UNIVERSIDAD
AUTONO.MA
METROPOLITANA
IZTAPALd4YA
DIVISION DE CIENCIAS
BASICAS
E INGENIERIA
“EL LECHO FLUIDIZADO COMO C‘IVA ALTERNATIVA
ECONOMICA EN
EL SEXADO DE CAFE”
PRESENTADO POR:
JOSE MARTIN
KERFERA
OROZCO
PARA OBTENER EL TITULO DE INGEMERO EN ENERGIA
ASESORADO POR
:M. I.Q. ENRIQUE
LE:MUS FUENTES
I. I N T R O D U C C I ~ ~ N
11. ASPECTOS TEÓRICOS
111. MÉTODOS Y MATERIALES
IV. RESULTADOS Y D I S C U S I ~ N
V. CONCLUSIONES
B I B L I O G R A F ~
INDICE
9
I3DICE DE
FIGURAS
Recepción de café
Diagrama de hcionamiento de una despulpadora de cafi
Secadora de café tipo Guardiola
Cama empacada
Nube descendente
“Spouted bed”
Comportamiento de los lechos fluidizados
Comportamiento de los lechos fluidlzados con el aumento de la velocidad
Transporte de sólidos
Transferencia de calor
Recubrimientos plásticos
Secador de etapas múltiples
Flujo de materia en un lecho fluidizado
Diagrama del prototipo fabricado
r.
INTRODMUONLa industria cafetalera de nuestro pais e:; una de las fuentes de divisas más fuertes
de nuestro pais por concepto de exportaciones, no obstante esa posición privilegiada dentro
del panorama económico de Mixico, es una de alsagroindustrias con grandes rezagos.
En nuestro país
el
secado del café pergamino se hace con tkcnicas de principio desiglo, de una manera no muy eficiente, con alto's costos tanto de instalación como de
operación. Sólo 10s grandes productores pueden sostenerse en estas condiciones de trabajo
y aún así obtener ganancias del beneficiado del café. Sin embargo, los pequefios
productores que desean industrializar su propia producci6n se ven limitados por las grandes inversiones iniciales, los también grandes costos de operación y las fluctuaciones del precio
en los mercados mundiales. Así, si los precios a. nivel mundial no son lo suficientemente
buenos, un productor en pequeño que intente procesar su café, puede enfrentarse ante el
dilema de que su venta quizá ni siquiera alcance para pagar los costos de operación de su
beneficio.
En el beneficiado de café existe una etapa de importancia vital para la calidad del
grano procesado, calidad a presentar en los mercados internacionales, donde se tasará el
precio del aromático y por consiguiente, el nivel de posibles ganancias para el productor.
Esta etapa tan importante SS el secado, operacicm térmica que consume alrededor del 80Y0
de l a energía usada en un beneficio.
Procesamiento de caft!
Dado que se desea aplicar la tecnología de fluidización para mejorar la eficiencia en el
proceso del secado del g a n o de café, es necesario conocer los detalles del beneficiado del
gano para así poder plantear l a mejor solución al problema.
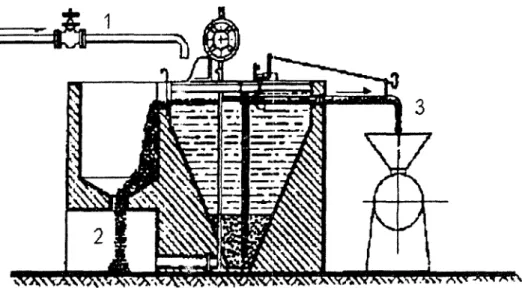
El proceso se inicia con la fase de recepci611, que se hace en grandes tanques de
concreto llenos de agua, donde, por flotación, se separan los granos; el café de mayor
densidad, y calidad, se va al fondo del tanque, este café es el que reline las mejores
características; en cambio, el gano que se mantiene flotando en la superficie es café no maduro
o café demasiado seco, tipos de gano que obviamente no reúnen alscaracterísticas ideales del
grano, por lo que se procesan por separado, a fin de no alterar la calidad final de la mezcla.
1 .Suministro de agua; 2.Salida de granos flotantes; 3.Salida del sifón del gano más pesado.
figura 1. Recepcicin de café.
Durante la etapa de recepción se mantiene: un flujo constante de agua, con un flujo que supera los 10 metros cúbicos de agua por tonelada de gano.
Los granos seleccionados como los más maduros son llevados a la etapa de
despulpado, donde se retira la cáscara y una porc:ión de “carne” del fruto, quedando solamente
la semilla de café, o ‘‘dmendm’’, como comúrunente se le conoce. Dentro del beneficiado del
café esta es una etapa muy delicada, pues el grano es lo suficientemente delicado como para
s u h r daños fisicos, y este tipo de daños lo hacen susceptible de ser atacado por
microorganismos que puedan desestabilizar la fermentacibn o desencadenar cualquier otro
proceso bioquínlico que pueda daiiar el sabor find de la bebida. Los aparatos cornúnmente
usados para despulpar el café con un daño mínimo a la almendra funcionan en base a un disco o
tambor con muescas que gira, y el cafk pasa entre: éste y una barra despulpadora, donde las
usan comúnmente en las regiones cafetaleras de México, pero tienen la desventaja de usar para
su funcionamiento una pancantidad de agua.
1
l . Tambor rotatorio; 2. Barra despulpadora; 3. Placa separadora; 4. Canales receptores;
5. Cafe cereza; 6. Granos (almendra); 7. Pulpa.
figura 2. Esquema de funcionamiento de una despulpadora de tambor rotatorio
La semilla de cafe o cufe'pergumino aún después del despulpado posee una substancia
con un alto contenido en azúcar, llamada mucílago, que es buen alimento para los
microorganismos que pueden desencadenar una incontrolable fermentacibn del café; por lo que
es prioritario eliminarlo del grano a la brevedad posible. Tradicionalmente esto se hace dejando que fermente de una manera controlada dentro de tanques de concreto por periodos
que van de 18 a 24 hwas, dependiendo de la temperatura exterior. Así, el rnucilago se
reblandece y se puede retirar con una simple agitzlcibn rncchnica, el lavado, que se hace en
tanques de concreto, los cuales se llenan con camas de gano de poca profundidad y agitadas a
mano. El lavado debe de hacerse estrictamente cuando el café pergamino presenta ciertas
condiciones que delatan que el rnucilago está listo para ser retirado, si se deja pasar ese
momento la fermentación puede entrar en una fase de descontrol total que ocasiorraría grandes
cmbios en la calidad de la mezcla. Ya retirado todo el mucílago se inicia la fase que se puede
considerar como la más delicada en todo el beneficiado de café, esto es, el secado.
El proceso de secado se inicia drenuncio e:l café en tanques con fondo de rejilla, donde
el grano debe de escurrir la mayor cantidad posible de a L u ; al llegar el gano de la fase de
lavado llega con un contenido de humedad del 65%, al salir del drenado el contenido de
humedad debe de ser de alrededor del 60%. DespuCs, el g a n o se sube con un transportador
pneumático hasta la parte alta de la (o las) oreucdora(s), donde el grano baja lentamente por un
ducto metálico mientras se hace circular aire caliente a contraflujo, por un periodo de 3 a 4
horas, al salir el grano de las oreadoras, el contenido de humedad desciende desde un 60%
hasta alrededor de un 50%. Finalmente, el café pergamino es conducido a las secadoras, donde
el contenido de humedad debe de reducirse hasta un 12%, el tiempo requerido para tal fin
vm’ará s e g h el contenido de humedad en el aire atmosfirico, normalmente está entre 16 y 20
horas.
El contenido de humedad está estrictamente limitado entre 1 O y 12% , contenidos de
coloración se destia de las normas tradicionales; por otro lado, si el contenido de hkmedad es
superior a 12?6 es sumamcnte fhcil que proliferen microorganisrnos, que pueden reiniciar la
fermentación o definitivamente descomponer el gano. Por otra parte el secado debe de hacerse
dentro de un cierto rango de temperaturas, entre 85 y 100" C, pues si se hace a una temperatura
inferior a los 85°C el proceso demandará demasiado tiempo, y si se esceden los 100°C cl gano
se hará quebradizo y puede presentar coloracionles que se salen de la norma, lo que deprecia el
producto.
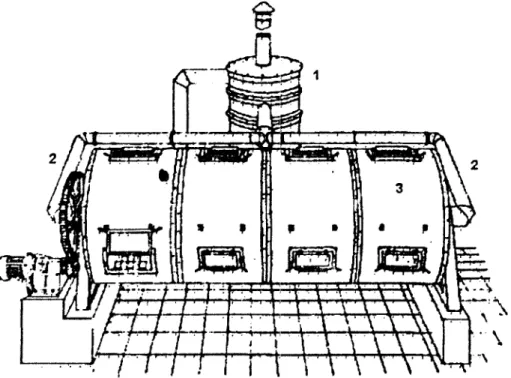
En México, en todas, o en casi todas las regones cafetaleras el secado final se hace en
secadoras de tambor rotatorio, llamadas tipo Guardiola. Estas secadoras constan de un gran
tambor de metal perforado, para el flujo de aire, y dividido interiormente en varios
compartimentos donde el cafk se mueve para facilitar el flujo de aire entre el gano. El tambor
se halla en posición horizontal y $a a lo largo tie su eje longitudinal; el aire caliente circula
desde el eje de rotación hacia afuera, saliendo por los agujeros de la superficie del tambor; la
1 .Generador de aire caliente; 2. Ductos de aire caliente; 3. Tambor rotatorio con
puertos de carga y descarga.
figura 3. Secadora tipo “Guardiola”.
Las secadoras tipo Guardiola presentan una serie de características que las hace
ineficientes, mientras que esas mismas caractensticas son l a s que mejores desempeiios tienen
en los lechos fluidizados:
l . Tasas de transferencia de calor y masa reducidas.
2. Funcionan en régimen de lotes o “batch”.
3. Capacidad de carga limitada.
4. La distribución de temperaturas dentro Idel tambor es bastante heterogénea y dificil
de controlar.
5. Tiempos muertos que pueden llegar a ser hasta de varias horas.
De esta manera, el objetivo del presente trabajo es comparar el secado en un lecho
fluidizado con
l a s
tecnologías tradicionales de secado, para que en base al resultado dedicha comparación se pueda proponer a Ir tecnologíu del kchojluidizudo como opcidn
energdtrca pura SI s e c ~ ~ d o del grano de cujZ de ;uso factible en alsregiones cafetaleras del
país, como una búsqueda para mejorar las condicones de baja eficiencia energética en als
que actualmente se desenvuelve el medio.
0 Para tal fin se construirá y se pondrá en operaci6n un prototipo de una columna de
fluidización.
11. ASPECTOS
TEORICOS
Gran número de procesos industriales involucran contacto e interacción
intensa entre sólidos y fluidos, que pueden sex gases o liquidos, como por ejemplo: la
combustión, gasificación de combustibles sólidlos, secado de partículas, recubrímientos ,
oxidacion o reducción de mincrales, reacciones ca.taliticas, etc.
Para satisfacer las necesidades industriales de contacto intimo entre sólidos y los
diferentes fluidos se han ideado una serie d!e arreglos, que varian de acuerdo a los
requerimier~tos de reacción o de transferencia de calor y masa. De tales arreglos, el mis
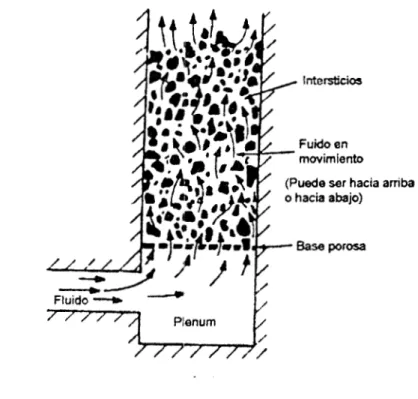
senciIlo es el llamado de “cama empacada”, donde el fluido simplemente se mueve entre los
huecos existentes entre las partículas, este tipo de reactores son de fácil construcción, sólo
constan de un contenedor con base porosa para la circulación del gas, e s t h limitados a ser
usados exclusivamen~te en caso de tener partículas de pan tatnaiio, baja velocidad del gas y
sobre todo, en procesos de transferencia gas-sddido. Sin embargo, el hecho de que el sólido
est6 esthtico y el flujo sea a través de 61, esto le cla la ventaja de que el flujo pueda ser de abajo
hacia arriba o de arriba hacia abajo, sin que ello afecte el rendimiento de la cama empacada,
más comúnmente se prefiere el flujo de arriba hacia abajo, pues de otra manera, la velocidad se
verá restringida por:
i).debe de ser menor a la velocidad mínima de fluidización,
(Puede s e r hacia am ba
Fig. 4. Cama empacada
Existen ciertos procesos que pueden ser satisfechos a plenitud con una cama empacada,
que, sin embargo, está limitada a que sólo funciona bien en procesos “batch” o por lote; por
otro lado, cuando las necesidades de transferencia de calor y de masa, o de reacción pueden ser
cubiertas con una cama empacada, pero el proceso es continuo, haciendo al proceso “batch”
inútil, se ideó el uso de “camas empacadas m6viles”, donde la cama se está moklendo mientras
el fluido pasa de manera perpendicular a ésta por una sección que puede ser pequeña o grande
dependiendo de las necesidades de contacto que se tengan.
En las camas empacadas móviles , al igual que en las camas empacadas fijas, cuando el
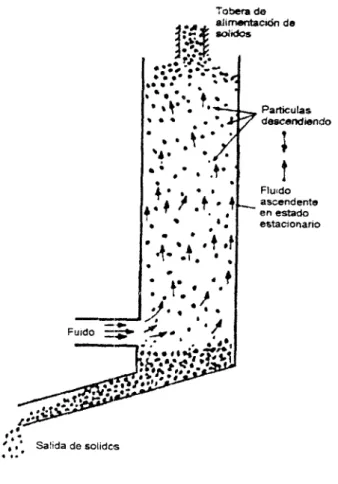
Otro de los métodos más usados en la industria para lograr contacto intimo entre sólidos
y fluidos es el de la llamada “nube descendente’”,. que es un gran tubo vertical a través del cual
sube el fluido, generalmente w1 gas, mientras q w caen las partículas del sólido, aquí se logra
un buen contacto por ser el movimiento del sólido y el gas en contraflujo, pero los tiempos de
residencia son muy breves, al contrario de las camas empacadas, por lo que se usan preferentemente para reacciones muy rápidas.
T o m de
descendiendo
,a: , e o , ,
, %!ida de solidcs
.
1.Fig. 5 Nube descendente.
Cuando además del requcrimiento de contacto cntre el sólido y e! gas existe la
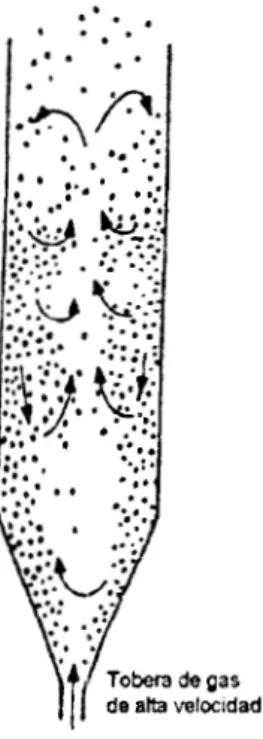
necesidad de una agitación vigorosa de las partículas, se recurre rill uso de camas atravesadas
por chorros de aire a gran velocidad, loghdose una agitación muy vigorosa de los sólidos; en
inglés se denomina “spouted bed”.
Fig. 6 “Spouted bed”
Cuando un gas pasa entre los intersticios de los sólidos de una cama empacada, las
partículas se oponen al movimiento del gas , así como este ejerce una fuerza sobre aquellas,
que se refleja en una caida de presión del gas., si se continua aumentando la velocidad del
fluido, se incrementará en la misma proporción la caída de la presión en el fluido, aumentando
la fuerza de arrastre de este sobre los sólidos, hasta que se llegue al punto tal que la fuerza
de arrastre se está equilibrando con la fuerza de gavedad, aquí, ías partículas comienzan a
flotar en el aire y la cama empacada comienza a! dejar de serlo, los espacios vacíos entre ¡as
partículas se hacen mAs grandes, la cama aumenta de tamailo, sin dejar completamente de ser
cama empacada, en esta situación a la cama de sólidos se le llama “cama expandida”. Ia
velocidad para lograr la cama expandida es muy ‘cercana a la velocidad mínima de fluidización,
cuando se llega a esta velocidad, las partículas están francamente flotando en el flujo de aire,
pierden contacto entre ellas y la cama de sólidos comienza a comportarse como un fluido, de
ahi el nombre de lecho fluidizado, a esta etapa se le conoce como “fluidización incipiente”.
Este comportamiento de fluido que toman los sblidos ofrece grandes ventajas sobre
otros rndados de contacto gas-dido que son ampliamente explotadas en la industria.
De seguir aumentando la velocidad del fluido dentro de un lecho fluidizado, se
presentarb situaciones no siempre deseadas, como la formación de burbujas dentro del lecho
fluidizado; aunque un lecho fluidizado con burbujas se parece mucho a un liquido hirviendo, su
formación se trata de evitar porque al haber blurbujas de aire dentro del lecho, este pierde
homogeneidad, hay secciones de la cama donde alspartículas están demasiado juntas entre sí,
mientras que hay grandes secciones, ocupadas por las burbujas, donde no hay sólidos, y ya
sea energia o reactivos presentes en el aire SIP desaprovechan por no tener contacto con
ninguna particda. Desgraciadamente, todos los :sistemas gas-sólids fwlcionan en un sistema
burbujeante y los sistemas líquido- sólido son los que generalmente funcionan en un r i g m e n
suave
í
Figura 7 . Comportamiento de partículas incipientemente fluidizadas.
Si se sigue aumentxido la velocidad se obtiene un tipo de fluidlzación donde las
partículas parece que se pegan entre sí y forman capas que ascienden por la c o l m a de
fluidización, dejando grandes espacios vacíos en el medio de la columna, las capas de
partículas llegan a una cierta altura y de repente vuelven al fondo de la columna, reiniciando el
ascenso por la columna, si normalmente la formación de burbujas es indeseada, este tipo de
fluidización llamada “slugging bed” se trata de evitar aún más.
Con una velocidad superior a la velocidad terminal, que es la que alcanzarían los
sólidos en caída libre, se llega a la fase en que todas las partículas serán sacadas por el aire de
la columna de fluidización y ya no es un lecho fluildizado sino un simple transporte pneumático,
a esta situación se le llama “entrainment”.
Figura 5. Comportamiento del lecho fluidizzido con cambios en la velocidad del gas
A continuacibn se presenta un resumen comparativo de las ventajas y desventajas de los
VENTAJAS DESVENTAJAS
*
*
*
*
*
Altas t a a j de conversión, a consecuencia de que el control
de la distribución y temperatura del gas es buena (pero
no fhcil).
Gran
tiempo de residencia del gas.Altas velocidades de flujo a través de una cama limitada,
a expensas de altas caídas de presión.
Baja velocidad del gas.
Reactores de gran tamaiio.
Sólo partículas grandes.
Peligro de sinterizado de partículas y bloqueo del
reactor.
Adecuado sólo para procesos por lote.
Da productos no uniformes.
MÉTODO DE CONTACTO : Cama empcrrcada móvil
VENTAJAS
*
*
*
*
*
*
*
*
DESVENTAJASArea pequefia de la sección transversal del ducto para
Transporte de sólidos.
Distribucibn de temperatura uniforme.
Relativamente poc,o desmoronamiento.
Gran capacidad térmica de transporte de calor.
Alta conversión.
Segregación de partículas.
mínima de fluidiiraci6n de 10s sólidos.
*
Coeficientes de transferencia de calor bajos.*
Requiere un rango de tamdo de partículas reducido.METODO DE CONTACTO : Nube descendente
VENTAJAS
DESVENTAJAS
MÉTODODECONTACTO
VENTAJAS
Simplicidad de construcci6n.
Baja potencia de bombeo.
Puede operar con gases sucios.
Gran dependencia de mdtodos fehacientes para
dispersar ],as partículas de la sccción.
Tiempos de residencia no uniformes para las partículas
dentro del ducto.
Distribucicm de la velocidad del gas no uniforme.
Se requiert: un rango de tamailos muy reducido.
Grandes tanques (reactores ) por unidad de gasto mhsico
del sólido o por unidad de calor transferido.
Lecho fluidizado en régimen burbujeante
*
Buen contacto gas-sólido.*
La mezcla: de partículas es buena.*
Temperatura uniforme y el control del procesoproducen una calidad uniforme del producto.
*
Altos coefcientes de transferencia de calor entre laDESVENTAJAS
*
*
*
*
*
*
M&TODODECONTACTO :
VENTAJAS
*
*
cama y cualquier superficie sumergida en ella.
Puede trablajar en un rango amplio de tamailio de
particula.
Facilidad tie transporte de srjlidos hacia dentro o fuera
de la columna de fluidización .
Baja conversión.
La caída de presión y la potencia requerida para
bombeo incrementan con la profundidad de la cama.
Erosión de: reactores y tuberías y producción de
partículas haspor agotamiento.
El desmoronamiento de las partículas en otras más finas
puede limitar el desempeiio.
La disminución del contacto por el gas encerrado dentro
de alsburbujas puede ser excesivo.
Para un desempeiio óptirno, el rango de tamail0 de
partículas debe ser limitado.
Existe segregacibn de particulas.
Spouted bed
Buena agitación de las partículas demasiado _mesas
o no d c r m e s para una buena fluidización.
L o s choques entre las partículas inhiben la
aglomeración de estas o exponen superficies frescas
DESVENTAJAS
de alsparticulas.
*
Movimiento ciclico regular de los sdidos.*
Los chorros se pueden usar para prevenir ladcsfluidizacidn local.
*
Los secadores de cama atravesada por chorros de aireson baratos y mecánicamente simples.
*
Altas caidas de presibn, especialmente al inicio de laoperación.
*
Agotamiento de las partículas si los tiempos deresidencia son largos o alspartículas son fkigiles.
*
Limitado a partículas relativamente grandes.*
Posibilidades de erosión en el reactor y alstuberías.Como se ha podido constatar, los lechos illuidmdos, comparados con los otros
métodos de contacto son bastante equilibrados en lo que respecta a ventajas y desventajas, y
este equilibrio ha sido factor para que desde la puesta en marcha de manera comercial del
primer reactor de lecho fluidizado (1 926) y hasta. la fecha, se le considere como un método de
contacto gas-sólido bastante eficiente, versátil y con un amplio campo de aplicaciones todavía
por descubrir. En suma, el método de contacto más exitoso de todos 10s conocidos.
El primer lecho fluidizado comenzó a funcionar comercialmente en el año de 1926, fue
diseñado por Fritz Wlnkler para la gasificación dt: polvo de carbón, tal diseíío, comparado con
los diserlos actuales es bastante incficiente. a causa principalmente de su alto consumo de
oxígeno y sus grandes pérdidas de carbón que salen con el flujo de aire hacia afuera dc la
columna de fluidizaciórt., q u i d esta sea una de 13s razones por las cuales la tecnología no se popularizó en el medio industrial tan rápidancnte como se esperaba, a pesar de alsventajas que
presentaba sobre los otros mitodos de contac'to. Fue hasta el inicio de la década de los cuarenta
que la tecnologia de los lechos fluidizados fue considerada, a causa de la inminente Guerra
Mundial, que un gupo de ingenieros estadounidenses fueron requeridos, de ahí que mucha de la terminología est6 en inglés, para idear un nuevo proceso para producir grandes cantidades
de gas avi6n. Para ese entonces, el gas avión ya se podia fabricar por el método de cracking
catalítico, ideado por Eugene Houdry, el cual requería el uso de una cama empacada, por lo que
el proceso era intermitente, por el cambio necesario del catalizador desactivado, la solución que
se encontró para lograr la continuidad del proceso y de esta manera aumentar la producción fue
el disefio de Fritz Winkler, fluidmmdo a las partículas del cataliz¿¿dor.
Esta segunda oportunidad que se le dió a la tecnología de los lechos fluidizados tuvo un
gran exito, lo que propició que compailías como Standard Oil, Esso, M:W: Kellog Co. e
instituciones como el Massachusset Institute of Technology (MIT), destinaran tiempo y grandes
recursos para desarrollar lechos flluidizados que funcionaran en un régmen suave, sistemas de
recirculación de sólidos, también para mejorar la tecnología del cracking catalítico @or obvias
razones comerciales), también se buscó afanosamente la solución a problemas como la
recolección de l a s partículas h a s sacadas por la comente de aire, la erosión en las líneas de
transporte, el agotamiento del catalizador e instrumentacibn en general. Los resultados
operaciones del SOD Model I (Standard 0 1 1 Development Company model I) en 1932, tenia
una capacidad de 13,000 barriles de alimentaciión al día y con un régimen de operación
considerablemente suave, esto es, con poco burbujeo. Antes de acabar la guerra, menos de 3
d o s desde el inicio de operaciones del SOD Model I, la capacidad de operaciones se elevó a
100,000 barriles de alimentación diaria.
La gran consolidación comercial de la tec,nologia de los lechos fluidjzados, sobre todo
en el campo del cracking catalítico, hizo que al finalizar la Segunda Guerra Mundial
numerosas empresas alrededor del rnundo , en las que sus operaciones involucraban reacciones
químicas y el uso de cataliadores, adoptaron al tecnologia para sus procesos particulares, logrando siempre resultados impresionantes.
Con estos antecedentes de grandes beneficios y aplicaciones siempre exitosas de la
tecnología, continuamente se está alentando la investigación y el desarrollo para mejorar als
aplicaciones actuales, así como para encontrar nuevas y más variadas aplicaciones.
Actualmente, entre las operaciones industriales en donde más comúnmente se usan los lechos
fluidizados esthn alssiguientes operaciones físicas,
Transporte de s6lidos.
Dado que la movilidad de los sólidos dentro de los lechos fluidizados es tan grande
como l a de los líquidos, los sólidos pulverizados se pueden transportar de una manera fácil y
eficiente con la ayuda de l a fluidización.
Figura 9. Transporte pnemático Fuller-Huron.
El transportador pneumático Fuller-Huron consta de un ducto que está dividido
internamente en su parte media por una reja, sobre dicha reja van alspartículas de sólido que se
desea transportar y por la parte inferior se haice circular aire a la velocidad mínima de
fluidización de manera que las partículas del sólido se comportah como líquido.
Mezclado de partículas sólidas finas.
Cuando se intenta mezclar partículas de sólidos de hferentes tamaños por métodos
convencionales, resulta ser una tarea complicada, sin embargo, hacerlo con la ayuda de un
lecho fluidizado no representa mayor problema, lo’grándose una mezcla relativamente buena.
Transferencia de calor.
Una de las ventajas más importantes que tienen los lechos fluidrzadss es la
uniformidad de la temperatura cn su seno, además de sus g a n d t s cooeficientes de
transferencia de calor con los cuerpos sumergid.os en el lecho, estas características hicieron
que los ingenieros optaran por su uso para el método de cracking catalitico, donde es de vital
importancia para el proceso mantener la tempera.tura constante. El sumergir un intercanlbiador
de calor dentro del lecho fluidizado permite agregar o quitar calor a estos con relativa
facilidad con el consecuente control de la temperatura. Esta facilidad para retirar calor de los
lechos fluidizados permite la recuperación de calor para poder ocuparlo en otra parte del
proceso. Normalmente el fluido de trabajo que se usa en los intercambiadores sumergidos en
los lechos fluidizados es agua, pues por su alta capacidad calórica puede retirar más cantidad
de calor por unidad de masa que el aire, además de que el agua se puede transportar con
V
Particulas enfriadas
Figura 10. Transferencia de cailor en un lecho fluidizado
Recubrimiento plástico de superficies metálicas.
Si se fluidkan partículas finas de plásticos, entre las cuales se sumerge una pie72
metálica, a la que posteriormente se le calienta, se logrará que las partículas de plástico más
cercanas a la pieza metálica caliente se fundan y se adhieran a ella, formando así un
recubrimiento uniforme cuyo grosor dependerá del tiempo que la pieza permanezca sumergida
dentro del lecho fluidizado. Este método presenta varias ventajas contra otros métodos, entre
los que se pueden citar con este método, se pueden recubrir de una manera segura objetos de
geometría irregular, de superficie no l i s a u objeto!; muy cóncavos, además de ser muy atractivo
económicamente, pues no ocupa solventes y el ap;rovechamiento del material es total.
Figura 1 1. Recubrimiento plástico de piezas metálicas.
Secado y clasificacibn por tamaños.
Los lechos fluidizados también han sido usados para secar y clasificar materiales
pulverizados, obteniéndose con este mCtodo una mejor calidad de los productos obtenidos y
un menor consumo energético que con los métodos convencionales. Sin embargo, si es
En el caso del secado, se logra una alta diciencia térmica debido principalmente a quc
el aire debe de entrar a la columna de fluidización a una temperatura alta, que debe de
contrastar con la baja temperatura que normalmente se debe de mantener dentro del reactor,
que es a la que debe ie ocurrir la vaporización, !sin embargo, existe el inconveniente de que si
el material a secar es sensible a las altas temperaturas, entonces la temperatura de entrada del gas debe de reducirse, con la consiguiente reducción en la eficiencia térmica, aun con este
inconveniente, el calor se puede recuperar al hacer pasar el aire por una columna donde pueda
tener contacto con los sólidos por secar más de una vez, entregando asi diferentes cantidades
de energia a los sblidos en diferentes etapas del secado de éstos cada vez que entran en
contacto. A esta manera de realizar el proceso se le llama de multietapas esta es otra manera
de lograr el incremento de la eficiencia térmica, se tiene la ventaja adicional, en los procesos
multietapas, de que alspartículas tienen tiempos de residencia mayores y más uniformes, que
Figura 9. Secador fluidizadcl de etapas múltiples.
Descripción del fendmeno.
Los lechos fluidizados son el punto medio entre la cama empacada, donde el aire pasa
entre las partículas del sólido, sin moverlas, y los transportadores pneumáticos de sólidos, en
donde todas las partículas se van enmedio de la corriente del aire, debido principalmente a que
la h e m de arrastre que ejerce el aire sobre las particulas es tan gande que supera con
mucho a la fuerza gravitacional. En cambio, en los lechos fluidizados, la fuerza de arrastre
nunca sobrepasa al peso de las partículas, a lo más es a i,wlar la fuerza de gravedad, de esta
manera es que los sólidos comienzan a “flotar” y las canas de sólidos, que en su conjunto,
comieruan a presentar propiedades parecidas a alsde los líquidas. Se debe de prestar especial
atención a:
a) Los objetos de densidad menor a la del lecho fluidmdo flotarán en este, y los de
mayor densidad se hundkin.
b) La presión en el fondo del reactor fluidizado será igpal a la presión
hidrostática de un liquido con la misma densidad, esta presibn es igual al peso
de todas las partículas mas el aire de alssostiene, por unidad de kea.
La diferencia hidrosL4tica de presibn que existe entre l a superficie y el fondo del lecho
fluidizado es la misma que la caída de presión que experimentará el gas fluilzante a su paso por Ea columna de fluidización, y se puede expresar:
donde:
0, = Esfericidad de las partículas
= Porcentaje de vacíos entre las partículas, dentro del lecho fluidizado
dF = Diámetro de particula (se toma como igual para todas las partículas)
pg = Densidad del gas fluidizante
u, = Velocidad a la que se mueve el gas entre las partículas
L = Altura de la cama
g = Aceleracibn de la gravedad
Para nuestros fines definiremos:
4
= Diámetro de particula = d i b e t r o de una esfera que tiene el mismo volumende l a partícula
@, == Esfericidad = Superficie de una esferij
Superficie de una particula am!ur mismo .rv~umcn
Entonces:
By
= 1 para esferasO<@,< 1 para cualquier otra partícula
En todo lecho fluidizado, del 100?/0 de su volumen, solo una porción estará ocupado
por sólidos, mientras que otro porcentaje es de vacíos o en este caso de aire, a esta última se le
llama porciento de vacíos y se simboliza con E m .
C o I n h e n t e , en una muestra de partículas,, sus tamaños no son iguales entre sí y como
se necesita trabajar con un diámetro de partícula promedio
(a,
), sin embargo, es imposiblemedir esta variable a todas y cada una de las particulas, por lo que se debe de recurrir a
m
dp
=-w ,
. . . (2 1
donde:
W peso de la muestra
ps densidad de la muestra
n número de partículas en la muestra
Como ya se mencionb, cu'mdo se inicia al fluidización, la fuerza de arrastre que ejerce
el gas en movimiento se iguala con la fuerza de gravedad y alspartículas comienzan a flotar, en
este momento se dice que se tiene fluidización miínima o incipiente, por lo que todas las
propiedades &el lecho fluidizado en este momentcl serán a condiciones de mínima fluidización.
En estas condiciones de fluidización minima la ca.ída de presión es :
Donde:
A, = Area transversal de la columna
L, = Altura de la cama en condiciones de fluidización mínima
Si se igualan las ecuaciones (1) y (4)
De esta ecuacibn, escrita para condiciones de fluidiracidn mínima se puede despejar
que es la velocidad minima a la que
l a s
partículas comienzan a fluidizar. Como U,fdepende en gran medida del tipo de partículas que se trate, se han desmollado ecuaciones para
partículas grandes y pequeilas:
(Adp
Y
@,
-
P gk
...
[Jmf =
150 P (6)
Y
para partículas grandes:Si Re> 1 O00
Dado que comúnmente cd y
6,
son difciles de cuantificar experimentalmente, la ecuación (5) se puede modificar con seguridad de acuerdo a los datos experimentalesreportados por Wen y Yu, quienes midieron valores de E~ y
4,
para una amplia gama de particulas, de modo:1
"
-
-
14 ...(8)
Y
I-€#
-
6 4
" - 1 1 ... (9)
Deduciendo de esta manera una ecuación que se puede ocupar de un amplio rango de
(33.7)2
+
0.0408dp"PR
(P,-
P,:
)g 'P2
"1
l.''-
33.7
...,... (10)Despejando U, :
Donde :
U,f = velocidad minima de fluidlización
d , = diámetro de partícula
p, = densidad del sblido
pR = densidad del gas
p = viscosidad del gas
L a s lechos fluidizados, al comportarse como líquidos, también presentan gradientes
de presih, en el fondo del lecho está l a presión más grande y en l a superficie la presión
solo que es inverso al gradicnte de presiones. La velocidad menor estarri en
el
fondo del lecho y la velocidad mayor en la superficie, este: aumento en la velocidad se debe a la caídade presión.
El aumento de la velocidad en la supeficie del reactor no es ilimitado, pues hay
una velocidad a partir de la cual se presenta e1 “entrainment”, tal velocidad es llamada
velocidad terminal.
De la misma manera que cuando un s6lido se deja caer en caida libre en la
atmdsfera, el cuerpo se acelerad, pero no
IO
hace de manera infinita, pues la acelcracibn se detendrh cuando la resistencia que opone el aiire al movimiento del cuerpo (fuerzaboyante) se equilibra con el peso de l a partícula, en este momento, al no ejercerse ninguna
fuerza sobre la partícula, por la primera ley de Newton, éSta permanecerá en movimiento
rectilíneo uniforme, a velocidad constante, esta. velocidad es la velocidad terminal.
Si dentro de un lecho fluidizado el gas fluidizante comienza a moverse a una velocidad mayor a la velocidad terminal, la fuerza de arrastre que ejercerá sobre las
partículas será mayor que el peso de éstas, haciendo que se comiencen a mover con la
corriente de aire a la misma velocidad que ésta, por lo que saldrán de la columna de
fluidización sin absolutamente nada que las detenga, a excepción claro, de métodos
mecánicos.
Asi, la velocidad de operación va a estar acotada por la velocidad mínima de
fluidización y por la velocidad terminal, que calcularemos como:
u,
= * . 7 P, 5- P g ) j m._.,..,... (12)Entonces, la velocidad de operaci6n deberá de estar dentro de los siguientes límites:
En caso de que la velocidad de operación exceda tales cotas sucederá que no
existirá fluidización si la velocidad de operación es menor a la velocidad mínima de
fluidización, por otra parte, si se excede la cota superior, la columna de fluidización se convertirii en un simple transporte pneumatico.
Generalmente, en la fluidización de sistemas gas sólido, la velocidad mínima de
fluidización es i p l a la velocidad a la cual la columna se comporta en un régimen
heterogéneamente fluidizado, esto es, burbujeante. Como ya se ha mencionado, este tipo de
funcionamiento presenta desventajas que se deben de tratar de compensar desde el diseño,
por lo que siempre es útil saber, antes de la construcción de cualquier equipo que tipo de
régimen de funcionamiento se presentará, esto se puede saber gracias al criterio de
Si { 1.3 Se espera un regimen de fu'uncionarniento suave.
Si F'rd )1.3 Se espera un regimen de funcionamiento heterogéneo.
Donde:
G r
... I: 1
3)
dPG
pr
=-
m.f
Frm,
= Número de Froude en condiciones de f l u i d i z a c h mínima.L a potencia que se ha de invertir para poner en funcionamiento un lecho fluidizado se
puede calcular en base a la caida de presión y al flujo mássico de aire:
Donde:
P = Potencia
(HP).
p = Presión a la entrada de la columna de fluidización (am).
Es de resaltar, que hasta el momento no sc ha mencionado el &ámetro de la columna d i
fluidización, esta es una característica propia de los lechos fluidizados, el fenómeno se presenta
independientemente de alscaracterísticas del recipiente donde se va a realizar, Io único que va
a verse directamente influenciado por el tamailo de la columna de fluidización es el consuno de
energía. De esta manera, el diseiio de una columna de fluidización eficiente se reduce
simplemente a elegir adecuadamente el diámetro de ésta.
Otro de los factores que va a influir en gran medida en el consumo de energía es el tiempo que alspartículas fluidizadas permanecerán dentro del lecho. Un buen diseiio evitará
tiempos de residencia muy largos, a fin de evitar que las partículas fluidizadas se maltraten y
que los consumos de energía se hagan demasiado altos, lo que echm’a por tierra todas las
ventajas de la tecnología.
Consideremos la alimentación de sólidos a la columna, a la que denominaremos F”,
además, el peso de alspartículas más el peso del gas que las sostiene, que llamaremos W; el
tiempo de residencia es ibwl a el tiempo en que los sólidos que entran al reactor reemplazan
los sólidos que ya están flui&zados dentro de l a columna:
Donde:
F I = Salida normal de los sólidos.
F2 = Salida de sólidos por “entrainment”.
Como no todas laspartículas salen por la s a l i d a planeada, entonces, se tendrá que solo
un porcentaje de todas las particulas que entran están dentro de la columna de fluidizacibn ,
para saber cual es &cho porcentaje en un intervalo de tiempo t -+di se calculará:
E(i)dt
=-e
1 -11...
16)I
Donde:
E(t) = Porcentaje de sólidos de la alimentación inicial que aún están dentro del
lecho fluidjzado.
figura 10. Flujo de materia en un lecho fluidizado.
Donde:
6
= Tiempo de residencia en la i-ésima etapa de fluidizacibn.W,
== Peso de la cana en la i-ésima etapa de fluidizacibn.fii
= Alimentación de sólidos al reactor.La ecuación (1 7) tiene como única limitante que alsetapas deben de ser i,rruales entre sí.
E1
porcentaje de la alimentación total que se mantiene en cada etapa es:111. MÉTODOS 'Ir' MATERIALES
El disefio de una columna de fluidización se hace en base a alspropiedades fisicas del
sólido a fluidizar, específicamente la densidad y el &ámetro de alspartículas, y en ei
caso
específico del secado de productos alimenticios, como los granos, es sumamente importante saber cud es la temperatura máxima a la que se pueden calentar sin que se altere su apariencia,
olor y sabor, características muy importantes en el caso del café.
La primera propiedad fisica que se cuantificó al café pergamino (seco, humedad del
12%) fue su densidad, esto se hizo pesando una sene de muestras de
lOOml
de grano de caféobteniéndose:
Peso promedio = = 44.2
Relacionando el peso y el volumen
Dado que las muestras se tornaron aleatoriamente, e s t j n compuestas de una gran
variedad de d i h e t r o s de partícula. por lo que para poder considerar un solo tamallo de
partículas para poder calcular la velocidad minima de fluidización se usa l a ecuación (2). Sin embargo esta ecuación requiere conocer la densidad del grano, que recién se calculó, y el
número de partículas en UM muestra de un cierto peso dado, para conocer este dato se procedici
a tomar muestras de 100 gramos y a contar el nimero de granos presentes en ésta:
MUESTRA 1 2 3 4 5
NÚMERO DE PARTICULAS (n) 558 551 532 554 456
i
Al aplicar la fórmula (2):
n
= 5326
*
100;:lr*532*0.442
= 0.993~m / cm
Con los datos hasta ahora calculados se puede aplicar la ecuación (4), para la caída de
presibn, sin embargo, dado que desconocemos el porcentaje de vacíos y la altura de la cama
en condiciones de mínima fluidización, entonces se calculará una variedad de caidas de presión
para diferentes porcentajes de vacíos y para diferentes alturas de cama, en condiciones de
fluidización mínima:
Caída de presibn dentro de la colunlna de fluldizacion (atmbsferas).
Porcentaje dc vacios en la canla (E)
Ahora que ya sabemos en que rango de presiones se va a operar, podemos, con la
ayuda de tablas (2) conocer de manera precisa las condiciones a las que deberá de entrar el aire
al lecho fluidizado.
Dado que aún l a caída de presión más alta es muy pequefia comparada con la presión
atmosférica, se optó por tomar ésta última como referencia para la lectura de las propiedades
fisicas en als
tablas
para el aire. La otra referencia es la temperatura, esta se tomará, como yase djo, la más alta a la que se puede calentar el grano de café sin que se alteren sus
propiedades de color y aroma, y tal temperatura es de 100’ centigados. L a s propiedades del
aire que se reportan a tal temperatura son:
p = 0.02 lcp = 2.1 x 1
o4
-&
p, = 0.9653 = 9.65 X 10 4 8
Finalmente, ya tenemos toda la información necesaria para aplicar la ecuación ( 1 I),
obteniendo l a siguiente velocidad m'nirna de fluidinción:
U M = 122.9501$ = 1.229:
Conociendo la velocidad mínima de fluidización se puede predecir que tipo de régimen
d e f l u i b c i 6 n se present&:
(1 22.950 1
y)2
(0.933cmX9817)Fr4 =
Como el número de Froude en condiciones de minima f l u i h c i ó n es mayor de 1.3,
entonws el régimen de fluidización será heterogéneo, es decir, burbujeante desde el mismo
inicio de la fluidización.
La
cota superior para la velocidad de operación es la velocidad terminal que es ih'ual a:U , = 1.75J((9814)(0.933nn)(O.442-9.65~ lo")%)/ on 9 . 6 5 4 ) m = I131.8431y = 11.318y
Esto indlca que la columna de fluidización se puede operar a velociddes hasta de
1 I .3 18 metros por segundo sin que ocurran problemas de acarreo de sólidos por el aire;
siempre y cuando la columna de fluidización sea lo suficientemente alta.
Ahora, los resultados obtenidos no variarin si /a columna de fluiAzacicin es un prototipo de unos cuantos centímetros de dihmetro o una columna industrial de varios metros
de diámetro, por lo que para calcular fa potencia de acuerdo con la ecuaci6n ( 141, tendremos
que calcular el flujo volmétrico para varios d i h e t r o s de la c a l m a del prototipo:
La velocidad mínima de fluidizacibn es de 122.95 cmds
5
I
10 9.656
t
15 38.625-1
Con los datos de Ia tabla anterior y de acuerdo con la ecuaci6n (14):
COLUMNA (cm)
10 0.037 1
O. 1482
0.3335
25 0.5928
30 0.9263
Deb& de recalcarse alscondiciones de minima fluidización a alsque se supuso que
estm'a funcionando la columna para hacer estos cálculos. La altura de la cama es de 75 centímetros; el porcentaje de vacíos en Csta es de 30%; lm presión de operación de 1.0224 1 atmósferas. Esta sene de resultados deben de considerarse como el umbral que se debe de superar para que exista la fluidizacibn, pero se debe de tener siempre presente que la velocidad
de operación es mayor que la velocidad minima de fluidizacibn, en consecuencia, la potencia de
operacilln también serh mayor que la potencia aquí calculada.
Dado que se hard solo un prototipo, no se desea ocupar u1motor de &ran potencia, ni
gan espacio dentro del laboratorio, seleccionándose por comodidad principalmente el diámetro
de columna de 1 O centimetros, pues considerando las condiciones de f l u i b c i ó n minima y la
densidad del grano, se espera que se tengan que usar cargas de alrededor de 1.5 kg. de café
pergamino seco, como se van a usar cargas de cafk mojado, el tamaiio de las cargas debe de
reducirse a poco menos de un kg. de cafk mojado. De usar diámetros mayores, el tamaiio de als cargas deberá ser casi del doble por cada 5 centímetros que se hace más grande el diámetro de
la columna.
Para realizar las comdas del prototipo se usará g a n o de café pergamino al que se le
aiiadirá agua, para que el grano la absorba, dada la estructura del gano de café, esta agua solo
quedará en los niveles superficiales del grano, de modo que solo se podrá comparar con los
métodos tradcionales en la fase en l a que evaporan agua solo de los niveles superficiales del
grano; después se fluidizará con aire que se calentará con resistencias eléctricas, tratando de
añadida. Se intentará que el agua que se evapore de muestras del mismo t w 7 o de grano seco
sea en cad? ocassi6n en mayor cantidad.
La construcción del prototipo se hizo usando los siguientes materiales:
1. Un metro de tubo de PVC de 4” ( I
O
centímetros) de diámetro.2. Tela de mosquitero de fibra de vidno de tamall0 de malla de 5mm.
3. Ducto de aire flexible (plhstico), resistente a las altas temperaturas.
-
O4. C 0 n e x . h entre la salida del soplador con el ducto de aire.
5. Ventilador centríhgo de aspas con curvatura al frente, impulsado por un motor 0.36
M p , pues no se pudo conseguir de 0.0371 H P .
6. 3 calentadores de resistencia eléctrica.
1
I
dueto de aireresistencias eltctricas
IV. RESULTADOS Y DISCLSIÓN
Después de realizar las pruebas de funcionamiento de la columna de fluiduación
construida se obtuvieron los siguientes resultados:
NúMERO
DEPRUEBA 1 & 3 3 4 PESO INICIAL
DE. L A
MUESTRA SECA (6) 320 256 190 130
PESO DE LA
MUESTRA CON
AGUA (6)
375.45
320.43
270.75
21 8.3
PESO FINAL
DE LA MUESTRA
SECA(g)
3 16.36
263.4 200.9 148.3 -I-
-
t
TIEMPO DE RESIDENCIA6' 13"
3' 48"
4' 07"
7' 34"
Para obtener estos resultados la energía que se consumíó h e la siguiente:
Tres resistencias que funcionan con 3.3 amperes y con una tensión de 125 Volts, que en
conjunto consumen 1237.5 Watts; mientras que el motor del soplador funciona con 2.0 amperes
y una tensión de 125 Volts, que nos dá un consurno de 275 Watts.
Las condiciones que se presentaron dentro de la columna de fluidización fueron:
El peso de las cargas secas era de 330 gramos, pero se tenía que reducir mucho cuando
se l a agregaba agua (hasta 200 gramos); Velocidad de operación de 150 c d s ; la caída de la
presión fue muy dificil de medir por ser tan pequeha; mientras que la altura de la cama
fluidizada fue de de 30 cm aproximadamente.
Como datos adicionales, tenemos que para evaporar el agua a presión atmosférica se
requieren 2256.9 J/g, de manera que los resultados de consumo de energía son:
PRIEBA
1
23
I
PESO DEL AGUA EVAPORADA (8) 57.09 57.03 69.89 70.08 VELOCIDAD DE EVAPORACI~N 0.25013 I 0.28290O.
15430ENERGIA (J/g) EFICIENCIA
POR GRAMO DEL
DE AGUA PROTOTIPO
EVAPORADA
9882.3913 0.2284
6046.8556 0.3732
9802.333 1 0.2302
Discusión de resultados.
Se deben de hacer las siguientes obsenwiones a los resultados obtenidos:
Cuando la carga excedía demasiado la capacidad de la columna de fluidización, ésta no
se presentaba cuando el grano estaba mojado, se comenzaba a fluidizar cuando el ~ W I O ya
estaba casi seco, por lo que la columna funcionaba simplemerlte como cama empacada (casos
1 y 4), reduciendo grandemente la eficiencia de l a columna.
En los casos 2 y 3, la columna funcionó dentro de sus capacidades, la fluidi7~ción se
presentó desde el principio y la transferencia de calor y de masa íüe buena todo el tiempo,
elevando así la eficiencia del diseño.
El tamailo de las cargas fue casi 5 veces menor que el que se había planeado desde el
diseño debido principalmente a que el diseiio del soplador utilizado no era el más adecuado,
pues era un soplador centritiigo de aspas eon curvatura al frente, que sinre muy bien para
proporcionar buenos flujos, pero a bajas presiones; por lo que el diseiio más recomendado de
soplador es el centrífugo con aspas radiales, en el que la energía mechica la transforma mejor
en presión, de haber usado este tipo de soplador se hubiesen obtenido los resultados predichos
en la etapa de diseño.
Por otra parte, transferencia de calor entre las resistencias y el flujo de aire en gran
medida se puede mejorar si se incrementa el área de transferencia, haciendo aletas a las
resistencias, para así elevar más la temperatura del aire, reduciendo los tiempos de residencia,
anejorando así la eficiencia global del prototipo.
Una recomendación para elevar la eficiencia del lecho fluidizado es hacerlo de varias
LOS resultados obtenidos son únicamente de la evaporación del agua de los niveles
superficiales del gano de cafe, por io que se deben de tomar con cierta cautela pero de manera
entusiasta, sobre todo porque en el método tradicianal, la evaporación de cantidades similares
v.
CONCLUSIONESLa eficiencia que mostró el prototipo durante su funcionamiento, ( 5 40% ), es baja para
una operación de secado, más aim si se torna en cuenta que el secado se hizo usando un lecho
fluidizado. Esta baja eficiencia se dcbió principalmente a deficiencias en la construccih del
prototipo y a alscondiciones de operación. En caso de construir un modelo que supera estas
contrariedades su eficiencia deber& de rondar entre 60 y 70 por ciento.
Para que las temperaturas del aire secante sean superiores a los 100" centigrados se
deben de usar equipos de g a r 1 área para que se incremente la transferencia de calor entre la
fuente caliente y la comente de aire, mejorando así la eficiencia global del equipo. Una
conclusión adicional a la que se llegó con los pruebas hechas en el prototipo es que la mejor
posición en la que se debe de colocar el ralador de calor es entre el compresor y la columna
de fluidización, pues de esta manera se aprovecha mejor el calor que se va a transferir al aire,
sin embargo presenta el ligero inconveniente de que el aire al calentarse es menos denso, lo que
puede provocar que la velocidad del aire dentro del lecho fluidizado se incremente, de manera
ligera pero perceptoble, situación que puede inducir el entrainmenf si la velocidad de operación
es cercana a la velocidad terminal.
Tomando en cuenta los pobres resultados obtenidos se debe de recalcar que gran pa-te
de la culpa de los bajos rendimientos se debió a el uso de un soplador no adecuado para el
dadas
por un soplador que convierta la energia mecánica principalmente cn presión, al noocupar este t i p o de cquipo, forzosamente se tuvo que reducir el tamailo de la carga,
aumentando así la energía consumida por gamo fluidizado.
Otra medida para mejorar la eficiencia en el secado de café, es la de usar sistemas de
fluidización de etapas múltiptes, lo que beneficiará la transferencia de calor y masa en el
proceso, ya que el aire caliente será usado no solo una vez, sino dos y hasta tres veces,
dependiendo de número de etapas; ademis de que se lopará un tiempo de residencia mayor
que si se usara una sola etapa con un gasto de energía un poco mayor que el de una sola etapa.
Este aumento en el tiempo total de residencia ayudar5 a superar la resistencia de las bolsas de
aire que tiene el gano de cafk en su interior como parte de su estructura interna, lo que evitará
que se tenga que pasar varias veces el mismo gano por lechos fluidizados de una sola etapa,
tambih el peligro de daiiar el cafe con el czlentamiento brusco que se presenta en los
secadores de un solo paso se minimiza, ya que al usar varias etapas el gano se calienta poco a
poco al pasar de una etapa a otra.
Mientras que con los métodos tradicionales de secado los tiempos requeridos para el
secado total del café pergamino es de alrededor de 18 horas, y para retirar, en condiciones de trabajo reales, UM cantidad de agua semejante a la que retir6 de las muestras durante los
ensayos, se requieren de 3 a 4 horas, mientras que con el uso del lecho fluidizado el tiempo
usado fue de entre 3 y 7 minutos, por lo que podnamos esperar un tiempo de secado en
condiciones reales que ronden la media hora, claro, con cargas significativamente menores de
los lechos fluidizados son una ventajosa opcibn energética y econbmíca sobre los métodos
BIBLIOCR4Fh
1 . COFFE. Vof. 2. technolohy.
Edim by CL.ARKE, R J . , hfACRAE, R.
ELSEVZER APPLIED SCIENCE PUBLISHERS
U.K. 1987
2. FLUfDIZ.4TION ENGI5EERING
K U M I , D U O ; LEVENSPIEL, OCTAVE
ROBERT E. KRIEGER PUBLISHING
U.S, 1987
3. FU?dDAiMENTALS OF FLUIDIZED-BED CHEMICAL PROCESSES
YATES, J.G.
BUTTERWORTHS XIONOGRAPHS IN CHEMlSTRY
U.K. 1983
4. FLUIDIZED BED TECHNOLOGY: PRINCIPLES AND APPLICATIONS
HOWARD, S.R.
U.K. 1989
5. SEC.4DO FLIJIDlZADO DE PRODUCTOS ALIMENTICIOS
BOIzb& J~ST'IZ, MEINARDB A.; ZHIDKO, VLADWIR IVANOVICH EDITORIAL QRIE5TE
CUBA
6 . CO-PRESORES (SELECCIbN, L'SO Y MANEMMIENTO)
EDITADO por GKEENE, IUICIi.4RD W.
McGIWW H1I.L / IXTERAMERICANA DE
MEXICO
REFERENCIAS
l . FLUJO DE FLUIDOS (EN VALYLLAS. ACCESORIOS Y TLTBEKiAS)
PREPAK4DO POR EL DEPAKTPL\LENTQ DE ISGESIRÍA DE CRANE Co
McGR4W HILL. / IhTERAhlERICANA DE MFklCO
1992
2. A SEQUENTIAL DESIGN LABORATORY EXPERIMENT FOR SEPARATING PARTICLES
BY FLULDIZATION PRINCIPLES JOYCE, DONALD D.
CHEMICAL ENGINEEKING EDUCATlOIrJ
-
WINTER 19853 . TESIS PROFESIONAL PARA OBTENER EL. TITULO DE INGENIERO MJXÁhTCO A G R ~ O L A .
GbNGQRA
Mob,
iU3EL.rUU)O; CAVClE TREJO, WILLIAM Y.UNIVERSIDAD ALFTbh’OMA DE CHtiPINGO