i
UNIVERSIDAD NACIONAL DEL CENTRO DEL PERÚ
FACULTAD DE INGENIERÍA MECÁNICA
TESIS
PRESENTADA POR EL BACHILLER:
CAMARENA ALVARO, RONALD ANTONIO
PARA OPTAR EL TÍTULO PROFESIONAL DE:
INGENIERO MECÁNICO
HUANCAYO – PERÚ 2016
Influencia de Parámetros de Soldeo en Unión de Tuberías del Proyecto
Línea Impulsión de Agua Desalinizada – Cerro Lindo - Milpo
ii ASESOR
Ing. Clever Mercado Méndez
iii
AGRADECIMIENTO
A la Universidad Nacional del Centro del Perú y en especial a la facultad de Ingeniería mecánica.
A los profesionales y amigos en la empresa por las facilidades y acceso de información otorgada durante el desarrollo de este trabajo.
A mis padres por su apoyo, consejos y enseñanzas ha hecho que yo siga creciendo personal y profesionalmente.
A mis amigos que siempre me dieron aliento en todo momento y su apoyo a lo largo de mi formación profesional.
iv
DEDICATORIA
El presente trabajo está dedicado a mis padres, amigos, familiares, quienes me dieron esas ganas de seguir luchando y lograr cada uno de los objetivos trazados, a mi padre y madre me ha brindado la ayuda y apoyo en cada momento, pese a todas las adversidades que se han ido presentando, que sin ellos no me hubiese podido logar un objetivo más, a mis compañeros de la universidad que siempre estuvieron hay para apoyarnos y aconsejarnos.
v
RESUMEN
El trabajo de investigación está situado en cerro lindo compañía minera Milpo, donde se realiza el montaje de una nueva línea de conducción de agua desalinizada que consta de tres tramos y el tramo III es la unidad de estudio. En el montaje y soldeo de las tuberías se presentan defectos en las uniones de soldadura. Estos defectos son la causa principal para que las uniones soldadas no sean aceptadas por el área de calidad, debido a que estos defectos traerán grandes problemas y fallas en el funcionamiento y que traen retrasos en la realización del proyecto en la reparación de las juntas soldadas. Los parámetros de estudio definidos son: la humedad, caída de tensión debido a la temperatura y la distancia de conexión. En el presente trabajo tiene como objetivo definir los parámetros en cuanto afecta en el soldeo de tuberías en el proyecto, realizando una investigación correlacional. Y definiendo que acciones se debe tomar en cada variable en el proceso de soldeo para poder tener uniones de soldadura sin defectos y de calidad.
vi
Se analizó la variable de humedad y se definió los parámetros que se debe tener en cuenta para que los cordones de soldadura no presenten porosidad, se analizó la variable de caída de tensión y se definió los parámetros que se debe tener para que los cordones no presenten defectos de penetración, inclusión de escoria y falta de fusión en los bordes. Con los datos obtenidos se realizó la prueba de hipótesis de cada variable
Palabras claves: soldeo de tubería, caída de tensión, humedad, defectos de soldeo.
vii ABSTRAC
The research is located in Cerro Lindo mining company Milpo, where the installation of a new pipeline of desalinated water which consists of three sections and section III is the unit of study is conducted. Assembling and welding of pipes defects with weld joints. These defects are the leading cause for welded joints are not accepted by the area of quality, because these defects will bring big problems and malfunctions and bring delays in the project in the repair of the welded joints.
Defined parameters study are: humidity, voltage drop due to the temperature and the connection distance. In this paper it aims to define the parameters as it affects the welding of pipes in the project, conducting a correlational research. And defining what actions should be taken in each variable in the welding process in order to have flawless welding joints and quality.
the moisture variable was analyzed and parameters that must be taken into account so that the weld seams do not show porosity is defined, the variable voltage drop was analyzed and parameters must be defined so that the cords do not present
viii
penetration defects, slag inclusion and lack of fusion at the edges. With the obtained data hypothesis testing was performed for each variable
Keywords: pipe welding, voltage drop, moisture, welding defects.
ix
INDICE GENERAL
Página
ASESOR ... ii
AGRADECIMIENTO ... iii
DEDICATORIA ... iv
RESUMEN ... v
ABSTRAC ... vii
INDICE GENERAL... ix
INDICE DE FIGURAS ... xii
INDICE DE TABLAS ... xiv
INTRODUCCIÓN ... 1
CAPITULO I PLANTEAMIENTO DEL ESTUDIO CAPITULO I ... 3
1.1Planteamiento del problema ... 3
1.2Formulación del problema ... 6
Problema General ... 6
1.3Objetivos de la investigación ... 6
x
Objetivo general ... 6
1.3.2 Objetivos específicos ... 6
1.4Justificación ... 6
1.4.1 Razones que motivan la investigación ... 6
1.4.2 Importancia del tema de investigación ... 7
1.5Limitaciones del estudio... 7
1.5.1 limitaciones en aceptación de calidad ... 7
CAPITULO II MARCO TEORICO CAPITULO II ... 8
2.1 Antecedentes de la investigación ... 8
2.2 Bases teóricas ... 9
2.3 Bases conceptuales ... 40
2.4 Hipótesis ... 40
2.5 Operacionalización de variables ... 41
CAPITULO III METODOLOGÍA DE LA INVESTIGACIÓN CAPITULO III ... 42
3.1 Método de investigación ... 42
3.2 Tipo de investigación ... 42
3.3 Nivel de investigación ... 43
3.4. Diseño de investigación ... 43
xi
3.5 Población, muestra o unidad de observación ... 43
3.6 Técnicas e instrumentos de recolección de datos ... 43
3.7 Procedimiento de recolección de datos ... 44
CAPITULO IV Determinación de los Parámetros de Soldeo y la Unión de Tuberías CAPITULO IV ... 45
4.1 Caída De Tensión ... 45
4.2. Humedad en el Soldeo ... 53
CAPITULO V RESULTADOS DE LA INVESTIGACIÓN CAPITULO V ... 56
5.1 Presentación De Resultados caída de tensión ... 57
5.1.1 Tablas ... 57
5.2 Análisis Estadístico De Los Resultados ... 59
5.3 Prueba De Hipótesis ... 60
5.4 Discusión e Interpretación de Resultados ... 60
5.5 Presentación De Resultados de la humedad ... 61
5.5.1 Tablas ... 61
5.5.2 Gráficos ... 62
5.6 Análisis Estadístico De Los Resultados ... 62
5.7 Prueba De Hipótesis ... 63
5.8 Discusión e Interpretación de Resultados ... 63
5.9 Aportes y Aplicaciones ... 64
xii
INDICE DE FIGURAS
Figura N° 1.1: Ubicación – CERRO LINDO COMPAÑÍA MINERA MILPO ... 4
Figura N° 1.2: Ubicación del tramo de la línea de impulsión de agua desalinizada. ... 4
Figura N° 1.3: Ubicación del tramo III ... 5
Figura N° 2.1: Elementos de un circuito de soldadura típico para soldadura de metal protegido ... 10
Figura N° 2.3: Fusión de electrodo ... 13
Figura N° 2.4: Flujo eléctrico ... 14
Figura N° 2.5: Polaridad directa ... 16
Figura N° 2.6: Polaridad invertida ... 16
Figura N° 2.7: Interpretación de norma ... 22
Figura N° 2.8: Circuito equivalente en línea corta ... 25
Figura N° 2.9: Diagrama vectorial ... 25
Figura N° 2.15: Movimientos Oscilatorios Comunes. ... 31
xiii
Figura N° 2.16: Junta de tubo en posición vertical ascendente. ... 32
Figura N° 2.17: soldadura en ejes. ... 33
Figura N° 5.1: grafico distancia y temperatura. ... 58
Figura N° 5.2: grafico distancia y temperatura. ... 59
Figura N° 5.3: grafico porcentaje de humedad y temperatura. ... 62
Figura N° A.1: Montaje de línea de tubería ... 72
Figura N° A.2: Montaje de línea de tubería ... 72
Figura N° A.3: Montaje de línea de tubería ... 73
Figura N° A.4: Montaje de línea de tubería ... 73
Figura N° A.5: Montaje de línea de tubería ... 74
Figura N° A.6: Montaje de línea de tubería ... 74
Figura N° A.7: Montaje de línea de tubería ... 75
Figura N° A.8: Montaje de línea de tubería ... 75
Figura N° A.9: Protocolo de inspección de soldadura ... 76
Figura N° A.10: Protocolo de inspección de soldadura ... 77
xiv
INDICE DE TABLAS
Tabla N° 2.1: Resumen de las funciones de algunas materias primas. ... 20
Tabla N° 2.2: Resumen de las funciones de algunas materias primas ... 22
Tabla N° 2.3: Defecto de intensidad muy baja ... 23
Tabla Nº 2.4: Valores de la resistividad y del coeficiente de temperatura de los conductores más utilizados. ... 27
Tabla N° 2.5: Donde la conductividad 𝛄 (en m/Ωmm²)se puede tomar de la siguiente tabla ... 29
Tabla N° 2.6: límite de caída de tensión reglamentario ... 29
Tabla 2.7: Posición de soldadura ... 34
Tabla Nº 2.8: orientación del electrodo. ... 35
Tabla Nº 2.10: Defecto debido a la humedad ... 35
Tabla Nº 2.5.1: Operacionalizacion de la variable dependiente ... 41
Tabla Nº 2.5.2: Operacionalizacion de la variable independiente ... 41
xv
Tabla Nº 5.1: Caída de tensión tomando en cuenta la longitud y temperatura.
... 57 Tabla Nº 5.3: Defecto debido a la caída de tensión ... 59 Tabla Nº 5.5: Caída de tensión tomando en cuenta la longitud y temperatura.
... 61 Tabla Nº 5.6: Defecto del porcentaje de humedad ... 63 Tabla Nº A1: Tabla de porcentaje de humedad y temperatura. ... 70 Tabla Nº A2: Tabla de conversión permite saber el diámetro y superficie o
área de sección del conductor, conociendo el número AWG . 71
1
INTRODUCCIÓN
El proyecto se realiza en la unidad de producción cerro lindo de la compañía minera Milpo, se realizó el montaje y soldeo de tuberías para la conducción de agua desalinizada, se definió los parámetros que afectaban en la calidad de juntas soldadas.
Las uniones de las tuberías se realizó por medio de soldadura por arco eléctrico proceso SMAW. La soldadura eléctrica por arco, es el procedimiento por el que se realiza la unión entre dos partes metálicas, aprovechando el calor desarrollado por el arco eléctrico que se libera entre un electrodo (metal de adjunción) y el material por soldar. La alimentación del arco de soldadura se puede obtener con una máquina generadora de corriente alterna (soldadora).
La tubería es de 10 pulgadas cédula 40 de acero, en todo la trayectoria de montaje y soldeo que abarca el proyecto.
CAPITULO I, Planteamiento el estudio, el problema general es; cómo influye los parámetros de soldeo en unión de tuberías del proyecto línea de impulsión de agua salinizada. El objetivo es la determinar la influencia de los parámetros de soldeo en la unión de tuberías del proyecto línea de impulsión de agua salinizada. La justificación que motivan este estudio, son los defectos presentados en los
2
cordones de soldadura y que acciones se debe tomar en cuenta para que estos parámetros no generen defectos y sean aceptados por el área de calidad de proyectos de la compañía minera.
CAPITULO II, Marco teórico, en este capítulo contiene las variables de estudio.
Las variables definidas y delimitadas en esta investigación son: la humedad, la caída de tensión respecto a la temperatura y distancia. También contiene la teoría relacionada al estudios de investigación de este trabajo, La hipótesis de este trabajo es; los parámetros de soldeo influyen negativamente en la calidad de unión de tuberías del proyecto línea de impulsión de agua salinizada – cerro lindo - Milpo.
También contiene la operacionalizacion de variables.
CAPITULO III, Metodología de la investigación, en este capítulo contiene la metodología de investigación de análisis – síntesis; tipo de investigación básico correlativo; nivel de investigación correlacional; diseño de investigación descriptivo correlacional; la técnica de recolección de datos documental
CAPITULO VI, este capítulo contiene la determinación de los parámetros de soldeo y la unión de tuberías, se realizó en este capítulo los cálculos en cada variable de estudio. Se analizó cada una de las variables con los datos tomados de campo, el porcentaje de humedad en las diferentes temperaturas, la caída de tensión en función a la temperatura y longitud de conexión.
CAPITULO V, en este capítulo se presentan los resultados obtenidos en los anteriores capítulos. La finalidad de todo este trabajo de investigación es determinar los parámetros de las variables delimitadas en que no tengas influencias en los defectos generados en el soldeo de las tuberías y sean aceptadas por el área de calidad.
3
CAPITULO I
PLANTEAMIENTO DEL ESTUDIO 1.1 Planteamiento del problema
V y P ICE S.A.C. es una empresa dedicada a suministrar nuestros productos y servicios de mantenimiento, mecánico, eléctrico e infraestructura metalmecánica de equipos de minería.
V y P ICE S.A.C. desarrolla el Proyecto Línea De Impulsión de Agua Desalinizada – Cerro Lindo – Milpo
El Proyecto, está ubicado en La Unidad Minera Cerro lindo en el distrito de Chavín, provincia de Chincha, región Ica. Actualmente está procesando minerales con contenidos de Zn, Cu y Pb en aproximadamente 20,000 TMD.
La demanda de agua para el procesamiento de minerales extraído es limitada por lo que se realizó el proyecto de implementación el sistema de bombeo de agua.
4
Figura N° 1.1: Ubicación – CERRO LINDO COMPAÑÍA MINERA MILPO Fuente:https://www.google.com.pe/maps/place/Cerro+lindo/@13.0801916,-
75.9921092,9z/data=!4m2!3m1!1s0x0:0xa15a6d4cf69ae579
Figura N° 1.2: Ubicación del tramo de la línea de impulsión de agua desalinizada.
Fuente : ingenieros, pograma de reemplazo por tramos de tuberia por etapas, 2015
5 Figura N° 1.3: Ubicación del tramo III
Fuente : elaboracion de plano AS ByUILT de V y P ICE S.A.C.
El estudio se centra en los defectos generados en la soldadura y una calidad deficiente de las uniones soldadas. Para lo cual se identificara los parámetros de las variables que generan estos defectos. Los defectos presentados en los cordones de soldadura son la porosidad y falta de fusión.
El porcentaje de humedad en el medio ambiente en la época que se desarrolló el proyecto era una condición que afecta en las uniones soldadas. Así como las elevadas temperaturas y distancia que estaban colocados los generadores eléctricos a lo largo del tramo de desarrollo de soldeo debido al accidentado terreno donde se desarrolló los trabajos.
6 1.2 Formulación del problema
Problema General
¿Cómo influyen los parámetros de soldeo en unión de tuberías del proyecto línea impulsión de agua desalinizada – Cerro Lindo – Milpo?
1.3 Objetivos de la investigación
Objetivo general
Determinar la influencia de los parámetros de soldeo en la unión de tuberías del proyecto línea impulsión de agua desalinizada – Cerro Lindo – Milpo
1.3.2 Objetivos específicos
Determinar la influencia de la distancia y temperatura del conductor en la caída de tensión en el soldeo de tuberías
Determinar el parámetro del porcentaje de humedad en el aire en el soldeo de tuberías, para evitar defectos.
1.4 Justificación
1.4.1 Razones que motivan la investigación
Los defectos presentados en los cordones de soldadura son la razón que motivan este estudio y que acciones se debe tomar en cuenta para que estos parámetros no generen defectos en el cordón de soldadura en el proyecto línea impulsión de agua desalinizada – Cerro Lindo – Milpo, sean de mayor calidad y confiabilidad.
7
1.4.2 Importancia del tema de investigación
La importancia de este trabajo de investigación es la influencia directa de los parámetros que generan defectos en el cordón de soldadura. Y que acciones se debe tomar en cuenta para que la humedad y caída de tensión no afecte en el proceso de soldeo de la tubería de 10” A 106 SCH 40 grado B, en el proyecto línea de impulsión de agua desalinizada – Cerro Lindo – Milpo.
1.5 Limitaciones del estudio
Las limitaciones que se presentarse en el presente estudio son las siguientes
Solo se han utilizado dos parámetros de estudio en la investigación, que son la causa principal de los defectos generados.
El estudio servirá para soldeo en condiciones climáticas y geográficas similares del proyecto realizado
El proyecto abarca tres tramos a lo lago de los 60 km desde la carretera panamericana sur hasta llegada a planta. El trabajo de investigación se centra en el tramo III, este tramo es de 6 km de llegada al tanque de almacenamiento en planta. (Figura Nº 1.2)
1.5.1 limitaciones en aceptación de calidad
Las pruebas a realizarse en los cordones de soldadura según los alcances del proyecto son:
Inspección de líquido de tintes penetrantes.
Inspección visual de soldadura.
8
CAPITULO II
MARCO TEÓRICO 2.1 Antecedentes de la investigación
En la universidad autónoma de nuevo león, facultad de ingeniería mecánica y eléctrica se realizó el trabajo de investigación que lleva por título
“ESTUDIO EN SOLDADURA DE TUBERIAS DE ACERO AL CARBONO”.
Permitió visualizar el efecto del voltaje, amperaje y velocidad sobre la geometría de la soldadura y se constituye en un primer paso para profundizar en la comprensión de la dependencia fenomenológica entre las diversas variables de proceso. (Yescas Gonzales, 1998)
En la escuela superior de ingeniería mecánica y eléctrica se realizó un trabajo de investigación que lleva por título “REPARACIÓN DE DUCTOS DE ACERO AL CARBONO QUE TRANSPORTAN GAS” el procedimiento consiste en en la supervision, control de la calidad en la preparacion, alineacion y aplicación de soldadura; inspeccion visual antes durante y despues del proceso de soldadura y certificacion del equipo y material.
9
Verificando la correcta aplicación de las variables indicadas en las especificacion del prosedimeinto (Luna Gomez, Tellez Tirado, & Gonzales Pineda, 2012)
investigación de la universidad industrial de Santander se realizó la calificación de soldadura según la norma api 1104 investigación de la universidad industrial de Santander se realizó la calificación de soldadura según la norma api 1104 (Saenz Gonzales & Sergio Ramirez, 2010)
Ingeniería técnica naval. Especialidad en propulsión y servicios del buque, se realizó el trabajo de investigación que lleva por título “INSPECCIÓN DE LA CONSTRUCCIÓN DE UNA TUBERÍA PARA TRANSPORTE DE AGUA SANITARIA”. (García, 2008)
2.2 Bases teóricas Soldadura:
La soldadura por arco de metal protegido (Shielded metal arc welding, SMAW) es un proceso de soldadura por arco en el que se produce coalescencia de metales por medio del calor de un arco eléctrico que se mantiene entre la punta de un electrodo cubierto y la superficie del metal base en la unión que se está soldando.
El núcleo del electrodo cubierto consiste en una varilla de metal sólida de material estirado o colado, o bien una varilla fabricada encerrando metal en polvo en una funda metálica. La varilla del núcleo conduce la corriente eléctrica al arco y suministra metal de aporte a la unión. Las funciones principales de la cobertura del electrodo son estabilizar el arco y proteger el metal derretido de la atmósfera por medio de los gases que se crean cuando el recubrimiento se descompone por el calor del arco.
La protección empleada, junto con otros ingredientes de la cobertura y del alambre del núcleo, controlan en gran medida las propiedades mecánicas, la composición química y la estructura metalúrgica del metal de soldadura, así como las características de arco del electrodo.
10
La composición de la cobertura del electrodo varía dependiendo del tipo de electrodo. (OERLIKON)
Principios de funcionamiento:
La soldadura por arco de metal protegido es por mucho el más ampliamente utilizado de los procesos de soldadura por arco. Aprovecha el calor del arco para derretir el metal base y la punta de un electrodo consumible cubierto. El electrodo y la pieza forman parte de un circuito eléctrico que se ilustra. Este circuito comienza con la fuente de potencia eléctrica e incluye los cables de soldadura, un porta electrodos, una conexión con la pieza de trabajo, la pieza a soldar y un electrodo de soldadura por arco. Uno de los dos cables de la fuente de potencia se conecta a la pieza; el otro se conecta al porta electrodos. (OERLIKON)
Figura N° 2.1: Elementos de un circuito de soldadura típico para soldadura de metal protegido
Fuente: (Bazan Navarro , 2002)
11
La solda dura se inic ia cuan do se encien de un arco eléctric o entre la pu nta de l el ectrod o y l a pie za. El i ntenso c alor del ar co derrite la p unta de l electr odo y la superficie d e la pi e za. En la pu nta del e lectrod o se for man co n ra pide z peq ueñ os gl óbu los d e me tal fundid o, los cu ales s e transfier e n a trav és del ch orro d el arc o ha sta el ch arco d e so lda dura fu nd ida. De esta for ma se dep o sita metal de ap orte confor me el el ectrod o se v a consu mie ndo. El arc o se mu ev e sobre la p ie za c on un a longit ud de arc o y v elocida d de despl a za mi ento a prop iad as, der ritiend o y fus ion and o un a porci ón de metal b ase y aña die nd o conti nua me nte metal d e aporte.
Puesto qu e el arc o es u na d e las fue nte s de c alor que alcan zan las más altas temperaturas [se han medido temperaturas por encima de 5000 ºC (9000 ºF) en su centro], la fusión del metal base se efectúa en forma casi instantánea. Si las soldaduras se hacen en posición plana u horizontal, la transferencia de metal es inducida por la fuerza de la gravedad, la expansión del gas, fuerzas eléctricas y electromagnéticas y la tensión superficial. Si se suelda en otras posiciones, la gravedad actuará oponiéndose a las demás fuerzas.
El proceso requiere suficiente corriente eléctrica para derretir tanto el electrodo como una cantidad adecuada del metal base. También requiere un espacio apropiado entre la punta del electrodo y el metal base o el charco de soldadura. Estos requisitos son necesarios para establecer las condiciones en que se llevará a cabo la coalescencia. Los tamaños y tipos de electrodos para soldadura por arco de metal protegido definen los requerimientos de voltaje (dentro del intervalo global de 16 a 40 V) y de amperaje (dentro del intervalo global de 20 a 550 A) del arco
FUNDENTE: Material usado para disolver y evitar la formación de óxido y otras inclusiones indeseables que se forman al soldar.
LONGITUD DEL ARCO: La distancia entre el extremo del electrodo y el punto donde el arco hace contacto con la superficie del trabajo.
12
METAL APORTADO: La porción del electrodo fundida con el metal base al soldar.
METAL BASE: El metal que se va a soldar.
PENETRACION: La distancia en que la zona de fundición se extiende por debajo de la superficie de la parte que se ha soldado.
Figura N° 2.2: Fusión de electrodo Fuente: (OERLIKON)
1.- Núcleo metálico 2.- Revestimiento 3.- Gota en formación 4.- Escoria
5.- Arco eléctrico 6.- Metal base
7.- Baño de fusión y cráter del metal base en fusión 8.- Protección gaseosa
9.- Cordón depositado 10.- Penetración
13 Junta a tope
Satisfactoria para todas las cargas corrientes.
Requiere fusión completa y total.
Recomendable para espesores menores de 6 mm
Preparación sencilla.
La separación de los bordes depende del espesor de las planchas.
El costo de preparación es bajo, sólo requiere el emparejamiento de los bordes de las planchas a soldar.
Figura N° 2.3: Fusión de electrodo Fuente: (OERLIKON)
Nociones de electricidad con relación al arco eléctrico
Para comprender mejor la aplicación del arco eléctrico a la soldadura, es necesario conocer ciertos principios fundamentales relacionados con la electricidad.
El circuito eléctrico
La corriente eléctrica es un flujo de electrones que circula por un conductor en un circuito cerrado, denominado circuito eléctrico.
14
El circuito de soldadura por arco eléctrico.
La corriente fluye a partir del borne de la máquina de soldar, donde se fija el cable del electrodo (1), y termina en el borne de la máquina, donde se fija el cable de tierra o de trabajo (2). Como puede observarse en la Fig. 4.4, a partir del punto (1) la corriente fluye al porta-electrodo y por éste al electrodo; por el extremo del electrodo salta la electricidad a la pieza formando el arco eléctrico; sigue fluyendo la electricidad por el metal base al cable de tierra (2) y vuelve a la máquina. El circuito está establecido sólo cuando el arco se encuentra encendido.
Figura N° 2.4: Flujo eléctrico Fuente: (OERLIKON)
Voltaje y amperaje
El agua circula a lo largo de un tubo, si existe una presión que lo impulse; en la misma forma, la corriente eléctrica fluye o circula a través de un circuito, si existe una «presión», que impulse el flujo de electrones dentro de un conductor (máquina en funcionamiento). Esta “presión”, que induce una corriente eléctrica, se llama diferencia de potencial, tensión o voltaje.
15
El voltaje se expresa en voltios y se mide con el voltímetro; algunas máquinas de soldar poseen voltímetro y un regulador de voltaje. La cantidad de agua, que pasa por un tubo, se mide por una magnitud en una unidad de tiempo (metros cúbicos por segundo). En igual forma se utiliza, para expresar la magnitud de corriente eléctrica, la cantidad de electricidad por segundo.
La unidad utilizada es el Culombio por Segundo, lo que se expresa en Amperios, y se mide con un instrumento llamado amperímetro.
Todas las máquinas de soldar cuentan con reguladores, que permiten variar el amperaje o intensidad de corriente eléctrica necesaria para soldar. (OERLIKON)
Clases de corriente eléctrica
Corriente alterna (AC).- El flujo de corriente varía de una dirección a la opuesta. Este cambio de dirección se efectúa 100 a 120 veces por segundo. El tiempo comprendido entre los cambios de dirección positiva o negativa se conoce con los nombres de ciclo o período (50 a 60 ciclos).
En el Perú utilizamos, por lo general, la corriente alterna de 220 voltios y 60 ciclos. Esta corriente es transportada por redes eléctricas monofásicas que utilizan 2 cables, o bien es conducida por redes eléctricas trifásicas, que utilizan 3 cables de transportación. Las máquinas de soldar pueden utilizar tanto la corriente monofásica como la trifásica.
Corriente continua (CC).- El flujo de corriente conserva siempre una misma dirección: del polo negativo al positivo. (OERLIKON)
Polaridad
En la corriente continua es importante saber la dirección del flujo de corriente. La dirección del flujo de corriente en el circuito de soldadura es expresada en término de POLARIDAD. Si el cable del porta-electrodo es conectado al polo negativo (-) de la fuente de poder y el cable de tierra al polo positivo (+), el circuito es denominado POLARIDAD DIRECTA o NORMAL. (OERLIKON)
16 Figura N° 2.5: Polaridad directa Fuente: (OERLIKON)
Cuando el cable del porta-electrodo es conectado al polo positivo (+) de la fuente de poder y el cable de tierra al polo negativo, el circuito es denominado POLARIDAD INVERTIDA o INDIRECTA.
Figura N° 2.6: Polaridad invertida Fuente: (OERLIKON)
17
En algunas máquinas no es necesario cambiar los cables en los bornes, porque poseen una manija o llave de conmutación que permite cambiar de polaridad con facilidad.
En una máquina de corriente alterna no es posible diferenciar los cables por sus conexiones de grapa y porta electrodo porque la electricidad fluye por ellos alternando su sentido o dirección.
Soldadura eléctrica manual
Los electrodos metálicos
Constituyen un factor de gran importancia para obtener buenos resultados en la soldadura. Están compuestos de un núcleo metálico y un revestimiento químico.
El Núcleo es una varilla metálica con una definida composición química para cada metal a que está destinado el electrodo. Los diversos elementos componentes del núcleo, como el hierro, carbono, manganeso, silicio, fósforo, azufre y otros, proporcionan diferentes propiedades y características a la junta soldada.
El núcleo metálico constituye la base del material de aporte, que es transferido a la pieza en forma de gotas, impulsado por la fuerza electromagnética del arco eléctrico.
El Revestimiento, que se aplica en torno del núcleo metálico, es un compuesto de composición química definida para cada tipo de electrodo.
Funciones del revestimiento
Cumple funciones indispensables y decisivas en la ejecución y calidad de la soldadura. Estas funciones podemos clasificarlas en:
18 - Funciones eléctricas
Permitir el empleo de la corriente alterna.
Como es sabido, la corriente alterna cambia de polaridad 120 veces por segundo, creando en consecuencia una gran inestabilidad en el arco. Este problema ha sido solucionado, agregando al revestimiento algunos elementos químicos que, al quemarse en el arco, producen gases especiales ionizados que mantienen la continuidad del arco. Cualquier electrodo para corriente alterna puede ser empleado también con corriente continua, pero no todos los electrodos fabricados para corriente continua pueden ser utilizados con corriente alterna.
Facilitar el encendido del arco y mantenerlo con facilidad durante la ejecución de la soldadura.
- Funciones metalúrgicas
Proteger el metal fundido de los gases dañinos del aire. Algunos elementos del revestimiento forman, al quemarse, una capa de gases que rodea al arco, protegiendo a las finísimas gotas de metal que son proyectadas por el arco contra el contacto con el aire, así como al metal fundido del charco de fusión. El aire contiene oxígeno y nitrógeno en grandes cantidades, las que al combinarse con el metal fundido forman óxidos y nitruros debilitándolo, haciéndolo poroso, frágil y menos resistente a la tracción y al impacto.
Formar la escoria protectora del metal caliente. Ciertas materias del revestimiento se funden y se mezclan con el metal de soldadura y van recogiendo las impurezas del metal, haciéndolas flotar en la superficie del metal fundido.
Así se forma la escoria que protege al cordón caliente, retardando su enfriamiento, para que no llegue a templarse por el contacto
19
violento con el aire frío, permitiendo que los gases escapen del metal.
Compensar la pérdida de los elementos que, por acción de la alta temperatura del arco eléctrico, tienden a desaparecer durante el proceso de fusión.
Los elementos de compensación mejoran muchas veces el metal depositado y le dan características mecánicas superiores al metal base. (OERLIKON)
- Funciones mecánicas
El revestimiento tiende a fundirse inmediatamente después que el núcleo metálico, formando una concavidad; de forma tal que el revestimiento permita dirigir la fuerza del arco y las gotas del metal fundido en la dirección deseada.
Esta función que cumple el revestimiento es de gran utilidad, sobre todo en posiciones forzadas.
Permitir el depósito de cordones, “arrastrando” el electrodo. En muchos casos, el revestimiento establece contacto con la pieza, cuando se está soldando.
En realidad, el revestimiento, que sobresale del núcleo, establece la separación entre la pieza y el extremo del núcleo metálico y entonces el arco arde dentro de la concavidad formada por el revestimiento.
(OERLIKON)
20
Tabla N° 2.1: Resumen de las funciones de algunas materias primas
.
Fuente: (OERLIKON)
21 - Normas para las soldaduras
Norma AWS de electrodos para aceros de baja aleación
Tomando como ejemplo los electrodos E 6011 (CELLOCORD AP), E 7010 (CELLOCORD 70), E 7018 (SUPERCITO) y E 11018 (TENACITO 110), podemos interpretar la Norma
INTERPRETACION DE LA NORMA
La letra E designa el producto: Electrodo para soldadura eléctrica manual.
Los primeros 2 dígitos -en un número de 4 dígitos- o 3 dígitos -en un número de 5 dígitos señalan la resistencia mínima a la tracción, sin tratamiento térmico post soldadura:
E 60XX 62 000 lbs/pulg mínimo
E 70XX 70 000 '' ''
E 110XX 110 000 '' ''
El último dígito, íntimamente relacionado con el penúltimo, es indicativo del tipo de corriente eléctrica y polaridad en la que mejor trabaja el electrodo e identifica a su vez el tipo de revestimiento, el que es calificado según el mayor porcentaje de materia prima contenida en el revestimiento; por ejemplo el electrodo E-6010 tiene un alto contenido de celulosa en el revestimiento aproximadamente un 30% o más; por ello es que a este electrodo se le clasifica como un electrodo de tipo celulósico. Similar clasificación se da en los otros electrodos.
El tercer dígito indica la posición en la que se puede soldar satisfactoriamente con un electrodo. Por ejemplo, el número 1 en el electrodo E 60 1 significa que el electrodo es apto para soldar en toda posición (plana, vertical, sobre cabeza y horizontal). El número 4 en un electrodo E 70 8 indica que el electrodo es conveniente para posición plana y también para posición vertical descendente.
22
Figura N° 2.7: Interpretación de norma Fuente : (OERLIKON)
Tabla N° 2.2: Resumen de las funciones de algunas materias primas
Fuente : (OERLIKON)
Según las normas AWS las posiciones de soldeo son:
F = plana; H = horizontal; H- filete = filete horizontal; V-Descend. (V- down)= vertical descendente; V= vertical; OH= sobre cabeza.
23
Las normas AWS A5.1 y AWS A5.5 señalan otras propiedades de estos electrodos, especialmente en cuanto a características físicas y a la composición química, que deben tener los depósitos de soldadura efectuados con estos electrodos.
Calculo de Caída de Tensión
Intensidad de soldeo
Cada electrodo, en función de su diámetro, posee un rango de intensidades en el que puede utilizarse. Si se utilizara intensidades por encima de este rango, se producirían mordeduras, proyecciones, intensificación de los efectos del soplo magnético, e incluso grietas.
La intensidad a utilizar depende de la posición de soldeo y del tipo de unión. En la figura 10 se indica el nivel de intensidad dentro del rango recomendado en función de las diferentes posiciones de soldeo, tomando como ejemplo un electrodo de 2,5 mm de acero al carbono.
Como regla práctica y general. Se deberá ajustar la intensidad a un nivel en el que “la cavidad” del baño de fusión sea visible
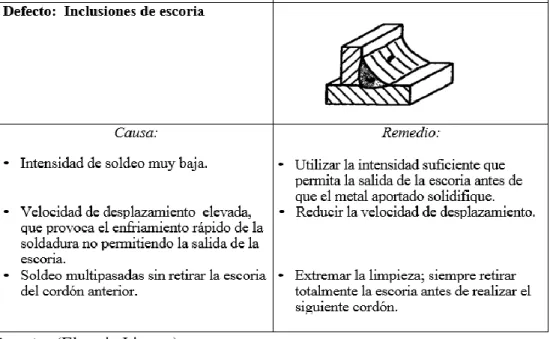
Tabla N° 2.3: Defecto de intensidad muy baja
Fuente: (Electric Lincon)
24 Fuente: (Electric Lincon)
Criterio de la intensidad máxima admisible o de calentamiento.
La temperatura del conductor del cable, trabajando a plena carga y en régimen permanente, no deberá superar en ningún momento la temperatura máxima admisible asignada de los materiales que se utilizan para el aislamiento del cable. Esta temperatura se especifica en las normas particulares de los cables y suele ser de 70°C para cables con aislamiento termoplásticos y de 90°C para cables con aislamiento termoestables.
Criterio de caída de tensión
La circulación a través de los conductores, ocasiona una pérdida de potencia transportada por el cable, una caída de tensión o diferencia entre las tensiones en el origen y extremo de la canalización. Esta caída de
25
tensión debe ser inferior a los límites marcados por el reglamento en cada parte de la instalación, con el objetivo de garantizar el funcionamiento de los receptores alimentados por el cable. Este criterio suele ser el determinante cuando las líneas son de larga longitud por ejemplo en derivaciones individuales que alimentan a los últimos pisos en un edificio de cierta altura.
La expresión que se utiliza para el cálculo de la caída de tensión que se produce en una lista se obtiene considerando el circuito equivalente de una línea corta (inferior a unos 50 km), mostrado en la figura siguiente, junto con su diagrama.
Figura N° 2.8: Circuito equivalente en línea corta Fuente : (Minsterio de ciencia y tecnologia)
Figura N° 2.9: Diagrama vectorial
Fuente : (Minsterio de ciencia y tecnologia)
Debido al pequeño valor del ángulo θ, entre las tensiones en el origen y extremo de la línea, se puede asumir sin cometer prácticamente ningún error, que el vector 𝑈𝑈1 es igual a su proyección horizontal, siendo por tanto de la caída de tensión.
26
𝛥𝑈 = 𝑈𝑈1− 𝑈2 ≅𝑈 𝐴𝐵 + 𝐵𝐶 = 𝑅𝐼 cos 𝜑 + 𝑋𝐼 𝑠𝑒𝑛𝜑 (2.1) Como la potencia transportada por la línea es:
P=𝑥 = √3𝑈𝑈1 𝐼 cos 𝜑 (en trifásico) (2.2) P=𝑥 = 𝑈𝑈1 𝐼 cos 𝜑 (en monofásico) (2.3)
Reemplazando datos:
P= 15 Kw potencia entregada del generador.
En la ecuación (2.3)
𝑈𝑈1 = 400 v tensión nominal en voltios
cos 𝜑 = 0.90 factor de potencia de la carga, se toma a 0.85
P=𝑥 = 𝑈𝑈1 𝐼 cos 𝜑 = 24.1 A
Para secciones menores o iguales de 120 mm², como es lo habitual tanto en instalaciones de enlace como en instalaciones interiores, la contribución a la caída de tensión por efecto de la inductancia es despreciable frente al efecto de la resistencia, y por lo tanto las fórmulas quedan de la siguiente manera.
Caída de tensión en trifásico
𝛥𝑈𝐼𝐼𝐼= RP/𝑈𝑈1 (2.4) Caída de tensión en monofásico
𝛥𝑈𝐼= 2RP/𝑈𝑈1 (2.5) Si tenemos en cuenta que el valor de la resistencia de un cable se calcula como:
R = Rtca= Rtcc(1 + Ys+ Yp) = cRtcc (2.6) Rtcc= R20cc[1 + α(θ − 20)] =ρ𝑒𝐿
𝑆 (2.7) Fuente: (Minsterio de ciencia y tecnologia)
27 R20cc= ρ20𝐿
𝑆 (2.8) ρ𝑒 = ρ20[1 + α(θ − 20)] (2.9) Donde:
Rtca Resistencia del conductor en corriente alterna a la temperatura θ Rtcc Resistencia del conductor en corriente continúa a la
temperatura θ
R20cc Resistencia del conductor en corriente continua a la temperatura de 20°C
Ys Incremento de la resistencia debido al efecto piel (o efecto skin) α Coeficiente de variación de resistencia especifica por temperatura
del conductor en °C−1
ρ𝑒 Resistividad del conductor a la temperatura θ ρ20 Resistividad del conductor a 20 °C
S Sección del conductor en mm² L Longitud de la línea en m.
Tabla Nº 2.4: Valores de la resistividad y del coeficiente de temperatura de los conductores más utilizados.
Fuente : (Minsterio de ciencia y tecnologia)
28
Reeemplazando en la ecuacion (2.8) R20cc= ρ20𝐿
𝑆 = 0.43 ρ20 = 0.018 cobre
S = 8.367 mm ² L = 200 m
Reeemplazando en la ecuacion (2.7)
Rtcc= R20cc[1 + α(θ − 20)] = 0.55 α = 0.00392
θ = 90°C
Reemplazando en la ecuación (2.9)
ρ𝑒 = ρ20[1 + α(θ − 20)] = 0.0229 De forma aproximada para instalaciones de enlace e instalaciones
inferiores en baja tension es factible suponer un incremento de resistencia inferior al 2% en alterna respecto del valor continua.
c = (1 + Ys+ Yp) ≅ 1.02 (2.10)
combinando la ecuaciones (4.6) y (4.7)
R = c ρ𝑒 L / S (2.11) Sustituyendo la ecuacion (2.11) en las (2.4) y (2.5) se puede despejar el valor de la seccion minima que garantiza una caida de tension limite previamente establecida.
Cálculo de la sección trifásico
S =
𝑐 ρ𝑒𝑃 𝐿𝛥𝑈𝐼𝐼𝐼U1
(2.12) Fuente: (Minsterio de ciencia y tecnologia)
29 Para receptores monofásicos
S =
2 𝑃 𝐿γ e U
(2.13) Reemplazando en la ecuación (2.13)
P= 15 Kw L = 200 m
γ
90 = 44 e = 3.45 v U = 400 vS =
2 𝑃 𝐿γ e U
= 98.8
mm ² Tabla N° 2.5: Donde la conductividad 𝛄 (en m/Ωmm²)se puede tomar dela siguiente tabla
Fuente : (Minsterio de ciencia y tecnologia).
Tabla N° 2.6: límite de caída de tensión reglamentario
Fuente : (Minsterio de ciencia y tecnologia).
30
Para calcular la temperatura maxima prevista en servicio de un cable se puede utilizar el siguiente razonamiento; su incremento de temperatura respecto de la temperatura ambiente T0 (25°C para cables enterrados y 40°C para cables al aire), es proporcional al cuadrado del valor eficaz de la intensidad.
Por tanto.
ΔT = T − T0 = Constante I²
(2.14) ΔTmax= Constante. I𝑚𝑎𝑥²
(2.15) Por tanto:
ΔT/ I² = ΔTmax/I𝑚𝑎𝑥²
(2.16) Donde
T = temperatura real estimada en el conductor
Tmax = temperatura máxima admisible para el conductor según su tipo de aislamiento
T0 = temperatura ambiente del conductor I = intensidad prevista para el conductor
I𝑚𝑎𝑥 = intensidad máxima admisible para el conductor según el tipo de instalacion
Nota: Tanto los valores altos y bajos del consumo del calor deben ser establecidos durante el ensayo de calificación del procedimiento. Los ensayos mecánicos completos, incluyendo la prueba CTOD, son requeridos.
31
Un incremento ó diámetro en el consumo de calor de cualquier costura más allá de la escala calificada en la prueba de calificación del procedimiento. El consumo de calor puede ser calculado la siguiente.
Ecuación:
J = 60VA/S
(2.17) Dónde:
J = Consumo de calor (joule x pulgada) V = Voltaje
A = Amperaje
S = Velocidad (pulgadas x minuto)
Movimientos oscilatorios comunes.- Cordones anchos y bien formados se consiguen moviendo el electrodo de lado a lado en sentido transversal mientras se avanza. Estos movimientos oscilatorios sonmostrados en la figura que sigue:
Figura N° 2.15: Movimientos Oscilatorios Comunes.
Fuente : (OERLIKON)
32
Ejecución de Soldadura a tope en posición vertical ascendente
La soldadura vertical ascendente de las tuberías es similar a la realizada en planchas, pero considerablemente más exigente.
Para lograr juntas perfectas se requiere gran habilidad y paciencia. El método de depositar el cordón de la primera pasada es como sigue:
- Se quema en la misma junta un agujero de diámetro algo mayor que el del electrodo, para obtener suficiente penetración.
- Se oscila el electrodo dentro del agujero, para socavar el borde superior en dirección de avance, mientras el metal fundido deposita un cordón en dirección opuesta.
- Seguir este procedimiento hasta completar el cordón.
Figura N° 2.16: Junta de tubo en posición vertical ascendente.
Fuente : (OERLIKON)
33
- Aplicar la soldadura alternadamente para evitar la contracción
El ejemplo más claro de esta regla se tiene en la soldadura de un eje, que debe ser rellenado en la forma indicada para evitar la deformación.
Figura N° 2.17: soldadura en ejes.
Fuente : (OERLIKON)
Otras reglas son:
Martillado del cordón.
Empleo de grapas.
Uso de montajes de sujeción.
Empleo de machinas.
34 Tabla 2.7: Posición de soldadura
Fuente : (Zambrano Flores, 2015)
- Velocidad de desplazamiento
La velocidad de desplazamiento durante el soldeo debe ajustarse de tal forma que el arco adelante ligeramente el baño de fusión. Cuanto mayor es la velocidad de desplazamiento menor es la anchura del cordón, menor es el aporte térmico y más rápidamente se enfriará la soldadura. Si la velocidad es excesiva se producen mordeduras, se dificulta la retirada de la escoria, y se favorece el atrapamiento de gases (produciéndose poros).
- Orientación del electrodo
En la tabla 2 se relacionan las orientaciones típicas de los electrodos y las técnicas de soldeo con electrodos para acero al carbono, que pueden variar para otros materiales.
35 Tabla Nº 2.8: orientación del electrodo.
Tipo de unión Posición de soldadura
Ángulo de trabajo
Ángulos de desplazamiento
Técnica de soldeo Chaflán
Chaflán Chaflán Chaflán Ángulo Ángulo Ángulo
Plana Horizontal Ascendente Bajo Techo Horizontal Ascendente Bajo Techo
90º 80º - 100º
90º 90º 45º 35º - 55º 30º - 45º
5º - 10º 5º - 10º 5º - 10º 5º - 10º 5º - 10º 5º - 10º 5º - 10º
Hacia atrás Hacia atrás Hacia adelante
Hacia atrás Hacia adelante Hacia adelante Hacia atrás
Fuente : (publica)
Humedad en el Proceso de Soldeo
La presencia de humedad provoca problemas. Puede ser simple agua o rocío de la mañana, pero también podría ser condensación de la soldadura en placa gruesa y juntas a solape, la cual puede ocurrir particularmente cuando las temperaturas llegan abajo de 50 grados F (10ºC). La solución fácil es precalentar el metal entre 200 y 220 grados F (93 y 104ºC) para evaporar la humedad.
Tabla Nº 2.10: Defecto debido a la humedad
Fuente: (Electric Lincon)
36
Electrodos celulósicos.
Clasificación AWS de electrodos para aceros al carbono: AWS-E- 6010 (Na) y AWS-E-6011 (K).
Características específicas.
En estos electrodos la celulosa, obtenida a partir de la pulpa de la madera, es el componente principal. Esta sustancia orgánica se descompone por el calor desarrollado en el arco, proporcionando un gas protector que aísla y protege de la oxidación al Mn y al resto de los componentes. Las reacciones de reducción se desarrollan en una atmósfera de hidrógeno que cubre el metal fundido.
La Escoria es poco voluminosa ya que, recordemos, la protección del baño es esencialmente de tipo gaseoso. Se desprende con facilidad.
Arco. Producen una gran penetración gracias al hidrógeno procedente de la celulosa que el calor del arco libera. La velocidad de soldeo es elevada. Se producen, sin embargo, abundantes pérdidas por salpicaduras.
El metal depositados por estos electrodos carece prácticamente de oxígeno (O2 £ 0,02%). En cambio, contiene una gran cantidad de hidrógeno (15-25 cm3 por cada 100 gr. de metal depositado). La superficie del cordón es rugosa y éste se enfría rápidamente.
Rendimiento gravimétrico. El arco produce un fuerte chisporroteo, con abundantes pérdidas por salpicaduras. El rendimiento estándar suele ser inferior al 90%.
Seguridad de uso. Los electrodos celulósicos producen una gran cantidad de humos. Por ello, es recomendable evitar su uso en recintos cerrados, como el interior de calderas, cisternas, recipientes, etc. Por otra parte, lo enérgico del arco aconseja emplear con más rigor los materiales de protección, tales como
37
gorras, guantes, mandiles, polainas, etc. Los electrodos celulósicos no deben resecarse nunca.
Aplicaciones. Aunque son adecuados para soldar en todas las posiciones, se suelen emplear exclusivamente para soldar tubería en vertical descendente, porque:
producen muy poca escoria.
se manejan con facilidad.
consiguen una buena penetración en el cordón de raíz, en esta posición.
Su uso se está generalizando en oleoductos, y gasoductos en donde resulta ventajoso soldar en todas las posiciones, sin cambiar los parámetros de soldeo. También son adecuados en aplicaciones en donde se pretenda conseguir una buena penetración.
- Soldador
Persona calificada para realizar una soldadura. (Petroleo, 2005)
Humedad
La presencia de humedad puede provocar problemas. Puede ser simple agua o rocío de la mañana, pero también podría ser condensación de la soldadura en placa gruesa y juntas a solape, la cual puede ocurrir particularmente cuando las temperaturas llegan abajo de 50 grados F (10ºC). La solución fácil es precalentar el metal entre 200 y 220 grados F (93 y 104ºC) para evaporar la humedad (FMA, 2011) (Petroleo, 2005)
Porosidad
La porosidad se define como un gas atrapado por la solidificación del metal de soldadura antes de que el gas tenga la oportunidad de elevarse hasta la superficie de la mezcla fundida y escapar. La porosidad es generalmente esférica, pero puede tener forma alargada o irregular, como la porosidad en tuberías (carcoma). (Petroleo, 2005)
38
Calidad de unión
La soldadura es un proceso donde los parámetros que se deben controlar para asegurar la calidad de la soldadura, no se pueden inspeccionar fácilmente y pueden ponerse de manifiesto sólo durante la utilización del producto. Es difícil y caro verificar las propiedades del material a soldar, del metal de la soldadura y de la zona afectada térmicamente. Los procesos que presenta estas características reciben el nombre de “procesos especiales” en la norma ISO 9000. (Interempresas, 2016).
Electrodos de bajo hidrógeno.
Las cajas se guardan sin abrir en un lugar seco y a cierta distancia del piso y pared, para permitir la libre circulación del aire por debajo y alrededor de las pilas de cajas. La temperatura del área de almacenamiento no puede ser inferior a 19ºC.
Recuperación
Cuando las cajas que contienen el material sean abiertas, éste debe pasar por un proceso de recuperación. La recuperación se realiza colocando los electrodos en camadas preferiblemente (no superior a diez camadas) en hornos de recuperación, elevando su temperatura hasta 300 °C y manteniéndola durante 1 hora o conforme a recomendaciones del fabricante. Pasado el tiempo de recuperación, se reduce la temperatura a 150 ºC.
Cualquier electrodo que haya sido mojado, dañado, etc. debe ser desechado y separado de acuerdo al procedimiento de soldadura. Se debe tener cuidado que, al momento de la recuperación, se seleccionen materiales de un mismo tipo, manteniéndolos separados de otros.
39 - Mantenimiento.
Una vez recuperados los electrodos de bajo hidrógeno, deben ser mantenidos en hornos a la temperatura de 150 °C. Este control se registra en el formato del documento.
- Conservación
Cuando el electrodo sea entregado al soldador, se recomienda lo conserve en un horno portátil, a una temperatura de 60 °C a 70 °C De usarse un horno portátil este debe estar conectado permanentemente a un punto de energía.
- Electrodos con revestimiento celulósico
Se guardan en un lugar seco y a cierta distancia del piso y pared para permitir la libre circulación del aire debajo y alrededor de las cajas apiladas. Estos electrodos no deben ser colocados en hornos calientes, siguiendo las recomendaciones del fabricante. Entre los materiales celulósicos el más usado es el E - 6010. (VyP, 2015) - Electrodo CELLOCORD P-T
Electrodo de penetración profunda, uniforme y excelente estabilidad de arco, la diferencia al E6010 convencional es la buena operatividad en la posición vertical descendente. Ideal para pasada de raíz en la soldadura de tuberías, donde la alta velocidad, el control del arco y la rápida solidificación de la escoria son de suma importancia. Electrodo revestido de tipo celulósico, cuyo depósito es un acero al molibdeno (0,5% Mo). Es recomendable su uso en toda posición especialmente vertical ascendente. Tiene muy buena fuerza de arco. (Petroleo, 2005)
40 2.3 Bases conceptuales
VI: PARÁMETROS DE SOLDEO
La soldadura es un proceso de unión entre metales por la acción del calor, con o sin aportación de material metálico nuevo, dando continuidad a los elementos unidos. En lo cual influyen distintos parámetros en el proceso de soldeo. Tales como la caída de tensión, la humedad y grado de inclinación que influyen directamente en la calidad de un cordón
Es necesario suministrar calor hasta que el material de aportación funda y una ambas superficies, o bien lo haga el propio metal de las piezas. Para que el metal de aportación pueda realizar correctamente la soldadura es necesario que «moje» a los metales que se van a unir, lo cual se verificará siempre que las fuerzas de adherencia entre el metal de aportación y las piezas que se van a soldar sean mayores que las fuerzas de cohesión entre los átomos del material añadido.(Monroy, 2012)
VD: UNIÓN DE TUBERÍAS
La soldadura SMAW por arco eléctrico en la unión en tuberías consiste en la fusión y la posterior adición de un metal de aportación, el cual debe tener una temperatura de fusión superior a 450 °C y menor al del metal base. Este material de aportación se colocará en el hueco que dejan las dos partes a unir y se distribuirá entre las superficies de unión por atracción capilar. Este tipo de unión es muy común en la industria y sirve para unir la mayoría de los metales y aleaciones que encontramos en el sector de la metalurgia. (wikipedia, 2016)
2.4. Hipótesis
Los parámetros de soldeo influyen negativamente en la calidad de unión de tuberías del proyecto línea de impulsión de agua desalinizada – Cerro Lindo – Milpo
41 2.5 Operacionalización de variables
Tabla Nº 2.5.1: Operacionalizacion de la variable dependiente Variable Dependiente: UNIÓN DE TUBERÍAS
Definición conceptual Dimensión Indicador Soldadura completada que
une dos secciones del tubo, una sección del tubo a un accesorio, o dos accesorios
Unión soldada
Forma geométrica.
Resistencia Calidad Fuente : Elaboración propia
Tabla Nº 2.5.2: Operacionalizacion de la variable independiente Variable Independiente: PARAMETROS DE SOLDEO Definición conceptual Dimensión Indicador Realización del soldeo de
una tubería siguiendo estándares y normas establecidas
electricidad Caída de tensión humedad Porcentaje de humedad
Fuente: Elaboración propia.
42
CAPITULO III
METODOLOGÍA DE LA INVESTIGACIÓN 3.1 Método de investigación
Análisis – Síntesis; Una comprensión adecuada de los métodos exige como en este caso asumir los dos aspectos de manera simultánea o integral por cuanto existe correspondencia en empezar a detallar los elementos de un fenómeno (análisis) con la reconversión como suma de las partes o totalidades se considera como el anverso y reverso de una moneda en la que necesariamente para que exista una debe existir la otra porque de lo contrario se pierde la originalidad del método. (Centty Villafuerte)
3.2 Tipo de investigación
Investigación Básica: Denominada pura, teórica o dogmática, la cual comienza y se mantiene en el marco teórico, ya que tiene como finalidad formular nuevas teorías y/o modificar las existentes y persigue el progreso de los conocimientos científicos o filosóficos, pero sin contrastarlos con ningún aspecto práctico. (DIEGO MENDOZA)
43 3.3 Nivel de investigación
Se realizará una investigación descriptiva, ya que se busca la relación causal o de dependencia de fenómenos, elementos, caracteres o propiedades, para el funcionamiento de la variable dependiente. (Espinoza Montez)
3.4. Diseño de investigación
Descriptivo Correlacional: el diseño descriptivo correlacional según (Espinoza Montes, 2010) se identifican las variables que se desea relacionar y se aplica la técnica de análisis de correlación. Se busca el grado de relación existente entre dos o más variables de un objeto de investigación.
Diagrama:
Dónde:
M: muestra del estudio.
𝑂𝑥, 𝑂𝑦,: Observación de las variables caída de tensión y porcentaje de humedad.
r: Posible relación entre las variables de estudio.
3.5 Población, muestra o unidad de observación
Uniones soldadas de las tuberías del Proyecto Línea de Impulsión de Agua Desalinizada – Cerro Lindo - Milpo
3.6 Técnicas e instrumentos de recolección de datos
Técnica documental, para la recopilación de datos e informaciones necesarias para la investigación.
Registro de inspección visual de soldadura, para poder registrar los defectos presentados en los cordones de soldadura.
44
Registro de líquidos de tintes penetrantes en los cordones de soldadura. (Hurtado, 2000)
3.7
Procedimiento de recolección de datos
La observación, consiste en la percepción sistemática y dirigida a captar los aspectos más significativos de los objetos, hechos, realidades sociales y personas en el contexto donde se desarrollan normalmente, sin distorsionar la información, pues lleva a establecer la verdadera realidad del fenómeno.
(Hurtado, 2000)
Observación Permite obtener de datos próximos a cómo está funcionando el objeto de investigación en el presente.
Instrumentos:
Fichas de observación, formularios, guías de observación, hojas de cotejo, listas de verificación, hojas de registro(Espinoza Montez)
Los formularios utilizados en este trabajo de investigación fueron los registros de inspección de soldadura.
45
CAPITULO IV
DETERMINACIÓN DE LOS PARÁMETROS DE SOLDEO Y LA UNIÓN DE TUBERÍAS
4.1 Caída De Tensión
La circulación a través de los conductores, ocasiona una pérdida de potencia transportada por el cable, una caída de tensión o diferencia entre las tensiones en el origen y extremo de la canalización. Esta caída de tensión es mayor a los límites marcados por el reglamento.
En cada parte de la instalación, con el objetivo de garantizar el funcionamiento de los receptores alimentados por el cable. Este criterio suele ser el determinante cuando las líneas son de larga longitud debido al relieve y al poco acceso de colocación de los generadores eléctricos para la alimentación de las máquinas de soldar en los puntos de trabajos.
Calculando la resistencia en las condiciones climáticas donde se lleva acabo el trabajo de investigación, tomando como referencia 20°C,40°C y 70°C la temperatura a que está expuesto el cable eléctrico. Y las distancias de 50m, 100m, 150m y 200m. Desde la fuente de energía
46
hasta la conexión de la máquina de soldar. Utilizando un cable número 8 AWG
Reeemplazando en la ecuacion (2.8) con una distancia de 50 m y 20 °C ρ20 = 0.018 (tabla 2.4 – cobre)
S = 8.367 mm ² (tabla 2.5 – cable número 8) L = 50 m
R20cc = ρ20𝐿
𝑆 = 0.108
Reeemplazando en la ecuacion (2.8) con una distancia de 50 m y 40 °C ρ40 = 0.019 (tabla 2.4 – cobre)
S = 8.367 mm ² (tabla 2.5 – cable número 8) L = 50 m
R40cc = ρ40𝐿
𝑆 = 0.114
Reeemplazando en la ecuacion (2.8) con una distancia de 50 m y 70 °C ρ70 = 0.021 (tabla 2.4 – cobre)
S = 8.367 mm ² (tabla 2.5 – cable número 8) L = 50 m
R
70cc=
ρ70𝐿𝑆
= 0.125
Reeemplazando en la ecuacion (2.8) con una distancia de 100 m y 20 °C ρ20 = 0.018 (tabla 2.4 – cobre)
S = 8.367 mm ² L = 100 m
R20cc = ρ20𝐿
𝑆 = 0.215
47
Reeemplazando en la ecuacion (2.8) con una distancia de 100 m y 40 °C ρ40 = 0.019 (tabla 2.4 – cobre)
S = 8.367 mm ² L = 100 m
R40cc = ρ40𝐿
𝑆 = 0.227
Reeemplazando en la ecuacion (2.8) con una distancia de 100m y 70 °C ρ70 = 0.021 (tabla 2.4 – cobre)
S = 8.367 mm ² (tabla 2.5 – cable número 8) L = 100 m
R
70cc=
ρ90𝐿𝑆
= 0.251
Reeemplazando en la ecuacion (2.8) con una distancia de 150 m y 20 °C ρ20 = 0.018 (tabla 2.4 – cobre)
S = 8.367 mm ² L = 150 m
R20cc = ρ20𝐿
𝑆 = 0.323
Reeemplazando en la ecuacion (2.8) con una distancia de 150 m y 40 °C ρ40 = 0.019 (tabla 2.4 – cobre)
S = 8.367 mm ² L = 150 m
R40cc = ρ40𝐿
𝑆 = 0.341
48
Reeemplazando en la ecuacion (2.8) con una distancia de 150m y 70 °C ρ70 = 0.021 (tabla 2.4 – cobre)
S = 8.367 mm ² (tabla 2.5 – cable número 8) L = 150 m
R
70cc=
ρ