OPTIMIZACIÓN DEL SISTEMA DE CONTROL DE
TENSIÓN DE UNA COEXTRUSORA DE PELÍCULA
SOPLADA DE 3 CAPAS
INFORME DE SUFICIENCIA
PARA OPTAR EL TÍTULO PROFESIONAL DE
INGENIERO MECATRÓNICO
JUAN CARLOS MORALES CUBA
PROMOCIÓN 2009-11
LIMA- PERÚ
persona que anhelo ser algún día.
ÍNDICE
PRÓLOGO
PÁG. 1
CAPÍTULO 1: INTRODUCCIÓN
1.1 ANTECEDENTES ... 4
1.2 OBJETIVOS ... 5
1.2. 1 Objetivo general ... 5
1.2.2 Objetivos específicos ... 5
1 . 3 ALCANCE ... 6
1.4 JUSTIFICACIÓN ... 7
1 . 5 LIMITACIONES ... 8
CAPÍTULO 2: DESCRIPCIÓN DEL SISTEMA DE CONTROL DE TENSIÓN EN EL CONTEXTO OPERACIONAL 2.1 INTRODUCCIÓN ... 9
2.2 DESCRIPCIÓN DE LA EMPRESA ... 10
2.3 DESCRIPCIÓN DE LA PLANTA DE EMPAQUES FLEXIBLES ... 10
2.4 DESCRIPCIÓN DE LA COEXTRUSORA DE 3 CAPAS ... 11
2.4.1 Unidad de jalado ... 13
2.4.2 Unidad de calandrado ... 14
2.4.3 Unidad de bobinado ... 16
2.5 INDICADORES DE EFICIENCIA DE LA COEXTRUSORA DE 3 CAPAS 16 2.5.1 IHCE - Índice de horas correctivas emergentes ... 17
2.5.2 ICM - Índice de cantidad de merma ... 17
CAPÍTULO 3: IDENTIFICACIÓN DEL PROBLEMA Y PLANTEAMIENTO DE LA HIPÓTESIS DE TRABAJO 3.1 IDENTIFICACIÓN DEL PROBLEMA ... 18
3.1.1 Estado situacional encontrado antes de la modernización ... 18
3.1.1.1 IHCE antes de la modernización 19 3.1.1.2 ICM antes de la modernización 20 3.1.2 Estado futuro deseado ... 21
3.1.3 Dificultades encontradas para la mejora del proceso ... 21
3.2 PLANTEAMIENTO DE LA HIPÓTESIS DE TRABAJO ... 22
3.2.1 Diagrama Medios - Fines ... 22
CAPÍTULO 4: MARCO TEÓRICO
4.1 MANTENIMIENTO CENTRADO EN CONFIABILIDAD ... 24
4.1.1 Análisis de los modos y efectos de falla - AMEF ... 25
4.1.2 Efectividad del mantenimiento ... 26
4.2 SELECCIÓN DE SERVOACCIONAMIENTOS ... 30
4.3 CONTROL DE TENSIÓN ... 35
CAPÍTULO 5: SOLUCIÓN DEL PROBLEMA 5.1 ANÁLISIS DE LOS MODOS Y EFECTOS DE FALLA DEL SISTEMA DE CONTROL DE TENSIÓN Y CÁLCULO DE LA EFECTIVIDAD DE LA COEXTRUSORA DE 3 CAPAS ... 38
5.1.1 Análisis de modos y efectos de falla en el sistema de control de tensión ... 39
5. 1. 1. 1 Consideraciones generales ... 39
5.1.1.2 Objeto de análisis ... 39
5.1.1.3 Funciones del sistema de accionamiento ... 40
5.1.1.4 Fallas funcionales del sistema de accionamiento ... 40
5.1.1.5 Modos de las fallas funcionales de estudio ... 41
5.1.1.6 Efectos de las fallas funcionales de estudio 43 5.1.1. 7 Resultados del análisis de modos y efectos de fallas ... 46
5.1.2 Cálculo de la efectividad de la Coextrusora de 3 capas ... 46
5.1.2.1 Consideraciones generales ... 46
5.1.2.2 Cálculo de la efectividad ... 47
5.1.2.3 Resultados del cálculo de la efectividad ... 48
5.2 ANÁLISIS DEL SISTEMA DE ACCIONAMIENTO ORIGINAL DE CORRIENTE CONTINUA (OC) DEL SISTEMA DE CONTROL DE TENSIÓN ... 49
5.2.1 Consideraciones generales ... 49
5.2.2 Identificación de los componentes del sistema de accionamiento .. 49 5.2.3 Cálculo del torque y la veloddad de operación ... 56
5.2.4 Análisis de la filosofía de control de tensión ... 61
5.2.5 Resultados del análisis del accionamiento original. ... 64
5.3 SELECCIÓN DEL NUEVO SISTEMA DE SERVOACCIONAMIENTO DE CORRIENTE AL TERNA (AC) PARA EL SISTEMA DE CONTROL DE TENSIÓN ... ... 68
5.3.1 Consideraciones generales ... 68
5.3.2 Selección de los servomotorreductores ... 68
5.3.2.1 Consideraciones de montaje ... 68
5.3.2.2 Cálculo de la velocidad nominal del servomotorreductor 71 5.3.2.3 Selección del reductor ... 72
5.3.2.5 Resultado de la selección del servomotorreductor 77
5.3.3 Selección de los servocontroladores ... 79
5.3.3.1 Selección del modelo de servocontrolador ... 79
5.3.3.2 Selección de los accesorios del servocontrolador ... 81
5.3.3.3 Resultado de la selección del servocontrolador ... 84
5.3.4 Determinación de la nueva filosofía de control de tensión ... 85
5.3.4.1 Lazo de control de tensión con servoaccionamientos ... 86
5.3.4.2 Algoritmo de control de tensión ... 90
5.3.4.3 Resultado de la determinación de la nueva filosofía de control de tensión ... 92
5.3.5 Costos relacionados al nuevo sistema de servoaccionamiento ... 93
5.3.6 Criterios de inspección y mantenimiento del nuevo sistema de servoaccionamiento ... 94
5.3.7 Resultados de la selección del nuevo sistema de servoaccionamiento ... 96
5.4 ANÁLISIS DE LOS MODOS Y EFECTOS DE FALLA DEL SISTEMA DE CONTROL DE TENSIÓN DESPUÉS DE LA MODERNIZACIÓN Y LA VARIACIÓN DE LA EFECTIVIDAD DE LA COEXTRUSORA DE 3 CAPAS ... 99
5.4.1 Consideraciones generales ... 99
5.4.2 Estado situacional después de la modernización ... 100
5.4.2.1 IHCE después de la modernización ... 100
5.4.2.2 ICM después de fa modernización ... 101
5.4.3 Funciones del sistema de servoaccionamiento ... 102
5.4.4 Fallas funcionales del sistema de servoaccionamiento ... 102
5.4.5 Modos de las fallas funcionales de estudio ... 103
5.4.6 Acción proactiva en el plan de mantenimiento ... 104
5.4.7 Efectos de las fallas funcionales después de la modernización ... 105
5.4.8 Cálculo de la efectividad después de la modernización ... 108
5.4.9 Variación de la efectividad después de la modernización ... 109
5.4.1 O Resultado de la variación de la efectividad después de la modernización ... 11 O CAPÍTULO 6: EVALUACIÓN TÉCNICO-ECONÓMICA 6.1 COSTO DE INVERSIÓN EN LA MODERNIZACIÓN ... 111
6.2 BENEFICIO DE LA MODERNIZACIÓN ... 111
6.3 JUSTIFICACIÓN ECONÓMICA ... 112
CONCLUSIONES RECOMENDACIONES
REFERENCIAS BIBLIOGRÁFICAS ÁPENDICES
sistema de control de tensión de una coextrusora de película soplada de 3 capas" tiene como objetos de estudio el análisis del proceso productivo industrial del
enunciado, la identificación de sus problemas relacionados al desempeño de sus
accionamientos y el desarro�lo de una metodología que permita plantear una solución que mitigue o elimine los efectos perjudiciales de las fallas subsecuentes, las cuales están relacionadas principalmente a paradas imprevistas de la línea de producción
por anomalías en sus componentes y a los gastos derivados en este contexto.
En este sentido, se busca la optimización de la línea de modo que se incremente su efectividad operativa a la vez que se reduzca ej gasto de mantenimiento y producción asociados al funcionamiento de esta.
De acuerdo a lo planteado, el cuerpo del informe se divide en seis (06) capítulos orientados al planteamiento de una hipótesis de trabajo y al despHegue de las actividades requeridas en búsqueda de su validación y la justificación de su
estudio.
El Capítulo I corresponde a la Introducción y describe básicamente el objetivo del presente informe, su alcance y sus limitaciones en referencia a su elaboración.
El Capítulo 2 está enfocado en la descripción del sistema de control de tensión en su contexto operacional, de modo que se realiza una descripción de la empresa, planta y máquina donde se ejecuta el proyecto.
desarrono de 1a metodología que tenga como finalidad el logro del objetivo del
rnforme.
El Capftulo 4 brinda los fundamentos teóri,cos g,en, eral1es qu,e permiten instituir la metod:otogía para e1 anátfsis de los modos y efectos de falla del srstema. la med idón de la efectividad, 1 a seliecctón adecuada de servoa cc�on a m fentos y el control de tensión.
El Caprtulo 5 abarca el desarrollo de la metodol,ogía para la solución del
pro bl em a y establece cuatro pas,e.s n,ecesari os para el logro del o bj
,etivo, que s,o el anális1s del-os modos y efectos de fa�a y cá+culo de la efecth4dad de la máquina con el sistema origirnal. con l.a finalidad de definir la rel.ación entre las fallas, el gasto y los
problemas con el sistema d·e accionami,enio original así co-mo estat>lecer una medida cuantitativa de la ef€Ctivi-dad· el anál-t.sis del sistema de accionam�to Oligi-nal. con el
p:ropóstio de obtener los datos técnicos que permitan la selecci.ó.n de un uevo sistema de accionamiento con mejores p,restaci,ones; la sel,ección del n evo siste a de serv-oaccionami-ento, orí-entada a la mi-rnmización de las ta-reas de manten-irnte to
correctivas relacionadas a su desempeño; y el anális.is de los modos y efectos de falla y de la . variación de i,a efect:Mdad luego de la modernización del s�stema de control d,e tensión el cual permft:i-rá eva�uar cuantitativamente el ob-j,etivo del presente informe.
El capltul-o 6 realiza la evaluación costo-beneficio de l.a modernización des,de el punto de vista del objetivo y el de justificación económica.
Finalmente se presentan tas conclusiones y recorn,enda,ci,on,es que permrtirá refrendar !-os resultados obtentdos en el pres-ente informe y esbo.z:ar fos aspectos que
que podrían ser útiles para incrementar el conocimiento relacionado al área de
estudio y a las ramas afines de la ingeniería.
Quiero expresar mi mayor agradecimiento a las empresas que forman parte de este estudio, la empresa TRUPAL S.A. por brindarme las facilidades para recopilar
la información sustancial en este proyecto y a la empresa SEW EURODRIVE DEL PERU S.A.C. por ofrecerme la oportunidad de trabajar en ella durante muchos años hasta la actualidad, donde día a día tengo la posibilidad de adquirir mayores conocimientos en el área de accionamientos, y -más aún - por el aprendizaje
constante en todos los aspectos de mi vida cotidiana.
Asimismo, quisiera agradecer a mi asesor el lng. Robinson Arévalo por el
1.1 ANTECEDENTES
A inicios del año 2012, el Área de mantenimiento de la empresa TRUPAL S.A. (en adelante denominada "TRUPAL" o "Usuario"} so1icita a la empresa SEW EUROORIVE DEL PERÚ SAC (en adelante denominada "SEW" o "Proveedor") realizar una visita técnica a su planta con la finalidad de evaluar y plantear una solución a los problemas existentes en una de las máquinas críticas, la Coextrusora de película soplada de 3 capas.
SEW es una empresa con presencia mundial cuyo giro de negocio es la fabricación de accionamientos industriales y que además brinda soporte a sus clientes en la selección de los sistemas de accionamiento adecuados a sus necesidades y para la solución de sus problemas.
En la visita, el Usuario manifiesta que la mayor cantidad de problemas se encuentran en el sistema de accionamiento del sistema de control de tensión conformado por las unidades de jalado, calandrado y bobinado de la Coextrusora de 3 capas - debido a que se compone por motores y controladores de corriente continua antiguos, poco confiables y que provocan paradas de producción
imprevistas e intempestivas, las que a su vez ocasionan el incumplimiento en el tiempo de entrega de los pedidos y, por consiguiente, la pérdida de ingresos e
insatisfacción de los clientes. Es así como se inicia la evaluación del sistema de accionamiento del sistema de control de tensión, desde el punto de vista mecánico, eléctrico y electrónico; con la finalidad de plantear la modernización mediante el uso de la tecnología apropiada.
Lo que se desea explicar en este informe es como la adecuada selección de nuevos accionamientos permite mejorar la efectividad de la máquina debido a la disminución de las horas de parada por las fallas del sistema de control de tensión, de modo que se incrementen los índices de disponibilidad y calidad, los que a su vez están relacionados con menores gastos de mantenimiento y producción.
1.2 OBJETIVOS
1.2.1 Obietivo general
Optimizar el sistema de control de tensión de una coextrusora de película soplada de 3 capas mediante el uso de servoaccionamientos de corriente alterna (AC).
1.2.2 Obietivos específicos
b) Analizar el sistema de accionamiento original de corriente continua (OC) del sistema de control de tensión.
c) Seleccionar el nuevo sistema de servoaccionamiento de corriente alterna (AC) para el sistema de control de tensión.
d) Analizar los modos y efectos de falla del sistema de control de tensión después de la modernización y la variación de la
efectividad de la Coextrusora de 3 capas.
1.3 ALCANCE
El presente informe tiene como alcance el estudio de la optimización del sistema de control de tensión de la Coextrusora de 3 capas que se logra mediante la modernización de su sistema de accionamiento, la que a su vez conlleva el incremento de la efectividad de la máquina, perteneciente al sistema productivo de la empresa TRUPAL. En este sentido, el presente trabajo consiste principalmente en la selección del nuevo sistema de servoaccionamiento AC para el sistema de control de tensión y en el análisis de la efectividad de la máquina.
Mediante la modernización de la Coextrusora de 3 capas se espera mejorar la efectividad de la máquina y disminuir el gasto de mantenimiento. No se pretende obtener ni medir la mejora sustancial en la calidad del producto, aunque esto podría ocurrir indirectamente con la mejora en el sistema de accionamiento.
Cabe señalar que por razones de responsabilidad conjunta entre el Usuario y otras áreas de su empresa, el presente informe no aborda en detalle la ejecución de la instalación y puesta en marcha del sistema de servoaccionamiento; de modo que sólo se hará mención de algunos datos relevantes con la finalidad de la evaluación
de los resultados.
Asimismo, no es materia de tratamiento otros procesos de automatización que
no se refieran a los aspectos de accionamiento del sistema de control de tensión.
Finalmente, por razones de puntualización del campo de estudio, el informe
no abarca el análisis de otras posib�es mejoras que podrían ser útiles para mejorar la efectividad de la Coextrusora de 3 capas y que redundarían en beneficio económico del usuario.
1.4 JUSTIFICACIÓN
La inversión del proyecto se justifica en el balance costo-beneficio de la instalación y en base al análisis de la efectividad antes y después de la modernización.
El logro de la mejora en la efectividad de la máquina se traducirá en un mayor número de horas de operación y menos gasto de mantenimiento correctivo en la
línea; siendo el sistema de control de tensión el subsistema de la Coextrusora de 3 capas con mayor número de incidentes relacionados a problemas con accionamientos.
1.5 LIMITACIONES
Las mayores limitaciones encontradas para el desarrollo de este proyecto están relacionadas a la medición, evaluación y toma de datos de las características del sistema original de la máquina debido a la antigüedad de la misma, a problemas
EL CONTEXTO OPERACIONAL
2.1 INTRODUCCIÓN
La máquina que es objeto de análisis pertenece al rubro de plásticos y se le conoce como Coextrusora de película soplada de 3 capas, marca Bielloni, de
procedencia itaUana. La Coextrusora de 3 capas es una de las 3 máquinas de la
Planta destinadas al trabajo de soplado de plástico, del cual se obtiene el insumo
primario para las bolsas y etiquetas que son los bienes terminados de la fábrica.
Las actividades necesarias para mantener la máquina en condiciones
adecuadas se encuentran a cargo del Área de mantenimiento de TRUPAL. En este
sentido, debido a que la Coextrusora de 3 capas es una de las máquinas críticas y con más demanda en la Planta, es fundamental garantizar su bien funcionamiento y proponer mejoras constantes que garanticen su buena performance en el tiempo.
Por esta razón, se plantea la optimización de la línea mediante el análisis de
Es necesario recalcar que debido al alcance y a la confidencialidad de la
información, la descripción de este capítulo se centra en el análisis de la Coextrusora y su sistema de control de tensión.
2.2 DESCRIPCIÓN DE LA EMPRESA
TRUPAL S.A. es una empresa dedicada a la fabricación de papeles, cartones y empaques flexibles destinados principalmente para el embalaje, almacenamiento y distribución de insumos y mercancías. La planta matriz está ubicada en el distrito de Santiago de Cao, provincia de Ascope, en el departamento de La Libertad. Inició sus
operaciones el 27 de noviembre del año 1968. Actualmente, forma parte del Grupo Gloria desde el 17 de febrero del 2006, año en el que el Grupo toma la administración de ia empresa.
La empresa TRUPAL tiene una importante participación en el mercado nacional y cuenta con varias Plantas a nivel nacionat, las cuales se encuentran organizadas por separado y orientadas de acuerdo a los rubros principales de la empresa: Papel y Empaques flexibles. El presente estudio fue desarrollado en la Planta de Empaques flexibles.
2.3 DESCRIPCIÓN DE LA PLANTA DE EMPAQUES FLEXIBLES
La Planta de Empaques flexibles está ubicada en Huachipa (en la zona conocida como "Huachipa 13"), en el distrito de Lurigancho - Chosica, Lima.
de la materia prima mediante la extrusión y como punto final la distribución del producto terminado directamente al cliente.
Los productos elaborados en esta Planta son diversos como por ejemplo empaques para el envasado y conservación de alimentos ( como por ejemplo arroz,
leche, menestras, azúcar, fideos, cereales, etc.), bolsas de sobre empaque (para embalar empaques más pequeños como bolsas o cajas), bolsas de campaña de
supermercados, etiquetas de polietileno para yogurt, etiquetas de gaseosas con impresiones multicolores, etc.
Es necesario anotar que la organización cuenta con un Área de mantenimiento independiente que se encarga exclusivamente de planificar y ejecutar
las labores destinadas a garantizar el buen desempeño de las máquinas pertenecientes a la Planta de Empaques flexibles y que en el capítulo anterior ha quedado definido como el Usuario que forma parte de este estudio.
2.4 DESCRIPCIÓN DE LA COEXTRUSORA DE 3 CAPAS
Fig. 2.1. Vista frontal de la máquina Coextrusora de 3 capas.
La descripción detallada del proceso de coextrusión se encuentra en el Apéndice A. Para el caso de la coextrusora de 3 capas, con relación a las unidades que componen el sistema de control de tensión, la burbuja de película soplada es colapsada y arrastrada por la unidad de jalado ubicada en la parte superior de la máquina, luego es conducida por la unidad de calandrado donde recibe un tratamiento superficial de acuerdo a las necesidades del producto y finalmente es transportada a la unidad de bobinado para la conformación de las bobinas. El diagrama del proceso productivo se muestra en la figura 2.2.
INICIO
Unidad de jalado
Unidad de calandrado
Unidad de bobinado
FIN
La burbuja es colapsada
La película es arrastrada
La película recibe tratamiento superficial
Se conforma la bobina de película soplada
Fig.2.2. Diagrama del proceso productivo relacionado al sistema de control de tensión.
2.4.1 Unidad de ialado
2.4.2 Unidad de calandrado
La unidad o sistema de calandrado, está compuesto por los rodillos de arrastre y una calandria (figura 2.5). La calandria cuenta con un accionamiento de corriente continua que esta sincronizado con la unidad de jalado.
de jalado
Unidad de bobinado
Fig. 2.3. Unidades básicas del sistema de control de tensión.
Unidad
Fig. 2.4. Unidad de jalado de la Coextrusora de 3 capas.
Fig. 2.5. Unidad de calandrado de la Coextrusora de 3 capas.
2.4.3 Unidad de bobinado
La unidad o sistema de bobinado (figura 2.6) tiene una estación de almacenamiento gemelo. Cada bobinador cuenta con un accionamiento de corriente continua que se encuentra sincronizado con la unidad de jalado.
Asimismo, cada bobinador cuenta con un rodillo danzarín como elemento de retroalimentación para el sistema de control.
Fig. 2.6. Sistema de bobinado de la Coextrusora de 3 capas.
2.5 INDICADORES DE EFICIENCIA DE LA COEXTRUSORA DE 3 CAPAS
2.5.1. IHCE - Índice de horas correctivas emergentes
También puede ser descrito como Tiempo de parada no programada
y para el presente trabajo considera las horas de parada de máquina debidas a una falla en el sistema de accionamiento del sistema de control de tensión.
Está relacionado a los índices e indicadores de disponibilidad y confiabilidad
de la máquina, los cuales no están adecuadamente registrados por el Usuario.
2.5.2. ICM - Índice de cantidad de merma
Toma en cuenta la cantidad de producto que presenta no
conformidades {merma) debido a fa�las en la calidad del producto y que son consecuencia de problemas relacionados al sistema de accionamiento en el sistema de control de tensión. Está relacionado al indicador de calidad, el cual -como en el caso anterior- no se encuentra adecuadamente registrado por el
LA HIPÓTESIS DE TRABAJO
3.1 IDENTIFICACIÓN DEL PROBLEMA
3.1.1 Estado situacional encontrado antes de la modernización
El inicio del presente proyecto se da con la visita realizada a campo para revisar la coextrusora de 3 capas. El Usuario manifestó tener problemas relacionados al gasto en su área debido a paradas intempestivas de la máquina y a tareas correctivas relacionadas al sistema de accionamiento original del sistema de control de tensión. Asimismo, se hizo hincapié en la dificultad para encontrar repuestos originales de los controladores y motores de corriente continua (DC) debido a la antigüedad de estos componentes, lo que conlleva a una baja confiabilidad del sistema.
3.1.1.1 IHCE antes de la modernización
Las fallas en los accionamientos de corriente continua originan la parada no programada del sistema de control de tensión, lo cual se
ve reflejado en la disminución de la disponibilidad de la máquina.
Asimismo, se realizan gastos relacionados con el mantenimiento correctivo principalmente de los motores, debido al cambio de sus
escobillas y a rebobinados, y de los controladores, debido a la falla de sus componentes. Por otro lado, las fallas ocasionan pérdidas de
producción refacionadas con las horas que la máquina deja de trabajar.
En la tabla 3.1 se muestra la cantidad de horas correctivas emergentes en el transcurso de un año y que ha sido elaborada con los datos suministrados por el área de mantenim1ento.
Tabla 3.1. Gasto de mantenimiento y producción por horas correctivas emergentes.
Fallas
(Nº Tiempo Costo de
registradas eventos/ Tarea de tarea reparación por año) correctiva (horas) (S/.) mantenimiento
Falla de los Reparación
motores DC 3 de motor e instalación 16 2500
Falla de los Reparación
controladores 3 de 16 2000
DC e instalación controlador
Costo de producción
(S/.)/ hora
500
500
ocasionan 3 horas de parada de máquina. Asimismo, se reportan 3 eventos/año por problemas con el controlador DC que conllevan un gasto individual de aproximadamente S/. 2,000.00 y que ocasionan 3 horas de parada de máquina. La hora de máquina parada genera una perdida aproximada de SI. 500.00.
En este punto se recalca que no existe un registro específico de las fallas para el sistema de accionamiento del sistema de control de tensión, de manera que es necesario establecer un método de cuantificación de pérdidas.
3.1.1.2 ICM antes de la modernización
Aunque no está directamente relacionado a un índice del área de mantenimiento sino del área de producción, se analiza el ICM debido a Ja relación que existe entre el control de tensión con las fallas en la película y en la bobina de producto terminado.
En la tabla 3.2 se muestra la cantidad de merma en el transcurso de un año, la cual es de aproximadamente 21000 Kg durante todo el periodo productivo de la máquina. El valor de la perdida asociada a la merma es de 3 (S/.) / Kg.
Tabla 3.2. Gasto de producción asociado a la merma.
Fallas registradas por ICM Tarea Costo de producción operaciones (Kg) correctiva (S/.)/ Kg
3.1.2 Estado futuro deseado
En líneas generales se desea mejorar la confiabilidad de la máquina de manera que se cuente con accionamientos de bajo mantenimiento y con altas prestaciones de funcionamiento de manera que permitan reducir a cero el gasto por horas correctivas emergentes. Es deseable - pero no preponderante de acuerdo al alcance- la reducción de la merma debido a problemas relacionados al sistema de control de tensión.
3.1.3 Dificultades encontradas para la meiora del proceso
No existe claramente un registro formal de indicadores de mantenimiento por lo que el trabajo se centra en realizar una medición cualitativa de la efectividad global de la máquina con referencia al sistema de accionamiento del sistema de control de tensión y una medición cuantitativa centrada en la reducción a "cero" del gasto por horas correctivas emergentes.
Asimismo, existen muchos otros factores que se encuentran fuera del alcance de este trabajo y que producen mayor cantidad de pérdidas registradas pero que no pueden ser objeto de este estudio por no estar enfocados en la tecnología de accionamientos y/o en el sistema de control de tensión.
Pese a los problemas mencionados, se plantea la siguiente interrogante:
3.2 PLANTEAMIENTO DE LA HIPÓTESIS DE TRABAJO
3.2.1. Diagrama Medios - Fines
El diagrama de medios-fines simplificado se muestra en la figura 3. 1.
Se plantean 4 componentes básicos que son:
Componente 1: Analizar los modos y efectos de falla del sistema de control de tensión y calcular la efectividad de la Coextrusora de 3 capas. Se determinan las fallas funcionales del sistema de accionamiento del sistema de control de tensión con la finalidad de plantear la mejora. Asimismo, se calcula la efectividad de la máquina tomando como base los índices de mantenimiento.
Componente 2: Analizar el sistema de accionamiento original de corriente cont1nua (OC) de� sistema de control de tensión. Se identifican las características de los componentes y la lógica del sistema de control de tensión, los que se encuentra originalmente basados en tecnología de corriente continua, con ta finalidad de definir las variables requeridas para la selección de un nuevo sistema de accionamtento.
Componente 3: Seleccionar el nuevo sistema de servoaccionamiento de corriente alterna (AC) para el sistema de control de tensión. Se selecciona el nuevo sistema de accionamiento adecuado, basado en tecnología moderna de corriente alterna, para optimizar el funcionamiento de la Coextrusora de 3 capas.
después de la implementación del sistema de control de tensión con servoaccionamientos AC y se analiza la variación de esta con respecto al sistema original.
Propósito: Optimizar el sistema de control de tensión de la Coextrusora de 3 capas. El propósito se comprueba mediante la medición de la efectividad luego de la modernización y su comparación con el valor obtenido de la
efectividad en el sistema original que tiene como base los índices de mantenimiento recopilados en la sección 3. 1 . 1.
Optimizar el sistema de control de tensión de la Coestrusora de 3 capas
1
1
Analizar los modos y Analizar el sistema de Seleccionar el nuevo Analizar los modos y
efectos de falla del accionamiento sistema de efectos de falla del sistema de control de original de corriente servoaccionamiento sistema de control de tensión y calcular la continua (DC) del de corriente alterna tensión después de la efectividad de la sistema de control de (AC) para el sistema de modernización y Coextrusora de 3 tensión. control de tensión. variación de
capas. efectividad de
Coextrusora de
Fig.3.1. Diagrama de medios y fines simplificado.
3.2.2. Planteamiento de la hipótesis
capas.
De acuerdo a lo analizado hasta el momento, la hipótesis queda planteada por el siguiente enunciado:
Es posible optimizar el sistema de control de tensión de una coextrusora de película soplada de 3 capas mediante el uso de servoaccionamientos de corriente alterna (AC).
4.1 MANTENIMIENTO CENTRADO EN CONFIABILIDAD
El mantenimiento centrado en ta confiabilidad o MCC se puede definir como
un proceso que determina tas actividades que se deben realizar con la finalidad de
garantizar el correcto funcionamiento de un sistema dentro de un proceso productivo
(Mora, 2009, p.443}.
De acuerdo con Wireman (2001, p. 149), et MCC "se centra en ta optimización de tos programas de mantenimiento preventivo y predictivo para aumentar ta eficiencia del equipo (tiempo de funcionamiento, desempeño y calidad) mientras que minimiza los costos de mantenimiento relacionados".
La metodología del MCC consiste en analizar tas funciones de tos sistemas de un proceso o máquina, revisar sus posibles fallas, detectar los modos de fallas -o
causas de fallas- y analizar sus consecuencias. A partir de ta evaluación de las
No existe una fórmula que defina al MCC por lo que su éxito se basa
fundamentalmente en la identificación de las fallas con el objetivo de reducir o
eliminar sus consecuencias negativas (Mora, 2009, p. 444).
En el caso de que la ocurrencia de las fallas ponga en peligro la seguridad, el medio ambiente o la producción, es necesario que las consecuencias puedan preverse con el adecuado mantenimiento preventivo, monitorearse por técnicas
predictivas que permitan identificar el tiempo de falla o evitarse cambiando el diseño del equipo o sistema a fin de eliminar los componentes que podrían llegar a fallar (Wireman, 2001, p.150).
La evaluación de las tareas de mantenimiento establecidas para mitigar el efecto de las fallas se lleva a cabo por medio de la medición de los indicadores de desempeño para efectividad y eficiencia del sistema.
La efectividad se centra en la verificación de que las funciones de los activos permanezcan en los valores deseados por los usuarios. Por otro lado, la eficiencia pondera la relación entre los recursos consumidos y la cantidad de servicio o producto proporcionado. Ambas medidas de desempeño conllevan a la optimización de un sistema; sin embargo, de acuerdo con Wi-reman (2001, p.200), "las medidas de eficiencia se concentran en qué tan bien se está realizando una tarea y no en verificar si la tarea en sí es correcta. La efectividad se concentra en lo correcto del proceso y si este produce el resultado deseado".
4.1.1 Análisis de los modos y efectos de falla - AMEF
fallas que se producen durante su operación de manera que se puedan establecer mecanismos para mitigarlas o eliminarlas (Wireman, 2001, p.19).
El método del AMEF requiere el análisis detallado de un sistema con
la finalidad de generar una jerarquía clara y bien relacionada de las fallas. El
procedimiento de desarrollo del AMEF involucra las siguientes actividades:
a) Definición del sistema u objeto de análisis. Se debe delimitar claramente e1 sistema a ser evaluado, las relaciones funcionales entre sus componentes y el nivel de análisis que debe ser realizado.
b) Determinación de las fallas funcionales. De acuerdo a la función del
sistema u objeto de análisis definido, se establecen las fallas funcionales que originan el incumplimiento de dicha función.
c) Análisis de los modos de falla. Consiste en definir las causas de las fallas funcionales y su relación con los componentes del sistema. d) Análisis de los efectos de fallas. Consiste en definir los efectos de las
fallas funcionales y su relación con los gastos de mantenimiento y producción.
e) Determinación de la acción proactiva de mantenimiento. Define los
cambios en la operación y/o sistema que tienen la posibilidad de
mitigar o reducir las probabilidades críticas de falla.
4.1.2 Efectividad del mantenimiento
internacionales que se pueden tomar como medida base para analizar la
efectividad de un sistema. Entre estos indicadores encontramos:
a) Disponibilidad
La disponibilidad resulta de dividir el tiempo de operación entre el tiempo programado de funcionamiento de la máquina. La diferencia
entre el tiempo de operación y el programado es el tiempo de
inactividad de la máquina debido a las fallas en el sistema y no debe
incluir las paradas de máquina planificada. En términos matemáticos,
la disponibilidad se define como:
TO
Disponibilidad
=
TPx
100% 4.1donde TO representa al tiempo de operación y TP al tiempo programado de funcionamiento de la máquina.
b) Calidad
La calidad se define por medio de la relación que existe entre la cantidad de unidades conformes y el teta� de unidades producidas por una máquina. Matemáticamente se define por:
Calidad= UT-UNC UT X 100% 4.2
c) Confiabilidad
La confiabilidad es "la probabilidad de que un equipo o activo realice la función para la cual fue diseñado sin presentar ninguna falla, durante un periodo de tiempo y bajo condiciones específicas"
(Wireman, 2001, p. 221 ). En general, la confiabilidad representa una
medida de referencia acerca de la tasa de fallas de un equipo o
sistema. El cálculo de la confiabilidad se desarroUa mediante un
método exhaustivo y estadístico de análisis de los eventos de falla y
los periodos de tiempo relacionados en una actividad operativa
determinada; sin embargo, de acuerdo con el alcance del presente
informe, se puede definir matemáticamente a la confiabilidad como:
(
nF xTTF )Confiabilidad
=
1 - TP x 100% 4.3donde nF representa al número de fallas en el periodo de análisis, TTF
es el número total de horas de parada no programada debido a fallas
y TP es el tiempo programado de funcionamiento de la máquina.
d) Efectividad
La medición de la efectividad de un activo o sistema se puede
realizar de muchas formas, pero principalmente se tiene en cuenta el
análisis de las tasas de fallas, el tiempo de vida útil, los tiempos de
parada y la eficiencia relacionada a su desempeño (Moubray, 2004, p.298). En el ámbito del presente informe, se puede definir el indicador
calidad y confiabilidad definidos anteriormente. De este modo, la expresión matemática de la efectividad es:
Efectividad
=
Disponibilidad x Calidad x Confiabilidad 4.4e) Índice de variación de la efectividad
Este índice es el que permite hallar el incremento o
decaimiento de la efectividad y está definido como:
VE= ( 1 - :; ) X 100 % 4.5
Donde VE es la medida de la variación de la efectividad, El es la
medida de la efectividad inicial (antes de realizar algún cambio o mejora) y EF es la medida de la efectividad fina� (después de realizar
algún cambio o mejora).
En el caso de obtener un valor positivo se puede determinar
una mejora en la efectividad, en el caso de obtener un valor negativo,
existe un decaimiento en la efectividad.
Debido a que la fórmula planteada para definir la variación de la efectividad establece una re1ación por medio de la razón (división)
entre la efectividad inicial y la final de un sistema, facilita el cálculo sin tener en cuenta otros factores que podrían afectarla pero que no guardan relación con la actividad realizada para mejorar los
4.2 SELECCIÓN DE SERVOACCIONAMIENTOS
El procedimiento de selección de accionamientos es propio de cada
aplicación y varía de un proceso a otro de acuerdo con las características propias de
los sistemas, la cantidad de información disponible y el conocimiento propio de cada
especialista de accionamientos. Sin embargo, existen aspectos generales que
delimitan los aspectos a tener en cuenta para realizar el dimensionamiento adecuado
de los equipos y dispositivos que formarán parte del sistema de accionamiento de un
proceso.
De modo universal, el proceso de selección de accionamientos inicia con la
recolección de datos relacionados a las variables del proceso como son las masas,
momentos de inercia, velocidades, fuerzas, frecuencias de arranque, tiempos de
operación, geometría del sistema, entre otros. Estos datos son usados para calcular
fundamentalmente el torque y la velocidad requeridos por el sistema o la carga. Con
estos resultados, junto con el análisis del tipo de control, condiciones de operación y
mantenimiento, se seleccionan los accionamientos adecuados tomando como
referencia los respectivos catálogos de los fabricantes disponibles en el mercado
(SEW, 2001, p. 7).
Desde una óptica amplia y dejando de lado las tareas de recolección de datos
y los cálculos necesarios para determinar el va�or de las variables fundamentales de
un sistema, ABB (2000, p. 7) plantea los siguientes pasos habituales para el
dimensionado de accionamientos:
b) Seleccionar el motor de acuerdo a la capacidad de carga térmica, rango de
velocidad y par necesario. No deberá superarse la capacidad de carga
térmica del motor. Asimismo, es considerada una buena práctica el hecho de
dejar un margen de alrededor del 30% para condiciones de sobrecarga.
c) Seleccionar un convertidor adecuado de acuerdo a las condiciones iniciales de proceso y operación y al motor escogido. Es necesario verificar la capacidad del convertidor de generar la corriente y potencia necesaria para la aplicación.
La figura 4. 1 muestra un diagrama simplificado de un proceso de
dimensionado de accionamientos.
Fase de dimensionado
1) Comprobar las ondiciones iniciales de la red y la carga
2) Elegir un motor en función de:
• Capacidad de carga térmica
• Rango de velocidad
• Par máximo necesario
3) Elegir un convertidor de frecuencia en función de:
• Tipo de carga
• Comente continua y máxima
• Condiciones de la red
Red
fN=50Hz, 60Hz 4,,=30CUIDJ
Convertidor
1 /,\
-. > nmln n max
Motor
T ;, Ts '. T
'-.... '
�-·
-
nmin n max
:
,�
,_ �
.'
T;:,usµ.J
. __ �7n min n max
Fig. 4.1. Descripción general de un proceso de dimensionado.
Los criterios tratados anteriormente son válidos para el caso de la selección y
dimensionado de servoaccionamientos, cuyo uso es preferido e idóneo en aplicaciones de alta dinámica, alto grado de precisión y con alta capacidad de
sobrecarga (SEW, 2006, p.1 O). Asimismo, los servoaccionamientos son usados en
aplicaciones que contienen e integran sistemas de control de lazo cerrado y que
requieren la interconexión de sus componentes en una red de supervisión. Por otro
lado, una de las características principales ligada al desempeño de este tipo de
equipos es que los servoaccionamientos AC pueden ser operados libres de
mantenimiento por muchos años (SEW, 2001, p. 7).
Usualmente, la selección de los servoaccionamientos se hace con la ayuda
de programas informáticos de propiedad de la empresa proveedora. En el caso
específico de los accionamientos de SEW, se utiliza un programa denominado
Workbench®. Sin embargo, es usual que se realicen cálculos previos con la finalidad
de obtener los datos de entrada para los programas o -mejor aún- de simplificar el
proceso de selección, como se realiza en la gran mayoría de casos prácticos y donde
existen accionamientos previos cuyos datos técnicos sirven de base para escoger los nuevos accionamientos.
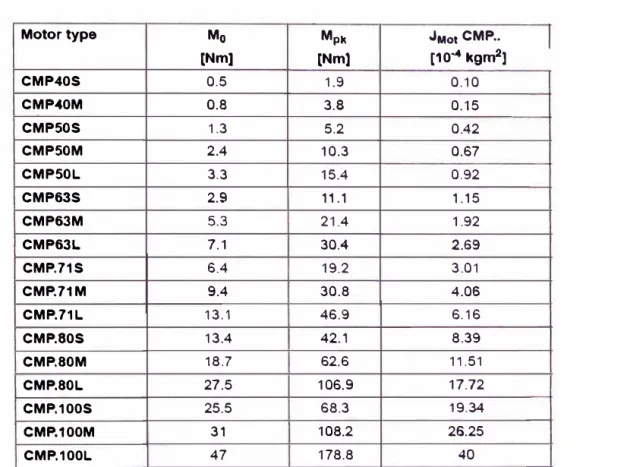
Para especificar los componentes del sistema de servoaccionamiento es necesario conocer básicamente los datos mostrados en la tab1a 4. 1 , que corresponde
a las variables principales del sistema de estudio en su contexto operacional.
Adicionalmente, el proceso de selección de servoaccionamientos de SEW se
basa en el seguimiento del procedimiento simplificado mostrado en la figura 4.2, la
revisión de los manual.es de operación y catálogos de servoaccionamientos de SEW
Tabla 4.1. Datos técnicos para la selección de servoaccionamientos.
Datos técnicos para la selección de un servoaccionamiento Símbolo Descripción de la variable Unidad Comentario
Tipo de ambiente
-
Seco/Húmedo/CorrosivoH Altura geográfica de la instalación m msnm
T Temperatura ambiente ºC
Posición de montaje
-
Horizontal / verticalTipo de montaje - Patas/brida
IN Corriente nominal A V Voltaje de la red de alimentación V F alimentación Frecuencia de la red de Hz m1 ... mn Masa del elemento 1 al n Kg d1 ... dn Diámetro del elemento 1 al n mm ng Eficiencia del reductor
-1 Ratio de reducción
-J Momento de inercia Kgm2
Jext
Momento de inercia reflejado al Kgm2motor
Jm
Momento de inercia del motor Kgm2K Ratio de inercia
-W1 ... Wn Carga del elemento 1 al n Kg Tensión
Md Torque dinámico Nm
Ms
Torque estático NmMop Torque de operación Nm Requerido por la carga
MN
Torque nominal Nm T arque de salidaM1 ... Mn
Torque de salida en el tiempo t1 al tn NmMg Torque del reductor Nm
Mm
Torque del motor NmFs Factor de servicio
-nN
Velocidad nominalRPM
Velocidad de salidan1 ... nn Velocidad de salida en el tiempo t1 al tn
RPM
ng Velocidad de salida del reductor
RPM
Velocidad de salidanm
Velocidad del motorRPM
Velocidad de entradaVL Velocidad lineal m/min Velocidad de la línea
Aclarar:
- Datos técnicos - Condiciones periféricas
- Interfaz del sistema
'I' Calcular el ciclo de operación:
- Diagrama de desplazamiento
_____ '.f_ - -Selección del reductor:
Cálculo de:
- Velocidad de salida del reductor
- Torque estático de carga
- Precisión requerida de posicionamiento -Determinar el ratio del reductor
'I' Selección del motor:
., -motor Torque reflejado y velocidad en el eje del - Inercia de la carga
- Requerimiento de torque dinámico
Verificación de:
-Demanda de torque máximo T mu< 3 x T0 - Velocidad del motor requerido < nN - Índice térmico T""" < T.
y
Verificación del uso del reductor
Servo-controlador compacto 'I'
Selección del servo-controlador compacto
- Asignación del motor y el servo-controlador
- Pico de comente requerido
- Índice de comente lma, = f(n,,,.,, t.)
•
Accesorios:
- Opciones (Resistencia de frenado, recatancia de salida, etc)
Servo-controlador modular
'I'
Selección de los Módulos Multi-eje:
- Asignación del motor y de los módulos - Pico de comente requerido
-Índice de comente lmax = f(n,,,.,. t.)
Selección del Módulo Fuente de Poder MOVIAXIS®
- Comente DC requerida/ Índice de Potencia - Número de ejes
- Factor de consumo
- _y__ Selección del sumidero de calor
j
-Basado en el cálculo de las pérdidas de potenaa
- Número de módulos - Factor de consumo
---
--• Accesorios:
- Filtros de linea
-Opciones (Resistencia de frenado, recatancia de salida, etc)
•
Selección la resistencia de frenado
- Basado en la potencia de frenado calculada y el factor de duración del ciclo
Visión general de los componentes seleccionados
4.3 CONTROL DE TENSIÓN
Muchos sistemas relacionados con la producción de papel, plástico, textiles,
entre otros requieren el uso de control de tensión, principalmente en los procesos de
bobinado, laminado y extrusión. "El control de tensión de láminas está referido a
varios métodos usados para medir y ajustar la tensión en una lámina en movimiento"
(CMC, 2002, p.1 ).
El adecuado control de tensión resulta en productos de alta calidad y procesos de alto rendimiento. Por el contrario, si la tensión no es adecuadamente controlada,
se generan defectos o pérdidas en el material. Por ejemplo, se pueden producir
arrugas o estrías en la superficie de la lámina. Asimismo, se pueden presentar
problemas en los bobinados terminados. Una de las causas de inconformidades es
el desplazamiento relativo entre capas de lámina adyacentes en la dirección radial de la bobina, problema denominado de acuerdo al vocablo inglés "Starring" (Smith,
s.f., p.17). También pueden ocurrir los desplazamientos entre capas contiguas en la dirección axia1 de la bobina, problema denominado de acuerdo al vocab1o inglés
"Telescoping" (Smith, s.f., p.16). Estos defectos conllevan a pérdidas de producción
y a bajos índices de calidad.
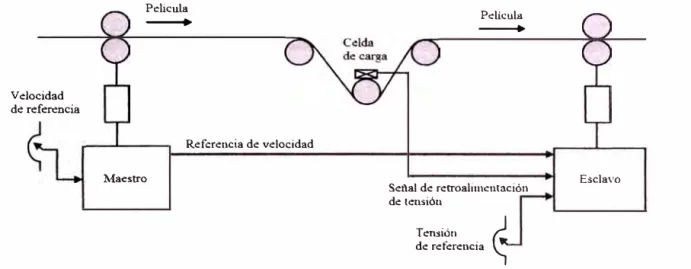
La figura 4.3 ilustra un sistema de control de tensión básico en lazo cerrado.
La película es alimentada a través de unos rodillos de entrada, pasa por un rodillo de control de tensión y sale a través de unos rodillos de salida.
Existen dos elementos básicos que se usan para medir el valor de la tensión
que son el rodillo danzarín y la celda de carga. Ambos elementos se encargan de enviar la señal de retroa1imentación a un controlador de tensión. El controlador recibe
PI (proporcional - integral), para mantener la tensión mediante el ajuste de la
velocidad o torque en los accionamientos del proceso. El control PI es actualizado en
milisegundos para producir la respuesta adecuada para el proceso y sus parámetros
pueden ser adaptados de acuerdo a las variables del proceso (Polka, 2003, p.235).
Velocidad de referencia
Pdicula
____,.
Referencia de velocidad Maestro
Pelicula ---+
Señal de retroalimentación de tensión
Ten:iión � de referencia �
Esclavo
Fig. 4.3. Componentes de un sistema de control de tensión básico en lazo cerrado.
El rodillo danzarín es un rodillo de control de tensión que está unido a un brazo
soportado en un punto pivote y con un potenciómetro (sensor) en el otro extremo
cuyo valor de resistencia es modificado de acuerdo a la tensión en la lámina que es
enrollada sobre el mismo rodillo. Los cambios en la resistencia -y en el
correspondiente voltaje- son retroalimentados al controlador de modo que se realizan
ajustes de acuerdo al control de torque y velocidad.
La celda de carga es un transductor que permite medir de manera muy precisa
el peso de un objeto. Si la celda se sitúa adecuadamente sobre el rodillo de control
de tensión, es posible medir directamente la fuerza que ejerce la lámina sobre el
rodillo y por medio de la geometría determinar el valor de tensión en la película.
Las desventajas que presenta el rodillo danzarín son el hecho de que el brazo
pierde precisión con el tiempo debido al desgaste mecánico, lo que origina la
aparición de defectos en la lámina y mayores gastos en operación y mantenimiento
(Damour, s.f., p.26). En contraparte, la celda de carga permite un control de tensión
con mayor precisión, calibración más sencilla, bajos costos de mantenimiento y
mayor facilidad en el montaje (Damour, s.f., p.27).
En líneas generales, los procesos de bobinado y debobinado deben ser
operados mediante control de torque, el cual permite el trabajo a diferentes
velocidades requeridas a la vez que se satisface los requerimientos de torque. De
acuerdo a la teoría planteada en el Apéndice 8, este tipo de control no puede ser
ejecutado por accionamientos AC estándar por lo que se requiere el uso de
5.1 ANÁLISIS DE LOS MODOS Y EFECTOS DE FALLA DEL SISTEMA DE
CONTROL DE TENSIÓN Y CÁLCULO DE LA EFECTIVIDAD DE LA
COEXTRUSORA DE 3 CAPAS
Dado que el área de mant-enimiento no maneja índices e ind-tcadores
relacionados al desempeño del sistema de accionamiento del sistema de control de
tensión con respecto al sistema global de la máquina, es necesario establecer un
mecanismo para trasladar el fin cualitativo de eliminar los gastos de mantenimiento
correctivo a medidas cuantitativas relacionadas al cumpHmiento de este objetivo.
En este sentido, se hará un estudio basado en confiabilidad que permita
identificar las fal�as y k>s gastos que orig�na para un-a posterior comparación cuando se eliminen estos problemas.
Posteriormente se establecerá un proceso de cuantificación de la efectividad del sistema de control de tensión que se traduce en la efectividad de la máquina
5.1.1 Análisis de modos y efectos de falla en el sistema de control de tensión
5.1.1.1 Consideraciones generales
El análisis de modos y efectos de falla tiene como finalidad
determinar las fallas del sistema de control de tensión que originan
gastos en el área de mantenimiento y en la producción y en establecer
un valor cuantitativo que permitirá hacer una evaluación del
desempeño de la máquina Coextrusora de 3 capas.
5.1.1.2 Obieto de análisis
El sistema que se va a analizar es el sistema de control de
tensión de la máquina Coextrusora de 3 capas.
Este sistema tiene los siguientes subsistemas:
• Sistema de accionamiento
• Sistema de transmisión
• Sistema de monitoreo
La tabla 5. 1 muestra la clasificación de sistemas y
componentes del sistema de control de tensión.
El objeto de análisis será el sistema de accionamiento debido
a que et usuario manifiesta tener problemas principalmente con sus
5.1.1.3 Funciones del sistema de accionamiento
La función principal del sistema de accionamiento es la de
brindar movimiento controlado a los componentes del sistema de
control de tensión, manteniendo la línea a una velocidad controlada en
el rango de 5 a 35 m/min y una tensión en la película no mayor de 1 O
Kg.
Tabla 5 1. Sistemas y componentes del sistema de control de tensión.
Sistema de control de tensión
Sistema de
accionamiento Sistema de transmisión Sistema de monitoreo
Motor OC Ejes Tablero de mando
Sensores de
Controlador OC Rodillos temperatura
Circuito de control Poleas Sensores de carga
Fajas
5.1.1.4 Fallas funcionales del sistema de accionamiento
La tabla 5.2 muestra las fallas funcionales básicas del sistema
de accionamiento.
Para efectos de este estudio, se considerará las fallas
funcionales A y B que están referidas a los componentes básicos del
Tabla 5.2. Fallas funcionales del sistema de accionamiento del sistema de control de tensión.
Nº Estándar de ejecución - Nº Falla Funcional FUNCIÓN
A No generar movimiento
Brindar movimiento controlado a los componentes del sistema de control de tensión,
1 manteniendo velocidad controlada la línea a en una el B el valor fijado No controlar la tensión en rango de 5 a 35 m/min y una
tensión controlada en la
película no mayor de 1 O Kg.
e
No controlar la velocidad en el valor fijado5.1.1.5 Modos de las fallas funcionales de estudio
La tabla 5.3 muestra los modos de falla de las fallas
funcionales A y 8 del sistema de accionamiento.
El modo de falla relacionado al motor está referido
principalmente al desgaste prematuro de las escobillas, estas
constituyen las piezas con mayor índice de fallas en un motor DC
debido a la función que desempeñan y -de manera inherente- a su
forma constructiva y tecnología. Otro de los modos de falla
relacionados a los motores es la "pérdida de aislamiento" que conlleva
a la condición de cortocircuito o "motor quemado".
El modo de falla relacionado al controlador está referido
principalmente a la "ruptura eléctrica" o cortocircuito de sus
dificulta cualquier tarea relacionada a recambio de sus partes criticas
dada la dificultad de encontrar repuestos en el mercado que sean
compatibles con tecnologías obsoletas, así como de personal
altamente calificado para realizar reparaciones efectivas.
Tabla 5.3. Modos de falla del sistema de lubricación del reductor de velocidad.
Nº Estándar de ejecución - Nº Falla Nº Modo de falla
FUNCION Funcional
1A1 Falla del motor
Brindar movimiento
controlado a los No generar
componentes del sistema
de control de tensión, movimiento
1 manteniendo una velocidad controlada la línea a 1A2 controlador Falla del
en el rango de 5 a 35 m/min y una tensión en la película no mayor de 1 O
No controlar la
Kg.
B tensión en el 181 Falla del control
valor fijado
El modo de falla relacionado al control está referido
principatmente a los problemas relacionados con cada uno de los
componentes del sistema de accionamiento, como por ejemplo
problemas de regulación por falta de calibración o perdida de la
precisión en los potenciómetros. En general, estos no ocasionan la
parada de la máquina pero influyen en la cantidad de merma o no
conformidades en el proceso.
Es importante recalcar que el personal de mantenimiento no
cuenta con equipos de recambio inmediato que se encuentren en
encuentran fuera de rotación por la antigüedad y se debe recurrir a
reparaciones locales. Asimismo, se debe tomar en cuenta el tiempo de
instalación y puesta en marcha de los componentes.
5.1.1.6 Efectos de las fallas funcionales de estudio
La tabla 5.4 indica los efectos de las fallas que se generan con
las fallas funcionales A y 8 del sistema de control de tensión.
Adicionalmente, la tabla 5.5 muestra la frecuencia de ocurrencia de las
fallas y los costos de mantenimiento correctivo asociados a estas. Por
otro lado, la tabla 5.6 muestra los costos de producción asociados a
las fallas y a la merma de producción. Por último, la tabla 5. 7 muestra
el gasto total asociado a las fallas.
El costo de mantenimiento y producción se calcula tomando en
consideración las tablas 3.1 y 3.2 que muestran respectivamente el
IHCE y el ICM referenciales brindados por el cliente. Se debe tener en
cuenta que el ICM no forma parte de los índices de mantenimiento y
en general su aplicación en este proyecto es con la finalidad de tratar
de integrar un valor cuantitativo relacionado a la calidad del producto
para el cálculo de la efectividad.
En base a los datos recopilados es posible calcular el costo
total anual asociado a las fallas funcionales que para este proyecto -y
Tabla 5.4. Efectos de las fallas funcionales del sistema.
Estándar de Falla Modo de
Nº ejecuci�n- Nº
Funcional Nº falla Efecto de Falla
FUNCION
No se puede brindar 1A1 Falla del movimiento al sistema de Brindar movimiento motor control de tensión por lo controlado a los No generar que la máquina para.
componentes del A movimiento
sistema de control de No se puede brindar
tensión, manteniendo 1A2 Falla del movimiento al sistema de
la línea a una velocidad controlador control de tensión por lo
controlada en el rango que la máquina para.
de 5 a 35 m/min y una tensión en la película
No controlar Genera
no mayor de 10 Kg. Falla del merma o no B la tensión en 1B1 control conformidades debido a
el valor fijado problemas en el bobinado.
Tabla 5.5. Modos de falla y costos de mantenimiento correctivo asociados a estas.
Free. Tiempo IHCE Costo de Total
Modo de (Nº Tarea
Nº
falla eventos correctiva de tarea (Horas/ reparación Mantenimiento
/ año) (horas) Año) (S/.) (S/.)
Falla del Revisar y
1A1 motor 3 reparar el 16 48 2500 7500
motor
Falla del Revisar y
1A2 controlador 3 cambiar el 16 48 2000 6000
controlador
1 B1 Falla del control - - -
Tabla 5.6. Modos de falla y costos de producción asociados a estas.
Free. Tiempo Costo de Costo de Costo de
Modo de (Nº ICM
Nº
falla eventos de tarea (Kg) producción producción producción
/año) (horas) (S/.)/ hora (S/.)/ Kg (S/.)
1A1 Falla del motor 3 16 - 500 - 24000
1A2 Fatta det controlador 3 16 - 500 - 24000
1B1 Falla del control - - 21000 - 3 63000
TOTAL S1. 111.000,00
Tabla 5.7. Modos de falla y costos de mantenimiento correctivo y de producción asociados a estas.
Total Costo de Costo Total Anual
Nº Modo de falla Mantenimiento
producción (S/.) (S/.) (S/.)
1A1 Falla del motor 7500 24000 31500
1A2 Falla del controlador 6000 24000 30000
1B1 Falla del control - 63000 63000
5.1.1. 7 Resultados del análisis de modos y efectos de fallas
Como resultado del análisis se determina que existen costos
de mantenimiento y producción relacionados a fallas en el sistema de
control de tensión y que pueden ser mitigados o eliminados mediante
el cambio del sistema original en OC, el cual por la antigüedad tiene
problemas inherentes y relacionados a baja confiabilidad, falta de
repuestos originales, paradas intempestivas y -de modo general
problemas en el desempeño de la máquina y en la calidad del
producto. Por los motivos expuestos, se analizará la implementación
de un sistema de control de tensión con servoaccionamientos AC
debido a su alta performance y bajo mantenimiento.
5.1.2 Cálculo de la efectividad de la Coextrusora de 3 capas
5.1.2.1 Consideraciones generales
Como se ha comentado previamente, el objetivo principal del
proyecto se basa en la solicitud del cliente que requiere la reducción
de los gastos de mantenimiento originados por problemas en los
accionamientos OC del sistema de control de tensión de la
Coextrusora de 3 capas. De este modo, el primer paso fue establecer en el acápite anterior una metodología para relacionar las fallas de
este sistema de control de tensión con el gasto de mantenimiento.
Esto podría ser suficiente para evaluar el desempeño del
el gasto de mantenimiento relacionado al sistema y el gasto global de
mantenimiento y producción relacionado a la máquina y - con mayor
razón- a la Planta.
De este modo, se plantea una metodología poco ortodoxa pero
que en la práctica permitirá evaluar la efectividad de la Coextrusora de
3 capas.
5.1.2.2 Cálculo de la efectividad
Para hallar el valor de efectividad es necesario hallar primero
un valor de disponibilidad, calidad y confiabilidad de acuerdo a lo
planteado en la sección 4.3.1.
La disponibilidad la podemos hallar haciendo uso de los datos
de la tabla 5.5 y la ecuación 4.1. En la tabla 5.5 se encuentra en IHCE
que equivale al tiempo de parada debido a fallas en el sistema.
Asimismo, como se indicó en la sección 2.4, el valor del tiempo
de trabajo planificado es de 3500 h aproximadamente. De este modo,
la disponibilidad es:
Disponibilidad= 3500-96 x 100%
=
97,25 % 3500La calidad la podemos hallar haciendo uso de los datos de la
tabla 5.6 y la ecuación 4.2. En la tabla 5.6 se encuentra en ICM que
equivale a la cantidad de unidades no conformes. Asimismo, como se
indicó en la sección 2.4, el valor del tiempo de trabajo planificado es
de 3500 h y la velocidad de producción es 160 Kg/h. De este modo, la
Calidad = 160 xJsoo -21000 x 100% = 96 25 %
1600 X3500 O 1
Asimismo, la confiabilidad la podemos hallar haciendo uso de
los datos de la tabla 5.5 y la ecuación 4.3. En la tabla 5.5 se encuentra
el número de fallas en el periodo productivo y el IHCE que equivale al
tiempo de parada debido a fallas en el sistema. Asimismo, como se
indicó en la sección 2.4, el valor del tiempo de trabajo planificado es
de 3500 h. De este modo, la confiabilidad es:
Confiabilidad= (1 -6x96) x 100% = 83,54 % 3500
Luego de haber hallado los valores de disponibilidad, calidad y
confiabilidad, podemos hallar la efectividad de la máquina por medio
de la ecuación 4.4:
Efectividad= Disponibilidad x Calidad x Confiabilidad
= 97,25% X 96,25% X 83,54% = 78,2 %
5.1.2.3 Resultados del cálculo de la efectividad
El valor de efectividad de la máquina con el sistema de
accionamiento original en el sistema de control de tensión es 78,2 %.
El valor hallado de la efectividad debe ser usado teniendo en
cuenta las consideraciones de la sección 5.1.2.1 y básicamente como
5.2 ANÁLISIS DEL SISTEMA DE ACCIONAMIENTO ORIGINAL DE
CORRIENTE CONTINUA (DC) DEL SISTEMA DE CONTROL DE TENSIÓN
5.2.1 Consideraciones generales
Para el análisis del sistema de accionamiento original OC del sistema
de control de tensión de la Coextrusora de 3 capas se tomó en cuenta la información disponible sobre la distribución de los equipos originales, sus características geométricas, los datos de placa y los requerimientos del
personal de mantenimiento, con las limitaciones antes mencionadas y
relacionadas al secreto industrial y zonas de difícil acceso. La finalidad de
estas actividades está relacionada a la obtención de una referencia para selección de los nuevos accionamientos con respecto a forma constructiva, potencia, velocidad entre otras características principales.
En este sentido, el personal usuario de la máquina recomendó un incremento de velocidad como parte de la mejora del desempeño de la máquina, razón por la cual, se hicieron consideraciones de sobredimensionamiento de los accionamientos para garantizar la operación estable en el futuro.
5.2.2 Identificación de los componentes del sistema de
accionamiento