UNIVERSIDAD NACIONAL DE TRUJILLO
FACULTAD DE INGENIERÍA
ESCUELA ACADÉMICO PROFESIONAL DE
INGENIERÍA METALÚRGICA
EFECTO DEL TIEMPO DE RECOCIDO SOBRE LA
RESISTENCIA A LA TRACCIÓN, DUCTILIDAD, DUREZA Y
MICROESTRUCTURA EN UNA FUNDICIÓN GRIS PERLÍTICA
TESIS
PARA OPTAR EL TÍTULO PROFESIONAL DE:
INGENIERO METALURGISTA
AUTORES:
Br. CABRERA ORTIZ, Melvin Antony.
Br. CASANA MANTILLA, Jhimmy Eddyn Manuel.
ASESOR:
Dr. Ing. PURIZAGA FERNÁNDEZ, Ismael Ignacio.
Trujillo – Perú
Melvin Antony
Dedico el presente proyecto de tesis en primer lugar aDios, porque siempre está conmigo, guiándome y
dándome fuerzas en cada paso que doy para continuar
superándome día a día.
Para mis tíos Walter Ortiz Chávez y Belinda Ortiz
Chávez a los cuales admiro mucho como profesional y
como persona, porque siempre han estado junto a mí,
brindándome su apoyo incondicional y todos sus
consejos para ser la persona que soy ahora.
A mis padres Rogelio Cabrera Oblitas y Lastenia
Ortiz Chávez; y a todos mis hermanos, por su
comprensión y ayuda en los momentos buenos y
malos. Me han dado todo lo que soy como persona,
mis valores, mis principios, mi perseverancia y mi
empeño, y porque gracias a ustedes he alcanzado
una de mis metas. Por todo el apoyo y confianza que
me brindaron; desde siempre, son las personas más
Jhimmy Eddyn Manuel
A Dios Todo Poderoso; por ser el gestor de todos los grandesactos, por hacer posible cada día de mi vida e iluminar mi
camino y de todos los seres que amo, por guiarme en todas mis
decisiones y darme salud y fortaleza para llegar a este
momento.
A mis queridos padres; Manuel y María por su amor, sus
sabios consejos, por su invalorable e incondicional apoyo en
los buenos y malos momentos. Por la confianza depositada en
mí, con eterna gratitud.
A mis hermanos y sobrinos; Isabel, Esther, Ana, Wilson,
Gazmin, Ariadna, Anyelo y Bastian; por ser personas que me
brindaron su constante apoyo y consejo en todas las etapas de
AGRADECIMIENTO
Un sincero agradecimiento al Laboratorio de Metalurgia Física de la escuela de Ingeniería
Metalúrgica de la Universidad Nacional de Trujillo, por brindarnos la oportunidad de ejecutar
las pruebas para una fundición gris perlítica (barras y probetas), dentro de sus instalaciones y
por las facilidades brindadas para su culminación.
Nuestro agradecimiento también al Dr. Ing. Ismael Ignacio Purizaga Fernández, por su
asesoramiento y apoyo desinteresado en la ejecución del presente proyecto de investigación.
Asimismo, nuestro reconocimiento a las enseñanzas impartidas durante nuestra formación
profesional a la plana docente del Departamento de Ingeniería Metalúrgica.
Agradecemos también a nuestros compañeros de estudio de la escuela de Ingeniería
Metalúrgica y a todos aquellos que de alguna forma u otra han contribuido en la culminación
del presente trabajo de investigación.
RESÚMEN
En esta investigación se estudió el efecto del tiempo de recocido sobre la resistencia a la
tracción, ductilidad, dureza y microestructura en una fundición gris perlítica. Para esta
investigación se utilizaron barras cilíndricas de diámetro 15 mm x 200 mm de longitud,
fabricados por la Fundición Metalúrgica y Servicios Afines (FUMETSA), los cuales fueron
recocidos a 880°C a los tiempos de 1, 2, 3, 5, 10, 15 y 20 horas con enfriamiento lento (dentro
del horno).
Las probetas fueron maquinadas de las barras recocidas, para el ensayo de tracción según
norma ASTM E8 - 98 y para el ensayo de dureza según la norma ASTM E - 140.
Los resultados muestran que al incrementar el tiempo de recocido la resistencia a la
tracción disminuye desde 243.00 MPa para 1 hora hasta 121.60 MPa para 20 horas. La
ductilidad aumenta según se incrementa el tiempo de recocido desde 1.40% para 1 hora hasta
4.60% para 20 horas y la dureza también disminuye según se incrementa el tiempo de
recocido desde 185.50 HB para 1 hora hasta 120.30 HB para 20 horas debido a la
descomposición de la austenita en ferrita y con respecto a la microestructura las probetas
recocidas a 1, 2, 3 y 5 horas constan de perlita, ferrita y hojuelas de grafito (Gf) y que la ferrita
va aumentando y la perlita va disminuyendo desde 1 a 5 horas de tratamiento, mientras que
para probetas recocidas a 10, 15 y 20 horas la microestructura consta de ferrita (matriz) y
hojuelas de grafito (Gf) característica de una fundición gris ferrítica.
Los resultados también muestran que el tiempo mínimo en las condiciones de estudio,
para la transformación total de la austenita a ferrita es 10 horas porque a este tiempo la
fundición gris perlítica se transforma en fundición gris ferrítica y que el grafito es estable a
cualquier tiempo de recocido.
Según el análisis estadístico con un 95% de confiabilidad, se concluye que el tiempo de
recocido a 880°C con enfriamiento lento, afecta significativamente la resistencia a la tracción,
ductilidad, dureza y microestructura en una fundición gris perlítica.
Palabras claves: Fundición gris, recocido, hojuelas de grafito, austenita, perlita, ferrita,
ABSTRACT
In this research we studied the effect of the time of annealing on resistance to tensile,
ductility, hardness and microstructure in a pearlitic grey cast iron. Diameter cylindrical rods
were used for this research 15 mm x 200 mm, manufactured by metallurgical smelting and
related services (FUMETSA), which were annealed to 880° C to the times of 1, 2, 3, 5, 10, 15
and 20 hours with slow cooling) inside the oven).
The specimens were machined annealed bars, traction according to standard ASTM E8 -
98 test and for testing hardness according to the standard ASTM E - 140.
The results show that by increasing the time of annealing tensile strength decreases from
243.00 MPa to 1 hour to 121.60 MPa for 20 hours. Ductility increases as increases the time of
annealing from 1.40% for 1 hour up to 4.60% for 20 hours and hardness also decreases as
increases from 185.50 annealing time HB for 1 hour to 120.30 HB for 20 hours due to the
decomposition of the aus tenita in ferrite and microstructure on samples annealed at 1, 2, 3
and 5 hours consist of perlite and ferrite and graphite flakes (Gf) and increases the ferrite and
Pearlite decreases from 1 to 5 hours of treatment , while for specimens at 10, 15 and 20 hours
annealed microstructure consists of ferrite (matrix) and flakes of graphite (Gf) feature a grey
cast ferritic.
The results also show that the minimum conditions of study time, for the complete
transformation of the austenite to ferrite is 10 hours because at this time the pearlitic grey cast
iron is transformed into grey cast ferritic and graphite is stable to any annealing time.
According to the statistical analysis with a 95% reliability, it is concluded that time
annealing to 880° C slow cooling, significantly affects the resistance to tensile, ductility,
hardness and microstructure in a pearlitic grey cast iron.
Key words: Cast iron grey, annealing, flakes of graphite, ferrite, austenite, perlite, resistance
ÍNDICE
Dedicatoria ... i
Agradecimiento... iii
Resumen ... iv
Abstract ... v
Índice ... vi
Listado de tablas ... ix
Listado de figuras... x
CAPÍTULO I INTRODUCCIÓN 1.1 Realidad problemática ... 1
1.2 Antecedentes ... 3
1.3 Fundamento teórico ... 5
1.3.1 Fundiciones o hierros fundidos ... 5
1.3.2 Clasificación de las fundiciones ... 6
1.3.3 Fundición Gris ... 9
1.3.4 Propiedades generales de las fundiciones grises ... 12
1.3.5 Tratamientos térmicos de las fundiciones grises ... 13
1.3.6 Recocido ... 14
1.3.7 Ensayo de dureza ... 17
1.3.8 Ensayo de tracción ... 19
a. Resistencia a la tracción ... 21
b. Ductilidad ... 22
1.4 Problema... 24
1.6 Objetivos ... 24
1.6.1 Objetivos generales... 24
1.6.2 Objetivos específicos ... 25
CAPÍTULO II MATERIALES Y MÉTODOS 2.1. Material de estudio ... 26
a. Composición química ... 26
b. Propiedades mecánicas ... 26
c. Características metalográficas ... 27
2.1.1. Muestra ... 28
2.1.2. Equipos, instrumentos, materiales consumibles y reactivos... 29
2.2. Métodos y técnicas ... 30
2.2.1. Modelo Experimental ... 30
2.2.2. Matriz de datos ... 32
2.3. Procedimiento experimental ... 33
CAPÍTULO III RESULTADOS 3.1.Resultados del ensayo de tracción ... 37
a. Resistencia a la tracción ... 37
b. Ductilidad ... 39
3.2.Resultados del ensayo de dureza ... 40
CAPÍTULO IV
DISCUSIÓN DE RESULTADOS
4.1. Del ensayo de tracción ... 46
a. De la resistencia a la tracción ... 46
b. De la ductilidad ... 47
4.2. De la dureza ... 47
4.3. De la microestructura ... 49
CAPÍTULO V CONCLUSIONES Y RECOMENDACIONES 5.1. Conclusiones ... 51
5.2. Recomendaciones ... 52
Referencias bibliográficas ... 53
APÉNDICE I ANÁLISIS ESTADÍSTICO I.1. Modelo estadístico ... 56
I.2. Análisis de varianza para el diseño de un solo factor ... 56
I.3. Análisis de residuos ... 61
APENDICE II CALCULOS COMPLEMENTARIOS II.1. Cálculo del carbón equivalente (CE) ... 66
II.2. Cálculo del porcentaje de fases de la fundición gris a temperatura ambiente (25°C) ... 66
LISTADO DE TABLAS
Tabla 1.1. Contracción durante solidificación ... 12
Tabla 2.1. Composición química de la fundición gris perlítica ... 26
Tabla 2.2. Propiedades mecánicas de la fundición gris perlítica ... 26
Tabla 2.3. Modelo matricial de un solo factor para análisis de los resultados ... 32
Tabla 2.4. Matriz de orden de datos del experimento de un solo factor para determinar los resultados de las variables independientes en estudio ... 32
Tabla 3.1. Resultados de la resistencia a la tracción (MPa) obtenidos de probetas de fundición gris perlítica recocidas a 880°C a los tiempos de estudio y con enfriamiento lento (dentro del horno) ... 38
Tabla 3.2. Resultados de ductilidad (% elongación) obtenidas de probetas de fundición gris perlítica recocidas a 880°C a los tiempos de estudio y con enfriamiento lento (dentro del horno) ... 39
Tabla 3.3. Resultados de la dureza (HB) obtenidas de probetas de fundición gris perlítica recocidas a 880°C a los tiempos de estudio y con enfriamiento lento (dentro del horno) ... 40
Tabla I.1. Tabla de datos a calcular para el análisis de varianza de un solo factor ... 57
Tabla I.2. Análisis de varianza de los resultados de resistencia a la tracción (MPa) obtenidos en probetas de fundición gris perlítica recocido a 880°C a los tiempos de estudio y con enfriamiento lento (dentro del horno) ... 58
Tabla I.3. Análisis de varianza de los resultados de ductilidad (% elongación) obtenidos en probetas de fundición gris perlítica recocido a 880°C a los tiempos de estudio y con enfriamiento lento (dentro del horno) ... 59
LISTADO DE FIGURAS
Figura 1.1. Dibujos esquemáticos de los cinco tipos de hierros fundidos ... 6
Figura 1.2. Tramo correspondiente a las composiciones de las fund. industriales ... 8
Figura 1.3. Fundición gris ... 9
Figura 1.4. Diagrama Hierro – Grafito ... 11
Figura 1.5. Ciclos más empleados para el recocido de la fundición gris ... 17
Figura 1.6. Método de ensayo de dureza Brinell... 18
Figura 1.7. Probeta de tracción normalizada con sección transversal circular ... 19
Figura 1.8. Representación esquemática del aparato utilizado para realizar ensayos de tracción….. ... 20
Figura 1.9. Comportamiento de esfuerzo-deformación típico hasta la fractura ... 22
Figura 1.10. Grafica de esfuerzo – deformación a la tracción para materiales frágiles y dúctiles ensayados hasta la fractura ... 23
Figura 2.1. Fotomicrografía de la fundición gris en estudio en estado fundido (suministro) .. 27
Figura 2.2. Geometría y medidas de las barras cilíndrica de fundición gris para la obtención de probetas ... 28
Figura 2.3. Probeta para el ensayo tracción según norma ASTM E8-98 ... 28
Figura 2.4. Probeta cilíndrica para el ensayo de dureza según norma ASTM E-140, y para el análisis microestructural ... 29
Figura 2.5. Diagrama de bloques del procedimiento experimental ... 33
Figura 3.1. Efecto del tiempo de recocido (hrs) sobre la resistencia a la tracción (MPa) en una fundición gris perlítica recocido a 880°C con enfriamiento lento (dentro del horno) ... 38
Figura 3.2. Efecto del tiempo de recocido (hrs) sobre la ductilidad (%) en una fundición gris perlítica recocido a 880°C con enfriamiento lento (dentro del horno) ... 39
Figura 3.4. Fotomicrografía de la fund. gris perlítica en estado fundido (suministro) ... 41
Figura 3.5. Fotomicrografía de la fundición gris perlítica recocida a 880°C por 1 hr ... 42
Figura 3.6. Fotomicrografía de la fundición gris perlítica recocida a 880°C por 2 hrs ... 42
Figura 3.7.Fotomicrografía de la fundición gris perlítica recocida a 880°C por 3 hrs ... 43
Figura 3.8. Fotomicrografía de la fundición gris perlítica recocida a 880°C por 5 hrs ... 43
Figura 3.9. Fotomicrografía de la fund. gris perlítica recocida a 880°C por 10 hrs ... 44
Figura 3.10. Fotomicrografía de la fund. gris perlítica recocida a 880°C por 15 hrs ... 45
Figura 3.11. Fotomicrografía de la fund. gris perlítica recocida a 880°C por 20 hrs ... 45
Figura I.1. Gráfica de probabilidad normal de residuos de los resultados de resistencia a la tracción en probetas de fundición gris perlítica recocidos a 880°C a los diferentes tiempos de estudio con enfriamiento lento (dentro del horno) ... 62
Figura I.2. Gráfica de probabilidad normal de residuos de los resultados de ductilidad en probetas de fundición gris perlítica recocidos a 880°C a los diferentes tiempos de estudio con enfriamiento lento (dentro del horno) ... 63
Figura I.3.Gráfica de probabilidad normal de residuos de los resultados de dureza en probetas de fundición gris perlítica recocidos a 880°C a los diferentes tiempos de estudio con enfriamiento lento (dentro del horno) ... 65
Figura A.1. Barras de fundición gris perlítica para la realización del tratamiento de recocido y obtención de probetas... 68
Figura A.2. Probetas para el ensayo de resistencia a la tracción, según norma ASTM E8-98….. ... 68
Figura A.3. Probetas para el ensayo de dureza, según norma ASTM E-140... 68
Figura A.4. Probetas encapsuladas para el análisis microestructural ... 68
Figura A.5. Horno eléctrico tipo mufla de 5 Kw para el tratamiento térmico de recocido…...69
Figura A.6. Máquina cortadora de probetas BAINCUT – M ... 69
Figura A.8. Ensayo de dureza de probetas recocidas en la escala Brinell (HB) ... 69
Figura A.9. Microscopio metalográfico Leica de 50X a 1000X ... 70
Figura A.10. Análisis microestructural y toma de fotomicrografías de las probetas de
fundición gris recocidas ... 70
Figura A.11. Máquina de tracción universal de 10 ton, para el ensayo de tracción ... 70
Figura A.12. Instalación de la probeta en la máquina universal de 10 Ton, para la realización
CAPITULO I
INTRODUCCIÓN
1.1.Realidad problemática
Una de las más antiguas y más común de los materiales ferrosos conocidos por el hombre
es la fundición gris, y hasta hace no muchos años, era considerado generalmente por los
ingenieros, constructores y proyectistas como un material frágil y con buena resistencia al
desgaste y compresión, pero con muy poco resistencia a la tracción y prácticamente sin
ductilidad. (Askeland, 2006, pp. 283 - 285)
Las fundiciones grises son, en general, las más utilizadas en la construcción mecánica, y
se puede decir que el 95% de las fundiciones que se fabrican en la actualidad son fundiciones
grises. Cuando no se exigen características mecánicas muy elevadas, las condiciones más
interesantes que, en general, conviene que cumplas las fundiciones son: 1) Que se cuelen bien,
2) que se mecanicen con facilidad y 3) que no tengan poros. (Apraiz, 1963, pp. 18 - 20)
En las fundiciones grises que en la práctica son las más importantes aparecen durante la
solidificación y posterior enfriamiento, láminas de grafito que al originar discontinuidades en
la matriz, son las causas de que las características mecánicas de las fundiciones grises sea, en
general, muy inferiores a las de los aceros, aunque sean sin embargo, suficiente para
En el país, el sector automotriz, metal mecánico, agroindustrial y minero se ha
incrementado considerablemente, donde el reemplazo de piezas como tambores de frenos,
implemento agrícolas, bocinas, carcasas, cilindros de motores, etc, que son fabricados de
fundición gris es inevitable debido a que están sometidas al desgaste, falla por fatiga y falla
por sobreesfuerzos, además la carencia de estas piezas con el mismo tipo de aleación y con las
mismas propiedades mecánicas que requieren estos componentes, causan a las empresas
pérdidas debido a que fallan prematuramente por desgaste o por fuerzas de impacto causando
fractura frágil.
La mayoría de fundiciones que existen en la zona, que producen piezas de fundición gris
perlítica, lo hacen en horno cubilote de manera empírica, sin ningún control técnico, dando
como resultados piezas con excesiva cantidad de inclusiones tales como la esteadita (Fe3P),
grafito de hojuela muy bastos, tamaño de granos muy grandes, poros y rechupes resultando
piezas con propiedades mecánicas deficientes para el servicio, muy por debajo de los
requeridos, y lo que es peor aún producen fundición gris achilada (casi fundición blanca) que
es dura y frágil, que por desconocimiento de los tratamientos térmicos que se aplican a la
fundición gris, como es el caso del recocido de ferritización para ablandar la fundición y darle
algo de ductilidad. Estos son rechazados, causando pérdidas económicas al fabricante de
dichas piezas.
Debido a esto se considera necesario evaluar la influencia del tiempo de recocido en la
ferritización de una fundición gris perlítica, con respecto a la dureza y resistencia al impacto,
1.2.Antecedentes
Quispe y Jara (2012) en la investigación sobre la temperatura de temple y temperatura
de revenido en una fundición gris perlítica grado 40, concluye que: la temperatura de temple
en el rango de 800 a 1000°C con temple en aceite y la temperatura de revenido en el rango de
300 a 600°C afectan considerablemente la dureza, resistencia a la tracción y ductilidad (%
elongación) de la fundición gris perlítica grado 40. Y para 800°C se obtuvo el valor más bajo
de 285.70 HB debido a que a esta temperatura existe austenita, ferrita y grafito, y el valor más
alto fue para 850°C de 524.50 HB y a temperatura más altas la dureza disminuye ligeramente
debido al incremento de la austenita retenida.
Fernández y Olivar (2008) investigaron sobre el tratamiento térmico de ferritización de
una fundición gris perlítica, concluyen: Que el tratamiento de ferritización para todas las
fundiciones grises con características similares, requieren una permanencia de tres horas por
cada 25mm de espesor a la temperatura de 850°C (para asegurar la austenización de las fases
presentes) y enfriar muy lentamente hasta los 740°C aproximadamente, manteniendo la pieza
a esa temperatura por tres horas más para luego enfriarlo en el horno a puerta cerrada,
consiguiendo de esta manera 64% de ferrita.
Martínes y Palacios (2008) mencionan que: el hierro gris, el hierro nodular o dúctil se
forma con la reacción eutéctica L → ϒ + grafito. La fundición gris contiene pequeñas
hojuelas entrelazadas de grafito, y que la estructura final de la matriz depende parcialmente de
(dentro del horno) la austenita se transforma en ferrita y grafito adicional, este tratamiento se
llama recocido.
Bravo (2005) investigó sobre la descomposición de la perlita a varias temperaturas en
fundiciones grises, que contienen 1.93 %Si y 2.68 %Si, Se determinó que la perlita siempre
se descompone en ferrita más rápidamente en fundiciones con alto contenido de silicio (2.68
%Si) y que para una temperatura de recocido a 750 °C, la perlita se descompone en ferrita en
10 minutos, sin embargo para una fundición de bajo contenido de silicio (1.93 %Si) requiere
45 minutos y que elementos como el manganeso, níquel, cromo, vanadio y fosforo estabilizan
carburos y retardan la descomposición de la perlita en ferrita.
Toro (2003) estudió sobre el tratamiento térmico a fundiciones grises concluye: Que de
los tratamientos térmicos de perlitización y ferritización efectuadas, se deduce que el tiempo
necesario para la descomposición de la perlita en ferrita es función de la composición
química, espesor de pieza y porcentaje de la fase presente.
Zakhar y Cossio (1989) en el estudio sobre la composición química de las fundiciones
grises en los tratamientos térmicos concluyen: Que la heterogeneidad química de las muestras
analizadas tienen influencia apreciable en los tratamientos térmicos, principalmente en la
ferritización y es causante de una ferritización incompleta y de las pruebas efectuadas en los
tratamientos térmicos se ha demostrado que la temperatura de 740 °C es crítica, para la
formación de la ferrita y si la pieza pasa, por ese rango de temperatura sin el respectivo
Birchenall, et al. (1986) en la investigación menciona que: la resistencia a la tracción y a
la compresión en la fundición gris son diferentes en vez de ser iguales entre sí, como en los
aceros. Y que para bajas durezas, la resistencia a la compresión llega a ser unas 5 veces mayor
que la resistencia a la tracción y para altas resistencias esa relación baja a 2.5. Al considerar la
resistencia de las fundiciones grises concluye que en ella intervienen por una parte la
resistencia de la matriz y por otra, hay que tener en cuenta la influencia de las láminas de
grafito. Por lo tanto, para el problema de aumentar la resistencia de la fundición, se debe
estudiar teniendo en cuenta los dos factores: la matriz y las láminas de grafito.
Zakhartchenko, et al. (1979) investigaron sobre el tratamiento térmico de recocido a
una fundición gris perlítica, menciona que: todas las fundiciones en las que el carbono se
encuentra en estado libre, formando grafito laminar son fundiciones grises y que con el
tratamiento térmico de recocido en el rango de 740 °C a 900°C se obtiene fundición gris
ferrítica que llegan a tener desde 8% hasta 14% de ductilidad.
1.3.Fundamento teórico
1.3.1.Fundiciones o hierros fundidos
Las fundiciones ferrosas son básicamente aleaciones de hierro, carbono y silicio. Con
relación con el diagrama hierro- carbono de hierro, los hierros fundidos contienen más
cantidad de carbono que la necesaria, para saturar austenita a la temperatura eutéctica; por
tanto, contiene entre 2 y 6.67% de carbono. Como el alto contenido de carbono tiende hacer
muy frágil el hierro fundido la mayoría de los tipos manufacturados comercialmente están en
1.3.2.Clasificación de las fundiciones
Controlando la reacción eutéctica que ocurre, la forma del grafito que se precipita y el
tratamiento del hierro, pueden producirse cinco diferentes tipos de fundición las cuales se
muestran en la figura 1.1.
Figura 1.1. Dibujos esquemáticos de los cinco tipos de hierros fundidos a) Fundición Gris; b)
Fundición Blanca; c) Fundición Maleable; d) Fundición Dúctil o Nodular y e)
Los tipos de hierro fundido se pueden clasificar como sigue:
Hierros fundidos grises. En los cuales la mayoría o todo el carbono esta sin combinar, se
encuentra libre en forma de hojuelas o escamas de grafito.
Para el estudio se aplica el diagrama estable Hierro – grafito. Aquí a 1154°C la reacción
eutéctica es: 𝐿 (4.26%𝐶) → 𝛾 (2.08%𝐶) + 𝑔𝑟𝑎𝑓𝑖𝑡𝑜 (100%𝐶).
Hierros fundidos nodulares. En los cuales mediante un proceso metalúrgico con Mg/Ce,
el carbono esta sin combinar en forma de nódulos o esferoides compactos se obtiene de la
fundición gris liquida.
Hierros fundidos blancos. En las cuales todo el carbono está en la forma combinada
como cementita se llama así por la fractura que es de color blanco es dura y frágil.
Hierros fundidos maleables. En los cuales la mayoría o todo el carbono esta sin
combinar en la forma de rosetas (partículas redondas irregulares), conocido como carbono
revenido o rosetas de carbono, el cual se obtiene mediante el tratamiento térmico de recocido
del hierro fundido blanco.
Hierros de grafito compacto. Contiene grafito redondeado, pero interconectado, que
también se produce durante la solidificación. La forma del grafito en el hierro fundido de
grafito compacto es una forma intermedia entre hojuelas y esferas con numerosos de barras
redondeados de grafito interconectados con el núcleo de la celda eutéctica.
Esta fundición a veces se llama grafito vermicular, también se forma al diagramarse el
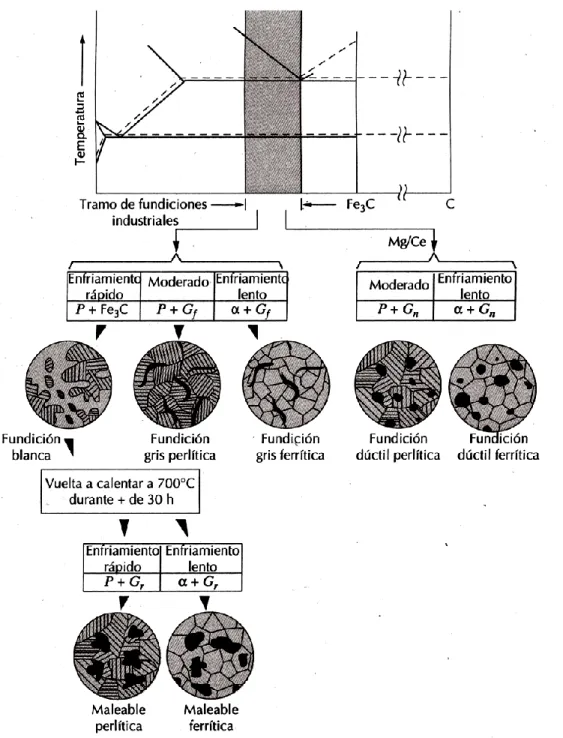
La figura 1.2, muestra las microestructuras de los hierros fundidos y de varios
tratamientos térmicos aplicadas a ellas.
Figura 1.2. Tramo correspondiente a las composiciones de las fundiciones industriales. Se
muestra también las microestructuras que resultan de varios tratamientos
térmicos. Gf = hojuelas de grafito; Gr = rosetas de grafito; Gn = nódulos de
1.3.3.Fundición Gris
Los contenidos de carbono y de silicio de la fundición gris varían entre 2.5 a 4.0% en
peso y 1.0 a 3.0% en peso, respectivamente. En la mayoría de las fundiciones grises el grafito
se encuentra en la forma de hojuelas (similares a las hojuelas de maíz), que normalmente
están rodeadas de una matriz de ferrita () o de perlita. En la figura 1.3. Se muestra la
microestructura de una fundición gris típica. Debido a estas hojuelas de grafito, la superficie
fracturada adopta una tonalidad gris, de ahí su nombre.
Desde el punto de vista mecánico, la fundición gris es comparativamente frágil y poco
resistente a la tracción como consecuencia de su microestructura; las puntas de las hojuelas de
grafito son afiladas y puntiagudas, y pueden actuar como puntos de concentración de
esfuerzos cuando se aplica un esfuerzo de tracción externo. La resistencia y la ductilidad a las
cargas de compresión son muy superiores.
Figura 1.3. Fundición gris: las hojuelas de grafito oscuras están embebidas en una matriz
Las fundiciones grises presentan algunas características muy convenientes, por ello se
utilizan ampliamente. Son muy efectivas para el amortiguamiento de la energía vibratoria.
Los bancos para maquinaria y para equipo pesado expuestos a vibraciones se construyen con
este material. Además, la fundición gris tiene alta resistencia al degaste. Por otro lado, en
estado fundido tiene una elevada fluidez a la temperatura de colada, lo que permite moldear
piezas de formas intrincadas; también, la contracción de moldeo es baja.
Finalmente, y tal vez lo más importante, la fundición gris es uno de los materiales
metálicos más baratos.
En la manufactura de hierros fundidos grises, la tendencia de la cementita a separarse en
grafito y austenita o ferrita es favorecida controlando la composición de la aleación y las
rapideces de enfriamiento. Estas aleaciones solidifican formando primero austenita.
La apariencia inicial de carbono es el grafito que resulta de la reacción eutéctica. El
proceso de grafitización es ayudado por el alto contenido de carbono, la alta temperatura y la
adecuada cantidad de elementos de grafitización, sobre todo el silicio.
La fundición gris seguirá el diagrama de equilibrio estable hierro – grafito (figura 1.4),
formando austenita y grafito a la temperatura eutéctica. En cualquier caso, cualquier
Figura 1.4. Diagrama Hierro – Grafito. Fuente: Callister, 1995, pp. 370.
Durante el enfriamiento continuado, hay precipitación adicional de carbono debido al
decremento en solubilidad de carbono en austenita, el cual se precipita como grafito o como
cementita proeutectoide que grafitiza rápidamente. Las propiedades mecánicas, físicas y otras
más de los hierros fundidos están íntimamente ligadas con su microestructura.
Estas estructuras pueden considerarse que consisten de: a) Una matriz (ferrítica, perlítica
o mezcla de ambos), b) Uno o más constituyentes en exceso, cementita eutéctica, grafito,
1.3.4.Propiedades generales de las fundiciones grises
Las fundiciones son aleaciones férreas que requieren para su elaboración menos energía
que los aceros, porque con similar capacidad calorífica su temperatura de fusión es menor.
Presentan además excelentes características de colabilidad y tienen poco rechupe. Su
colabilidad es mejor cuando mayor sea el contenido de carbono, por su pequeño en el
intervalo de temperaturas entre liquidus y solidus. Las eutécticas solidifican a temperatura
constante. No es recomendable elevar la temperatura de colada para mejorar la colabilidad,
pues, además de sobrecalentamiento aumenta el rechupe.
Las fundiciones grises dan poco rechupe, 1% de contracción lineal aproximadamente,
inferior al de los aceros y fundiciones blancas, según tabla 1.1. La baja contracción al
solidificar se debe a que su densidad (entre 6.95 y 7.35, menor cuanto más carbono); es
inferior a la de la fundición blanca (7.7) y a la de los aceros (aprox. 7.85), esta menor
densidad de la fundición gris es por la presencia de grafito cuya densidad es 2.2 g/cm3. (Pero
y Sanz, 1994, pp. 49)
Tabla 1.1. Contracción durante solidificación (ASM)
Tipos de fundición % Contracción
Fundición dúctil 0.0 – 0.7
Fundición gris 1.0
Fundición maleable 1.0
Fundición austenítica 1.3 – 1.5
Fundición blanca 2.0
Acero al carbono 2.0
Acero aleado 2.5
El comportamiento mecánico de la fundición gris, resulta parecido al de un acero con
numerosas microfisuras taponadas por grafito. La cohesión entre el grafito y la matriz
metálica es casi nula. Debido a la gran diferencia entre el coeficiente de dilatación del fierro y
el grafito, este se despega fácilmente de la matriz. Este explica varias propiedades de estas
fundiciones: el color gris que presentan las fracturas, la capacidad para amortiguar vibraciones
es mayor cuanto más grafito, su maquinabilidad generalmente buena, moderada resistencia a
la tracción y bajos alargamientos.
La presencia de grafito equivale a microentallas, por eso el alargamiento a la tracción de
las fundiciones grises laminares es pequeño o generalmente menor del 0.8%. La resistencia a
la tracción depende del tipo de grafito, de su cantidad y de la estructura de la matriz. Puede
señalarse con carácter general, que la resistencia a la tracción disminuye al aumentar el
contenido de carbono de las fundiciones. Por consiguiente, los valores de resistencia a la
tracción, en las fundiciones grises, serán inferiores a los obtenidos en aceros, por ejemplo, la
cantidad de resistencia de una determinada pieza de fundición gris, de 3.70% de carbono y
2.5% de silicio, de matriz plenamente perlítica es 137 MPa (14 kg/mm2) en tanto que un acero
perlítico, incluso con perlita gruesa se lograría por lo menos 800 MPa (82 kg/mm2) de carga
de rotura de tracción. (Pero y Sanz, 1994, pp. 54)
1.3.5.Tratamiento térmico de las fundiciones grises
El tratamiento térmico de las fundiciones se realiza fundamentalmente para eliminar las
variación de las dimensiones y forma de la fundición, disminución de la dureza y
mejoramiento de la maquinabilidad por corte y una elevación de las propiedades mecánicas.
En el proceso de tratamiento térmico de la fundición ocurren las mismas
transformaciones que en el acero. Sin embargo, éstas se complican por el hecho de que
durante el calentamiento de la fundición se puede desarrollar el proceso de grafitización que
cambia complementariamente la estructura y, por lo tanto, las propiedades de la fundición.
Entre los tratamientos más usados para una fundición gris son: el recocido y la
normalización. Otros tratamientos como el austempering, el temple y revenido son usados en
ocasiones limitadas
En términos de tratamiento térmico, las fundiciones grises pueden ser consideradas una
composición de grafito libre (laminar) y el eutectoide perlita (matriz). La situación puede ser
adicionalmente complicada por la variedad de sección, por consiguiente la respuesta térmica
variará un poco. (Apraiz, 1971, pp. 101)
1.3.6.Recocido
Existen dos procesos de recocido que suelen ser aplicados a las fundiciones grises:
a. Recocido para eliminación de tensiones
Los recocidos a bajas temperaturas como se señala, se realizan a 550°C durante un
periodo de tiempo que varía de 30 minutos a varias horas, según sea el espesor de las piezas.
las tensiones que siempre suelen tener las piezas de fundición después de la solidificación y
enfriamiento. Conviene dar este recocido a piezas de formas complicadas a que deban tener
tolerancias dimensionales muy precisas, como cilindros de motores de explosión, bancadas de
máquinas de herramientas, etc. Si no se eliminan estas tensiones las piezas pueden sufrir
luego deformación durante la mecanización o durante el funcionamiento que en ocasiones
crean importantes problemas y dificultades.
Deben emplearse velocidades lentas de calentamiento y en especial de enfriamiento, para
evitar nuevas tensiones o roturas, sobre todo cuando las piezas son de formas complicadas.
b. Recocido de ablandamiento de las fundiciones grises y atruchadas
Para ablandar las fundiciones se suelen emplear los siguientes tipos de recocidos:
• Recocido a 740°C con enfriamiento al aire
Para disminuir la dureza de las fundiciones grises se les somete a recocidos a 740°C
aproximadamente con enfriamiento al aire. Este recocido es aplicable en fundiciones grises en
bruto de colada que quedan relativamente duros y su mecanización es difícil.
En muchos casos las microestructuras de estas fundiciones en bruto están constituidos por
grafito, ferrita y cantidades variables de perlita y sorbita. Estos constituyentes, perlita y
sorbita, son los que le dan alta dureza y para facilitar la mecanización conviene transformarlo
Se debe de alcanzar en el recocido una temperatura de unos 740°C aproximadamente y
mantenerlo a esta temperatura durante un cierto tiempo, se consigue que la perlita y la sorbita
se transformen en austenita y de esta manera con el tiempo prolongado, la austenita va
cediendo carbono que se deposita en forma de grafito, obteniéndose al final ferrita y grafito.
• Recocido a 800 – 900°C
Al recocer una fundición a 800 – 900°C en lugar de 740°C, se debe de tener una nueva
precaución, es necesario enfriar lentamente y en general se obtienen durezas no muy bajas,
que corresponden a la perlita que se forma en ese proceso.
Al calentar de 800 – 900°C, no hay formación de grafito, o esta formación tiene poca
importancia, debido a que la temperatura de mantenimiento no es apropiada para el depósito
de gran cantidad de grafito, y luego si el enfriamiento se hace con una velocidad de 25°C por
hora, se obtiene perlita y no se obtendrán durezas tan bajas, como con el tratamiento anterior a
740°C.
Por ejemplo, calentar a 850°C, se forma a esta temperatura austenita. Durante la
permanencia a esta temperatura habrá formación de una pequeña cantidad de grafito y luego,
en un enfriamiento al pasar la zona eutectoide se formará perlita. Si se calienta a 850°C se
puede obtener la microestructura de grafito y ferrita con enfriamiento muy lento o con una
permanencia muy prolongada en la zona de 700 – 740°C, pero esta parada complica y
El tratamiento a 800 – 900°C es recomendable para las fundiciones grises, de gran dureza
y para fundiciones atruchadas que contienen cementita hipereutectoide En esos casos, la
dureza inicial que es alta del orden de 250 a 300 Brinell (HB), se podría disminuir con este
recocido. Se calentará a 850°C aproximadamente y luego la velocidad de enfriamiento debe
ser muy lenta, sobre todo en la zona crítica de 700 – 740°C, para facilitar el depósito de
grafito eutectoide y luego se puede enfriar al aire. (Apraiz, 1971, pp. 101 – 104)
La figura 1.5 muestra los tipos de tratamiento térmico de recocido que se puede aplicar a
la fundición gris.
Figura 1.5: Ciclos más empleados para el recocido de la fundición gris. Fuente: Apraiz,
1971, pp. 101.
1.3.7.Ensayo de dureza
La dureza se define como la resistencia que opone un material a la penetración. La dureza
La prueba de dureza Brinell, que se usa desde 1900, se aplica principalmente para
determinar la dureza en bulto de secciones pesadas, como los elementos forjados o colados.
De todos los métodos de indentación es el que necesita de menor preparación de la superficie
sea relativamente lisa y esté libre de suciedad y escamas. Esta prueba se realiza imprimiendo
una bola de acero de 10 mm de diámetro con una carga de 3000 Kg en la superficie durante
un tiempo estándar, que por lo general es de 30 segundos, según figura 1.6. Para los metales
no ferrosos, la carga se reduce a 500 Kg y en los metales muy duros se usa una esfera de
tungsteno. Se mide el diámetro promedio de la impresión que resulta y de esto se puede
determinar el número de dureza Brinell (NDB) con la fórmula:
𝑁𝐷𝐵 = 𝑃
(𝜋 𝐷 2⁄ )(𝐷 − √𝐷2− 𝑑2)
En la que P= carga aplicada (Kg); D= diámetro de la esfera (mm); d=diámetro de la
impresión (mm).
Esta forma representa simplemente la carga (P) dividida entre el área de la superficie de
una impresión de diámetro d. En la práctica real, no es necesario hacer cálculos; puesto que la
carga es constante, los valores NDB que corresponden a varios diámetros de impresión se leen
en una tabla. (Groover, 1997, pp. 58)
1.3.8.Ensayo de tracción
Es uno de los ensayos de esfuerzo – deformación más común. Se utiliza para determinar
varias propiedades mecánicas de materiales importantes (fluencia y límite elástico, resistencia
a la tracción, ductilidad, resiliencia, tenacidad) para el diseño. Normalmente, una probeta se
deforma hasta la rotura con una carga de tracción que aumenta en forma gradual y que se
aplica uniaxialmente a lo largo del eje mayor de la probeta.
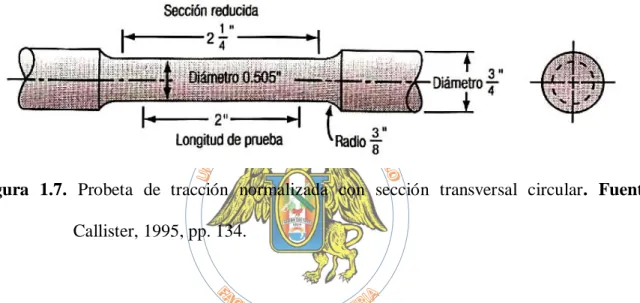
Figura 1.7. Probeta de tracción normalizada con sección transversal circular. Fuente:
Callister, 1995, pp. 134.
En la figura 1.7, se muestra una probeta de tracción estándar. Por lo general, la sección de
la probeta es circular, pero también se utilizan probetas rectangulares. Esta configuración de
“hueso de perro” de la probeta se escogió a fin de que durante el ensayo la deformación este
confinada a la región central más estrecha y también para reducir la posibilidad de fractura en
los extremos de la probeta.
El diámetro estándar es aproximadamente igual a 12.8 mm (0.5 pulg), mientras que la
longitud de la sección reducida debe ser por lo menos cuatro veces este diámetro; 60 mm (2 ¼
pulg) es lo usual. La longitud de prueba es el dato que se utiliza para calcular la ductilidad, el
La probeta se sujeta en sus extremos con las mordazas de la máquina de ensayos, figura
1.8. La máquina de ensayos de tracción está diseñada para alargar la probeta a una velocidad
constante y para medir continúa y simultáneamente la carga instantánea aplicada (con una
celda de carga) y los alargamientos resultantes (utilizando un extensómetro).
El ensayo dura varios minutos y es destructivo; la probeta de ensayo se deforma de
manera permanente y a menuda se fractura.
Figura 1.8. Representación esquemática del aparato utilizado para realizar ensayos de
tracción. Fuente: Callister, 1995, pp. 135.
El resultado del ensayo de tracción se registra (comúnmente por medio de computadora)
como carga o esfuerzo contra alargamiento. Las características de esfuerzo - deformación
dependen del tamaño de la probeta. Para minimizar estos factores geométricos, la carga y el
alargamiento están sujetos a la normatividad para los parámetros de esfuerzo nominal y
𝜎 = 𝐹 𝐴𝑜
Donde F es la carga instantánea aplicada a perpendicularmente a la sección transversal de
la probeta, en unidades de newtons (N) o libras fuerza (lbf), y Ao es el área de la sección
transversal original antes de aplicar la carga (m2 o pulg2). Las unidades de esfuerzo nominal
(de aquí en adelante denominado simplemente esfuerzo) son megapascales, MPa (SI) (donde
1 MPa = 106 N/m2), y libras fuerza por pulgada cuadrada, psi (unidades del sistema ingles).
La deformación nominal є se define como:
𝜖 = 𝑙𝑖 − 𝑙𝑜
𝑙𝑜 =
∆𝑙 𝑙𝑜
Donde 𝑙𝑜 es la longitud original antes de aplicar la carga y 𝑙𝑖 es la longitud instantánea.
Algunas veces el segmento 𝑙𝑖 − 𝑙𝑜 se denota simplemente mediante ∆𝑙, y es el alargamiento
producido por deformación o el cambio de longitud en un instante determinado con respecto a
la longitud inicial. La deformación nominal (en lo sucesivo llamada simplemente
deformación) no tiene unidades, aunque a menudo se expresa en pulgadas por pulgada o en
metro por metro; obviamente se expresa como un porcentaje, esto es, el valor de la
deformación se multiplica por 100. (Callister, 1995, pp.136)
a. Resistencia a la tracción
Después de la fluencia, el esfuerzo necesario para continuar la deformación plástica en
los metales aumenta hasta un máximo, punto M de la figura 1.9, y disminuye luego hasta que
finalmente se produce la fractura, punto F. La resistencia a la tracción TS (Mpa o psi) es el
esfuerzo máximo que puede soportar una estructura sometida a la tracción; si este esfuerzo
es uniforme en la región estrecha de la probeta. Sin embargo, cuando se aplica el esfuerzo
máximo se empieza a formar una estricción o cuello, y toda la deformación subsiguiente está
confinada en la estricción, tal como se muestra en los dibujos por pasos de la figura 1.9. A
este fenómeno se le denomina “formación de cuello” o estricción y finalmente la fractura
ocurre en la estricción. La resistencia a la fractura corresponde con el esfuerzo a la fractura.
Figura 1.9. Comportamiento de esfuerzo-deformación típico hasta la fractura, punto F. La
resistencia a la tracción TS está indicada en el punto M. Fuente: Callister, 1995,
pp. 145.
b. Ductilidad
Es una medida del grado de deformación plástica que puede soportar un material antes de
llegar a la fractura. Un material que se fractura con poca o ninguna deformación plástica se
denomina frágil. Los comportamientos de esfuerzo – deformación para materiales dúctiles y
Figura 1.10. Grafica de esfuerzo – deformación a la tracción para materiales frágiles y
dúctiles ensayados hasta la fractura. Fuente: Callister, 1995, pp. 147.
La ductilidad puede expresarse cuantitativamente como el alargamiento relativo
porcentual o como el porcentaje de reducción de área. El alargamiento relativo porcentual,
%EL, es el porcentaje de deformación plástica hasta la rotura, o bien:
%𝐸𝐿 = 𝑙𝑓− 𝑙𝑜
𝑙𝑜 𝑥100
Donde, 𝑙𝑓 es la longitud de la fractura y 𝑙𝑜 es la longitud de prueba original. Mientras que
una parte significativa de la deformación plástica a la fractura esta confinada a la región del
cuello, la magnitud del %EL dependerá de la longitud de prueba a de la probeta. Por tanto se
debe especificar el valor de 𝑙𝑜 cuando se mencionan valores de alargamiento relativo
porcentual; es común tomarlo igual a 50 mm o (pulgadas).
Es importante conocer la ductilidad de los materiales al menos por dos razones. En
plásticamente antes de producirse la fractura y en segundo lugar, especifica el grado de
deformación permisible durante las operaciones de manufactura. (Callister, 1995, pp. 147)
1.4.Problema
¿Cómo afecta el tiempo de recocido en el rango de 1 a 20 horas sobre la resistencia a la
tracción, ductilidad, dureza y microestructura de una fundición gris perlítica?
1.5.Hipótesis
El incremento del tiempo de recocido en el rango de 1 a 20 horas a 880°C en una
fundición gris perlítica disminuirá la resistencia a la tracción y dureza y aumentara la
ductilidad, debido a la descomposición de la perlita en ferrita y grafito en forma de hojuelas
(Gf).
1.6.Objetivos
1.6.1.Objetivo general
Determinar el efecto del tiempo de recocido a 880°C mediante el ensayo de tracción, de
dureza (HB) y análisis microstructural; sobre la resistencia a la tracción, ductilidad, dureza y
1.6.2.Objetivos específicos
• Evaluar el comportamiento del tiempo de recocido en el rango de 1 a 20 horas a 880°C en la
fundición gris perlítica sobre la resistencia a la tracción, ductilidad, dureza y microestructura y
analizar si la fundición en estudio se ha convertido en ferrítica.
• Determinar el tiempo mínimo de recocido a 880 °C de la fundición gris perlítica en estudio en
el rango de 1 a 20 horas, en el cual se obtiene los mejores valores de las propiedades en
estudio.
• Analizar los resultados en gráficas que permitan observar el efecto del tiempo de recocido
CAPITULO II
MATERIALES Y MÉTODOS
2.1. Material de estudio
Para la presente investigación se emplearon barras cilíndricas de fundición gris perlítica
de 15 mm de diámetro x 200 mm de longitud, suministrado por Fundición Metalúrgica y
Servicios Afines (FUMETSA).
Propiedades de la Fundición gris en estudio
a. Composición química
Tabla 2.1. Composición química de la fundición gris perlítica.
Elemento C Si Mn S P C.E.
% 3.01 2.10 0.62 0.10 0.12 3.70 aprox.
Fuente: Fundición Metalúrgica y Servicios Afines (FUMETSA). Trujillo. Perú.
b. Propiedades mecánicas
Tabla 2.2. Propiedades mecánicas de la fundición gris perlítica.
Estado de suministro
Características Mecánicas
Resistencia a la tracción (MPa) (Kg/mm2)
Ductilidad (%)
Dureza (HB)
Fundido 277 28.14 0.9 242
c. Características metalográficas
a)
b)
Figura 2.1. Fotomicrografía de la fundición gris en estudio en estado fundido (suministro). a)
Muestra hojuelas de grafito (Gf) tipo A. Sin ataque químico. 200X. b) Muestra
que la microestructura consta de perlita (matriz), hojuelas de grafito (Gf), y
esteadita (Fe3P) (claro), característica de una fundición gris perlítica hipoeutéctica.
2.1.1. Muestra
Las muestras fueron barras cilíndricas de fundición gris perlítica de 15 mm de diámetro x
200 mm de longitud, según figura 2.2.
Figura 2.2. Geometría y medidas de las barras cilíndrica de fundición gris perlítica para la
obtención de probetas.
• Probeta para el ensayo de tracción
Las respectivas probetas para este ensayo se maquinaron de las barras cilíndricas según la
norma ASTM E8 - 98, cuyas medidas y geometría se muestran en la figura 2.3.
140.00
70.00
U.M .: mm R10.00
Ø
1
2.
0
0
Ø8.00 ±0.10
Figura 2.3. Probeta para el ensayo tracción según norma ASTM E8 - 98.
200 UM: mm
• Probeta para el ensayo de dureza
Estas se maquinaron de las barras fundidas según la norma ASTM E-140, cuya geometría
y medidas se muestran en la figura 2.4. Las mismas se utilizaron para los respectivos análisis
metalográficos.
Figura 2.4. Probeta para el ensayo de dureza según norma ASTM E - 140, las mismas
sirvieron para los respectivos análisis metalográficos.
2.1.2. Equipos, instrumentos, materiales consumibles y reactivos
a. Equipos
• Horno eléctrico tipo mufla: 5 Kw con control automático. Rango de temperatura de 0°C –
1200°C.
• Cortadora de discos Bosch de 3600 RPM.
• Torno MHASA de 1.5 m de bancada.
• Durómetro digital universal TIME GROUP THBRVP-187.5, escala Brinell.
• Máquina de ensayo de tracción universal.
• Microscopio Metalográfico Leica: 50X – 1000X.
b. Instrumentos
• Termocupla K.
• Cronometro citizen
• Pirómetro Shimaden (0 – 1200°C).
• Indentador: Cono piramidal 120°, para medición de dureza.
c. Reactivos y Materiales consumibles
• Barras cilíndricas de 15 mm de diámetro x 200 mm de longitud de fundición gris perlítica.
• Hojas de sierra marca Sanflex.
• Discos de corte ø 115 mm x 23 mm x 3 mm.
• Papel abrasivo (lijas): 80, 100, 180, 220, 320, 400, 600 y 1000.
• Alúmina (Al2O3): 1, 0.5, 0.3 µm.
• Resina epóxica y peróxido de cobalto (encapsulado de probetas).
• Alcohol al 90% y algodón.
• Agua destilada.
• Reactivo Nital 3% (100 ml alcohol + 3 ml de ácido nítrico).
2.2. Métodos y técnicas
En el presente trabajo de investigación utilizaremos el método deductivo con el objeto
de partir de aspectos generales para llegar a situaciones particulares.
2.2.1. Modelo experimental
En la presente investigación, para el análisis de resultados y contrastación de la hipótesis,
se utilizó el diseño de un solo factor (unifactorial) con 07 niveles y tres réplicas para cada
• Variable independiente:
o Tiempo de recocido (hrs): 1 – 2 – 3 – 5 – 10 – 15 – 20.
• Variable dependiente:
o Resistencia a la tracción (MPa).
o Ductilidad (% elongación).
o Dureza: escala Brinell (HB).
o Microestructura.
• Variables parametrizadas:
o Temperatura de recocido (°C): 880.
o Enfriamiento lento dentro del horno.
Para el cálculo del número de probetas se utilizó la siguiente expresión:
P = Nm x R
Donde:
P = N° de probetas
N = Niveles de la variable independiente.
m = factores o variables independientes.
R = Número de repeticiones.
Por consiguiente, el número de probetas (P) utilizados fue:
Número de probetas (P) = 71 x 3 = 21 probetas.
Se utilizaron 21 probetas para el ensayo de resistencia a la tracción, 21 probetas para el
2.2.2. Matriz de datos
Tabla 2.3. Modelo matricial de un solo factor para el análisis de los resultados.
Tiempo de recocido (hrs)
Réplicas
1 2 3
t1 t11 t12 t13
t2 t21 t22 t23
t3 t31 t32 t33
t4 t41 t42 t43
t5 t51 t52 t53
t6 t61 t62 t63
t7 t71 t72 t73
ti : Tiempo de recocido (hrs): = 1 – 2 – 3 – 5 – 10 – 15 – 20.
tij : Resistencia a la tracción (Mpa), ductilidad (%), dureza (HB) y microestructura.
Tabla 2.4. Matriz de orden de datos del experimento de un solo factor, para determinar los
resultados de las variables independientes en estudio.
Tiempo de recocido (hrs)
Réplicas
1 2 3
t1 2 18 20
t2 14 21 6
t3 11 1 19
t4 17 10 4
t5 13 7 3
t6 5 15 12
2.3. Procedimiento experimental
La presente investigación se realizó de acuerdo al siguiente diagrama de bloques según la
figura 2.5.
Figura 2.5. Diagrama de bloques del procedimiento experimental. Resultados, discusión de
resultados y conclusiones
Redacción del informe Ensayo de dureza
Ensayo de Tracción Análisis
metalográfico Tratamiento térmico de recocido a
barras de fundición gris perlítica a 880°C a los tiempos de estudio
Maquinado de probetas: Ensayo de dureza ASTM E-140 Ensayo de tracción ASTM E-8
a) Fabricación del material de estudio
Las barras de 15 mm de diámetro x 200 mm de longitud de fundición gris perlítica fueron
fabricados por la empresa Fundición Metalúrgica y Servicios Afines (FUMETSA – Trujillo).
b) Tratamiento térmico de recocido
A las barras de fundición gris de 15 mm de diámetro x 200 mm de longitud se les sometió
a recocido de la siguiente manera:
• 03 barras cilíndricas se calentaron a 880°C por espacio de 1 hora y luego se enfriaron
lentamente dentro del horno hasta temperatura ambiente.
• 03 barras cilíndricas se calentaron a 880°C por espacio de 2 horas y luego se enfriaron
lentamente dentro del horno hasta temperatura ambiente.
• 03 barras cilíndricas se calentaron a 880°C por espacio de 3 horas y luego se enfriaron
lentamente dentro del horno hasta temperatura ambiente.
• 03 barras cilíndricas se calentaron a 880°C por espacio de 5 horas y luego se enfriaron
lentamente dentro del horno hasta temperatura ambiente.
• 03 barras cilíndricas se calentaron a 880°C por espacio de 10 horas y luego se enfriaron
lentamente dentro del horno hasta temperatura ambiente.
• 03 barras cilíndricas se calentaron a 880°C por espacio de 15 horas y luego se enfriaron
lentamente dentro del horno hasta temperatura ambiente.
• 03 barras cilíndricas se calentaron a 880°C por espacio de 20 horas y luego se enfriaron
c) Elaboración de probetas
De las barras cilíndricas de fundición gris con tratamiento térmico de recocido a las
condiciones de estudio se cortaron y maquinaron para la obtener probetas para los respectivos
ensayos: probetas para el ensayo de tracción según norma ASTM E8 - 98 (figura 2.3) y
probetas para el ensayo de dureza según norma ASTM E - 140 (figura 2.4).
d) Ensayo de tracción
Se realizó utilizando la máquina de tracción universal JINAN TESTINE EQUIPMENT
IE CORPORATION de 10 Ton HLC-100. Con este ensayo se evaluó la resistencia a la
tracción y ductilidad.
e) Ensayo de dureza
Se evaluó en la escala Brinell (HB). Se utilizó el durómetro digital universal TIME
GROUP 187.5.
f) Análisis metalográfico
Para este análisis se utilizaron las mismas probetas que se usaron para el ensayo de
dureza. Se realizó de acuerdo a la siguiente secuencia: encapsulado de probetas, desbaste
grueso, desbaste fino, pulido, ataque químico con Nital 2% y toma de fotomicrografías
g) Evaluación de resultados
Los resultados se evaluaron estadísticamente mediante el análisis de varianza para
determinar si la variable en estudio afectó significativamente en el rango experimental
seleccionado, para lo cual se consideró un error α = 0.05 que corresponde a un nivel de
CAPITULO III
RESULTADOS
Los resultados de las pruebas experimentales en estudio, realizado a probetas de
fundición gris perlítica sometidos al tratamiento térmico de recocido a 880°C a los tiempos
de: 1, 2, 3, 5, 10, 15 y 20 horas y con enfriamiento lento dentro del horno, se detallan en las
tablas y figuras que a continuación se muestran:
3.1. Resultados del ensayo de tracción
Para este ensayo se utilizó la máquina de tracción universal JINAN TESTINE
EQUIPMENT IE CORPORATION de 10 Ton de capacidad. Se realizó de acuerdo a la norma
ASTM E8 - 98.
a. Resistencia a la tracción
Estos resultados experimentales obtenidos en probetas de fundición gris perlítica
Tabla 3.1. Resultados de la resistencia a la tracción (MPa) obtenidos de probetas de fundición
gris perlítica recocidas a 880°C a los tiempos de estudio y con enfriamiento lento
(dentro del horno).
Tiempo de recocido (°C)
Resistencia a la tracción (MPa)
R1 R2 R3 Promedio
1 245 235 242 243.00
2 231 226 218 225.00
3 202 192 198 197.00
5 187 172 183 180.70
10 152 148 143 147.70
15 139 142 128 136.30
20 120 127 118 121.60
Suministro (25°C) 258 246 249 251.00
Figura 3.1. Efecto del tiempo de recocido (hrs) sobre la resistencia a la tracción (MPa) en una
fundición gris perlítica recocido a 880°C con enfriamiento lento (dentro del
horno). 100 120 140 160 180 200 220 240 260
0 5 10 15 20 25
R esi st en ci a a l a t ra cc ión ( M P a )
b. Ductilidad
Estos resultados se muestran en la tabla 3.2 y figura 3.2 y fueron evaluados en porcentaje
(%) de elongación:
Tabla 3.2. Resultados de ductilidad (% elongación) obtenidas de probetas de fundición gris
perlítica recocidas a 880°C a los tiempos de estudio y con enfriamiento lento
(dentro del horno).
Tiempo de recocido (hrs)
Ductilidad (% elongación)
ε1 ε2 ε3 Promedio
1 1.30 1.40 1.60 1.40
2 1.80 2.20 2.10 2.03
3 3.00 3.20 2.80 3.00
5 3.60 3.40 3.30 3.40
10 4.20 3.80 3.70 3.90
15 4.40 4.80 4.20 4.50
20 4.50 4.60 4.70 4.60
Suministro (25°C) 0.90 0.80 1.00 0.90
Figura 3.2. Efecto del tiempo de recocido (hrs) sobre la ductilidad (%) en una fundición gris
perlítica recocido a 880°C con enfriamiento lento (dentro del horno).
0 1 2 3 4 5
0 5 10 15 20 25
D u ct il id a d ( % )
3.2. Resultados del ensayo de dureza
Se utilizó el durómetro digital universal TIME GROUP THBRVP – 187.5 realizó en la
escala Brinell (HB). Los resultados se muestran en la tabla 3.3 y figura 3.3.
Tabla 3.3. Resultados de la dureza (HB) obtenidas de probetas de fundición gris perlítica
recocidas a 880°C a los tiempos de estudio y con enfriamiento lento (dentro del
horno).
Tiempo de recocido (hrs)
Dureza (HB)
D1 D2 D3 Promedio
1 186.10 192.10 178.30 185.50
2 175.20 168.40 164.10 169.20
3 162.50 160.20 158.90 160.50
5 146.20 142.10 152.30 146.90
10 136.20 135.10 138.10 136.50
15 126.10 130.20 132.70 129.70
20 120.80 118.10 121.90 120.30
Suministro (25°C) 208.60 199.10 202.30 203.30
Figura 3.3. Efecto del tiempo de recocido (hrs) sobre la dureza (HB) en una fundición gris
perlítica recocido a 880°C con enfriamiento lento (dentro del horno). 100 110 120 130 140 150 160 170 180 190
0 5 10 15 20 25
D u re za ( H B )
3.3. Resultados del análisis microestructural
Las figuras 3.4 hasta 3.11 muestran las fotomicrografías de las microestructuras de la
fundición gris perlítica en estado de suministro (fundido) y sometidos a tratamientos térmicos
de recocido a 880°C a los tiempos de 1, 2, 3, 5, 10, 15 y 20 horas con enfriamiento lento
(dentro del horno). Para este análisis se utilizó el microscopio metalográfico Leica de 50 a
1000X.
• Fotomicrografía de la fundición gris perlítica en estado fundido (suministro)
a) b)
Figura 3.4. Fotomicrografía de la fundición gris perlítica en estado fundido (suministro). a)
Se observa hojuelas de grafito tipo A. Sin ataque químico. 200X. b) La
microestructura consta de perlita (matriz), hojuelas de grafito (Gf), también se
observa esteadita (Fe3P) (color claro). Dureza: 203.30 HB. Ataque químico: Nital
• Fotomicrografías de la fundición gris perlítica en condición de recocido a 880°C a los tiempos de estudio con enfriamiento lento (dentro del horno)
Figura 3.5. Fotomicrografía de la fundición gris perlítica recocida a 880°C por 1 hora. La
microestructura consta de perlita (matriz), pequeñas cantidades de ferrita (clara)
y hojuelas de grafito (Gf). Dureza: 185.50 HB. Ataque químico: Nital 2%. 200X.
Figura 3.6. Fotomicrografía de la fundición gris perlítica recocida a 880°C por 2 horas. La
microestructura consta de perlita (matriz), ferrita (clara) y hojuelas de grafito (Gf).
Figura 3.7. Fotomicrografía de la fundición gris perlítica recocida a 880°C por 3 horas. La
microestructura consta de perlita, ferrita(clara) y hojuelas de grafito (Gf). Dureza:
160.50 HB. Ataque químico: Nital 2%. 200X.
Figura 3.8. Fotomicrografía de la fundición gris perlítica recocida a 880°C por 5 horas. La
microestructura consta de ferrita (zona clara), perlita en pequeña cantidad y
Figura 3.9. Fotomicrografía de la fundición gris perlítica recocida a 880°C por 10 horas. La
microestructura consta de ferrita (clara) matriz y hojuelas de grafito (Gf)
característica de una fundición gris ferrítica. Dureza: 136.50 HB. Ataque químico:
Nital 2%. 200X.
Figura 3.10. Fotomicrografía de la fundición gris perlítica recocida a 880°C por 15 horas. La
microestructura consta de ferrita (clara) matriz y hojuelas de grafito (Gf)
característica de una fundición gris ferrítica. Dureza: 129.90 HB. Ataque
Figura 3.11. Fotomicrografía de la fundición gris perlítica recocida a 880°C por 20 horas. La
microestructura consta de ferrita (clara) matriz de tamaño basto y hojuelas de
grafito (Gf) característica de una fundición gris ferrítica. Dureza: 120.30 HB.