Con base en esto y los resultados de la pregunta número 7 de la encuesta, se puede decir que el 61.9% de la población representa el número de personas que demandan productos similares. Por otro lado, los resultados de la pregunta número 9 muestran que el 84,2% de las personas consumiría medallones a base de lentejas.

Oferta de medallones a base de lentejas
Se puede decir que la competencia indirecta es más importante que la competencia directa, ya que existe una amplia gama de productos similares disponibles: empanizados de soja, empanizados de arroz, empanizados de verduras, hamburguesas de pollo y carne. Por ello, se puede decir que la oferta de productos de competencia indirecta cubre un gran porcentaje de la demanda total.
Determinación de la capacidad de producción de la planta
Estos productos no se venden en supermercados e hipermercados, por lo que se puede suponer que la oferta cubre un pequeño porcentaje de la demanda total del producto. Después de hacer todo el análisis, se puede concluir que la competencia indirecta del producto es muy amplia e importante, y al ser un producto relativamente nuevo, se pretende cubrir el 5% de la demanda total de medallones de lenteja, calculada sobre el base de unidades de investigación/año).
Generación de la idea
Concepto del producto
Definición del producto
Experiencias realizadas
- Experiencia 1 - Elección del ingrediente principal
- Experiencia 2 - Elección de ingrediente para mejorar la textura
- Experiencia 3
- Experiencia 4
A pesar de que las medallas no se desmoronaron después de la cocción, la textura final. Es por esto que se decidió tomar una parte de dicha preparación y cocinarla, para obtener la textura final adecuada.
Ingredientes
- Lentejas
- Hortalizas
- Condimentos
- Aditivos
A diferencia de la clara de huevo, que tiene gran cantidad de proteínas, el líquido mucilaginoso extraído del lino está compuesto principalmente por polisacáridos (almidón), que retienen el agua en las mezclas y aumentan su viscosidad (Gastronomía Vegana, 2016). La alicina es un compuesto organosulfurado procedente de la reducción y asimilación del azufre.

Formulación
Diagrama de Flujo
Descripción de etapas
- Recepción de materia prima
- Cocción de las lentejas
- Escurrido de las lentejas
- Cocción de semillas de lino
- Atemperado
- Mezclado
- Envasado
- Inspección
- Almacenamiento
Una vez pasado este tiempo, las lentejas se colocan en un cesto dentro de la caldera, por medio de un operario que descarga los sacos de la misma. Al mismo tiempo que se escurre el agua, también se produce una bajada de temperatura de las lentejas.
BALANCES DE MASA
- Cocción y escurrido de lentejas
- Cocción y atemperado de lino
- Mezclado
- Formado
- Congelado
- Rendimiento total
- Introducción
- Diagrama tecnológico
- Equipos
- Marmita para lentejas
- Mezcladora
- Túnel de congelado
- Selladora automática
- Cámara de almacenamiento de producto terminado
- Detector de metales
- Balanza
- Caldera
En esta etapa, las semillas de lino trituradas se sumergen en agua corriente, absorbiendo parte de ella. El diseño del cuarto de almacenamiento de producto terminado se detalla en el Anexo 4.

CÁLCULO DE TIEMPO DE CONGELACIÓN
Introducción
La congelación no sólo implica un cambio de calor sensible en el alimento, sino que también es necesario eliminar el calor latente asociado al cambio de fase correspondiente a la transformación de parte del agua líquida en hielo. Como resultado de esta inmovilización del agua por la formación de cristales de hielo, se produce una disminución de la actividad del agua en fase líquida, es decir, el agua no está disponible para reacciones químicas o enzimáticas, crecimiento de microorganismos, etc. .
Estimación del tiempo de congelado
Tras sustituir en las expresiones adecuadas, separar las variables e integrar obtenemos la ecuación para calcular el tiempo de congelación de la lámina infinita. Según la temperatura del medio de congelación (Tm), este valor tiene un valor de -30°C, de manera que se pueda alcanzar la temperatura final deseada en el producto.

BALANCES DE CALOR Y DISEÑO DE CALDERA
Cálculo de tiempo de calentamiento de agua para la cocción de lentejas Para conocer el tiempo necesario para calentar el agua utilizada en la
- Cálculo de tiempo de calentamiento de agua
- Cálculo de vapor necesario
- Selección de la caldera
Como hay vapor del exterior, su h es tan alto que el término 1/he puede despreciarse en la ecuación (2). Para dimensionar la caldera se cuantifica la cantidad de vapor necesaria al día en la fase de cocción de las lentejas. Por lo tanto, la masa de vapor necesaria para cocinar las lentejas es de 49 kg de vapor por cada hora por tetera.
Introducción
Definición de etapas
El inicio de la producción comienza con la cocción de las lentejas y luego la cocción del lino. Dado que el tiempo de cocción de las lentejas es mayor que el de la cocción del lino, ambos procesos comienzan al mismo tiempo para aprovechar el tiempo de espera hasta el final de la cocción de las lentejas para atemperar el lino. Transcurrido el tiempo necesario, la pasta obtenida se lleva a la moldeadora, donde se forman los medallones de forma semiautomática.
Selección de la capacidad de los equipos
Ambos productos deben ser transportados mediante carros hasta la batidora, donde también se añaden el resto de ingredientes (cebolla, pimiento dulce, glutamato, quinoa y semillas de sésamo y provenzal), que previamente han sido pesados en la sala de pesaje. Se transportan en furgonetas sobre carros hasta el túnel de congelación, donde se congelan las piezas. Una vez congeladas las piezas, se envasan en bolsas de polietileno con sellador.
Estimación de tiempos de proceso
- Etapas que no modifican los tiempos de proceso
- Descripción para la estimación de los tiempos de proceso
- Tiempos de proceso de las etapas principales
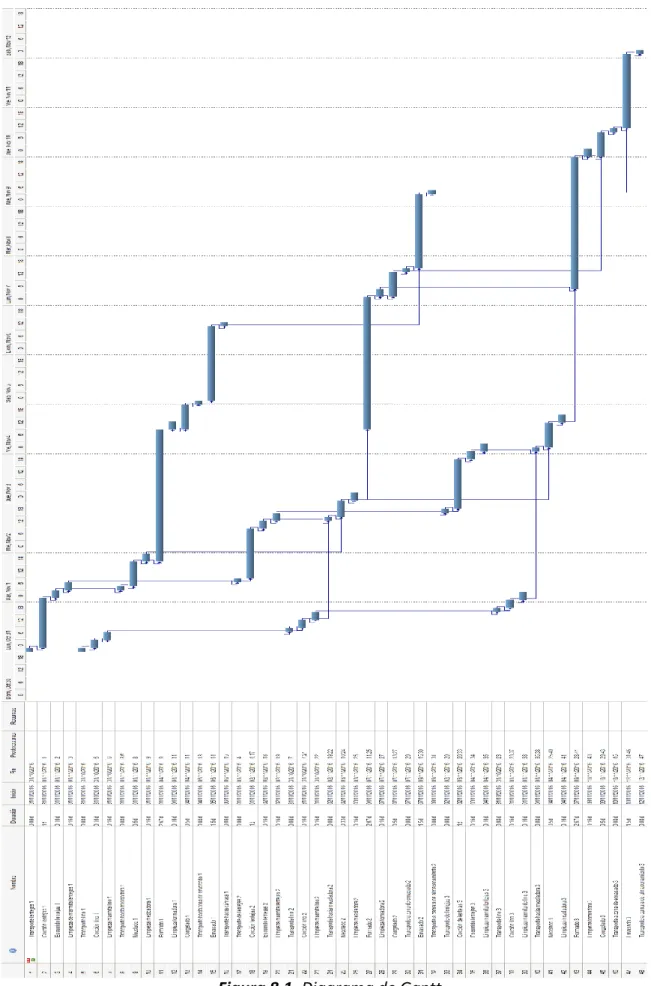
- Diagrama de Gantt
Esta etapa, teniendo en cuenta el vertido de semillas en el dispositivo de cocción, dura 5 minutos. El tiempo de cocción de las semillas se calcula en 10 minutos y su posterior descarga en el carro en 5 minutos. Finalmente, el tiempo de transporte de las cajas desde la sala de embalaje hasta la sala de almacenamiento de producto terminado se estima en 5 minutos.

Definición de cantidad de operarios
Considerando la capacidad de la planta y las etapas del proceso, se considera que solo se necesita una persona para supervisar el proceso de producción por cada turno. Dependiendo de la actividad de cada operador se determinará el horario de ingreso a la plata. Los operadores encargados de la primera cocción diaria y del pesaje y preparación de materias primas e ingredientes serán los primeros en llegar a las 6:00 horas.
Diagrama de Gantt
Considerando lo anterior, la proximidad al mercado es el factor que más influye en la ubicación de la fábrica. Teniendo esto en cuenta, se decidió ubicar la planta en el Parque Industrial Pibera en la localidad de El Pato, distrito de Berazategui (Figura 9.1). Almacena todos los productos utilizados para la limpieza de la parte productiva y del resto de la planta.
IMPACTO AMBIENTAL - TRATAMIENTO DE EFLUENTES
Introducción
En este capítulo se evaluará la inversión total requerida para implementar el proyecto, el costo de producción y finalmente, un análisis de rentabilidad desde el punto de vista económico, para evaluar si el proyecto es rentable.
Cálculo de la inversión total
- Inversión fija total (I FT )
- Inversión en capital de trabajo (I W )
- InversiÓn total (I T )
Uno de ellos es el método factorial, mediante el cual se puede extrapolar la inversión fija de un sistema completo a partir del precio del equipo de proceso principal con instalación y se puede determinar una estimación de la inversión fija con un error del 10-15%. valor, seleccionando cuidadosamente los factores dentro del rango dado. El punto de partida de este método es la evaluación de la inversión de los equipos principales del proceso de instalación al que llamaremos IE. A continuación continuamos con la determinación de los factores de la tabla 11.1, teniendo en cuenta que se utilizarán los correspondientes a Congelados en Argentina, ya que son los más similares a nuestro proyecto.

Cálculo del costo total y unitario de producción (CT y CTu)
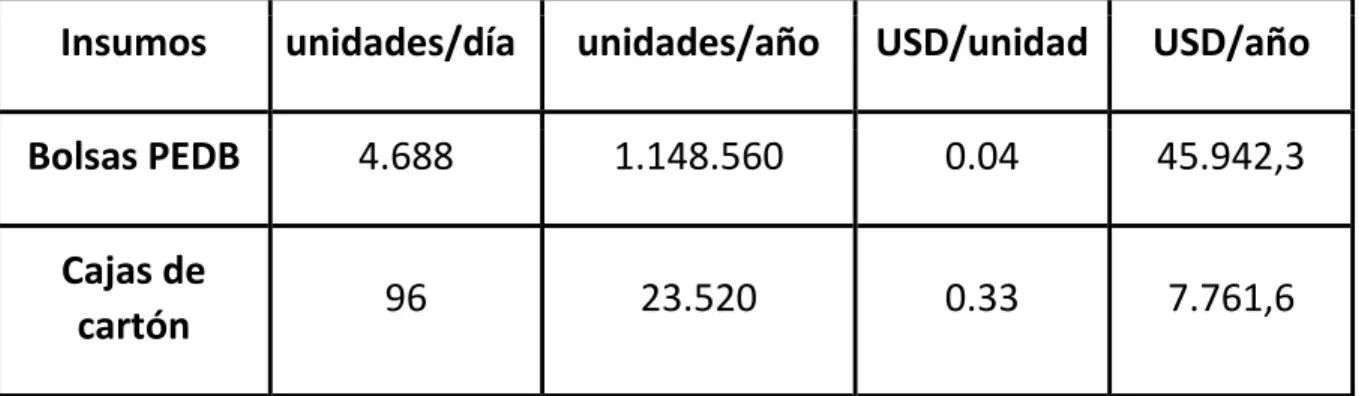
- Costos variables totales (CVT)
- Costos fijos anuales (CF)
- Costo total (CT) y costo total unitario (CTu)
- Capital de trabajo
Costos de supervisión: Incluye salarios del personal responsable de la supervisión directa de las distintas operaciones realizadas en la instalación. Para iluminación de plantas se considera que el consumo es de 10 W/m2 de fábrica. Gas: La cantidad de gas natural necesaria en la planta procede del uso de la caldera.
Análisis de rentabilidad
- Cuadro de fuentes y usos de fondos
- Tasa Interna de Retorno (TIR)
- Cálculo de tiempo de repago (nr)
Para obtener el precio de venta del producto que garantice que TIR tiene ese valor, se crea un gráfico que analiza el precio del producto en base a TIR. El valor del precio de venta del producto se modifica teniendo en cuenta diferentes incrementos porcentuales respecto al CTu. Entonces para que el proyecto sea rentable el precio mínimo de venta debe ser: USD 0,29/kg.
MANUAL DE BPM
BUENAS PRÁCTICAS DE MANUFACTURA
- OBJETO Y CAMPO DE APLICACIÓN 2. ALCANCE
- RESPONSABILIDADES 4.- DEFINICIONES
- INTRODUCCIÓN
- ASPECTOS GENERALES 7. DESARROLLO
- OBJETO Y CAMPO DE APLICACIÓN
- ALCANCE
- RESPONSABILIDADES
- ASPECTOS GENERALES
- DESARROLLO
Zona húmeda: Sector de la planta donde por las características de las operaciones que allí se realizan se puede utilizar agua para fines de limpieza. El BPM estandarizado es una herramienta fundamental para implementar un sistema de aseguramiento de la calidad que garantice la seguridad alimentaria. Comer y beber, a excepción del comedor del establecimiento y en los horarios establecidos para dichas actividades.
PROCEDIMIENTOS OPERATIVOS ESTANDARIZADOS DE SANEAMIENTO
POES)
- OBJETO Y CAMPO DE APLICACIÓN 2. RESPONSABILIDADES
- INTRODUCCIÓN 4. OBJETIVOS
- CALIDAD DEL AGUA
- SANEAMIENTO DE INSTALACIONES Y EQUIPOS 1. Materiales y Equipos para Limpieza
- RESPONSABILIDADES
- INTRODUCCIÓN
- OBJETIVOS
- SANEAMIENTO DE INSTALACIONES Y EQUIPOS 1. Materiales y Equipos para Limpieza
- Disposición de Residuos
- CONTROL DE INSECTOS Y PLAGAS
La muestra se toma del tapón de uno de los grifos presentes en la planta o en la entrada de agua de la red. En caso de obtener resultados insatisfactorios en los análisis bacteriológicos de la muestra de agua extraída de los grifos, se limpia y desinfecta el tanque y el sistema de distribución. Se realiza una vez finalizada la limpieza del equipo de producción y de la sala de procesamiento.
MANUAL HACCP
Objetivos del plan HACCP
Descripción del producto
El producto envasado se coloca en cajas de cartón con un peso neto de 5 kg. El producto está destinado al consumo humano, tanto en el canal minorista como mayorista, ubicados en la Ciudad Autónoma de Buenos Aires, La Plata y Mar del Plata. Se transporta en camiones autorizados que cuentan con equipo de frío autónomo, que mantiene el producto a temperaturas de -18°C.
Diagrama de flujo
Las condiciones fisicoquímicas y nutricionales se mantienen en niveles aceptables durante un periodo de 12 meses (desde fecha de fabricación) a -18ºC y con el envase en perfecto estado.
Descripción de etapas
El objetivo principal de esta etapa es romper los granos de lentejas ya cocidos en fracciones más pequeñas y obtener una pasta a partir de ellos. Los operadores colocan un carrito de lentejas cocidas en el propio elevador de la licuadora para verter el contenido. Se transporta al área donde se encuentra la máquina selladora automática, donde otro operador toma cada bolsa y la coloca en la bolsa correspondiente.
Análisis de peligros, determinación de PCC y medidas de control
Disponible en: http://www.gaser.com/es/productos/formadora-de-hamburguras-semi-automatica-mod-s-1200c.html. Disponible en: http://www.iprofesional.com/notas/214812-Pirmide-salarial-cunto-se-debe-ganar-para-ser-un-clase-media-y-por-qu-se-fren-la -movilidad- pegajoso. Disponible en: http://www.solostocks.com/venta-productos/maquinaria-procesar-alimentos-bebidas/maquinaria-procesar-carne/formadora-manual-de-hamburguesas-gaser-12045303.
ENCUESTA
A continuación se detalla la investigación realizada para determinar la demanda de medallones de lentejas por parte de los consumidores.
CÁLCULO DE LAS PROPIEDADES TERMOFÍSICAS