es muy útil al momento de determinar qué tipo de mantenimiento preventivo necesitará la empresa, ya que una empresa que se encuentre en la infancia no necesitará el mismo mantenimiento que el de una empresa que está ya en la vejez.
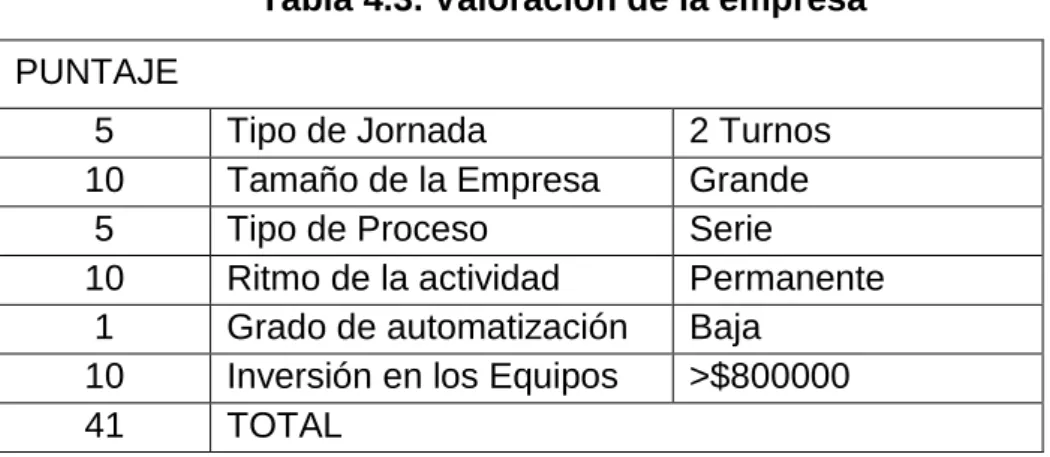
En la tabla 4.2, que se presenta a continuación se relacionan todos los aspectos que se analizaron anteriormente, con esta tabla se valorizara cada uno de estos aspectos para calificar a la empresa, y ver si esta necesita o no de la implantación de un mantenimiento preventivo.
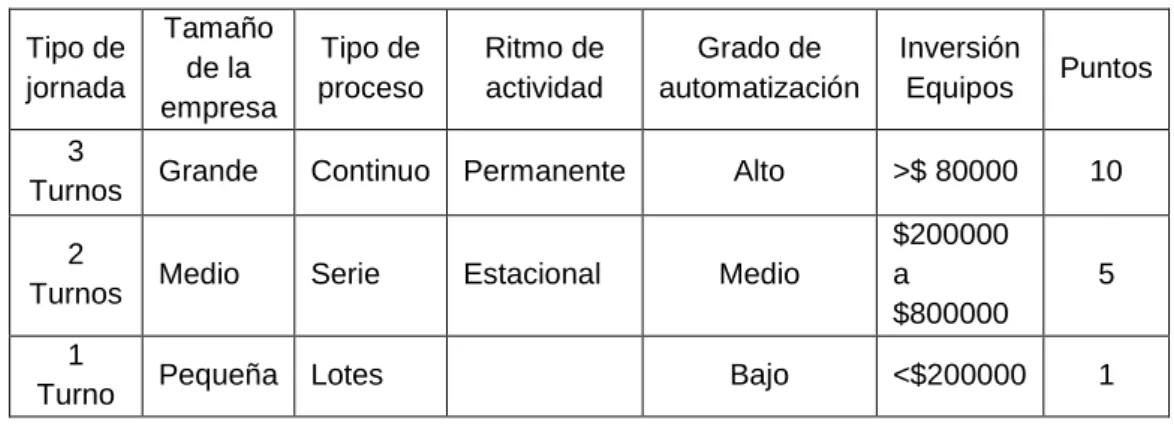
Tabla 4.2. Tabla de resumen para análisis.
Tipo de jornada
Tamaño de la empresa
Tipo de proceso
Ritmo de actividad
Grado de automatización
Inversión
Equipos Puntos 3
Turnos Grande Continuo Permanente Alto >$ 80000 10 2
Turnos Medio Serie Estacional Medio
$200000 a
$800000
5 1
Turno Pequeña Lotes Bajo <$200000 1
Fuente: (Navarro Eola, 2011)
Para cada uno de los puntos analizados se valorarán con tres puntajes diferentes, 1, 5, 10, al dar una calificación a cada uno de los aspectos obtendremos una valoración final. Al analizar este resultado se podrá definir grupos claramente definidos. Si la empresa obtiene de 31 a 60 puntos podemos decir que la empresa necesita que se aplique en sus equipos el mantenimiento preventivo. Si se obtiene el resultado entre el rango de 26 a 30 puntos serán empresas que necesitarán de un análisis