FACULTAD DE INGENIERÍA MECÁNICA
TESIS
PRESENTADA POR EL BACHILLER:
JOSÉ ALBERTO CERRÓN ROMERO
PARA OPTAR EL TÍTULO PROFESIONAL DE:
INGENIERO MECÁNICO
HUANCAYO – PERÚ
2016
INFLUENCIA DEL RCM EN LA DISPONIBILIDAD DE LOS ELEVADORES DE CANGILONES DE LA
REFINERÍA VOTORANTIM METAIS -
CAJAMARQUILLA S.A.
ASESOR
ING. MG. ARTURO HUBER GAMARRA MORENO
AGRADECIMIENTO
Primeramente agradezco a Dios por bendecirme para llegar hasta donde he llegado, porque hizo realidad este sueño deseado.
Agradezco también a la Facultad de Ingeniería Mecánica de la Universidad Nacional del Centro del Perú, por haberme aceptado ser parte de ella y abierto las puertas para poder estudiar mi carrera, así como también a los diferentes docentes que brindaron sus conocimientos y su apoyo para seguir día a día.
Mi agradecimiento también va dirigido a los directivos de la Empresa Skanska del Perú, por haber aceptado que realice mi tesis a través de un trabajo realizado para la Refinería Votorantim Metais - Cajamarquilla S.A.
Para finalizar, también agradezco a los colaboradores de la Refinería Votorantim Metais - Cajamarquilla S.A., quienes con su apoyo han aportado en gran medida mis ganas de seguir adelante en el desarrollo de este trabajo profesional.
Para ellos: Muchas gracias y que Dios los bendiga.
DEDICATORIA
Dedico esta tesis a DIOS por guiarme por el buen camino, darme fuerzas para seguir adelante y no flaquear en los problemas que se presentaban, enseñándome a encarar las adversidades sin perder nunca la dignidad ni desfallecer en el intento.
A mis padres quienes me dieron vida, educación, apoyo y consejos. A mis compañeros de estudio, a mis maestros y amigos, quienes sin su ayuda nunca hubiera podido hacer esta tesis.
A mi familia quienes por ellos soy lo que soy.
A todos ellos se los agradezco y hago esta dedicatoria.
RESUMEN
El tipo de investigación realizada es básica, el nivel de investigación es descriptivo correlacional ya que el objetivo principal consiste en determinar la influencia de la implementación del RCM en la disponibilidad de los Elevadores de Cangilones de la Refinería Votorantim Metais - Cajamarquilla S.A. Este trabajo desarrollado por la empresa Skanska del Perú S.A. a solicitud de dicha Refinería debido a fallas continuas e inesperadas principalmente los elevadores de cangilones, máquinas importantes para la operación correspondiente al Almacenamiento y distribución de calcina para la operación de lixiviación, dichas fallas incidieron en la disponibilidad de estas máquinas ya que muchas veces se encontraban con valores menores a un 95% que según las especificaciones técnicas no eran las apropiadas. Se registró los valores de disponibilidad de estas máquinas antes y después de la implementación del RCM a través de los siguientes pasos: 1) Definición del Equipo de trabajo RCM, 2) Selección del Sistema y definición del contexto operacional, 3) Establecimiento del Diagrama de proceso, 4) Realización del inventario de subsistemas de máquinas, 5) Definición de las funciones de un
activo físico (análisis de funciones), 6) Definición de las Fallas Funcionales (FF), 7) Definición de los Modos de falla (MF),Definición de los Efectos de la Falla (EF) y 9) Jerarquización del Riesgo; en este último caso se dio énfasis al análisis de la criticidad de acuerdo a las funciones que tienen que cumplir los elevadores de cangilones lo cual permitió obtener mejoras en la disponibilidad, para justificar ello se realizó la prueba de independencia Chi-Cuadrado que para un nivel de confianza del 95% ha permitido en este caso establecer que la variable Disponibilidad de los elevadores de cangilones es dependiente de la variable implementación del RCM, así mismo la tabla de contingencia que considera esta prueba ha conllevado a concluir que existe relación entre estas dos variables.
Palabras clave: Disponibilidad, elevadores de cangilones, implementación del RCM
ABSTRAC
The type of investigation is basic, the level of research is descriptive correlational study because the main objective is to determine the influence of the implementation of the RCM in the availability of the Bucket Elevators of the Refinery Votorantim Metais - Cajamarquilla S.A. This work developed by the company Skanska del Peru S.A. at the request of the refinery due to continuous and unexpected failures mainly by the bucket elevators, important machines for the operation for the storage and distribution of calcined for the operation of leaching, such failures influenced the availability of these machines since many times were with values less than 95% that according to the technical specifications were not the appropriate. There was the values of availability of these machines before and after the implementation of the RCM through the following steps: 1) definition of the work equipment RCM, 2) System Selection and definition of the operational context, 3) Establishment of the process diagram, 4) Inventory of subsystems of machines, 5) definition of the functions of a physical asset (analysis of functions), 6) definition of the functional failures (FF), 7) definition of the fault
modes (MF),Definition of the effects of the failure (EF) and 9) hierarchical ranking of risk; In this latter case it gave emphasis to the analysis of the criticality of according to the functions that have to fulfill the bucket elevators which allowed to obtain improvements in the availability, to justify this is performed The test of independence Chi-Cuadrado that for a confidence level of 95% allowed in this case establish that the variable availability of the bucket elevators is dependent on the variable implementation of RCM, likewise the contingency table that considers this test has led to the conclusion that there is a relationship between these two variables.
Keyboard: Availability, bucket elevators, implementation of RCM
INDICE GENERAL
ASESOR ... II
AGRADECIMIENTO ... III
DEDICATORIA ... IV
RESUMEN ... V
ABSTRAC ... VII
INDICE GENERAL ... IX
INDICE DE TABLAS... XIII
INDICE DE FIGURAS ... XV
INTRODUCCIÓN ... XVI
CAPITULO I ... 1
PLANTEAMIENTO DEL ESTUDIO ... 1
1.1. Planteamiento del problema ... 1
1.2. Formulación del problema ... 3
1.3. Objetivos de la investigación ... 3
1.4. Justificación ... 4
1.5. Limitaciones del estudio ... 5
CAPITULO II ... 6
MARCO TEORICO ... 6
2.1 Antecedentes de la investigación ... 6
2.2 Bases teóricas ... 9
2.3 Bases conceptuales ... 24
2.4 Hipótesis ... 25
2.5 Operacionalización de variables... 25
CAPITULO III ... 27
METODOLOGÍA DE LA INVESTIGACIÓN ... 27
3.1 Método de investigación ... 27
3.2 Tipo de investigación ... 27
3.3 Nivel de investigación ... 28
3.4 Diseño de investigación ... 28
3.5 Población, muestra o unidad de observación ... 29
3.6 Técnicas e instrumentos de recolección de datos ... 31
3.7 Procedimiento de recolección de datos ... 32
CAPITULO IV ... 34
MANTENIMIENTO CENTRADO EN LA CONFIABILIDAD DE LOS ELEVADORES DE CANGILONES ... 34
4.1 Definición del Equipo de trabajo RCM ... 34
4.2 Selección del Sistema y definición del contexto operacional ... 35
4.3 Establecimiento del Diagrama de proceso ... 38
4.4 Realización del inventario de subsistemas de máquinas ... 38
4.5 Definición de las funciones de un activo físico (análisis de funciones) .... 40
4.6 Definición de las Fallas Funcionales (FF) ... 41
4.7 Definición de los Modos de falla (MF) ... 43
4.8 Definición de los Efectos de la Falla (EF) ... 46
4.9 Jerarquización del Riesgo ... 49
CAPITULO V ... 56
RESULTADOS DE LA INVESTIGACIÓN ... 56
5.1 Presentación de resultados ... 56
5.2 Análisis estadístico de los resultados ... 64
5.3 Prueba de hipótesis ... 66
5.4 Discusión e interpretación de resultados ... 70
5.5 Aportes y aplicaciones ... 72
CONCLUSIONES ... 73
RECOMENDACIONES ... 75
BIBLIOGRAFÍA ... 77
ANEXOS ... 80
INDICE DE TABLAS
Tabla 2. 1 Requisitos de algunos sistemas y enfoque de los indicadores ... 17
Tabla 2.2 Tipos de disponibilidad ... 19
Tabla 2.3 Operacionalización de la variable dependiente ... 25
Tabla 2.4 Operacionalización de la variable independiente ... 26
Tabla 3.1 Elevadores de cangilones consideradas para el estudio ... 29
Tabla 3.2 Disponibilidad mensual de elevadores de cangilones consideradas para el estudio ... 30
Tabla 4.1 Análisis Funcional ... 42
Tabla 4.2 Modos de Falla ... 44
Tabla 4.3 Efectos de las fallas ... 47
Tabla 4.4 Categoría de Frecuencias ... 49
Tabla 4.5 Categorías de Consecuencia ... 50
Tabla 4.6 Interpretación del Riesgo ... 51
Tabla 4.7 Disponibilidad del mes de setiembre de 2015 ... 51
Tabla 4.8 Disponibilidad del mes de octubre de 2015 ... 52
Tabla 4. 9 Disponibilidad del mes noviembre de 2015 ... 52
Tabla 4. 10 Disponibilidad del mes diciembre de 2015 ... 52
Tabla 4.11 Disponibilidad del mes enero de 2016 ... 53
Tabla 4.12 Disponibilidad del mes febrero de 2016 ... 53
Tabla 4.13 Disponibilidad del mes marzo de 2016 ... 54
Tabla 4.14 Disponibilidad del mes abril de 2016 ... 54
Tabla 4.15 Disponibilidad del mes mayo de 2016 ... 54
Tabla 4.16 Disponibilidad del mes junio de 2016 ... 55
Tabla 5.1 Valores de criticidad ... 57
Tabla 5.2 Tareas propuestas ... 61
Tabla 5.3 Disponibilidad mensual de elevadores de cangilones sin implementación del RCM ... 64
Tabla 5.4 Disponibilidad mensual de elevadores de cangilones con implementación del RCM ... 65
Tabla 5.5 Tabla de frecuencias observadas ... 68
Tabla 5.6 Tabla de proporciones observadas ... 68
Tabla 5.7 Tabla de frecuencias teóricas ... 68
Tabla 5.8 Tabla de contingencia ... 70
Tabla 5.9 Pruebas de chi-cuadrado ... 70
INDICE DE FIGURAS
Figura 2.1 Diagrama de la metodología de RCM II ... 12
Figura 2.2 Valores de la criticidad ... 15
Figura 2.3 Valores de la criticidad ... 15
Figura 2.4 Tiempos de mantenimiento ... 22
Figura 2.5 Partes de elevedaor de cangilones ... 24
Figura 4.1 Almacenamiento y distribución de calcina ... 37
Figura 4.2 Esquema de elevador de cangilones ... 39
Figura 4.3 Matriz de riesgo para RCM II... 50
Figura 5.1 Modos de falla se identificaron en la falla funcional 1.1 ... 58
Figura 5.2 Disponibilidad mensual de elevadores de cangilones sin implementación del RCM ... 64
Figura 5.3 Disponibilidad mensual de elevadores de cangilones con implementación del RCM ... 66
Figura 5.4 Comparación del Chi cuadrado calculado con el Chi Cuadrado de tabla ... 70
INTRODUCCIÓN
La presente tesis tuvo como objetivo general determinar la influencia de la implementación del RCM en la disponibilidad de los Elevadores de Cangilones de la Refinería Votorantim Metais - Cajamarquilla S.A., para lo cual fue necesario considerar la disponibilidad mensual de estas máquinas durante dos momentos bien definidos, un primer escenario cuando se hizo un esfuerzo en mejorar las actividades de mantenimiento pero sin la implementación del Mantenimiento Centrado en la Confiabilidad (RCM) , para lo cual se registró los valores de disponibilidad mensual para los meses de octubre a diciembre del año 2015; y un segundo momento comprendido de enero a junio de 2016 en el que también se consolidó los valores de dicha disponibilidad pero esta vez considerando la implementación del RCM.
Así mismo es preciso indicar que se consideró la implementación del RCM ya que fue el requerimiento solicitado por la Refinería Votorantim Metais - Cajamarquilla S.A. a la empresa Skanska del Perú S.A. y para ello se consideró una serie de
etapas como: 1) Definición del Equipo de trabajo RCM, 2) Selección del Sistema y definición del contexto operacional, 3) Establecimiento del Diagrama de proceso, 4) Realización del inventario de subsistemas de máquinas, 5) Definición de las funciones de un activo físico (análisis de funciones), 6) Definición de las Fallas Funcionales (FF), 7) Definición de los Modos de falla (MF),Definición de los Efectos de la Falla (EF) y 9) Jerarquización del Riesgo.
La empresa Skanska del Perú llevó a cabo la implementación del Mantenimiento Centrado en la Confiabilidad (RCM) para superar las continuas fallas que se suscitaban y que afectaban a la disponibilidad de los elevadores de cangilones, la disponibilidad de estas máquinas muchas veces se encontraban con valores menores a un 95% que según las especificaciones técnicas no eran las apropiadas.
Entonces el desarrollo de la presente investigación es importante porque permitió a partir de la hipótesis general de investigación propuesta la implementación del RCM mejora la disponibilidad de los Elevadores de Cangilones de la Refinería Votorantim Metais - Cajamarquilla S.A. determinar en primer lugar la dependencia entre las variables Disponibilidad e implementación del RCM y en segundo lugar ha permitido verificar la existencia de relación (asociación) entre dichas variables.
En tal sentido se ha realizado esta investigación en cinco capítulos; en el Capítulo I, se detalla el planteamiento del estudio que incluye los aspectos generales de la investigación. El Capítulo II, los antecedentes de investigación y el marco teórico sobre el Mantenimiento Centrado en la Confiabilidad y la disponibilidad mecánica de en este caso relacionado a los elevadores de cangilones. En el Capítulo III, se describe los aspectos metodológicos de la investigación donde se detalla el tipo, nivel y diseño de investigación considerado para este caso; en el Capítulo IV se
detalla esencialmente los pasos seguidos para la implementación del RCM y como consecuencia se observó la variación en los valores de la disponibilidad de las máquinas en estudio para su posterior análisis, finalmente en el Capítulo V se explica la discusión de los resultados obtenidos en el presente trabajo de investigación con respecto a la hipótesis planteada, a los antecedente y a la teoría relacionada con esta investigación.
El Autor.
CAPITULO I
PLANTEAMIENTO DEL ESTUDIO 1.1. Planteamiento del problema
La Refinería Cajamarquilla ubicada 20 kilómetros al este de la ciudad de Lima, cerca de la localidad de Chosica. Es la principal refinería de su tipo en el país, y una de las más importantes del mundo. Allí se refina los concentrados de zinc provenientes de la gran cantidad de minas que el Perú, entre ellos Lima, Junín y Pasco. Uno de los procesos para la refinación de concentrado corresponde al Proceso de Lixiviación del Zinc cuyos objetivos son: Disolver el zinc contenido en el producto del paso de tostación (calcina), en una solución de ácido sulfúrico (electrolito gastado), rechazar el hierro de la solución lixiviada como residuo sólido (Goetita), recuperar un residuo de Pb/Ag apto para tratamiento posterior y generar una corriente de proceso intermedia de la que pueda recuperarse un residuo concentrado de indio. Así mismo una de las operaciones en este proceso corresponde
al de Almacenamiento y distribución de calcina, con el fin de desasociar los procesos de Tostación y Lixiviación, segregar y almacenar dos tipos de calcina basado en el contenido de plata y asegurar que se transfiera el tipo y cantidad correctos de calcina a las tolvas de la planta de Lixiviación; para lo cual se cuenta con una serie de máquinas entre los que se encuentran: Transportadores de rastras para entregar calcina, elevadores de cangilones para alimentar los silos de almacenamiento de calcina, filtro de manga, ventilador y chimenea para proporcionar ventilación a los elevadores de cangilones de los silos de almacenamiento, tolvas de calcina y Silos de almacenamiento. Debido a fallas continuas e inesperadas principalmente por los transportadores de rastras y elevadores de cangilones la Refinería Votorantim Metais – Cajamarquilla solicitó a la empresa Skanska del Perú la implementación del Mantenimiento Centrado en la Confiabilidad (RCM) para superar dichos inconvenientes, debido a que la disponibilidad de estas máquinas muchas veces se encontraban con valores menores a un 95% que según las especificaciones técnicas no eran apropiadas. Skanska del Perú empresa proveedor de diversos servicios implementó el RCM para corregir los problemas antes señalados que como se indicó tuvo que ver con superar los valores de disponibilidad de los elevadores de cangilones máquinas importantes para la operación correspondiente al Almacenamiento y distribución de calcina para la operación de lixiviación, para ello se prestó interés a las fallas y paradas imprevistas de dichas máquinas.
1.2. Formulación del problema 12.1. Problema General
¿Cómo influye la implementación del RCM en la disponibilidad de los Elevadores de Cangilones de la Refinería Votorantim Metais - Cajamarquilla S.A.?
1.3. Objetivos de la investigación
1.3.1 Objetivo general
Determinar la influencia de la implementación del RCM en la disponibilidad de los Elevadores de Cangilones de la Refinería Votorantim Metais - Cajamarquilla S.A.
1.3.2 Objetivos específicos
Describir las técnicas de mantenimiento del mantenimiento centrado en la confiabilidad.
Establecer la relación entre la implementación del mantenimiento centrado en la confiabilidad y la disponibilidad mecánica de los Elevadores de Cangilones de la Refinería Votorantim Metais - Cajamarquilla S.A.
1.4. Justificación
1.4.1 Razones que motivan la investigación
Las razones que motivan la investigación tiene que ver primordialmente con tratar de superar los inconvenientes por continuas paradas de los transportadores de rastras y los elevadores de cangilones de la refinería de zinc de Metais - Cajamarquilla S.A. lo cual afecta la disponibilidad de los mismos, induce a especular que el proceso de mantenimiento no es el más adecuado; por lo que el presente trabajo de investigación propone determinar la influencia de la implementación del mantenimiento centrado en la confiabilidad sobre la disponibilidad de estas máquinas.
1.4.2 Importancia del tema de investigación
Es importante señalar que según datos del fabricante de estas máquinas la disponibilidad mínima debe ser de 95%, pero este valor de la disponibilidad se ve afectada por las constantes paradas inesperadas, y por problemas en el proceso de mantenimiento, por lo que al final trae como consecuencia no tener la máquina operativa lo cual afecta negativamente al ciclo de producción, es por esto que con la implementación del mantenimiento centrado en la confiabilidad (RCM) se examinará si hay mejoras en la disponibilidad mecánica.
1.5. Limitaciones del estudio
Restricciones de tiempo, pues el tiempo conferido para la realización de esta investigación es de dieciséis (16) semanas.
No se cuenta con la suficientes información o documentación técnica sobre los elevadores de cangilones.
Apoyo restringido del personal de la empresa vinculado con el objeto de estudio, el cual sirvió como fuente de provisión de información.
Solo se consideró para este estudio como unidades de estudio a los elevadores de cangilones y no a los transportadores de rastras, máquinas que también presentaban problemas de disponibilidad.
CAPITULO II
MARCO TEORICO 2.1 Antecedentes de la investigación
Robles (2006) en la Universidad Industrial de Santander, Facultad de Ingenierias Físico – Mecánicas presentó el informe denominado “Modelo de gestión de mantenimiento para la planta de cementos Andino, basado en la filosofía RCM 2”, en la que realizó el Análisis de Modo de falla y sus Efectos (AMFE) para lo cual se tuvo en cuenta la experiencia del personal de los procesos operativos especialmente la del personal de producción y de mantenimiento, quienes son los que mejor conocen las máquina, ya que día a día conviven con los equipos y saben cuáles son los principales modos de falla de los mismos. Se ejecutó un estudio del comportamiento de cada área productiva en particular, con el fin de detectar cuál de ellas presenta el rendimiento más bajo, en lo que concierne a disponibilidad y tiempo medio entre fallas, donde detectó que la fase de molienda de cemento es la que tendria a comportarse de una manera menos favorable con 5,96 días de
tiempo medio entre fallas y 95 % en disponibilidad, valores que son inferiores a las demás áreas. En este trabajo se concluye que uno de los aspectos más importantes para para el éxito de dicho estudio es el compromiso que se logre tener, por parte de la alta directiva, a la cual se muestran los beneficios que se pueden obtener a partir de la implementación de esta filosofía.
Martínez (2008), en la Universidad Nacional Experimental Politécnica
“Antonio José De Sucre” de la República Bolivariana de Venezuela desarrolló el trabajo de investigación titulado Evaluación de las condiciones operativas de los elevadores de cangilones (bucket elevators) del sistema de recirculación de finos reducidos en el área de briqueteadoras de la empresa Orinoco Iron S.C.S. cuyo objetivo fue evaluar el desempeño operativo de los elevadores de cangilones del sistema de recirculación de finos de la empresa Orinoco Iron SCS. Para ello se estudio la filosofía de diseño de dichos equipos a través de documentación bibliográfica y planos relacionados con estos. Luego se les hizo un análisis de fallas empleándose varias técnicas conocidas para tal fin, y la información estadística registrada sobre el funcionamiento de los mismos. Se hizo investigación de campo para observar parámetros de operación de estos aparatos y consolidar los resultados de los análisis realizados.
Santillán (2011), en la Facultad de Mecánica de la Escuela Superior Politécnica de Chimborazo presentó la tesis de grado titulado Implementación de un sistema modelo de mantenimiento productivo total en el área de molienda Allis Chalmers de la Empresa Cemento Chimborazo.
Este trabajo presenta una alternativa para la Gestión del Mantenimiento, en
el Área de Molienda Allis Chalmers de la Empresa Cemento Chimborazo, utilizando una estrategia de gestión conocida en el medio como TPM (Mantenimiento Productivo Total), complementando también con herramientas básicas de RCM.
Ledesma, Rosete y Pérez (2011), en el XVII Congreso Internacional Anual de la SOMIM realizado en San Luis Potosí, México presentaron el trabajo denominado Aplicación del sistema RCM en la determinación de causa crítica de fallo en elevador de cangilones , donde se detalla la aplicación del modelo de Mantenimiento Basado en Confiabilidad RCM, para identificar la condición de falla en un equipo elevador de cangilones que se encuentra operando en una planta procesadora de placas de estuco. Dicho modelo se basó en la ejecución de un total de siete etapas que busca con no solo en identificar las situaciones de fallo en un equipo, sino que además propende al entendimiento del nivel de impacto que tendrá una vez que se produzca la falla en la producción, calidad, seguridad, costos y medio ambiente. En este estudio se identificaron las causas raíz de las fallas que se han presentado recurrentemente en el elevador de cangilones; de esta forma se plantearon soluciones factibles que no tan solo incidieron en reducción de los costos por paros no programados y la reposición de componentes dañados, también, se elevó el nivel de confiabilidad en el equipo, contándose de esta manera con un plan de mantenimiento predictivo viable.
2.2 Bases teóricas
2.2.1 Mantenimiento Centrado en la Confiabilidad (RCM)
Moubray (1997, p. 8) indica que el Mantenimiento Centrado en la Confiabilidad (RCM) es “un proceso que se usa para determinar lo que debe hacerse para asegurar que un elemento físico continúe desempeñando las funciones deseadas en su contexto operacional presente”.
Amendola (2011), también señala que el Mantenimiento Centrado en Confiabilidad es una metodología utilizada para determinar sistemáticamente, que debe hacerse para asegurar que los activos físicos continúen haciendo lo requerido por el usuario en el contexto operacional presente. Afirma además que un aspecto clave de la metodología RCM es reconocer que el mantenimiento asegura que un activo continúe cumpliendo su misión de forma eficiente en el contexto operacional. La definición de este concepto se refiere a cuando el valor del estándar de funcionamiento deseado sea igual, o se encuentre dentro de los límites del estándar de ejecución asociado a su capacidad inherente (de diseño) o a su confiabilidad inherente (de diseño); También cita a Smith A. quien define el RCM como “Una filosofía de gestión del mantenimiento, en la cual un equipo multidisciplinario de trabajo, se encarga de optimizar la confiabilidad operacional de un sistema que funciona bajo condiciones de trabajo definidas, estableciendo las actividades más efectivas de mantenimiento en función de la criticidad de los activos pertenecientes a dicho sistema”.
Moubray (2000, p. 7) también indica que el proceso de RCM supone responder siete preguntas acerca del activo o sistema bajo revisión:
¿Cuáles son las funciones y los estándares de desempeño asociados del activo en su contexto operativo presente?
¿En qué formas se falla para cumplir las funciones?
¿Qué es lo que causa cada falla funcional?
¿Qué ocurre cuando se presenta cada falla?
¿En qué forma importa cada falla?
¿Qué puede hacerse para predecir o prevenir cada falla?
¿Qué debería hacerse si no se encuentra una tarea proactiva adecuada?
Barros, Valencia y Vargas, (2014, p. 201) aseveran que la implementación de los programas RCM han mostrado importantes resultados en las organizaciones que utilizan maquinarias y puede ser incorporado dentro del modelo de negocio organizacional. Sin embargo, para su efectiva y exitosa implementación las compañías deben realizar una profunda revisión de sus actuales planes de mercadeo y negocio. Desde el punto de vista cuantitativo, las técnicas estadísticas de optimización de equipos han mostrado ser una herramienta potencial. Sin embargo, desde el punto de cualitativo a partir un conjunto de información como el estudio del proceso, caracterización operacional de la máquina y registro histórico de las fallas presentadas, es posible definir las funciones, fallas funcionales, modos de falla y efectos de las fallas, y representarlas en hoja de información acorde a la filosofía de RCM II, posteriormente se realizar
el análisis de riego, que junto a la matriz de decisión permita determinar las tareas de mantenimiento, frecuencia y responsable en la planta.
2.2.2 Terminología del RCM II
Barros, Valencia y Vargas (2014, p. 201), consideran las siguientes terminologías:
Función: Representa todas las actividades involucradas en la transformación de la materia prima, son el porqué se adquiere un activo físico. Se clasifican en funciones primarias y secundarias.
Falla funcional: Es toda aquella negación de las funciones de una máquina. Se clasifican en fallas funciones parciales o totales.
Modo de falla: Representan las causas que dan origen a una falla funcional.
Efecto de la Falla: Representa las condiciones de cómo se manifiesta un modo de falla, si es evidente o no durante la operación y qué consecuencias tiene para el medio ambiente, la seguridad del operador y para la operación del proceso.
2.2.3 Pasos para la aplicación del RCM II
Barros, Valencia y Vargas (2014, p. 201), señalan la metodología de RCM II considera para su implementación los pasos mostrados en el diagrama de la Figura 2.1.
Figura 2.1 Diagrama de la metodología de RCM II
Fuente: Implementación del RCM II en planta de producción de lingotes de plomo (Barros, Valencia, & Vargas, 2014, p. 201)
2.2.4 Análisis de la Criticidad
En el artículo académico para Engineering Reliability and Management (2003), se afirma que el análisis de la criticidad es un estudio que permite identificar las áreas sobre las cuales se tendrá una mayor atención del mantenimiento en función del proceso que se realiza. La información recolectada en este estudio podrá ser utilizada para:
Priorizar órdenes de trabajo de operaciones y mantenimiento.
Priorizar proyectos de inversión.
Diseñar políticas de mantenimiento.
Seleccionar una política de manejo de repuestos y materiales.
Dirigir las políticas de mantenimiento hacia las áreas o sistemas más críticos.
Amendola (2011) afirma que el objetivo de un análisis de criticidad es establecer un método que sirva de instrumento de ayuda en la determinación de la jerarquía de los procesos, de los sistemas y de
los equipos de una planta compleja, permitiendo subdividir los elementos en secciones que puedan ser manejadas de manera controlada y auditable, indica también que desde el punto de vista matemático la criticidad se puede expresar como:
Así mismo manifiesta que se establecen como criterios fundamentales para realizar un análisis de criticidad los siguientes:
Seguridad.
Ambiente.
Producción.
Costes (operacionales y de mantenimiento).
Tiempo promedio para reparar.
Frecuencia de falla.
Con respecto a los valores obtenidos de la criticidad revela que estos serán ordenados de mayor a menor, y serán graficados utilizando diagramas de barra, lo cual permitirá, de forma fácil visualizar la distribución descendente de los sistemas evaluados. La distribución de barras, en la mayoría de los casos, permitirá establecer de forma fácil tres zonas específicas: alta criticidad, mediana criticidad y baja criticidad. Esta información es la que permite orientar la toma de decisiones, focalizando los esfuerzos en la zona de alta criticidad, donde se ubica la mejor oportunidad de agregar valor y aumentar la rentabilidad del negocio.
Ledesma, Rosete y Pérez (2011), por su parte, afirman que para evaluar la criticidad de los equipos se deben de considerar tres factores:
Factor de criticidad.
Posicionamiento.
Identificación.
Ledesma, Rosete y Pérez, (2011) señalan también que el factor de criticidad es la suma de los niveles de calificación de 11 criterios (Seguridad, Ambiente, Calidad, Costo, Utilización, Alternativa, Impacto de paro, Recurrencia, Tiempo de paro, Experiencia y Refacciones), los cuales tomarán un valor del 1 al 3, este factor será uno de los indicadores para saber que tan crítico es un equipo. El posicionamiento es el valor jerárquico que se le asigna a partir del valor máximo obtenido en el factor de criticidad. La identificación es el resultado deseado sobre el estado del equipo que se está estudiando, este depende del valor obtenido en el posicionamiento, el cual puede ser:
Bajo ≤15.
Alto 15 a 25.
Crítico >25.
Figura 2.2 Valores de la criticidad
Fuente: Curso Confiabilidad operacional (Amendola, 2011)
2.2.5 Confiabilidad Operacional
En el artículo académico para Engineering Reliability and Management (2003, p. 4), se indica que la Confiabilidad Operacional, es la capacidad de una instalación o sistema (integrados por procesos, tecnología y gente), para cumplir su función dentro de sus límites de diseño y bajo un contexto operacional específico. Es importante puntualizar que en un programa de optimización de Confiabilidad Operacional, es necesario el análisis de cuatro factores habilitadores: Confiabilidad Humana, Confiabilidad de los Procesos, Mantenibilidad de los equipos y la Confiabilidad de los equipos.
Figura 2.3Valores de la criticidad
Fuente: Los cuatro aspectos de la Confiabilidad (Engineering Reliability and Management, 2003, p.4)
2.2.6 Disponibilidad en mantenimiento
Mesa, Ortíz y Pizón (2006, p. 157), afirman que la disponibilidad, objetivo principal del mantenimiento, puede ser definida como la confianza de que un componente o sistema que sufrió mantenimiento, ejerza su función satisfactoriamente para un tiempo dado. En la práctica, la disponibilidad se expresa como el porcentaje de tiempo en que el sistema está listo para operar o producir, esto en sistemas que operan continuamente.
En la fase de diseño de equipos o sistemas, se debe buscar el equilibrio entre la disponibilidad y el costo. Dependiendo de la naturaleza de requisitos del sistema, el diseñador puede alterar los niveles de disponibilidad, confiabilidad y mantenibilidad, de forma a disminuir el costo total del ciclo de vida. La Tabla 2.1 muestra que algunos equipos necesitan tener alta confiabilidad, mientras que otros necesitan tener alta disponibilidad o alta mantenibilidad.
Tabla 2. 1 Requisitos de algunos sistemas y enfoque de los indicadores
REQUISITOS EJEMPLOS
1 Alta confiabilidad Poca disponibilidad
Generación de electricidad Tratamiento de agua 2 Alta disponibilidad Refinerías de petróleo
Acerías 3 Alta confiabilidad
Alta mantenibilidad
Incineradores hospitalarios
4 Disponibilidad basada en buena práctica
Procesamiento por etapas
5 Alta disponibilidad Alta confiabilidad
Sistemas de emergencia Plataformas petroleras
Fuente: La Confiabilidad, la Disponibilidad y la Mantenibilidad, Disciplinas Modernas Aplicadas al Mantenimiento (2006)
Matemáticamente la disponibilidad , se puede definir como la relación entre el tiempo en que el equipo o instalación quedó disponible para producir TMEF y el tiempo total de reparación TMPR.
Es decir:
ó
El TMPR o tiempo medio de reparación, depende en general de:
La facilidad del equipo o sistema para realizarle mantenimiento.
La capacitación profesional de quien hace la intervención.
De las características de la organización y la planificación del mantenimiento.
Mesa, Ortíz y Pizón, (2006, p. 157), alegan también que el factor primario que distingue a las empresas líderes en disponibilidad, es
que ellas reconocen que la confiabilidad no es simplemente un resultado del esfuerzo de reparación, ellas están convencidas de que la eliminación de las fallas crónicas es su misión primordial. Las reparaciones en el mantenimiento, en este tipo de industria, son vistas de forma diferente. Las reparaciones no son esperadas, son vistas como casos excepcionales y resultantes de alguna deficiencia en la política de mantenimiento o descuido de la gerencia de mantenimiento. Un análisis detallado del problema, acompañado por un programa sólidamente estructurado de mejora de la confiabilidad, es la base para la eliminación de mucho trabajo innecesario. La organización es dimensionada para gerenciar un sistema de monitoreo basado en la condición y fija una alta prioridad para eliminar fallas.
Felipe (2008, p. 31), asevera que la disponibilidad es la probabilidad de que el equipo esté operando satisfactoriamente en el momento en que sea requerido después del comienzo de su operación y se usa bajo condiciones estables; el tiempo total considerado puede incluir el tiempo de operación, tiempo activo de reparación, tiempo inactivo, tiempo en mantenimiento preventivo, tiempo administrativo y tiempo logístico de acuerdo con el tipo de disponibilidad seleccionada. Afirma además que La disponibilidad es una medida importante y útil en casos en que el usuario debe tomar decisiones para elegir un equipo entre varias alternativas. Para tomar una decisión objetiva con respecto a la adquisición del nuevo equipo, es necesario utilizar información que abarque todas las características relacionadas, entre
ellas la disponibilidad, que es una medida que suministra una imagen más completa sobre el perfil de funcionalidad.
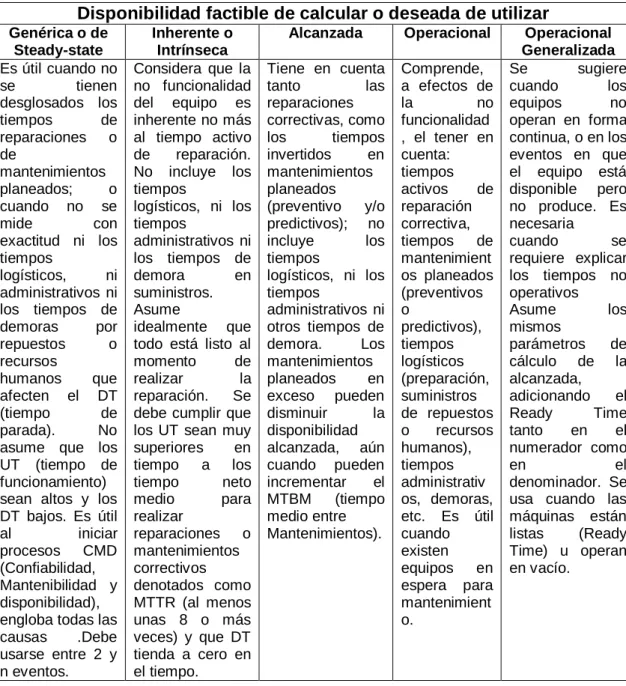
Felipe (2008, p. 32), alega también que existen diversos tipos de disponibilidad tal como se muestra en la Tabla 2.2.
Tabla 2.2 Tipos de disponibilidad
Disponibilidad factible de calcular o deseada de utilizar
Genérica o de Steady-state
Inherente o Intrínseca
Alcanzada Operacional Operacional Generalizada Es útil cuando no
se tienen
desglosados los tiempos de reparaciones o de
mantenimientos planeados; o cuando no se
mide con
exactitud ni los tiempos
logísticos, ni administrativos ni los tiempos de demoras por repuestos o recursos
humanos que afecten el DT (tiempo de parada). No asume que los UT (tiempo de funcionamiento) sean altos y los DT bajos. Es útil al iniciar procesos CMD (Confiabilidad, Mantenibilidad y disponibilidad), engloba todas las causas .Debe usarse entre 2 y n eventos.
Considera que la no funcionalidad del equipo es inherente no más al tiempo activo de reparación.
No incluye los tiempos
logísticos, ni los tiempos
administrativos ni los tiempos de
demora en
suministros.
Asume
idealmente que todo está listo al momento de realizar la reparación. Se debe cumplir que los UT sean muy superiores en tiempo a los tiempo neto medio para realizar
reparaciones o mantenimientos correctivos denotados como MTTR (al menos unas 8 o más veces) y que DT tienda a cero en el tiempo.
Tiene en cuenta
tanto las
reparaciones correctivas, como los tiempos invertidos en mantenimientos planeados (preventivo y/o predictivos); no incluye los tiempos
logísticos, ni los tiempos
administrativos ni otros tiempos de demora. Los mantenimientos planeados en exceso pueden disminuir la disponibilidad alcanzada, aún cuando pueden incrementar el MTBM (tiempo medio entre Mantenimientos).
Comprende, a efectos de
la no
funcionalidad , el tener en cuenta:
tiempos activos de reparación correctiva, tiempos de mantenimient os planeados (preventivos o
predictivos), tiempos logísticos (preparación, suministros de repuestos o recursos humanos), tiempos administrativ os, demoras, etc. Es útil cuando existen equipos en espera para mantenimient o.
Se sugiere cuando los equipos no operan en forma continua, o en los eventos en que el equipo está disponible pero no produce. Es necesaria
cuando se
requiere explicar los tiempos no operativos
Asume los
mismos
parámetros de cálculo de la alcanzada, adicionando el Ready Time tanto en el numerador como
en el
denominador. Se usa cuando las máquinas están listas (Ready Time) u operan en vacío.
Fuente: Implementación de un programa de mantenimiento preventivo en la línea de producción de pila R06 en la planta de manufactura de Tronex Battery Company S.A. (Felipe, 2008, p. 33)
Jimenez (2011), manifiesta que disponibilidad, es la capacidad de un activo o componente para estar en un estado (arriba) para realizar una función requerida bajo condiciones dadas en un instante dado de tiempo o durante un determinado intervalo de tiempo, asumiendo que los recursos externos necesarios se han proporcionado. Es decir, cuando se habla de confiabilidad el componente trabaja continuamente durante un periodo de tiempo dado, en otras palabras la función del componente no se interrumpe, el componente se pone en operación (arriba) y se mantiene arriba. Por otra parte cuando se habla de disponibilidad el componente es puesto arriba en un instante dado y no importa lo que pase después, la función del componente puede ser interrumpida sin ningún problema.
Jimenez (2011), Indica que las ecuaciones matemáticas que se utilizan en el ámbito operacional para el de la confiabilidad y disponibilidad son:
La confiabilidad operacional CO
La disponibilidad Operacional DO
Donde:
MTBF (Mean Time Between Failures): Es el Tiempo promedio entre Fallas.
MTTR (Mean Time To Repair): Es el Tiempo Promedio para Reparar.
MUT (Mean Up Time): es Tiempo Promedio en Operación (arriba) o Tiempo promedio para fallar (MTTF).
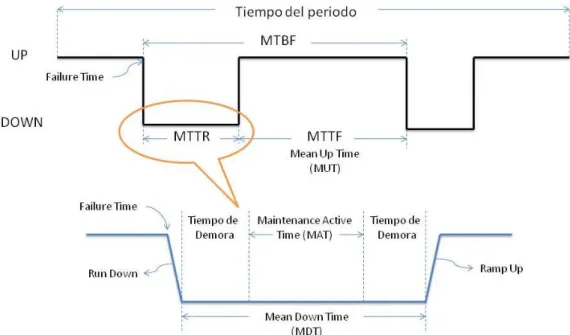
De las ecuaciones anteriores se tiene que la de Confiabilidad está regida por el tiempo entre fallas (MTBF) el cual involucra la ocurrencia de esta, mientras que la de Disponibilidad tiene que ver con los tiempos de operación (MUT) y los tiempos fuera de servicio (MTTR), estos últimos pueden o no tomar en cuenta a los tiempos dedicados a los mantenimientos preventivo, las actividades de mantenimiento correctivos programados y las reparaciones de fallas de los componentes.
Dicho lo anterior se puede reformular la explicación inicial diciendo que cuando se habla de confiabilidad se hace referencia a los tiempos que involucran la ocurrencia de una falla y cuando se habla de disponibilidad se refiere a los tiempos de operación y fuera de servicio de los componentes, incluyendo o no los PM, CM y las fallas.
Figura 2.4 Tiempos de mantenimiento
Fuente: Confiabilidad, Disponibilidad y Mantenibilidad, entendiendo sus diferencias (Jimenez N., 2011)
2.2.7 Elevadores a cangilones
Para Innova Ingeniería (2009), los elevadores a cangilones se utilizan para el transporte de materiales de variada clase, ya sea a granel, secos, húmedos e inclusive líquidos. Constan de una banda o cadena motora accionada por una polea de diseño especial (tipo tambor) que la soporta e impulsa, sobre la cual van fijados un determinado número de cangilones. El cangilón es un balde que puede tener distintas formas y dimensiones, construido en chapa de acero o aluminio y modernamente en materiales plásticos, de acuerdo al material a transportar. Van unidos a la banda o cadena por la parte posterior, mediante bulones, en forma rígida. Los materiales a emplear en sus distintas partes dependerá del material a transportar; son construidos y calculados bajo norma CEMA.
Según Innova Ingeniería (2009), los elementos que complementan el elevador son:
Cabezal motriz con carenado de descarga.
Cabezal tensor con tolva de carga.
Pantalón visor.
Pantalones típicos.
Banda transportadora.
Poleas.
Cangilones.
Compuertas laterales para mantenimiento de la banda, limpieza y reemplazo de cangilones.
Los elevadores de cangilones son los sistemas más utilizados para el transporte vertical de materiales a granel, secos, húmedos e incluso líquidos.
Son diseñados con amplias opciones de altura, velocidad y detalles constructivos según el tipo de material que tienen que transportar.
Se montan en módulos para permitir definir de manera más eficaz la altura útil necesaria.
1. Discharge spout
2. Steel split upper head section
3. Head sprocket
4. Roller bearing pillow blocks and head shaft
5. Roller bearing pillow blocks support
6. Elevator chain
7. Self supporting casing with steel side panels braked for stiffness. Jig welded dust tight construction
8. Inlet spout
9. Steel boot section
10. Front and rear access panels
11. Screw or internal gravity take up to assure proper alignment of foot shaft, sprockets and chain
12. Large access doors for easy inspection
13. Elevator buckets Figura 2.5 Partes de elevedaor de cangilones
Fuente: (Installation, Operating & Maintenance Manual, Continental Conveyor)
2.3 Bases conceptuales
2.3.1 Mantenimiento Centrado en la Confiabilidad (RCM)
Metodología desarrollada, con la finalidad de determinar las mejores políticas para optimizar las funciones de los activos físicos y manejar las consecuencias de sus fallas.
2.3.2 Disponibilidad de los elevadores de cangilones
Porcentaje en el cual estuvieron disponibles de equipos de almacenamiento y distribución de calcina, teniendo en cuenta que el tiempo de disponibilidad representado como un porcentaje equivale a las horas disponibles apagadas más las horas que estuvo en operación sobre las horas del período.
2.4 Hipótesis
La implementación del RCM mejora (incrementa) la disponibilidad de los Elevadores de Cangilones de la Refinería Votorantim Metais - Cajamarquilla S.A.
2.5 Operacionalización de variables
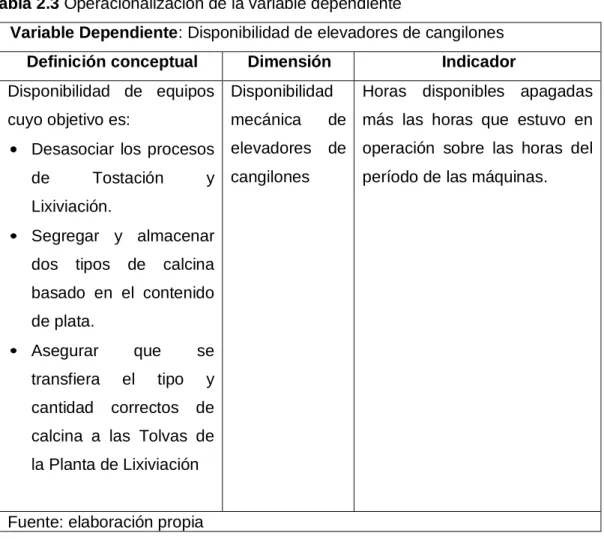
Tabla 2.3 Operacionalización de la variable dependiente
Variable Dependiente: Disponibilidad de elevadores de cangilones Definición conceptual Dimensión Indicador Disponibilidad de equipos
cuyo objetivo es:
Desasociar los procesos de Tostación y Lixiviación.
Segregar y almacenar dos tipos de calcina basado en el contenido de plata.
Asegurar que se transfiera el tipo y cantidad correctos de calcina a las Tolvas de la Planta de Lixiviación
Disponibilidad mecánica de elevadores de cangilones
Horas disponibles apagadas más las horas que estuvo en operación sobre las horas del período de las máquinas.
Fuente: elaboración propia
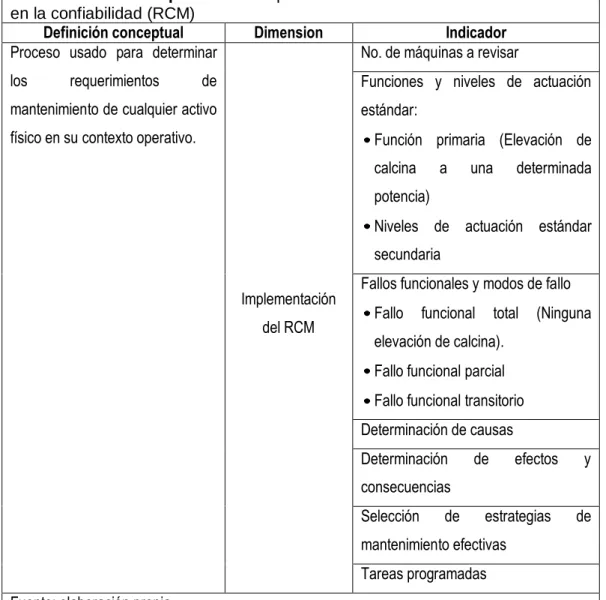
Tabla 2.4 Operacionalización de la variable independiente
Variable Independiente: Implementación del mantenimiento centrado en la confiabilidad (RCM)
Definición conceptual Dimension Indicador
Proceso usado para determinar los requerimientos de mantenimiento de cualquier activo físico en su contexto operativo.
Implementación del RCM
No. de máquinas a revisar
Funciones y niveles de actuación estándar:
Función primaria (Elevación de calcina a una determinada potencia)
Niveles de actuación estándar secundaria
Fallos funcionales y modos de fallo Fallo funcional total (Ninguna
elevación de calcina).
Fallo funcional parcial Fallo funcional transitorio Determinación de causas
Determinación de efectos y consecuencias
Selección de estrategias de mantenimiento efectivas
Tareas programadas Fuente: elaboración propia.
CAPITULO III
METODOLOGÍA DE LA INVESTIGACIÓN 3.1 Método de investigación
Como en casi todo proceso de investigación, en este caso se consideran el método empírico (observación, medición) y el método teórico (problema e hipótesis de investigación) ya que estos métodos nunca están separados.
Unos y otros emplean técnicas específicas, lo mismo que técnicas comunes a ambos.
3.2 Tipo de investigación
Espinoza (2014, pág. 90), indica que la investigación básica tiene como propósito ampliar el conocimiento científico a partir de la observación del funcionamiento de los fenómenos de la realidad.
Por lo tanto el tipo de investigación a desarrollarse en este estudio es el básico; debido a que el fin de esta investigación es prestar atención a la
relación existente entre la implementación del mantenimiento centrado en la confiabilidad (RCM) con la disponibilidad de los cangilones requeridos para el proceso de lixiviación de zinc de la Refinería Votorantim Metais - Cajamarquilla S.A.
3.3 Nivel de investigación
El nivel de investigación es el descriptivo ya que el propósito de esta investigación es la de observar el comportamiento de las variables sin la influencia del investigador para modificarlas.
Espinoza Montes, C (2014, p.90), señala que: la investigación descriptiva tiene como propósito describir los objetos de investigación tal como están funcionando u ocurriendo. El investigador no debe influir en el funcionamiento del objeto de investigación.
3.4 Diseño de investigación
El diseño de esta investigación corresponde al transversal correlacional – causal debido a que se busca establecer la relación existente entre la implementación del RCM con la disponibilidad de los cangilones. Es decir el presente estudio se clasifica dentro del diseño de investigación no experimental, del tipo descriptiva correlacional, de corte transversal.
Según (Hernández, Fernández y Baptista, 2014, p. 157), los diseños correlacionales causales describen relaciones entre dos o más categorías, conceptos o variables en un momento determinado. A veces, únicamente en términos correlacionales, otras en función de la relación causa-efecto (causales).
3.5 Población, muestra o unidad de observación Unidad de estudio
Teniendo en cuenta que la unidad de estudio es la unidad de la cual se necesita información, en este caso estuvo constituido por los cuatro elevadores de cangilones requeridos para el proceso de lixiviación de zinc de la Refinería Votorantim Metais - Cajamarquilla S.A., debido a que los mismos forman parte indispensable para la operación de almacenamiento y distribución de calcina, cuyas características mecánicas, usos y productos finales son comunes y por tanto representan el total de elementos a quienes se refiere la investigación y de las cuales podrían generalizarse los resultado; las características de estos elevadores de cangilones se detallan en la Tabla 3.1.
Tabla 3.1 Elevadores de cangilones consideradas para el estudio
ÍTEM MÁQUINA FABRICANTE MODELO SERIE
01 Elevador de cangilones AMEC DS40-4412 D2358.4412 02 Elevador de cangilones AMEC DS40-4412 D2359.4412 03 Elevador de cangilones AMEC DS40-4412 D2360.4412 04 Elevador de cangilones AMEC DS40-4412 D2361.4412 Fuente: Elaboración propia
Unidad de observación
Considerando que es la unidad dimensional para evaluar la variable de estudio; para este caso las unidades de observación son los registros de los valores de disponibilidad, de los elevadores de cangilones.
Población
En este caso la población estará constituida por cada una de los registros de disponibilidad promedio mensual de los elevadores de cangilones, tal como se indica en la Tabla 3.2.
Tabla 3.2 Disponibilidad mensual de elevadores de cangilones consideradas para el estudio
ID_DISP DISPONIBILIDAD IMPLEM_RCM DISP_GRUPO
1 0,93838 No < a 95%
2 0,93838 No < a 95%
3 0,94538 No < a 95%
4 0,94958 No < a 95%
5 0,93838 No < a 95%
6 0,94118 No < a 95%
7 0,95098 No >= a 95%
8 0,94958 No < a 95%
9 0,95658 No >= a 95%
10 0,95658 No >= a 95%
11 0,96089 No >= a 95%
12 0,96648 No >= a 95%
13 0,95518 No >= a 95%
14 0,95378 No >= a 95%
15 0,95810 No >= a 95%
16 0,96648 No >= a 95%
17 0,96080 Si >= a 95%
18 0,95940 Si >= a 95%
19 0,95800 Si >= a 95%
20 0,95790 Si >= a 95%
21 0,96060 Si >= a 95%
22 0,96070 Si >= a 95%
23 0,96360 Si >= a 95%
24 0,95800 Si >= a 95%
25 0,95940 Si >= a 95%
26 0,96210 Si >= a 95%
27 0,96480 Si >= a 95%
28 0,96630 Si >= a 95%
29 0,97500 Si >= a 95%
30 0,98040 Si >= a 95%
31 0,98060 Si >= a 95%
32 0,98180 Si >= a 95%
33 0,97760 Si >= a 95%
34 0,97490 Si >= a 95%
35 0,97500 Si >= a 95%
36 0,98180 Si >= a 95%
37 0,98190 Si >= a 95%
38 0,97900 Si >= a 95%
39 0,97900 Si >= a 95%
40 0,97910 Si >= a 95%
Fuente: Elaboración propia Muestra
La selección de registros de los valores de disponibilidad, de los elevadores de cangilones que se inspeccionaron como muestra se hizo de manera ocasional, estos fueron considerados de acuerdo a los reportes de disponibilidad mensual de cada uno de dichas máquinas durante el periodo de estudio correspondiente.
3.6 Técnicas e instrumentos de recolección de datos
Las técnicas aplicadas para la recolección y análisis de la información para evaluación de la disponibilidad de los elevadores de cangilones se realizaron mediante:
Recolección de datos de fuente primaria:
A través de la observación directa, el cual es un procedimiento que se basa en lo percibido por el investigador, esta técnica fue utilizada con el propósito
de especificar el proceso y verificar cuál los escenarios antes y después de la implementación del RCM.
Martínez (2008, p. 48), cita a Van Dalen y Meyer (1981) quienes señalan que
“la observación desempeña un importante papel en la investigación, porque proporciona uno de los elementos fundamentales de la ciencia, es decir los hechos. El investigador se entrega a esta actividad durante las diversas etapas de su trabajo utilizando sus sentidos: el oído, la vista, el olfato, el tacto y el gusto, acumula hechos que lo ayudan a identificar un problema.”
Así mismo se realizó entrevistas no etructuradas al personal de operaciones según las jornadas de trabajo.
Recolección de datos de fuente secundaria:
En este caso se utilizó la técnica del Control Documental; recurriendo principalmente a reportes e historial de las máquinas en estudio.
Los instrumentos de recolección de datos empleados en este caso se basaron formatos utilizados por la empresa.
3.7 Procedimiento de recolección de datos
Para la recolección de datos y su posterior análisis; necesarios para la ejecución de la investigación realizada, se procedió de la siguiente manera:
Recolección y estudio de información bibliográfica y digital:
Se recopiló todo el material bibliográfico (libros, manuales, etc.) y digital posible para la elaboración de los antecedentes y el marco teórico, así mismo se reunió información de fallas y registros de disponibilidad de los
elevadores de cangilones, todo ello para el análisis respectivo antes de implementarse el RCM.
Observación directa y recolección de fuente primaria:
Durante la implementación del RCM se llevó a cabo la observación de las máquinas en el área, para así conocer las condiciones de operación y de mantenimiento en que se encontraban. Para ello fue necesario revisar el historial, realizar la inspección y trabajos de mantenimiento requeridos por dichas máquinas y finalmente se evaluó el funcionamiento y la disponibilidad de cada una de estas máquinas.
CAPITULO IV
MANTENIMIENTO CENTRADO EN LA CONFIABILIDAD DE LOS ELEVADORES DE CANGILONES
De acuerdo al requerimiento solicitado la Refinería Votorantim Metais - Cajamarquilla S.A. se implementó el RCM para lo cual se siguió los siguientes pasos:
4.1 Definición del Equipo de trabajo RCM
La Refinería Votorantim Metais - Cajamarquilla S.A. realiza los trabajos de mantenimiento de planta a través de la empresa Skanska del Perú; esta última fue la responsable de conformar el grupo RCM que estuvo conformado esencialmente por el Departamento de mantenimiento de Skanska del Perú en coordinación con la alta dirección del área de producción de dicha Refinería. Para este caso en particular el Departamento de mantenimiento de Skanska del Perú estuvo integrada por 1 ingeniero mecánico con especialización en confiabilidad de equipos, 1 ingeniero
mecánico – Supervisor de mantenimiento, 2 técnicos mecánicos y 1 técnico electricista, así mismo se integró a este equipo personal de la Refinería Votorantim Metais - Cajamarquilla S.A. específicamente a un Supervisor de operación y 2 operadores de planta, quienes desde sus funciones y roles dentro de la compañía trabajaron para obtener las Hojas de Información y de Decisión de RCM en forma ordena y efectiva durante 9 meses.
4.2 Selección del Sistema y definición del contexto operacional
Por las característica del trabajo realizado el nivel de detalle empleado fue el Nivel sistema, esto se debe a que un análisis modal de fallos y efecto (AMFE) para un nivel de parte de toda una planta resultaría complicado e irrealizable por el tiempo y condiciones de esta investigación, además, un AMFE a nivel Planta resultaría superficial o poco eficiente para la gestión de mantenimiento en la organización.
El área de trabajo correspondió al espacio relacionado con el proceso de lixiviación del zinc; proceso en que un compuesto metálico soluble se extrae del concentrado disolviéndolo en un solvente; pero específicamente esta investigación que se centró en los elevadores de cangilones pertenecen a la operación de almacenamiento y distribución de calcina
Descripción del proceso de lixiviación de zinc:
Objetivos
Disolver el zinc contenido en el producto del paso de tostación (calcina), en una solución de ácido sulfúrico (electrolito gastado).
Rechazar el hierro de la solución lixiviada como residuo sólido (Goetita).
Recuperar un residuo de Pb/Ag apto para tratamiento posterior.
Generar una corriente de proceso intermedia de la que pueda recuperarse un residuo concentrado de indio.
Operaciones unitarias
Almacenamiento y distribución de calcina.
Lixiviación Neutra.
Lixiviación Acida 1.
Lixiviación Acida 2 .
Lavado de Plomo/Plata y Filtración de Pb/Ag.
Reducción ácida 1 . Pre-Neutralización.
Precipitación y filtración de Goetita.
Almacenamiento y distribución de calcina Objetivos
Desasociar los procesos de Tostación y Lixiviación.
Segregar y almacenar dos tipos de calcina basado en el contenido de plata.
Asegurar que se transfiera el tipo y cantidad correctos de calcina a las Tolvas de la Planta de Lixiviación.
Máquinas - Equipos
Transportadores de rastras para entregar calcina.
Elevadores de cangilones para alimentar los silos de almacenamiento de calcina.
Filtro de manga, ventilador y chimenea para proporcionar ventilación a los elevadores de cangilones de los silos de almacenamiento.