UNIVERSIDAD NACIONAL DEL CENTRO DEL PERÚ
FACULTAD DE INGENIERÍA MECÁNICA
TESIS
PRESENTADO POR EL BACHILLER:
MIGUEL ÁNGEL ASTETE PEREZ
PARA OPTAR EL TÍTULO PROFESIONAL DE:
INGENIERO MECÁNICO
HUANCAYO - PERÚ 2017
DISEÑO DE UN PLAN DE GESTION DE MANTENIMIENTO PARA LOS EQUIPOS DE BAJO PERFIL DE LA SERVICE SANDVIK - COMPAÑÍA
MINERA CASTROVIRREYNA S.A.
ii
ASESOR:
Ing. Dr. Mario Alfonso Arellano Vílchez
DEDICATORIA
A Dios por haberme permitido llegar hasta este punto y haberme dado salud para lograr mis objetivos, además de su infinita bondad y amor.
Y a mis padres por los ejemplos de perseverancia y constancia que lo caracterizan y que me ha infundado siempre, por el valor mostrado para salir adelante y por su amor.
ÍNDICE
ASESOR: ... II DEDICATORIA ... III ÍNDICE ... IV RESUMEN ... IX ABSTRACT ... X INTRODUCCIÓN ... XI
CAPÍTULO I PLANTEAMIENTO DEL ESTUDIO ... 13
1.1. PLANTEAMIENTO DEL PROBLEMA ... 13
1.2. FORMULACIÓN DEL PROBLEMA ... 14
1.2.1. Problema general ... 14
1.3. OBJETIVOS DE INVESTIGACIÓN ... 14
1.3.1. Objetivo general ... 14
1.4. JUSTIFICACIÓN E IMPORTANCIA ... 14
1.4.1. Justificación ... 14
1.4.2. Alcances y limitaciones ... 15
CAPÍTULO II MARCO TEÓRICO ... 16
2.1. ANTECEDENTES DE LA INVESTIGACIÓN ... 16
2.2. BASES TEÓRICAS ... 17
v
2.2.1. GESTION DEL MANTENIMIENTO ... 17
2.2.2. MANTENIMIENTO ... 20
2.2.3. MANTENIMIENTO PREVENTIVO ... 22
2.2.4. FINALIDAD DEL MANTENIMIENTO ... 26
2.2.5. Control y planificación del mantenimiento ... 26
2.2.6. Diagrama del proceso de mantenimiento ... 27
2.2.7. CONTROL DE LOS PROCESOS ... 29
2.2.8. MONITOREO Y CONTROL ... 34
2.3. HIPÓTESIS ... 34
CAPÍTULO III ASPECTOS METODOLÓGICOS ... 35
3.1. METODOLOGIA DE LA INVESTIGACION ... 35
3.2. TIPO DE INVESTIGACION ... 35
3.3. DISEÑO DE LA INVESTIGACION ... 36
3.4. NIVEL DE INVESTIGACION ... 36
3.5. UNIDAD DE OBSERVACION... 36
3.6. POBLACION DE ESTUDIO ... 37
CAPÍTULO IV CONTROL Y PLANIFICACION DEL MANTENIMIENTO ... 38
4.1. DIAGRAMA DEL PROCESO DE MANTENIMIENTO ... 38
4.2. CONTROL DE LOS PROCESOS ... 42
4.2.1. Proceso de planificación ... 42
4.2.2. Proceso de gestión de recursos ... 44
4.2.3. Proceso de ejecución del mantenimiento ... 45
4.3. MONITOREO Y CONTROL... 46
CAPÍTULO V PRESENTACIÓN DE RESULTADOS... 47
5.1. DATOS RECOLECTADOS DE PERFORMANCE DE EQUIPOS ... 47
vi
5.1.1. Recopilación de datos ... 47
5.1.2. Desarrollo del Performance para a flota de equipos Castrovirreyna ... 49
5.2. COMPORTAMIENTO DE LA FLOTA DE EQUIPOS ... 55
5.2.1. Graficas de disponibilidad mecánica ... 55
5.3. ACTIVIDADES DE MANTENIMIENTO PREVENTIVO ... 58
5.3.1. Programas de mantenimiento semanal ... 59
5.3.2. Cartillas de mantenimiento programado ... 60
5.3.3. Cumplimientos de mantenimiento ... 64
5.3.4. Cartillas de check list de equipos ... 65
5.4. CONTROL DE COMPONENTES DE EQUIPOS ... 69
5.4.1. Objetivos de control de componentes ... 69
5.4.2. Desarrollo del control de componentes ... 69
CONCLUSIONES... 71
RECOMENDACIONES ... 72
BIBLIOGRAFÍA ... 73
vii ÍNDICE DE FIGURAS
Fig. 1.1: Proceso... 13
Fig. 1.2: Caja Blanca. ... 14
Fig. 2.1: Grafica de la estructura organizacional. ... 27
Fig. 4.1: Grafica de la estructura organizacional ... 40
Fig. 4.1: Disponibilidad mecánica de la flota de equipos ... 57
Fig. 4.2: Valores MTBF-MTTR de la flota de equipos ... 57
Fig. 4.3: Disponibilidad mecánica del Jumbo DD210... 58
Fig. 4.4: Disponibilidad mecánica de SCOOPS LH ... 58
Fig. 6.1. Scoop LH514 SC -03 SANDIVIK ... 77
Fig. 6.2.:Scoop LH514 SC -04 SANDIVIK ... 77
Fig. 6.3 Scoop LH514 SC -05 SANDIVIK ... 78
Fig. 6.4. Scoop LH514 SC -07 SANDIVIK ... 78
viii ÍNDICE DE TABLAS
Tabla 2.1: Estructura organizacional ... 28
Tabla 2.2: Flota de equipos ... 29
Tabla 3.1: Flota de equipos ... 37
Tabla 4.1: Estructura organizacional ... 41
Tabla 4.2: Flota de equipos. ... 42
Tabla 4.1: Performance del Scoop SC-03 ... 50
Tabla 4.2: Performance del Scoop SC-04 ... 51
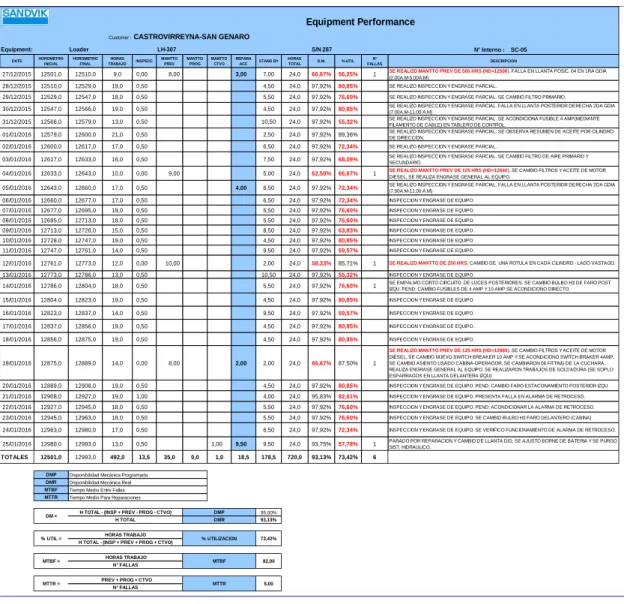
Tabla 4.3: Performance del Scoop SC-05 ... 52
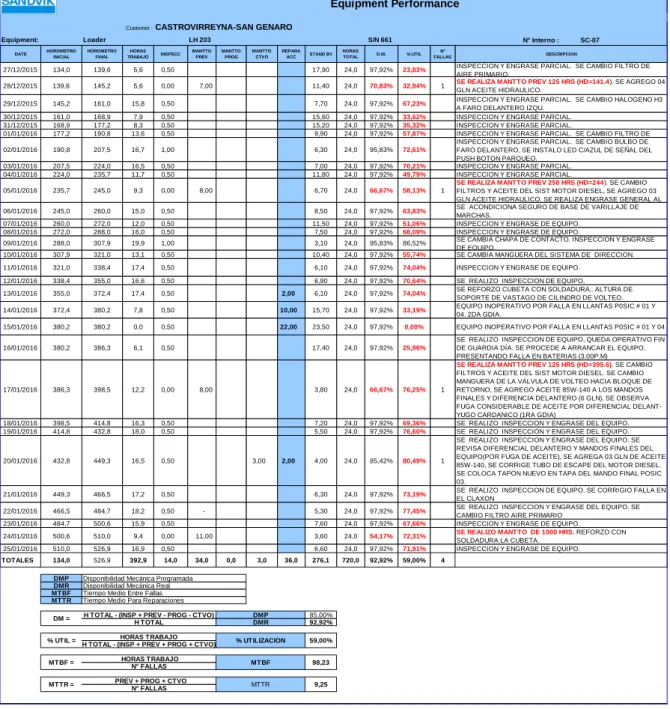
Tabla 4.4: Performance del Scoop SC-07 ... 53
Tabla 4.5: Disponibilidad mecánica ... 55
Tabla 4.6: Disponibilidad mecánica- utilización ... 56
Tabla 4.7: Programas de mantenimiento ... 59
Tabla 4.8: Programa de mantenimiento preventivo de equipos ... 60
Tabla 4.9: Cartilla de mantenimiento general Jumbo DD210 ... 61
Tabla 4.10: Cartilla de mantenimiento general SCOOP ... 63
Tabla 4.11: Control de cumplimiento de programa de mantenimiento ... 65
Tabla 4.12: Check list SCOOPS ... 66
Tabla 4.13: Check list JUMBO ... 67
ix RESUMEN
El bajo porcentaje en avances en la minera Castrovirreyna hace que esta contrate a la empresa Sandvik, para realizar el control y mantenimiento de los equipos de bajo perfil. En el presente estudio se tomó especial atención en la identificación de fallas, para lo cual se utilizó todas las herramientas de gestión y recursos con que se cuenta en la unidad.
Para la elaboración de esta tesis: “DISEÑO DE UN PLAN DE GESTION DE MANTENIMIENTO PARA LOS EQUIPOS DE BAJO PERFIL DE LA SERVICE SANDVIK - COMPAÑÍA MINERA CASTROVIRREYNA S.A.” nos basamos en una metodología descriptiva del enfoque sistémico.
El Programa de control y de mantenimiento es desarrollado en base a los datos conseguidos de los cuadros de performance de las maquinarias especificadas en el presente trabajo, el programa de mantenimiento es de suma importancia para la ejecución del trabajo, pues permite maximizar recursos y llevar un mejor control del mismo.
El presente informe fue realizado con sumo cuidado, respetando las secuencias, mostrando en cada paso recursos/herramientas usadas, además de cuadros y gráficas que corroboran el diagnóstico realizado.
Palabras clave: Disponibilidad, Mantenimiento, MTTR, MTBF, Scooptram.
x ABSTRACT
The low percentage in progress in the mining company Castrovirreyna makes this contract to the company Sandvik, to carry out the control and maintenance of low profile equipment.
In the present study, special attention was taken in the identification of faults, for which all the management tools and resources used in the unit were used.
For the elaboration of this thesis: "DESIGN OF A MAINTENANCE MANAGEMENT PLAN FOR THE SANDVIK SERVICE - LOW PROFILE EQUIPMENT - MINING COMPANY CASTROVIRREYNA S.A." we are based on a descriptive methodology of the systemic approach.
The control and maintenance program is developed based on the data obtained from the performance tables of the machines specified in the present work, the maintenance program is of utmost importance for the execution of the work, since it allows to maximize resources and to carry a Better control of the same.
The present report was made with great care, respecting the sequences, showing in each step resources / tools used, in addition to tables and graphs that corroborate the diagnosis made.
Key words: Availability, Maintenance, MTTR, MTBF, Scooptram.
xi
INTRODUCCIÓN
El presente estudio fue realizado en base a los datos desarrollados en el campo, como fruto de la experiencia adquirida y por el aprendizaje organizacional del que fui participe en la Empresa Sandvik, que presta servicios en la compañía minera Castrovirreyna.
El presente trabajo está organizado en cinco capítulos técnicamente sustentados según se detalla:
El CAPITULO I está dedicado a dar un resumen del planteamiento del estudio en el cual se presenta el Planteamiento del estudio como es el Tema y Problema de investigación, Objetivo de estudio y Justificación.
El CAPITULO II está dedicado a la fundamentación teórica ya los antecedentes de la investigación donde se presentan los Antecedentes de la Investigación y las Bases Teóricas en la que nos basamos.
El CAPITULO III está dedicado a explicar la Metodología de la Investigación, dentro de esto está el tipo y diseño de investigación, población y muestra de la investigación.
En el CAPITULO IV se muestra como se planifico el control del mantenimiento de los equipos estudiados en la presente.
xii En el CAPITULO V se muestra los indicadores de control de los equipos de bajo perfil.
Culminando con la conclusiones y recomendaciones
Miguel Ángel Astete Pérez
13
CAPÍTULO I PLANTEAMIENTO DEL ESTUDIO
1.1. PLANTEAMIENTO DEL PROBLEMA
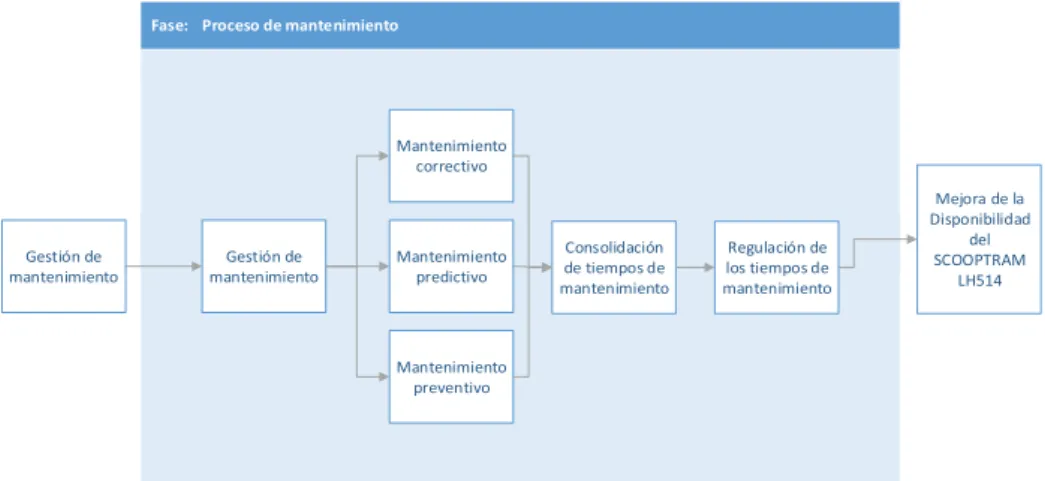
La realización de la investigación sobre el mejoramiento de la disponibilidad a través del diseño de un plan de mantenimiento para los equipos de bajo perfil de la SERVICE SANDVIK - compañía minera CASTROVIRREYNA S.A., con el propósito de aumentar la disponibilidad de los equipos con los que cuenta SANDVIK – compañía minera CASTROVIRREYNA S.A., es decir disminuir el tiempo de parada de los equipos que le impidan cumplir con sus horas diarias de trabajo.
Fig. 1.1: Proceso.
Fuente: Elaboración Propia
14
Proceso de mantenimiento Fase:
Gestión de mantenimiento
Mantenimiento correctivo
Mantenimiento preventivo Mantenimiento
predictivo
Consolidación de tiempos de mantenimiento Gestión de
mantenimiento
Regulación de los tiempos de mantenimiento
Mejora de la Disponibilidad
del SCOOPTRAM
LH514
Fig. 1.2: Caja Blanca.
Fuente: Elaboración Propia
1.2. FORMULACIÓN DEL PROBLEMA
1.2.1. Problema general
¿Cómo elaborar un plan de gestión de mantenimiento que ayude a mejorar la disponibilidad del SCOOPTRAM LH514 en la service SANDVIK S.A.?
1.3. OBJETIVOS DE INVESTIGACIÓN
1.3.1. Objetivo general
Diseñar un plan que gestión de mantenimiento que ayude a mejorar la disponibilidad del SCOOPTRAM LH514 en la service SANDVIK S.A.
1.4. JUSTIFICACIÓN E IMPORTANCIA
1.4.1. Justificación
La justificación técnica es que con la generación de un adecuado plan de gestión de mantenimiento se reducirán considerablemente
15 la cantidad de fallas y tiempos de mantenimiento correctivo del equipo.
Económicamente se justifica ya que al reducir el número de fallas y el tiempo de mantenimiento correctivo se reducirán las perdidas por paro de los equipos.
1.4.2. Alcances y limitaciones
El presente trabajo ayudará a mejorar la disponibilidad de los equipos y se podrá tomar de referencia para generar otros planes de gestión de mantenimiento para equipos bajo de perfil.
Las limitaciones que pudieran presentarse son la siguientes:
El programa en si sólo servirá para la flota de SCOOPTRAM LH514 que se presenta.
16
CAPÍTULO II MARCO TEÓRICO
2.1. ANTECEDENTES DE LA INVESTIGACIÓN
En la tesis titulada: PLANIFICACION Y PROGRAMACION DEL MANTENIMIENTO PREVENTIVO DE EQUIPOS DE SOSTENIMIENTO EN LA UNIDAD MINERA MILPO, presentado por: Edson Pajuelo Montes el año del 2005 en la Universidad Nacional del Centro del Perú, se concluye que al implementar el programa de mantenimiento, se logra aumentar la disponibilidad del equipo, de 38% que se encontró hasta el 90%, en un lapso de un año; por lo tanto se logra mejorar considerablemente la gestión anterior.
David Esteban Vásquez Oyarzún en su tesis titulada Aplicación Del Mantenimiento Centrado En La Confiabilidad Rcm En Motores Detroit 16v-149ti En Codelco División Andina del año 2008 en la Universidad Austral De Chile concluye que:
17 El RCM se puede aplicar a cualquier equipo o conjunto de ellos. Lo fundamental es preparar una persona experta o facilitador en RCM y alimentarlo con el personal técnico, que es el que tiene los conocimientos de los activos, en cuanto a funcionamiento, operación, fallas, mantenciones, etc.
Rene Mauricio González Rojas en su tesis titulada DISEÑO ESTRATEGIA OPERACION CENTRADA EN CONFIABILIDAD PARAMINERA SPENCE S.A. el año del 2006 en la Universidad de Chile concluye que:
Es una metodología que procura determinar los requerimientos de mantenimiento de los activos en su contexto de operación. Consiste en analizar las funciones de los activos, ver cuáles son sus posibles fallas, y detectar los modos de fallas o causas de fallas, estudiar sus efectos y analizar sus consecuencias.
2.2. BASES TEÓRICAS
2.2.1. GESTION DEL MANTENIMIENTO
Primero que nada, es necesario realizar un plan de mantenimiento, el cual es un documento que puede servir de diferentes propósitos de acuerdo a la función del mantenimiento.
Este trabajo requiere una gran cantidad de trabajo documental y al momento iniciar la actividad es necesario estar enterado de todas las actividades realizadas.
18 Los datos típicos a revisar, contenidos en un plan de mantenimiento son los siguientes:
Instalación. - ¿Quién instalará y controlará, los equipos?
Ambiente. - ¿Existe alguna temperatura o humedad específica o límite que controlar?
Frecuencia del Mantenimiento. - ¿Qué tan seguido será requerido el mantenimiento?
Entrenamiento. - ¿Qué arreglos necesitan ser hechos
para el entrenamiento de ingeniería del mantenimiento para los usuarios?
Herramientas y Equipos. - ¿Qué elementos especiales son requeridos y de donde pueden ser obtenidos?
Documentación del Mantenimiento. - ¿Qué documentación es necesaria tener en cuenta?
Partes y Materiales. - ¿Qué es necesario tener para mantener un abasto que garantice las acciones deseadas?
Configuración del Control. - ¿Será necesario realizar algún
cambio de equipos, el abasto de partes o la documentación? ¿De qué forma se podrán documentar e identificar los cambios?
La gestión del mantenimiento se debe de realizar por medio de un programa con necesidades secuenciales, principalmente para poder realizar una buena administración del mantenimiento son necesarios 3 pasos:
19
La organización
La motivación
El control
Cada uno de estos puntos contiene una gran cantidad de información y actividades necesarias para una buena planeación y gestión del mantenimiento.
2.2.1.1. Procesamiento de datos
Los datos registrados se procesan diariamente, con la cual se obtienen los valores de los indicadores de gestión:
Horas de trabajo: Las horas de trabajo representan el total de horas que la maquina estuvo operando durante el dia y se obtienen utilizando la siguiente formula:
𝐻. 𝑇𝑅𝐴𝐵𝐴𝐽𝑂 = 𝐻. 𝐹𝐼𝑁𝐴𝐿 − 𝐻. 𝐼𝑁𝐼𝐶𝐼𝐴𝐿
Horas de Stand By: Representa las horas que estuvo la maquina parada sin operar y se obtiene utilizando la siguiente formula:
𝐻. 𝑆𝑇𝐴𝑁𝐵𝑌 = 𝐻. 𝑇𝑂𝑇𝐴𝐿 − 𝐻. 𝑇𝑅𝐴𝐵𝐴𝐽𝑂 − 𝐻. 𝑃𝑅𝐸𝑉. −𝐻. 𝑃𝑅𝑂𝐺
− 𝐻. 𝐶𝑇𝑉𝑂
Disponibilidad Mecánica: El cálculo de la disponibilidad se realiza diariamente utilizando la siguiente formula:
𝐷. 𝑀 = (𝐻. 𝑇𝑂𝑇𝐴𝐿 − 𝑃𝑅𝐸𝑉. −𝐻. 𝑃𝑅𝑂𝐺 − 𝐻. 𝐶𝑇𝑉𝑂)/ 𝐻. 𝑇𝑂𝑇𝐴𝐿 Porcentaje de Utilización de equipo: El cálculo del porcentaje de Utilización se realiza diariamente utilizando y se obtiene de la siguiente formula:
20
%𝑈𝑇𝐼𝐿 = (𝐻. 𝑇𝑅𝐴𝐵𝐴𝐽𝑂)/ (𝐻. 𝑇𝑂𝑇𝐴𝐿 − 𝐻. 𝑇𝑅𝐴𝐵𝐴𝐽𝑂
− 𝐻. 𝑃𝑅𝐸𝑉. −𝐻. 𝑃𝑅𝑂𝐺 − 𝐻. 𝐶𝑇𝑉𝑂)
Tiempo Promedio entre fallas: Indica en promedio cada cuanto tiempo ha fallado el equipo y se obtiene utilizando la siguiente formula:
𝑀𝑇𝐵𝐹 = 𝐻. 𝑇𝑅𝐴𝐵𝐴𝐽𝑂/𝑁º𝑃𝐴𝑅𝐴𝐷𝐴𝑆
Tiempo Promedio para Reparar: Indica en tiempo promedio que se utilizó para reparar el equipo y se obtiene utilizando la siguiente formula:
𝑀𝑇𝑇𝑅 = (𝐻. 𝑃𝑅𝑂𝐺 + 𝐻. 𝐶𝑇𝑉𝑂 + 𝐻. 𝐴𝐶𝐶)/𝑁º𝑃𝐴𝑅𝐴𝐷𝐴𝑆
2.2.2. MANTENIMIENTO
Es realizar todas las operaciones necesarias que permiten conservar el potencial óptimo de los equipos y materiales, a fin de asegurar la continuidad y la calidad de la producción.
Principalmente el mantenimiento puede ser aplicado de 3 formas:
Mantenimiento Correctivo.
Mantenimiento Preventivo.
Mantenimiento Predictivo.
Algunas fuentes manejan otras alternativas de mantenimiento, pero principalmente estos mencionados anteriormente, forman las raíces de los diferentes tipos de mantenimiento manejados en las demás áreas específicas.
De los diferentes tipos o variaciones del mantenimiento se nombrarán y definirán las más importantes para posteriormente
21 analizar específicamente el Mantenimiento Preventivo únicamente.
Mantenimiento Correctivo. - Mantenimiento realizado sin un plan de actividades, ni actividades de reparación. Es resultado de la falla o deficiencias.
Mantenimiento No Programado. - Mantenimiento de emergencia con actividad correctiva, para restaurar un sistema o elemento dejándolo en condiciones de operación.
Mantenimiento en Condiciones. - Inspecciones de las características que cuentan con un alto riesgo de falla, además de aplicación del mantenimiento preventivo después de la alerta de riesgo, pero antes de la falla total.
Mantenimiento Preventivo. - Realizar actividades con la finalidad de mantener un elemento en una condición específica de operación, por medio de una inspección sistemática, detección y prevención de la falla inminente.
Mantenimiento Programado. - Acciones previamente planeadas para mantener un elemento en una condición específica de operación.
Mantenimiento Predictivo. - Este mantenimiento nació basado en la automatización y avances tecnológicos en la actualidad, la base de este tipo de mantenimiento se encuentra en el monitoreo de una máquina, además de la experiencia empírica, se obtienen gráficas de comportamiento para poder realizar la planeación de mantenimiento. Este mantenimiento como su nombre lo dice,
22 realiza una predicción del comportamiento en base al monitoreo del comportamiento y características de un sistema y realiza cambios o plantea actividades antes de llegar a un punto crítico.
2.2.3. MANTENIMIENTO PREVENTIVO
El mantenimiento preventivo se puede definir como un sistema de conservación planeado del equipo y de la fábrica. No importando el tamaño de la empresa ni tipo de producción, cualquier plan de mantenimiento preventivo deberá de cumplir con los siguientes puntos:
Una inspección periódica de las instalaciones y equipos
para detectar situaciones que puedan originar fallas o una depreciación perjudicial.
El mantenimiento necesario para remediar esas situaciones
antes de que lleguen a revestir gravedad.
Básicamente es necesario llegar a un plan de mantenimiento antes de poder aplicar técnicas de mantenimiento preventivo, será necesario que el servicio tenga cierto nivel de estabilidad, por el contrario, el equipo de mantenimiento no se dará abasto para solucionar los problemas presentados. Se tomará como medida empírica que es necesario que una empresa no emplee más del 75% de su tiempo de mantenimiento en resolver composturas para no enfrentar serios problemas, al pasar a un sistema de mantenimiento preventivo.
23 La implementación de un plan de mantenimiento preventivo es justificada por una gran cantidad de ventajas que dan como resultado de seguir un sistema de este tipo. A continuación, se mencionan una variedad de ventajas:
Menor tiempo perdido como resultado de los paros de maquinaria por descomposturas.
Mejor conservación y duración de las cosas, por no haber necesidad de romper equipo antes de tiempo.
Menor costo por concepto de horas extraordinarias de
trabajo y una utilización más económica de los trabajadores de mantenimiento.
Menos reparaciones a gran escala, prevenidas por reparaciones de rutina.
Menor costo por concepto de composturas, cuando una
parte falla en servicio, suele echar a perder otras partes, aumentado más el costo de servicio.
Menor ocurrencia de productos rechazados,
repeticiones y desperdicios, como producto de una mejor condición general del equipo.
Identificación del equipo que origina gastos de
mantenimiento exagerados, pudiéndose así señalar las necesidades de un trabajo de mantenimiento correctivo para el mismo, un mejor adiestramiento del operador, o bien, el reemplazo de máquinas anticuadas.
24
Mejores condiciones de seguridad.
Como se puede ver, existen grandes ventajas al implementar un sistema de mantenimiento preventivo, además de que a mayor sea el nivel tecnológico y el valor de las máquinas, mayores serán los beneficios del sistema.
Es necesario realizar una delimitación de los elementos, máquinas o sistemas que deberán de incluirse en el programa de mantenimiento preventivo, los métodos de determinación crítica se realizarán en base a un análisis inteligente. Todos los miembros de una acción de mantenimiento encargados del diseño e implementación del sistema de mantenimiento preventivo deberán establecer políticas para su diseño, dentro de las cuales se encuentran las siguientes:
Todo esfuerzo gastado en el diseño de un nuevo programa
de mantenimiento preventivo, es un gasto sustraído de las ganancias.
Una tarea de mantenimiento preventivo incrementará los
costos de mantenimiento; desde el momento de iniciarla hasta el momento de la aparición de los beneficios del mantenimiento.
El grado del mantenimiento preventivo estará relacionado
al tipo crítico de equipo, el mantenimiento será seleccionado para satisfacer las demandas críticas del mismo.
25
El mantenimiento preventivo puede incrementar costos
permanentemente en el caso de que la persona encargada del programa de mantenimiento no tiene los conocimientos suficientes acerca del mantenimiento.
Los costos de las pérdidas en la producción deben de ser optimizados con el mantenimiento.
El mantenimiento preventivo debe de ser optimizado por medio de los paros de mantenimiento.
Al empezar el mantenimiento preventivo, debe de ser
seleccionado un grupo de personas encargadas del diseño e implementación del programa.
Una vez teniendo estos puntos en mente, la administración es un proceso que deberá de ser realizado de la siguiente manera:
Asignar al grupo de personas más competentes para el diseño de los sistemas.
Empezar con los equipos más críticos y crear un programa
de instrucciones e implementarlas de acuerdo a la capacidad de los recursos humanos para el mantenimiento.
El nivel de implementación debe de ser designado para dar
tiempo al programa de mantenimiento para dar los beneficios.
Las pérdidas de producción deben de ser optimizadas contrarrestando el incremento de los gastos por mantenimiento.
26
Las instrucciones de mantenimiento preventivo
deben de ser optimizadas.
Cada uno de estos puntos da como resultado diferentes tipos de tareas, las que deberán ser administradas y controladas de la misma forma por el jefe de mantenimiento.
2.2.4. FINALIDAD DEL MANTENIMIENTO
Garantizar la disponibilidad de equipos para la producción o servicio. Conservar el instrumento de producción, cumpliendo con ciertos parámetros de control, programas específicos.
2.2.5. Control y planificación del mantenimiento
En el área de mantenimiento desde el año 2015 a la fecha que llevo trabajando, me ha permitido ir evolucionando y conceptuando la función del mantenimiento, como un proceso
“Conjunto de Actividades” destinadas a brindar un servicio a un cliente determinado, el área de producción.
Un adecuado planeamiento requerirá de datos exactos, que solo nos puede brindar un adecuado y eficiente control en los procesos del mantenimiento, el mismo que también involucra el proceso de la “Gestión de los recursos” con el uso Responsable de los mismos hasta su disposición final. Siendo esta parte la piedra angular de la actividad del mantenimiento.
27 2.2.6. Diagrama del proceso de mantenimiento
Se implementó el flujo de la actividad del mantenimiento, según la figura N° 2.1 que se inicia desde el ingreso del activo al inventario de la empresa. Debiéndose incluso considerar el inicio de esta actividad, antes de la adquisición de la maquinaria, es decir en la etapa: De selección de la maquinaria.
Una adecuada selección de la maquinaria, será producto de un adecuado grupo de especialistas de las áreas de:
a. Área de producción.
b. Área de mantenimiento.
c. Área de seguridad.
Una adecuada selección de la maquinaria debiera considerar tópicos de selección como:
a. Capacidad de producción.
b. Diseño acorde a la necesidad operacional c. Diseño acorde al lugar de trabajo
d. Mantenibilidad e. Servicio post-venta
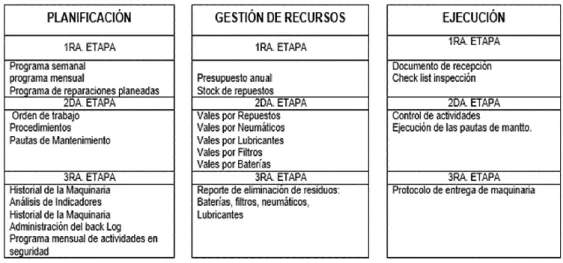
El proceso del mantenimiento podría definirse como el conjunto de actividades, considerada principalmente en tres etapas:
Planificación
Gestión de recursos
Ejecución
28 Destinadas a administrar el mantenimiento de los activos de las empresas, con el objetivo de que los mismos cumplan con las funciones para las cuales fueron diseñadas.
Fig. 2.1: Grafica de la estructura organizacional.
Fuente: Elaboración Propia
Tabla 2.1: Estructura organizacional
Fuente: Elaboración Propia
29 2.2.7. CONTROL DE LOS PROCESOS
2.2.7.1. Proceso de planificación
En esta etapa se ejecuta la planificación del mantenimiento, siendo la documentación asociada, la siguiente:
a) Flota de equipos
Listado de equipos a cargo del área de mantenimiento.
Tabla 2.2: Flota de equipos
Fuente: Elaboración Propia
b) Estándar básico
Indica las reglas referidas a la seguridad.
c) Procedimiento escrito de trabajo seguro (PETS) El procedimiento escrito de trabajo seguro PETS, de manera genérica muestra todos y cada uno de los posibles peligros existentes en la labor de mantenimiento.
d) Programas de mantenimiento
Los programas de mantenimiento preventivo son ejecutados en base a las horas de operación de la maquinaria y la frecuencia para la mantención.
MARCA MODELO POT.
1 JU-02 JUMBO SAN GENARO SANDVIK 4700 DD210 2008 DEUTZ F4L912W 75 Operativo
1 SC-03 LOADER SAN GENARO SANDVIK 252 LH514-307 4 YD3 2008 MERCEDEZ OM 926 LA 150 Operativo
2 SC-04 LOADER RELIQUIAS SANDVIK 659 LH514-203 2 YD3 2010 DEUTZ BF6L 914 71.5 Operativo
3 SC-05 LOADER RELIQUIAS SANDVIK 287 LH514-307 4 YD3 2008 MERCEDEZ OM 926 LA 150 Operativo
4 SC-07 LOADER SAN GENARO SANDVIK 661 LH514-203 2 YD3 2010 DEUTZ BF6L 914 71.5 Operativo
FLOTA DE EQUIPOS CASTROVIRREYNA - CONTRATO SANDVIK DEL PERU - 2016
MODELO CAP. AÑO
ITEM CODIGO
EMPRESA EQUIPO LUGAR DE TRABAJO
MOTOR DIESEL ESTADO DE EQUIPO GRUPO: JUMBOS HIDRAULICOS (EQUIPO DE PERFORACION EN MINA)
GRUPO: LOADERS (EQUIPOS DE CARGUIO) MARCA SERIE
30 e) Ordenes de trabajo (OT)
Realizadas en base al programa de mantenimiento preventivo, mantenimiento correctivo y otros eventos.
En esta cartilla detalla todos y cada uno de las actividades del evento.
f) Historial de equipos
Conjunto de eventos en la vida de una maquinaria, adjunta, en los que se presenta una lista de eventos:
-Mantenimientos preventivos, correctivos.
-Movimiento de componentes.
-Reparaciones realizadas, etc.
g) Pautas de mantenimiento
Las pautas de mantenimiento de la maquinaria son elaboradas en base al manual de partes de la maquinaria, siendo este sujeto de mejora en el tiempo, en base a la retroalimentación de los técnicos de taller, (ver tabla 3.5.).
h) Check pre uso
En este formato quedan registradas todas las observaciones realizadas por el operador de turno de la maquinaria, ver tabla, (ver tabla 3.6).
i) Programa de actividades en seguridad -Inspecciones planeadas al área
-Inspección de extintores -Inspección de Herramientas -Inspección de EPP
31 -Capacitación del Personal
2.2.7.2. Proceso de gestión de recursos
Resulta imposible en esta época hablar de gestión de mantenimiento, sin poder hablar sobre un adecuado y responsable manejo de los Recursos, que contribuyan al cuidado del medio ambiente.
a) Presupuesto anual
A partir de los meses de octubre de todos los años, las empresas organizadas trabajan en el cálculo del presupuesto anual, esto como parte de una planificación estratégica que busca metas claras y especificas en determinadas áreas y en la empresa en general.
b) Stock de repuestos
En esta parte se considera el histórico de consumo de partes, los mimos que se clasifican en los siguientes ítems:
Repuestos de alta rotación
Repuestos de mediana rotación
Repuestos de baja rotación
Repuestos estratégicos
Es de importancia indicar que se debe mantener que un almacén eficiente, es decir con un adecuado nivel de rotación, evitándose tener ítems obsoletos y sobre valoración del almacén en su conjunto, lo cual es perjudicial
32 en términos financieros y dañino para la gestión del mantenimiento.
c) Vales de salida por repuestos, etc.
Los mismos son procesados previa autorización y visto bueno correspondiente de la supervisión, teniendo en cuenta que los mismos serán el sustento para la disposición final de los mismos, es decir para su internamiento en el área de
“Residuos Industriales” uno vez haya sido retirado de servicio y/o desechado.
d) Reportes de eliminación de residuos
Cartilla de Evacuación de Inspección de aceite
residual El formato del anexo N°6, sirve para controlar uno de los aspectos ambientes, más críticos del área de mantenimiento, ya que en el mismo se anotarán todos y cada uno de los movimientos de los diferentes tipos de lubricantes, el mismo que finalmente será el sustento para la evacuación del aceite por medio de una empresa certificada para estos fines.
Cartilla de mantenimiento de trampas de aceite
Cartilla de medición de CO2 en equipos Diesel
Cartilla por exceder los límites permisibles de CO2
De detectarse la maquinaria con exceso de emanación de CO2, esta debe ser internada en los talleres hasta su corrección definitiva, el mismo que debiera quedar registrado en el formato correspondiente.
33
Cartilla de Evacuación e Inspección de Baterías
Evacuación de inspección de neumáticos de baja
2.2.7.3. Proceso de ejecución del mantenimiento
a) Recepción de la maquinaria
Debe quedar registrada la entrega de la maquinaria para la ejecución del mantenimiento y asimismo deben quedar anotados todos los aspectos relevantes de la maquinaria en el momento de su ingreso a mantenimiento:
Estado de los diferentes sistemas de la maquinaria
Condiciones físicas etc.
Los mismos deben ser levantados por el mecánico asignado en forma conjunta con el operador de la maquinaria.
b) Check list de inspección
Una vez entregada la maquinaria el área de producción, el operador antes de poner en operación del mismo, deberá realizar la cartilla de inspección, debiendo indicar las condiciones sub estándar que pudiera existir.
c) Control de actividades
La actividad propia del mantenimiento deberá quedar registrado en la cartilla de Mantenimiento del mismo, en el que se anotarán todas y cada uno de los ítems correspondientes al tipo de mantenimiento.
34 2.2.8. MONITOREO Y CONTROL
En las diferentes etapas del proceso del mantenimiento, deben necesariamente considerarse un monitoreo continuo, esto con el fin de dar cumplimiento a los ítems considerados en la Planificación de la actividad, dirigido a la mejora de la performance de la actividad.
2.3. HIPÓTESIS
Al diseñar un adecuado plan de gestión de mantenimiento mediante el análisis se logrará mejorar la disponibilidad de la flota de SCOOPTRAM LH514 en la service SANDVIK S.A.
35
CAPÍTULO III ASPECTOS METODOLÓGICOS
3.1. METODOLOGIA DE LA INVESTIGACION
La metodología general y en forma resumida que se establece para la realización de la tesis consiste en revisión bibliográfica en la que se presente el tema de estudio con el fin de obtener un adecuado conocimiento para lograr aumentar el aumento de la disponibilidad de los equipos estudiados en la presente investigación.
3.2. TIPO DE INVESTIGACION
La investigación que se llevó acabo es de Nivel Básico y Tipo Descriptivo;
a continuación, se expondrá en que se basa y porque nuestra investigación corresponde este tipo de investigación.
Nuestra investigación corresponde a este tipo, dado que se describirá las características de las actividades del sistema de mantenimiento de Scooptrams actual, así encontrar algún error en el manejo y mejorar la disponibilidad mecánica de nuestros equipos.
36 3.3. DISEÑO DE LA INVESTIGACION
De acuerdo a Castañeda (1995), el diseño de investigación es un plan estructurado de actividades que de manera anticipada guían el proceso de investigación. Su fin es el de aclarar, tanto el investigador como a sus lectores, el camino a recorrer para contestar las preguntas de investigación.
También denominada investigación pura, teórica o dogmática. Se caracteriza porque parte de un marco teórico y permanece en él; la finalidad radica en formular nuevas teorías o modificar las existentes, en incrementar los conocimientos científicos o filosóficos, pero sin contrastarlos con ningún aspecto práctico.
Diagrama: 𝑀 → 𝑂 Donde:
M: Sistema de mantenimiento.
O: Scooptram LH514
3.4. NIVEL DE INVESTIGACION
El tipo de investigación empleado en el presente trabajo es descriptivo, ya que en este se describirá los pasos que se siguieron para el adecuado diseño de un plan de gestión de mantenimiento para mejorar la disponibilidad de los SCOOPTRAM LH514 en la service SANDVIK S.A.
3.5. UNIDAD DE OBSERVACION
En cuanto a la población se tiene a Los equipos mineros de la service SANDVIK S.A.
37 En cuanto a la muestra se están tomando a la flota de equipos SCOOPTRAM.
3.6. POBLACION DE ESTUDIO
La población de esta investigación se centra en 4 Scooptrams LH514 y un jumbo DD210 de la flota de equipos de la service SANDVIK.
Tabla 3.1: Flota de equipos
Fuente: Elaboración Propia
Disponibilidad Mecánica:
Horas de operación
Horas muertas
Horómetro Criterios de Inclusión:
Se está incluyendo los tiempos de operación y horas muertas por cada equipo al día osea en dos guardias.
El tiempo se está controlando con la diferencia de Horómetros.
Criterios de Exclusión:
Para el cálculo de la disponibilidad no se incluye el tiempo de
cambio de guardia y la inspección antes del trabajo (Checklist), que es un mínimo tiempo.
MARCA MODELO POT.
1 JU-02 JUMBO SAN GENARO SANDVIK 4700 DD210 2008 DEUTZ F4L912W 75 Operativo
1 SC-03 LOADER SAN GENARO SANDVIK 252 LH514-307 4 YD3 2008 MERCEDEZ OM 926 LA 150 Operativo 2 SC-04 LOADER RELIQUIAS SANDVIK 659 LH514-203 2 YD3 2010 DEUTZ BF6L 914 71.5 Operativo 3 SC-05 LOADER RELIQUIAS SANDVIK 287 LH514-307 4 YD3 2008 MERCEDEZ OM 926 LA 150 Operativo 4 SC-07 LOADER SAN GENARO SANDVIK 661 LH514-203 2 YD3 2010 DEUTZ BF6L 914 71.5 Operativo
FLOTA DE EQUIPOS CASTROVIRREYNA - CONTRATO SANDVIK DEL PERU - 2016
MODELO CAP. AÑO
ITEMCODIGO
EMPRESA EQUIPO LUGAR DE TRABAJO
MOTOR DIESEL ESTADO DE EQUIPO GRUPO: JUMBOS HIDRAULICOS (EQUIPO DE PERFORACION EN MINA)
GRUPO: LOADERS (EQUIPOS DE CARGUIO) MARCA SERIE
38
CAPÍTULO IV CONTROL Y PLANIFICACION DEL MANTENIMIENTO
En el área de mantenimiento desde el año 2015 a la fecha que llevo trabajando, me ha permitido ir evolucionando y conceptuando la función del mantenimiento, como un proceso “Conjunto de Actividades”
destinadas a brindar un servicio a un cliente determinado, el área de producción.
Un adecuado planeamiento requerirá de datos exactos, que solo nos puede brindar un adecuado y eficiente control en los procesos del mantenimiento, el mismo que también involucra el proceso de la “Gestión de los recursos” con el uso Responsable de los mismos hasta su disposición final. Siendo esta parte la piedra angular de la actividad del mantenimiento.
4.1. DIAGRAMA DEL PROCESO DE MANTENIMIENTO
Se implementó el flujo de la actividad del mantenimiento, según la figura N° 4.1 que se inicia desde el ingreso del activo al inventario de la empresa. Debiéndose incluso considerar el inicio de esta actividad,
39 antes de la adquisición de la maquinaria, es decir en la etapa: De selección de la maquinaria.
Una adecuada selección de la maquinaria, será producto de un adecuado grupo de especialistas de las áreas de:
a. Área de producción.
b. Área de mantenimiento.
c. Área de seguridad.
Una adecuada selección de la maquinaria debiera considerar tópicos de selección como:
a. Capacidad de producción.
b. Diseño acorde a la necesidad operacional c. Diseño acorde al lugar de trabajo
d. Mantenibilidad e. Servicio post-venta
El proceso del mantenimiento podría definirse como el conjunto de actividades, considerada principalmente en tres etapas:
-Planificación
-Gestión de recursos -Ejecución
Destinadas a administrar el mantenimiento de los activos de las empresas, con el objetivo de que los mismos cumplan con las funciones para las cuales fueron diseñadas.
40
Fig. 4.1: Grafica de la estructura organizacional Fuente: Elaboración Propia
41
Tabla 4.1: Estructura organizacional
Fuente: Elaboración Propia
42 4.2. CONTROL DE LOS PROCESOS
4.2.1. Proceso de planificación
En esta etapa se ejecuta la planificación del mantenimiento, siendo la documentación asociada, la siguiente:
a) FLOTA DE EQUIPOS
Listado de equipos a cargo del área de mantenimiento.
Tabla 4.2: Flota de equipos.
Fuente: Elaboración Propia
b) ESTANDAR BÁSICO
Indica las reglas referidas a la seguridad.
c) PROCEDIMIENTO ESCRITO DE TRABAJO SEGURO
(PETS)
El procedimiento escrito de trabajo seguro PETS, de manera genérica muestra todos y cada uno de los posibles peligros existentes en la labor de mantenimiento.
d) PROGRAMAS DE MANTENIMIENTO
Los programas de mantenimiento preventivo son ejecutados en base a las horas de operación de la maquinaria y la frecuencia para la mantención.
MARCA MODELO POT.
1 JU-02 JUMBO SAN GENARO SANDVIK 4700 DD210 2008 DEUTZ F4L912W 75 Operativo
1 SC-03 LOADER SAN GENARO SANDVIK 252 LH514-307 4 YD3 2008 MERCEDEZ OM 926 LA 150 Operativo 2 SC-04 LOADER RELIQUIAS SANDVIK 659 LH514-203 2 YD3 2010 DEUTZ BF6L 914 71.5 Operativo 3 SC-05 LOADER RELIQUIAS SANDVIK 287 LH514-307 4 YD3 2008 MERCEDEZ OM 926 LA 150 Operativo 4 SC-07 LOADER SAN GENARO SANDVIK 661 LH514-203 2 YD3 2010 DEUTZ BF6L 914 71.5 Operativo
FLOTA DE EQUIPOS CASTROVIRREYNA - CONTRATO SANDVIK DEL PERU - 2016
MODELO CAP. AÑO
ITEMCODIGO
EMPRESA EQUIPO LUGAR DE TRABAJO
MOTOR DIESEL
ESTADO DE EQUIPO GRUPO: JUMBOS HIDRAULICOS (EQUIPO DE PERFORACION EN MINA)
GRUPO: LOADERS (EQUIPOS DE CARGUIO) MARCA SERIE
43 e) ORDENES DE TRABAJO (OT)
Realizadas en base al programa de mantenimiento preventivo, mantenimiento correctivo y otros eventos.
En esta cartilla detalla todos y cada uno de las actividades del evento.
f) HISTORIAL DE EQUIPOS
Conjunto de eventos en la vida de una maquinaria, adjunta, en los que se presenta una lista de eventos:
-Mantenimientos preventivos, correctivos.
-Movimiento de componentes.
-Reparaciones realizadas, etc.
g) PAUTAS DE MANTENIMIENTO
Las pautas de mantenimiento de la maquinaria son elaboradas en base al manual de partes de la maquinaria, siendo este sujeto de mejora en el tiempo, en base a la retroalimentación de los técnicos de taller, (ver tabla 3.5.).
h) CHECK PRE USO
En este formato quedan registradas todas las observaciones realizadas por el operador de turno de la maquinaria, ver tabla, (ver tabla 3.6).
i) PROGRAMA DE ACTIVIDADES EN SEGURIDAD -Inspecciones planeadas al área
-Inspección de extintores -Inspección de Herramientas -Inspección de EPP
44 -Capacitación del Personal
4.2.2. Proceso de gestión de recursos
Resulta imposible en esta época hablar de gestión de mantenimiento, sin poder hablar sobre un adecuado y responsable manejo de los Recursos, que contribuyan al cuidado del medio ambiente.
a) PRESUPUESTO ANUAL
A partir de los meses de octubre de todos los años, las empresas organizadas trabajan en el cálculo del presupuesto anual, esto como parte de una planificación estratégica que busca metas claras y especificas en determinadas áreas y en la empresa en general.
b) STOCK DE REPUESTOS
En esta parte se considera el histórico de consumo de partes, los mimos que se clasifican en los siguientes ítems:
- Repuestos de alta rotación - Repuestos de mediana rotación - Repuestos de baja rotación - Repuestos estratégicos
Es de importancia indicar que se debe mantener que un almacén eficiente, es decir con un adecuado nivel de rotación, evitándose tener ítems obsoletos y sobre valoración del almacén en su conjunto, lo cual es perjudicial en términos financieros y dañino para la gestión del mantenimiento.
45 c) VALES DE SALIDA POR REPUESTOS, ECT
Los mismos son procesados previa autorización y visto bueno correspondiente de la supervisión, teniendo en cuenta que los mismos serán el sustento para la disposición final de los mismos, es decir para su internamiento en el área de “Residuos Industriales” uno vez haya sido retirado de servicio y/o desechado.
d) REPORTES DE ELIMINACIÓN DE RESIDUOS
-Cartilla de Evacuación de Inspección de aceite residual El formato del anexo N°6, sirve para controlar uno de los aspectos ambientes, más críticos del área de mantenimiento, ya que en el mismo se anotarán todos y cada uno de los movimientos de los diferentes tipos de lubricantes, el mismo que finalmente será el sustento para la evacuación del aceite por medio de una empresa certificada para estos fines.
-Cartilla de mantenimiento de trampas de aceite - Cartilla de medición de CO2 en equipos Diesel -Cartilla por exceder los límites permisibles de CO2
De detectarse la maquinaria con exceso de emanación de CO2, esta debe ser internada en los talleres hasta su corrección definitiva, el mismo que debiera quedar registrado en el formato correspondiente.
- Cartilla de Evacuación e Inspección de Baterías - Evacuación de inspección de neumáticos de baja
4.2.3. Proceso de ejecución del mantenimiento a) RECEPCIÓN DE LA MAQUINARIA
46 Debe quedar registrada la entrega de la maquinaria para la ejecución del mantenimiento y asimismo deben quedar anotados todos los aspectos relevantes de la maquinaria en el momento de su ingreso a mantenimiento:
-Estado de los diferentes sistemas de la maquinaria -Condiciones físicas etc.
Los mismos deben ser levantados por el mecánico asignado en forma conjunta con el operador de la maquinaria.
b) CHECK LIST DE INSPECCIÓN
Una vez entregada la maquinaria el área de producción, el operador antes de poner en operación del mismo, deberá realizar la cartilla de inspección, debiendo indicar las condiciones sub estándar que pudiera existir.
c) CONTROL DE ACTIVIDADES
La actividad propia del mantenimiento deberá quedar registrado en la cartilla de Mantenimiento del mismo, en el que se anotarán todas y cada uno de los ítems correspondientes al tipo de mantenimiento.
4.3. MONITOREO Y CONTROL
En las diferentes etapas del proceso del mantenimiento, deben necesariamente considerarse un monitoreo continuo, esto con el fin de dar cumplimiento a los ítems considerados en la Planificación de la actividad, dirigido a la mejora de la performance de la actividad.
47
CAPÍTULO V PRESENTACIÓN DE RESULTADOS
5.1. DATOS RECOLECTADOS DE PERFORMANCE DE EQUIPOS
La performance de la flota de equipos tiene por objetivo, llevar el historial por cada equipo, así como también la de proporcionar datos exactos para procesar los índices de gestión por equipo respectivamente.
La performance que se desarrolla en Castrovirreyna está representada por una base de datos compuesta por 2 partes: Recopilación de datos y el Procesamiento de datos.
5.1.1. Recopilación de datos
La recopilación de datos se encuentra dividida en:
5.1.1.1. Registro de horómetro por equipo:
El registro de los horómetro se realiza al inicio y al final de la guardia de cada día que trabaja el equipo, dichos datos vienen
48 representados en el reporte de performance de la siguiente manera:
Horómetro inicial (Hi)
Horómetro final (Hf)
5.1.1.2. Registro de Horas de Manttos por equipo:
Se registra las horas que utiliza el personal técnico de sandvik para la ejecución de trabajos en los diferentes manttos que se presentan en la flota de equipos; y los cuales vienen representados de la siguiente manera:
Mantto Preventivo (H PREV)
Mantto Programando (H PROG)
Mantto Correctivo (H CTVO)
5.1.1.3. Registro de Ocurrencias:
Se registran el tiempo en horas que utiliza el personal técnico de sandvik para la ejecución de trabajos de reparación en el equipo, producto de un evento la cual puede ser accidente y/o mala operación la cual afecto la operatividad del equipo. Dicho dato viene representado de la siguiente manera:
REPARA. ACC
5.1.1.4. Registro de Número de Paradas:
Se registran el número de paradas que se presentó en el equipo durante el día de operación, esto producto de manttos programados y correctivos e incluye accidentes que
49 probablemente pudiesen en el equipo. Dicho dato viene representado de la siguiente manera:
Nº PARA.
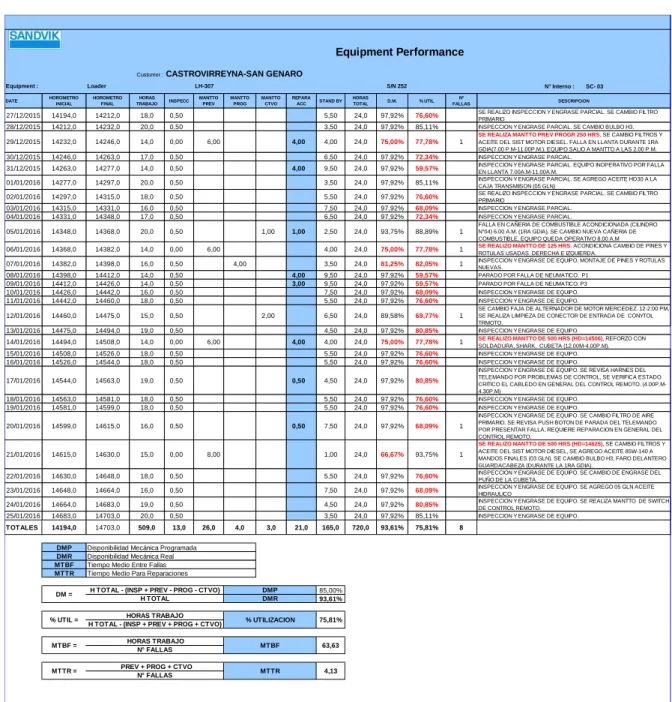
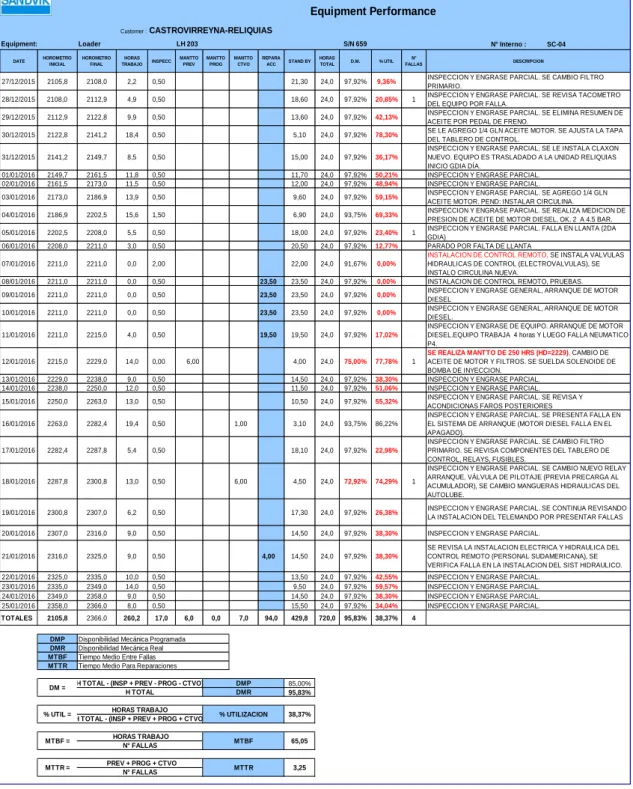
5.1.2. Desarrollo del Performance para a flota de equipos Castrovirreyna
A continuación, se muestra el resumen de la performance desarrollada del equipo scoop LH514-307 con código interno SC-03 mediante la tabla Excel, dicho equipo es parte de la flota de equipos inmerso en el contrato de servicio Castrovirreyna y corresponde al mes de enero 2016.
50
Tabla 5.1: Performance del Scoop SC-03
Fuente: Elaboración Propia
Customer :CASTROVIRREYNA-SAN GENARO
N° Interno : SC- 03
DATE HOROMETRO
INICIAL
HOROMETRO FINAL
HORAS
TRABAJO INSPECC MANTTO PREV
MANTTO PROG
MANTTO CTVO
REPARA
ACC STAND BY HORAS
TOTAL D.M. % UTIL N°
FALLAS DESCRIPCION
27/12/2015 14194,0 14212,0 18,0 0,50 5,50 24,0 97,92% 76,60% SE REALIZO INSPECCION Y ENGRASE PARCIAL. SE CAMBIO FILTRO PRIMARIO
28/12/2015 14212,0 14232,0 20,0 0,50 3,50 24,0 97,92% 85,11% INSPECCION Y ENGRASE PARCIAL. SE CAMBIO BULBO H3.
29/12/2015 14232,0 14246,0 14,0 0,00 6,00 4,00 4,00 24,0 75,00% 77,78% 1
SE REALIZA MANTTO PREV PROGR 250 HRS, SE CAMBIO FILTROS Y ACEITE DEL SIST MOTOR DIESEL. FALLA EN LLANTA DURANTE 1RA GDIA(7.00 P.M-11.00P.M.). EQUIPO SALIO A MANTTO A LAS 2.00 P.M.
30/12/2015 14246,0 14263,0 17,0 0,50 6,50 24,0 97,92% 72,34% INSPECCION Y ENGRASE PARCIAL.
31/12/2015 14263,0 14277,0 14,0 0,50 4,00 9,50 24,0 97,92% 59,57% INSPECCION Y ENGRASE PARCIAL. EQUIPO INOPERATIVO POR FALLA EN LLANTA 7.00A.M-11.00A.M.
01/01/2016 14277,0 14297,0 20,0 0,50 3,50 24,0 97,92% 85,11% INSPECCION Y ENGRASE PARCIAL. SE AGREGO ACEITE HD30 A LA CAJA TRANSMIISON (05 GLN)
02/01/2016 14297,0 14315,0 18,0 0,50 5,50 24,0 97,92% 76,60% SE REALIZO INSPECCION Y ENGRASE PARCIAL. SE CAMBIO FILTRO PRIMARIO
03/01/2016 14315,0 14331,0 16,0 0,50 7,50 24,0 97,92% 68,09% INSPECCION Y ENGRASE PARCIAL.
04/01/2016 14331,0 14348,0 17,0 0,50 6,50 24,0 97,92% 72,34% INSPECCION Y ENGRASE PARCIAL.
05/01/2016 14348,0 14368,0 20,0 0,50 1,00 1,00 2,50 24,0 93,75% 88,89% 1
FALLA EN CAÑERIA DE COMBUSTIBLE ACONDICIONADA (CILINDRO N°04) 6.00 A.M. (1RA GDIA), SE CAMBIO NUEVA CAÑERIA DE COMBUSTIBLE, EQUIPO QUEDA OPERATIVO 8.00 A.M 06/01/2016 14368,0 14382,0 14,0 0,00 6,00 4,00 24,0 75,00% 77,78% 1 SE REALIZO MANTTO DE 125 HRS, ACONDICIONA CAMBIO DE PINES Y
ROTULAS USADAS. DERECHA E IZQUIERDA.
07/01/2016 14382,0 14398,0 16,0 0,50 4,00 3,50 24,0 81,25% 82,05% 1 INSPECCION Y ENGRASE DE EQUIPO. MONTAJE DE PINES Y ROTULAS NUEVAS.
08/01/2016 14398,0 14412,0 14,0 0,50 4,00 9,50 24,0 97,92% 59,57% PARADO POR FALLA DE NEUMATICO. P1
09/01/2016 14412,0 14426,0 14,0 0,50 3,00 9,50 24,0 97,92% 59,57% PARADO POR FALLA DE NEUMATICO. P3
10/01/2016 14426,0 14442,0 16,0 0,50 7,50 24,0 97,92% 68,09% INSPECCION Y ENGRASE DE EQUIPO.
11/01/2016 14442,0 14460,0 18,0 0,50 5,50 24,0 97,92% 76,60% INSPECCION Y ENGRASE DE EQUIPO.
12/01/2016 14460,0 14475,0 15,0 0,50 2,00 6,50 24,0 89,58% 69,77% 1
SE CAMBIO FAJA DE ALTERNADOR DE MOTOR MERCEDEZ. 12-2.00 PM, SE REALIZA LIMPIEZA DE CONECTOR DE ENTRADA DE CONYTOL TRMOTO.
13/01/2016 14475,0 14494,0 19,0 0,50 4,50 24,0 97,92% 80,85% INSPECCION Y ENGRASE DE EQUIPO.
14/01/2016 14494,0 14508,0 14,0 0,00 6,00 4,00 4,00 24,0 75,00% 77,78% 1 SE REALIZO MANTTO DE 500 HRS (HD=14506), REFORZO CON SOLDADURA, SHARK, CUBETA (12.00M-4.00P.M).
15/01/2016 14508,0 14526,0 18,0 0,50 5,50 24,0 97,92% 76,60% INSPECCION Y ENGRASE DE EQUIPO.
16/01/2016 14526,0 14544,0 18,0 0,50 5,50 24,0 97,92% 76,60% INSPECCION Y ENGRASE DE EQUIPO.
17/01/2016 14544,0 14563,0 19,0 0,50 0,50 4,50 24,0 97,92% 80,85%
INSPECCION Y ENGRASE DE EQUIPO. SE REVISA HARNES DEL TELEMANDO POR PROBLEMAS DE CONTROL, SE VERIFICA ESTADO CRITICO EL CABLEDO EN GENERAL DEL CONTROL REMOTO. (4.00P.M- 4.30P.M)
18/01/2016 14563,0 14581,0 18,0 0,50 5,50 24,0 97,92% 76,60% INSPECCION Y ENGRASE DE EQUIPO.
19/01/2016 14581,0 14599,0 18,0 0,50 5,50 24,0 97,92% 76,60% INSPECCION Y ENGRASE DE EQUIPO.
20/01/2016 14599,0 14615,0 16,0 0,50 0,50 7,50 24,0 97,92% 68,09% 1
INSPECCION Y ENGRASE DE EQUIPO. SE CAMBIO FILTRO DE AIRE PRIMARIO. SE REVISA PUSH BOTON DE PARADA DEL TELEMANDO POR PRESENTAR FALLA, REQUIERE REPARACION EN GENERAL DEL CONTROL REMOTO.
21/01/2016 14615,0 14630,0 15,0 0,00 8,00 1,00 24,0 66,67% 93,75% 1
SE REALIZO MANTTO DE 500 HRS (HD=14625), SE CAMBIO FILTROS Y ACEITE DEL SIST MOTOR DIESEL, SE AGREGO ACEITE 85W-140 A MANDOS FINALES (03 GLN). SE CAMBIO BULBO H3, FARO DELANTERO GUARDACABEZA (DURANTE LA 1RA GDIA).
22/01/2016 14630,0 14648,0 18,0 0,50 5,50 24,0 97,92% 76,60% INSPECCION Y ENGRASE DE EQUIPO. SE CAMBIO DE ENGRASE DEL PUÑO DE LA CUBETA.
23/01/2016 14648,0 14664,0 16,0 0,50 7,50 24,0 97,92% 68,09% INSPECCION Y ENGRASE DE EQUIPO. SE AGREGO 05 GLN ACEITE HIDRAULICO
24/01/2016 14664,0 14683,0 19,0 0,50 4,50 24,0 97,92% 80,85% INSPECCION Y ENGRASE DE EQUIPO. SE REALIZA MANTTO DE SWITCH DE CONTROL REMOTO.
25/01/2016 14683,0 14703,0 20,0 0,50 3,50 24,0 97,92% 85,11% INSPECCION Y ENGRASE DE EQUIPO.
TOTALES 14194,0 14703,0 509,0 13,0 26,0 4,0 3,0 21,0 165,0 720,0 93,61% 75,81% 8 DMP Disponibilidad Mecánica Programada
DMR Disponibilidad Mecánica Real MTBF Tiempo Medio Entre Fallas MTTR Tiempo Medio Para Reparaciones
85,00%
93,61%
63,63
4,13 Equipment :
DM = H TOTAL - (INSP + PREV - PROG - CTVO) DMP
H TOTAL DMR
N° FALLAS MTBF
Equipment Performance
Loader LH-307 S/N 252
% UTIL = 75,81%
H TOTAL - (INSP + PREV + PROG + CTVO)
MTTR = PREV + PROG + CTVO
MTTR HORAS TRABAJO
% UTILIZACION
MTBF = HORAS TRABAJO
N° FALLAS