Determinación de la ansotropía plástica de chapas finas
69
0
0
Texto completo
(2)
(3) Pensamiento. La adquisición de cualquier conocimiento es siempre útil al intelecto, que sabrá descartar lo malo y conservar lo bueno. Leonardo Da Vinci..
(4)
(5) Dedicatoria. Este trabajo lo dedico a mis padres que a pesar de no tenerlos a mi lado a causa de la distancia, me han apoyado siempre en todo lo que he necesitado..
(6)
(7) Agradecimientos. Ante todo quiero expresar mis más sinceros agradecimientos a mi familia, a mi novia, por apoyarme y preocuparse para que este trabajo se hiciera realidad, especialmente quiero agradecer a mi tutor y amigo Yudieski Bernal Aguilar que siempre me ha apoyado en todo, al profesor José Roberto Marty Delgado por ser el promotor impulsor de este trabajo, a mis compañeros del grupo de investigación y a todas la personas que de una forma u otra me han apoyado para la culminación de este trabajo.. A todos muchas gracias.
(8)
(9) Índice. Introducción………………………………………………………………………………….... 1. 1.1.-. Capítulo I: Estado actual de los diferentes ensayos para caracterizar las propiedades de los materiales en los procesos de conformación de chapas metálicas. Características generales de los procesos de conformación de chapas……………………….. 5. 1.2.-. Procesos de conformado según la temperatura de trabajo…………………………………….. 6. 1.5.-. Empleo de los materiales para los procesos de conformación de chapas. Propiedades 9 generales de los aceros……………………………………………………………………….. Ensayos en los procesos de estirado (embutido)……………………………………………... 11 Método integral para la determinación y valoración de la formabilidad de chapas metálicas.. 13. 1.6.-. Determinación de la resistencia a la conformación (Kf)…………………………………….... 16. 1.7.-. Determinación de coeficientes de fricción en chapas de embutido profundo……………….... 22. 1.8.-. Conclusiones parciales………………………………………………………………………... 24. 2.1.-. Capítulo II: Ensayo de tracción para la determinación del comportamiento plástico del material. Características del ensayo de tracción………………………………………………………... 25 Características del material…………………………………………………………………… 28. 1.3.1.4.-. 2.2.-. 2.3.- Coeficiente de endurecimiento(n)…………………………………………………………….. 2.4.- Anisotropía (R)………………………………………………………………………………... 31 32. 2.5.2.6.-. Relación máxima de embutido (β)……………………………………………………………. 35. Determinación de la curva de comportamiento del material………………………………….. 37. 2.7.-. Conclusiones parciales………………………………………………………………………... 38. 3.1.3.2.3.3.-. Capítulo III: Análisis sobre la determinación de las características mecánicas y el grado de formabilidad de chapas metálicas. Análisis sobre la determinación de las características mecánicas y el grado de formabilidad 39 de chapas metálicas…………………………………………………………………………... Comparación del material analizado con otros materiales…………………………………… 42 Conclusiones parciales……………………………………………………………………….. 43 Conclusiones Generales………………………………………………………………………. 44 Recomendaciones…………………………………………………………………………….. 45 Bibliografía…………………………………………………………………………………… Anexos. 46.
(10)
(11) Resumen Los procesos de conformación de la chapa metálica, son todos aquellos procesos donde se busca generar formas a metales, de tal manera que su volumen y masa se conservan, y las partículas de este sean desplazadas de una posición a otra. La importancia de estos procesos radica en los múltiples artículos y formas en metal que existen y su fabricación en serie, haciendo que su alta demanda dependa de las buenas características mecánicas que posee el material, al igual que su maleabilidad y ductibilidad. Además cada proceso tiene sus particularidades por lo que se hace necesario el estudio de varios de ellos para ampliar el conocimiento en general del conformado de metales. En esto juega un papel fundamental el tipo de material que se use, por lo que no se puede omitir su estudio, debido a que cada uno tiene sus características propias ya mencionadas. En el presente trabajo se establece una metodología para determinar la anisotropía en las chapas finas de materiales a fin de emitir recomendaciones para su posterior empleo en las operaciones de conformación. Palabras Claves: Proceso de conformado, maleabilidad, ductibilidad..
(12)
(13) Abstract The sheet metal forming processes are all processes which seek to create ways to metals, so that its volume and mass are conserved, and particles of this are displaced from one position to another. The importance of these processes lies in the many articles and forms that exist in metal and mass production, making high demand depends on the good mechanical properties possessed by the material, as well as its malleability and ductility. In addition, each process has its peculiarities so it is necessary to study several of them to expand the general knowledge of metal forming. In this plays a fundamental role on the type of material used, so that we cannot ignore their study, because each one has its own characteristics mentioned as malleability, ductility. This work establishes a methodology for determining the anisotropy in thin sheets of materials to make recommendations for further employment in forming operations.. Keywords: Process of forming, malleability, ductility..
(14)
(15) Introducción El proceso de conformación por embutido es uno de los de mayor utilización en la industria provincial. En los últimos años este tipo de proceso han alcanzado una gran importancia en el mundo industrial. La chapa se utiliza ampliamente como material base en productos industriales y de consumo a causa de su fácil maleabilidad para poder convertirla en formas complejas.[1]. En el mundo es notable la importancia del uso del proceso de estirado profundo (embutido) para la producción de piezas tridimensionales, muy usado en la industria automovilística, en la cual los componentes fabricados mediante este tipo de proceso representan un 30% del peso total de un auto, utilizándose hasta 500 elementos elaborados por estirado de chapas. [2] La evolución de la tecnología moderna y el aumento de las demandas, requieren menos costos de diseño y de fabricación, por lo que se hace necesaria la aplicación de nuevos materiales, procesos y tecnologías. Con este desarrollo es necesario crear métodos de optimización en los procesos de conformado, tratando de aprovechar la mayor cantidad de material posible y reducir el tiempo de fabricación de estas piezas. Los procesos de conformado son algunas de las operaciones metalúrgicas más importantes del proceso industrial y tienen una fuerte dependencia de numerosas variables: comportamiento del material, lubricación, etc. La capacidad del material para deformarse plásticamente depende de un gran número de parámetros experimentales cuyo estudio es una tarea difícil. El análisis teórico de la inestabilidad plástica, es de gran importancia para predecir el límite de la formación de grietas, examinar la influencia de cada parámetro sobre la presencia de grietas y mejorar el rendimiento. Debido a esto se han creado los sistemas inteligentes es decir, las herramientas de inteligencia artificial la cual es capaz optimizar operaciones de conformación de metales con una alta fiabilidad que por los métodos tradicionales sería alto el costo e imposible de realizar por su alta complejidad. También se están realizando estudios en los materiales a usar en estos procesos con el objetivo de evitar los defectos de fabricación, como son el agrietamiento, roturas y arrugas los cuales son muy comunes debido al poco conocimiento que hay sobre la materia. Dentro del universo que representa la conformación de metales, los procesos de estirado de chapas ocupan un lugar destacado pues gozan hoy de una amplia popularidad asociada a su elevada productividad, alta confiabilidad, flexibilidad, bajos costos relativos, bajo consumo de insumos y una alta resistencia mecánica en relación al peso de sus productos terminados.[3] La Empresa Industrial de Productos y Utensilios Domésticos “1ro de Mayo” (INPUD) de Santa Clara, en Villa Clara, es un gran exponente de la utilización de procesos de conformación de chapas metálicas. Esta empresa fue fundada en 1964 por el Comandante Ernesto Guevara de la Serna, desde el comienzo esta se ha destinado a la producción de utensilios para satisfacer las necesidades de la familia cubana en el hogar. En los inicios del siglo XXI con la reactivación de la economía cubana la EINPUD retoma las producciones tradicionales, entre las cuales tenemos la fabricación de ollas de presión, carpintería de aluminio con la. 1.
(16) Introducción conformación de puertas y ventanas, fogones de gas y fregaderos los cuales se distribuyen a la población como parte de la Revolución energética que lleva a cabo el país. Situación problemática En nuestro país se han realizado pocas investigaciones para determinar el tipo de material que se debe usar correctamente para la elaboración de piezas por conformación de metales, así como la correcta elaboración de los ensayos. Estos son muy necesarios para el desarrollo tecnológico de un país. En la EINPUD “1ro de Mayo” de Villa Clara, los cálculo de los procesos de obtención de piezas por conformado y comprobación de su calidad se hacen de forma manual y mediante ensayos empíricos, la caracterización del producto a través de las curvas de deformación límite, permite a las empresas que producen piezas de diseños particulares evaluar sus diseños y la conveniencia o no del uso de diferentes tipos de aceros para su fabricación. Idea inicial Como extraer mayor información para los procesos de conformación de chapas del ensayo de tracción. Problema de investigación: ¿Cómo incidir de manera favorable en los procesos de conformado determinando la anisotropía plástica de chapas finas? Preguntas de investigación. 1. ¿Qué factores tanto físicos como mecánicos intervienen en los procesos de conformado de chapa? 2. ¿Qué parámetros se deben analizar para determinar el comportamiento plástico del material? 3. ¿Cómo influyen estos en la determinación de la anisotropía plástica? 4. ¿Qué conocimientos existen actualmente en la provincia específicamente en la EINPUD sobre el tema para la fabricación de piezas por conformado de chapas? Objetivo general Determinar la anisotropía plástica de un material a través del ensayo de tracción para predecir el comportamiento de los materiales en los procesos de conformado de chapas.. 2.
(17) Introducción Objetivos específicos 1. Realizar una revisión bibliográfica acerca de los procesos de conformación de chapas. 2. Establecer un procedimiento para caracterizar los distintos tipos de materiales que se utilizan en los procesos de conformado. 3. Describir cómo influye la anisotropía en los diferentes materiales para los procesos de conformación de chapas. Aporte científico Un procedimiento desarrollado bajo las condiciones en que se producen las piezas conformadas en las empresas del país, para caracterizar los distintos tipos de materiales. Principal resultado a obtener En nuestra industria se hace necesario entender el poder de desarrollo que trae consigo los distintos tipos de materiales, es por ello que como resultado se propone un documento elaborado a partir de una revisión bibliográfica de los procesos de conformado y la caracterización de sus materiales. Conociendo los principales factores que influyen en el comportamiento plástico del material (anisotropía, factor de endurecimiento, relación límite de conformado), podemos hacer una valoración y análisis de los resultados a obtener sin la necesidad de hacer innumerables ensayos lo cual aumenta los costos de fabricación. Justificación Esta investigación le brindará a la comunidad científica-técnica conocimientos sobre diferentes materiales que se pueden usar para la obtención de piezas conformadas, así como la composición físico-mecánica de cada uno de ellos. Hipótesis del trabajo Con una correcta selección del material y su empleo en los procesos de conformación de chapas se puede lograr una correcta utilización de los mismos. La investigación es viable ya que se cuenta con profesionales y estudiantes de la Universidad Central “Marta Abreu de Las Villas” y la EINPUD “1ro de Mayo” de Villa Clara con un amplio conocimiento para el desarrollo de esta investigación. La dirección de la EINPUD se encuentra abierta a la cooperación para llevar adelante este estudio.. 3.
(18) Introducción Estructura del trabajo Este trabajo de investigación consta de una síntesis o resumen; introducción; tres capítulos; así como conclusiones; recomendaciones; bibliografía y anexos. Capítulo I:. Abordar las principales técnicas de conformado de chapas metálicas y de los diferentes parámetros de los materiales, así como las características principales de cada proceso. Se explican varios ensayos para estudiar el comportamiento de los materiales en los diferentes procesos.. Capítulo II: A partir de los conocimientos adquiridos en el capítulo I se realiza el ensayo de tracción, donde a partir de este se analizarán los resultados obtenidos. Se calculan los factores que describen el comportamiento plástico del material, así como la anisotropía (R), relación límite de conformado etc. Capítulo III: En este capítulo se realiza un análisis de los resultados obtenidos, así como describir el comportamiento del material analizado y efectuar la comparación con otros materiales.. 4.
(19) 22.
(20) Capítulo I: Estado actual de los diferentes ensayos para caracterizar las propiedades de los materiales en los procesos de conformación de chapas metálicas. 1.1.- Características Generales de los procesos de conformación de chapas. El objetivo de este capítulo es realizar un análisis del estado del arte sobre las principales experiencias nacionales e internacionales relacionadas con los procesos de conformación de la chapas, las propiedades generales de los aceros y sus características, así como la determinación y valoración de la formabilidad de la chapa metálica apreciando las perspectivas de desarrollo de estos procesos y las posibilidades de aplicación con vistas a desarrollar una valoración que posibilite arribar a los principales resultados para los objetivos del trabajo. La figura 1.1 muestra el esquema de análisis general previsto para el desarrollo del capítulo y la interrelación entre sus elementos.. Figura 1.1: Esquema general de estudio para el desarrollo del capítulo. El acero es un material muy utilizado en la cotidianidad, este puede fabricarse a partir de mineral de hierro. El acero obtenido puede luego conformarse de diversas maneras. Una de las propiedades más importantes de los metales es su maleabilidad, este término, indica la propiedad de un metal para ser deformado mecánicamente. En la industria metalmecánica, existen diferentes tipos de procesos de conformado, siendo cada uno adecuado para un propósito determinado. La elección del proceso de conformado determinado, depende de la forma y/o tratamiento al que se quiera llevar el material.. 5.
(21) Capítulo I: Estado actual de los diferentes ensayos para caracterizar las propiedades de los materiales en los procesos de conformación de chapas metálicas. Los procesos de conformado se clasifican de acuerdo a dos principales variables: . La temperatura de trabajo y. . El tipo de materia prima.. Estas dos variables representan un punto de mucha importancia para la definición y clasificación de cada proceso. 1.2.- Procesos de conformado según la temperatura de trabajo Se dividen en dos tipos: trabajo en caliente y trabajo en frio. Trabajo en Frio[4] Se refiere al trabajo a temperatura ambiente o menor. Este trabajo ocurre al aplicar un esfuerzo mayor que la resistencia original del metal, produciendo a la vez una deformación. Las principales ventajas del trabajo en frío son: mejor precisión, menores tolerancias, mejores acabados superficiales, posibilidades de obtener propiedades de dirección deseadas en el producto final y mayor dureza de las partes. Sin embargo, el trabajo en frío tiene algunas desventajas ya que requiere mayores fuerzas porque los metales aumentan su resistencia debido al endurecimiento por deformación, produciendo que el esfuerzo requerido para continuar la deformación se incremente y contrarreste el incremento de la resistencia, la reducción de la ductibilidad y el aumento de la resistencia a la tensión limitan la cantidad de operaciones de conformado que se puedan realizar a las partes. Trabajo en caliente Se define como la deformación plástica del material metálico a una temperatura mayor que la de recristalización. La ventaja principal del trabajo en caliente consiste en la obtención de una deformación plástica casi ilimitada, que además es adecuada para moldear partes grandes porque el metal tiene una baja resistencia y una alta ductibilidad. Los beneficios obtenidos con el trabajo en caliente son: mayores modificaciones a la forma de la pieza de trabajo, menores fuerzas y esfuerzos requeridos para deformar el material, opción de trabajar con metales que se fracturan cuando son trabajados en frío, propiedades de fuerza generalmente isotrópicas y, finalmente, no ocurren endurecimientos de partes debido a los procesos de trabajo.. 6.
(22) Capítulo I: Estado actual de los diferentes ensayos para caracterizar las propiedades de los materiales en los procesos de conformación de chapas metálicas. Proceso de Laminación[4, 5] Unos de los procesos es la Laminación el cual consiste en que los lingotes se colocan en hornos de gas llamados hornos de foso, allí permanecen hasta alcanzar una temperatura de trabajo uniforme de alrededor de 1200 ºC, una vez alcanzada esta temperatura los lingotes se llevan al tren de laminación en donde primero son laminados en formas intermedias como lupias, tochos o planchas. Una lupia tiene una sección transversal con un tamaño mínimo de 150 x 150 mm. Un tocho es más pequeño que una lupia y puede tener cualquier sección desde 40 mm hasta el tamaño de una lupia. Las planchas pueden laminarse ya sea de un lingote o de una lupia, tienen un área de sección transversal rectangular con un mínimo de 250 mm y un espesor mínimo de 40 mm. El ancho siempre es 3 o más veces el espesor. La mayor deformación toma lugar en el espesor aunque hay algún incremento en el ancho. La uniformidad de la temperatura es importante en todas las operaciones de laminado, puesto que controla el flujo del metal y la plasticidad. Un efecto del trabajo en caliente con la operación de laminado, es el refinamiento del grano causado por la recristalización como se muestra en la figura 1.2.. Figura 1.2: Proceso de laminación. Colada continua. Proceso de Forja.[6, 7] Otro proceso estudiado es la Forja que no es más que la deformación plástica de un metal, ocasionada por esfuerzos impuestos sobre él, ya sea por impacto o por presión. En el proceso, el metal fluye en la dirección de menor resistencia, así que generalmente. 7.
(23) Capítulo I: Estado actual de los diferentes ensayos para caracterizar las propiedades de los materiales en los procesos de conformación de chapas metálicas. ocurrirá un alargamiento lateral al menos que se le contenga. El grupo de metales más importantes lo constituyen el acero y sus aleaciones, ciertos materiales no ferrosos, como el aluminio y sus aleaciones. Existen dos clases de forja, en matriz abierta y en matriz cerrada. En la forja en matriz abierta, el metal no está completamente contenido en el dado, el forjado con martinete es un ejemplo característico de este método. La pieza es formada debido a rápidos y sucesivos golpes del martillo. Utilizada en la producción de piezas pesadas con tolerancias grandes y en lotes pequeños y medianos. La forja en matriz cerrada se utiliza mucho para alta producción. En el proceso, el metal es formado prensándose entre un par de dados. El dado superior se fija generalmente al ariete de una prensa de forja o a un martillo, mientras que el inferior queda sujeto al yunque. Juntos constituyen la matriz cerrada. El método permite obtener piezas de gran complejidad y exactitud, así como un buen acabado. Utilizada en la producción de piezas de peso reducido, de precisión y en lotes de 1000 a 10000 unidades. El autor afirma que en ciertas ocasiones la forja libre y la forja cerrada se pueden combinar favorablemente, por ejemplo, en la producción de piezas de precisión, es muy común preformar primero el metal en matriz abierta, y luego realizar el acabado final en matrices cerradas. Proceso de Extrusión.[6, 8] También tiene gran importancia el proceso de Extrusión, el cual utiliza la gran maleabilidad de los materiales previamente calentados para formarlo. Consiste en forzar al metal (contenido en una cámara de presión) mediante un émbolo a salir a través de una matriz formadora especial, que determina la sección transversal del producto. Este emerge como una barra continua que se corta a la longitud deseada.. Figura 1.3: Métodos de extrusión. a) Extrusión directa, b) Método de extrusión indirecta. 8.
(24) Capítulo I: Estado actual de los diferentes ensayos para caracterizar las propiedades de los materiales en los procesos de conformación de chapas metálicas. 1.3.- Empleo de los materiales para los procesos de conformación de chapas. Propiedades generales de los aceros. El acero es una aleación de hierro con carbono en una proporción que oscila entre 0,03 y 2%. Se suele componer de otros elementos, ya inmersos en el material del que se obtienen. Pero se le pueden añadir otros materiales para mejorar su dureza, maleabilidad u otras propiedades. Las propiedades físicas de los aceros y su comportamiento a distintas temperaturas dependen sobre todo de la cantidad de carbono y de su distribución. Antes del tratamiento térmico, la mayoría de los aceros son una mezcla de tres sustancias, ferrita, perlita, cementita. La ferrita, blanda y dúctil, es hierro con pequeñas cantidades de carbono y otros elementos en disolución. La cementita es un compuesto de hierro con el 7% de carbono aproximadamente, es de gran dureza y muy quebradiza. La perlita es una mezcla de ferrita y cementita, con una composición específica y una estructura característica. La resistencia y dureza de un acero que no ha sido tratado térmicamente depende de las proporciones de estos tres ingredientes. [9] Por tanto el autor concluye que cuanto mayor es el contenido en carbono de un acero, menor es la cantidad de ferrita y mayor la de perlita: cuando el acero tiene un 0,8% de carbono, está compuesto de perlita. El acero con cantidades de carbono aún mayores es una mezcla de perlita y cementita El acero es sin duda el material de ingeniería más utilizado por la humanidad. El nombre de acero engloba un gran grupo de materiales que en muchos casos tienen aplicaciones específicas y en general tienen en el tratamiento térmico una etapa imprescindible para su utilización. Se denomina acero, a la aleación de Hierro (Fe) y Carbono (C). A esta aleación básica, se suele adicionar otros elementos que confieren al acero propiedades especiales. Según Armin Rahn el acero es el nombre común de una gran familia de aleaciones de hierro, que son fácilmente maleable después de la etapa de fundido. Los aceros son generalmente hechos de mineral de hierro, carbón y piedra caliza. Cuando estas materias primas se ponen en el horno, el resultado es un "hierro fundido", que tiene una composición de hierro, carbón, manganeso, fósforo, azufre, y el silicio. Como el hierro es duro y quebradizo, los fabricantes de acero deben perfeccionar el material mediante la purificación y luego agregar otros elementos para reforzar el material. El acero es desoxidado por una reacción de carbono y oxígeno. [10] El autor plantea que los aceros pueden ser emitidos directamente en su forma, o en lingotes que se recalientan y son trabajados en diferentes procesos como la forja, extrusión, laminación, y otros procesos. Los aceros forjados son la materia de ingeniería más utilizados, y vienen en una variedad de formas con diferentes acabados y propiedades.. 9.
(25) Capítulo I: Estado actual de los diferentes ensayos para caracterizar las propiedades de los materiales en los procesos de conformación de chapas metálicas. Caracterización de diferentes tipos de acero. Aceros estándar De acuerdo con la composición química, los aceros estándar se pueden clasificar en tres grupos principales: aceros al carbono. aceros aleados. aceros inoxidables. Aceros al carbono: Los elementos de aleación no excedan de estos límites: 1% de carbono, 0,6% de cobre, 1,65% de manganeso, fósforo 0,4%, 0,6% de silicio, y el 0,05% de azufre.[11] Aceros de aleación: Los aceros que excedan los límites de elementos para aceros al carbono. También incluye los aceros que contienen elementos que no se encuentran en aceros al carbono, como el níquel, el cromo (hasta 3,99%), el cobalto, etc.[12] Aceros Inoxidables: -Austenítico: Por lo general contiene un 18% de cromo y 8% de níquel y es ampliamente conocido como 18-8. No magnético en estado recocido, esta calificación sólo puede endurecerse en frío. -Ferríticos: Contiene muy poco níquel y el 17% o 12% de cromo, con otros elementos como el aluminio o el titanio. Siempre magnético, este grado puede ser endurecido sólo por trabajo en frío. -Martensíticos: Por lo general contiene 12% de cromo y el níquel no. Este grado es magnético y se pueden endurecer mediante tratamiento térmico. Aceros de herramientas: Los aceros para herramientas suelen tener exceso de carburos (aleaciones de carbono) que los hacen duros y resistentes al desgaste. La mayoría de los aceros se utilizan en un estado sometido a tratamiento térmico, en general, templado y revenido.[13] Hay una serie de categorías asignadas por AISI (American Iron and Steel Institute), cada uno con una letra de identificación: W: Agua endurecimiento S: Resistencia al choque O: trabajo en frío (aceite de endurecimiento) A: Frío-trabajo (medio de aleación, que endurece al aire) D: trabajo en frío (de alto carbono, de alto cromo) L: de baja aleación F: carbono de tungsteno P: P1P19: bajas emisiones de carbono. Los demás aceros molde H: H1-H19: Cromo-Base de trabajo en caliente H20-H29: tungsteno-Base de trabajo en caliente.. 10.
(26) Capítulo I: Estado actual de los diferentes ensayos para caracterizar las propiedades de los materiales en los procesos de conformación de chapas metálicas. La siguiente tabla muestra las características típicas de los aceros a temperatura ambiente (25 ° C). La amplia gama de resistencia a la tracción, límite elástico, y la dureza son en gran parte debido a las diferentes condiciones de tratamiento térmico. [14] Propiedades Densidad(1000 kg/ m 3 ) Módulo de elasticidad(GPa) Conductividad térmica(W/m-K) Calor especifico(J/kg-K) Resistencia a la tracción(MPa) Fluencia(MPa) Dureza(Brinell 3000kg). Aceros al carbono. 7.85. Aceros de aleación. 7.85. Aceros inoxidables 7.75-8.1. Aceros de herramientas 7.72-8.0. 190-210. 190-210. 190-210. 190-210. 24.3-65.2. 26-48.6. 11.2-36.7. 19.9-48.3. 450-2081. 452-1499. 420-500. 276-1882. 758-1882. 515-827. 640-2000. 186-758. 366-1793. 207-552. 380-440. 86-388. 149-627. 137-595. 210-620. Tabla 1.1: Características típicas de los aceros a temperatura ambiente (25 ° C) 1.4.- Ensayos en los procesos de estirado de chapa (Embutido). El embutido (estampado de chapas) es un proceso tecnológico de fabricación de piezas en forma de recipiente, es un proceso de estirado que consiste en conformar una pieza de metal a una forma hueca aplicando fuerza con un punzón a la porción central del metal. El punzón estira el metal al interior de una cavidad abierta en el dado o matriz. En esta operación el metal se estira a lo largo de las paredes laterales y se hace tomar un espesor exacto. El estirado de la lámina metálica se realiza generalmente en una prensa vertical. El objetivo de este ensayo es estudiar el método de Erichsen el cual se usa para determinar la formabilidad de los materiales de chapa. También se puede determinar la profundidad máxima de embutido para chapas del mismo material y de distinto espesor, además se puede analizar la correlación de estos parámetros.. Figura 1.4: Proceso de embutido.. 11.
(27) Capítulo I: Estado actual de los diferentes ensayos para caracterizar las propiedades de los materiales en los procesos de conformación de chapas metálicas. El embutido de piezas demanda un perfecto conocimiento de las propiedades del material, el metal es fuertemente solicitado y se le exige excelentes propiedades tanto mecánicas como físicas, además de la plasticidad, ductibilidad etc. También existen otras propiedades que son inherentes a la pieza bruta como son la geometria, rugosidad, dureza, temperatura etc, influyendo estas en el resultado final de la pieza de ahí la importancia de estas propiedades. Para determinar la aptitud de un material frente a los procesos de estampado profundo de chapas se ha desarrollado el ensayo de embutido. Este proceso se realiza según los métodos de Erichsen y Olsen, los cuales son equivalentes. Estos métodos, consisten en la recreación controlada y con piezas estandarizadas de un proceso de embutido, además de clasificar la formabilidad (conjunto de las propiedades antes mencionadas), ayudan a determinar si en la superficie aparece rugosidad superficial originada por estructuras de grano grueso, la cual es indeseable en las piezas a embutir.. . Figura 1.5: Operación de embutido en el ensayo Erichsen. La probeta (a) se sujeta firmemente contra el dado (b) con ayuda de la tuerca de sujeción(c). El punzón (d) ejerce una fuerza que aplicada a través de la esfera de diámetro (13) deforma la probeta. Cuando en la copa formada se presente la primera grieta, el ensayo se detiene. Se mide el índice de embutido (IE) como la altura máxima de embutido lograda (14), en milímetros. El estándar ASTM presentas las siguientes exigencias hacia la máquina de ensayos por embutido. 1. Aplicar un mínimo de fuerza de 9800 N. 2. La magnitud de la fuerza de sujeción debe ser suficiente para no permitir flujo de metal de la probeta hacia el área de ensayo. 3. Debe poseer un dispositivo para la medición de la copa formada por el punzón.. 12.
(28) Capítulo I: Estado actual de los diferentes ensayos para caracterizar las propiedades de los materiales en los procesos de conformación de chapas metálicas. 4. El desplazamiento (altura de la copa) debe poderse medir con una precisión de 0.05 mm. 5. El penetrador debe ser suficientemente rígido, no se debe deformar, ni girar ni moverse lateralmente durante el ensayo. Su cabeza debe ser esférica ( 20 0.05 mm) y solo esta porción del penetrador debe hacer contacto con la probeta. 6. El penetrador debe moverse en dirección axial perpendicularmente a la superficie de la probeta. 7. La superficie del penetrador debe estar pulida (Ra 4) y tener una dureza de al menos 62 HRC. Probetas: de acuerdo al estándar. 1. Deben ensayarse al menos 3 probetas. 2. Las probetas pueden ser rectangulares o circulares, su diámetro o anchura mínimo es de 90mm. Utilice el pie de rey para comprobar esta medida. 3. El método se aplica solo a espesores desde 0.2 a 2.0 mm. Esta dimensión se mide con ayuda del micrómetro. El autor plantea que la lubricación afecta considerablemente y de manera directa el resultado por lo que se debe usar grasa sólida de origen mineral, se lubrica solo el punzón para este caso. No es recomendable lubricar las superficies del dado ni de la tuerca de retención, ya que puede ocurrir flujo del metal hacia zonas de embutido. La superficie de la probeta no debe ser alterada mecánica ni químicamente. Se debe establecer una velocidad de penetración que debe estar entre 0.8 y 0.40 mm/s. Luego el ensayo termina cuando aparece la primera grieta o fractura en la cima de la copa, si dicha falla ocurre en la base de la copa, este resultado no debe ser considerado. 1.5.- Método integral para la determinación y valoración de la formabilidad de chapas metálicas. Los métodos de ensayos para estudiar las deformaciones y propiedades en los materiales avanzan según las exigencias de la ciencia, la técnica y las demandas sociales. Es imposible el análisis y compresión de la capacidad límite de deformación de la chapa metálica sin estudiar la distribución combinada de la deformación y su curso durante el proceso de trabajo. En la actualidad existe gran variedad de ensayos, procedimientos y métodos para valorar las propiedades mecánicas y el comportamiento de un material frente a las fuerzas de deformación. La fundamentación del método de control inicial de los materiales está basada en la predicción del comportamiento de la formabilidad de los materiales evaluando el factor de endurecimiento(n), el índice de anisotropía(R) y la relación de embutición ( ).. 13.
(29) Capítulo I: Estado actual de los diferentes ensayos para caracterizar las propiedades de los materiales en los procesos de conformación de chapas metálicas. El factor de endurecimiento está asociado a la cantidad de deformación que puede soportar un material antes que ocurra su agrietamiento. El factor de anisotropía relaciona las deformaciones en el ancho y espesor del material. La relación de embutición se puede vincular a la cantidad de pasos necesarios para embutir una pieza determinada. El método de trabajo que define las particularidades del procedimiento experimental está basado en la relación empírica de endurecimiento formulada por Marciniak de la forma.. K E0 E n. (1.1). donde:. : es la tensión real efectiva (Pa), K: constante de resistencia del material (Pa), Eo: valor de la pre deformación, E: valor real de la deformación, n: el coeficiente de endurecimiento por deformación. A continuación se procede según el orden siguiente: 1. Determinación de la dirección del fibrado cristalográfico del material y selección de las formas y dimensiones de las probetas. 2. Control de las dimensiones iniciales de las probetas: ancho (bo), espesor (so), longitud (lo), y área (Ao). 3. Cargar la muestra progresivamente hasta la rotura y controlar las dimensiones geométricas finales de las probetas su, lu, bu, Au, la tensión de rotura (∆r) y la tensión de fluencia (∆f). 4. Calcular para cada probeta, promediando los valores resultantes, los parámetros siguientes:. ni ln. A0i Aui. (1.2). 14.
(30) Capítulo I: Estado actual de los diferentes ensayos para caracterizar las propiedades de los materiales en los procesos de conformación de chapas metálicas.. Ri . lnbui / b0i lnsui / soi . ln . 1 1 . (1.3). R 1 2. K u e / n. (1.4). n (1.5). A continuación se muestra un procedimiento general de trabajo para la determinación y evaluación de los índices de formabilidad en las chapas metálicas según. [15]. Figura 1.6: Esquema general de trabajo para la valoración integral de la formabilidad en las chapas metálicas, adaptado de[15].. 15.
(31) Capítulo I: Estado actual de los diferentes ensayos para caracterizar las propiedades de los materiales en los procesos de conformación de chapas metálicas. El autor recomienda que los materiales que poseen un alto coeficiente de endurecimiento y valores altos de anisotropía se comportaran mejor durante la conformación y aceptará mayor deformación antes de la estricción localizada. Al contrario de lo mencionado anteriormente para las operaciones de estirado y en aquellas donde se requieran disminuciones apreciables del espesor es aconsejable seleccionar los materiales con los menores valores de anisotropía(A). Para los procesos de embutido y estirado la relación entre el factor de endurecimiento(n) por la anisotropía(A) es de gran importancia ya que mientras mayor sea este valor, el comportamiento del material será mejor en esta clase de trabajos. 1.6.- Determinación de la resistencia a la conformación Kf Los objetivos de este ensayo principalmente son determinar mediante un ensayo a tracción la curva de fluencia de un material, además de la influencia del grado de conformación y el tipo de material. Para este ensayo se deben usar probetas planas, también instrumentos para medir deformaciones lineales (pie de rey, micrómetro). Fundamentos teóricos del experimento Mediante el ensayo de tracción de un material dado es posible obtener la curva tensión deformación cuya representación se muestra en la figura # 1.7 (a). Figura # 1.7: Curva de tensión deformación a- Curva tensión deformación b- Curva de fluencia. 16.
(32) Capítulo I: Estado actual de los diferentes ensayos para caracterizar las propiedades de los materiales en los procesos de conformación de chapas metálicas. En este gráfico aparecen superpuestas la curva convencional, en la cual las tensiones se calculan referidas al área inicial Ao, y la curva real en la cual las tensiones están referidas al área real A, en cada momento del ensayo. Dentro de esta curva se distinguen dos zonas, la primera por debajo del valor de f donde son elásticas y la otra por encima de f , correspondiente a las deformaciones plásticas. La curva de fluencia abarca parte de esta segunda zona, específicamente abarca la zona comprendida entre los puntos 1 y 2, por encima del punto 2 aparece la formación del cuello en la probeta y entonces deja de existir el estado tensional lineal en la misma, la curva de fluencia aparece representada en la figura 1.7b: como puede apreciarse en esta gráfica la abscisa está dada por el grado de conformación.. g ln. h0 h1. (1.6). La tensión de fluencia se define para un estado tensional lineal y depende del material, el grado de conformación, la velocidad de conformación y la temperatura. En los procesos de conformación en frío la influencia mayor sobre K f la tiene g por lo que la curva de fluencia que se pretende obtener a partir de los resultados del experimento sería en función de g . Cálculo de las tensiones y las deformaciones para construir la curva de fluencia.. 1 l , 2 3 0 l f . l1 P ln g l , l0 A. (1.7). De la invariabilidad de volumen se tiene que:. A1 A0. l0 l1. (1.8). También l puede ser calculado en función de l de la siguiente forma. 17.
(33) Capítulo I: Estado actual de los diferentes ensayos para caracterizar las propiedades de los materiales en los procesos de conformación de chapas metálicas.. l . l1 l0 l0. ,. (1.9). d . d1 d 0 d0. (1.10). ln d ln d 1. (1.11). l l0 1 l ,. (1.12). d1 d 1 d0. (1.13). La construcción de la curva de fluencia a través del ensayo de tracción es muy sencilla pero trae desventaja de que solo es válida hasta. g 30% .. Si g 30% se produce el cuello y el método no es confiable. Para estos casos se emplea el ensayo de compresión donde se puede obtener un grado de conformación mayor. 2do método. Otro método de calcular los parámetros de la curva es el método de aproximación con una función de potencia Según este método la curva de fluencia puede ser determinada por la expresión siguiente:. f C g n f. A A0. A n A C g A0 A0. (1.14). (1.15). Se conoce que:. 18.
(34) Capítulo I: Estado actual de los diferentes ensayos para caracterizar las propiedades de los materiales en los procesos de conformación de chapas metálicas.. A l ln 0 l0 A. g ln. (1.16). De ahí que:. A e g A0. (1.17). Y. C *e. Para. g = max. g. . n. g. la función. (1.18). tiene un valor máximo.. Derivando se tiene. . . d n n 1 C g * e g e g * n g 0 d g (1.19) g. C e. C e. n n 1. n. g. g. * g. g. n 1. 0. n 0 g. De ahí que. n max ln(1 maz ). max ln. (1.20). lmax A ln 0 l0 Amin. Para hallar C se toma en cuenta que para. (1.21). max , u. 19.
(35) Capítulo I: Estado actual de los diferentes ensayos para caracterizar las propiedades de los materiales en los procesos de conformación de chapas metálicas.. C. C. e. g. * g. (1.22). n. u. n e max * max. u * e C n max. max. e u n n. (1.23). (1.24). De donde la ecuación inicial queda: n. e u * g n n. n max ln 1 max . (1.25). (1.26). Y de esta forma pueden ser obtenidas las magnitudes de la curva de fluencia, “n” se conoce como exponente de aumento de la resistencia y tiene un valor característico para cada material. Observe que n puede ser calculado en función del % de alargamiento. Si la curva de fluencia se construye tomando una escala log-log log f log g la ecuación.. f C * gn. (1.27). Quedaría como:. log f n * log g log C. (1.28). Que no es más que la ecuación de una recta, para el trazado de la misma se requieren dos puntos o bien un punto y la inclinación de la recta. 20.
(36) Capítulo I: Estado actual de los diferentes ensayos para caracterizar las propiedades de los materiales en los procesos de conformación de chapas metálicas.. tg n max En este caso se conoce el punto correspondiente a la deformación máxima:. max y u . f max A. (1.29). Y además conocemos pues:. tg max. (1.30). Esta función es válida para los aceros de construcción, o con poca aleación. También para el aluminio y sus aleaciones. Los materiales para el ensayo no pueden haber sido sometidos a procesos de endurecimiento o tratamientos térmicos. Equipamiento utilizado Para la realización de este ensayo se emplea la máquina universal de ensayos mecánicos de fabricación española ZD-40. Tipo de probeta empleada Para el ensayo se emplean probetas planas de la forma mostrada en la figura 1.8.. Figura 1.8: Probeta de ensayo.. 21.
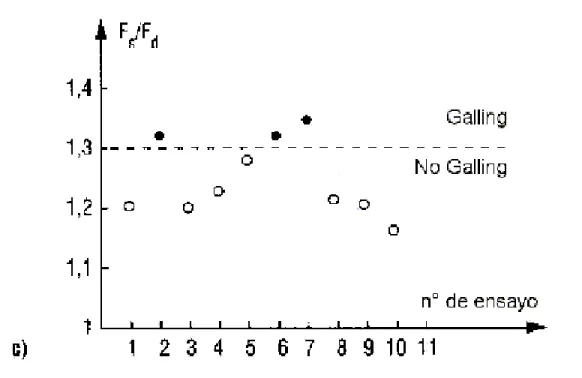
(37) Capítulo I: Estado actual de los diferentes ensayos para caracterizar las propiedades de los materiales en los procesos de conformación de chapas metálicas. Las dimensiones de la misma se seleccionan de acuerdo a las normas internacionales. También puede emplearse probetas cilíndricas del tipo establecido en la norma cubana NC 4.08.67. 1.7.- Determinación del coeficiente de fricción en chapas de embutido profundo. En las operaciones de conformado de chapas metálicas, el material es obligado a deslizarse sobre el herramental, y las condiciones en que tiene lugar este deslizamiento son importantes por cuanto: [15] Definen la magnitud de las fuerzas y por lo tanto de las energías puestas en juego en el proceso. Influyen en la calidad superficial de la pieza obtenida. Son responsables del éxito o del fracaso de la operación por cuanto fuerzas excesivas del punzón pueden conducir a roturas de la chapa, o bien una relación diferente entre embutido y estirado puede no dar lugar a la obtención de una pieza final con las características de forma o mecánicas deseadas. Incide en la vida útil del herramental usado en el proceso de conformado. Por la importancia del tema, se han desarrollado numerosos ensayos para analizar las condiciones en que deslizan las chapas sobre el herramental [11] Mediante los mismos se pretende: Determinar el coeficiente de roce o fricción. Uno de los ensayos propuestos para el estudio señalado es el que se conoce como “Ensayo Inland”. [1, 12]. En el mismo se utiliza un herramental compuesto por una placa plana y una herramienta de perfil circular, entre las cuales se hace pasar una chapa recubierta con el lubricante cuyo comportamiento se quiere analizar. Ver Figura 1.9.. 22.
(38) Capítulo I: Estado actual de los diferentes ensayos para caracterizar las propiedades de los materiales en los procesos de conformación de chapas metálicas.. Figura 1.9: El ensayo Inland. a) Geometría, b) variación de la fuerza de roce al comienzo del ensayo, c) Relación entre el cociente de las fuerzas de roce y la aparición de daño superficial (“galling”) para diferentes presiones de contacto. La chapa es apretada entre las placas con una fuerza N, y se hace deslizar mediante la aplicación de una fuerza F. El coeficiente de roce se determina con la expresión. . F 2* N. (1.31). Una variante de este ensayo lo constituye la especificación D31 1738/-A de la Compañía Rénault [10]. En la misma se estipulan, entre otras, las condiciones en que se debe realizar el ensayo, el radio de la herramienta de perfil circular (10 mm), la fuerza normal de sujeción N (500 N), y la velocidad de deslizamiento de la chapa (20 mm/min). Una característica del ensayo tipo Inland es que las condiciones tratarían de reproducir las presiones usuales de los prensa chapas en las operaciones industriales de conformado, que son del orden de 35 Kgf/cm2. En la especificación Renault mencionada, estas presiones son mayores, con lo que las condiciones del ensayo se vuelven más críticas. Los ensayos se llevaron a cabo sobre dos chapas de acero de bajo carbono, como lubricantes se usaron dos tipos de aceite y película de polietileno. Los aceites empleados fueron: TSD 996 recomendado para ensayo SWIFT y Prelube ANTICORIT PL 3802 L anticorrosivo con propiedades de estampado.. 23.
(39) Capítulo I: Estado actual de los diferentes ensayos para caracterizar las propiedades de los materiales en los procesos de conformación de chapas metálicas. Los ensayos se llevaron a cabo en un equipo diseñado y construido al efecto en el Laboratorio de Metalurgia y Tecnología Mecánica de la Universidad Nacional del Sur[9]. En todos los casos se realizó primero una pasada única y en otro sitio de la probeta, un conjunto de 10 pasadas por el herramental, registrándose en todos los casos tanto N como F durante el desplazamiento de la chapa. Las carreras de arrastre fueron de aproximadamente 55 mm. El objetivo de realizar dos recorridos diferentes a lo largo de las probetas fue el de retener las características superficiales luego de una pasada en una zona, y a las diez pasadas, en otra. Como resultado se obtuvieron las fuerzas de fricción a lo largo de cada pasada para todos los ensayos. Se calcularon los coeficientes de fricción dinámicos para cada pasada y tipo de lubricante y se levantaron gráficos que se muestran en la Figura # 1.10 en el anexo para la chapa A y en la Figura # 1.11 en el anexo para la chapa B. Los coeficientes de fricción se calcularon para las condiciones de fuerzas existentes a los 50 mm de desplazamiento de la chapa, de acuerdo con la especificación Rénault citada. Los valores de µ obtenidos son concordantes con otros trabajos similares[11]. Hay ruidos en los registros de fuerza de arrastre correspondientes a los ensayos de la chapa A con respecto a la B cuando se lubricó con polietileno y con aceite TSD 996, pero no tanto en la lubricada con Prelube. El autor plantea que este ensayo es de gran importancia, y se debe tomar en cuenta para los procesos de conformado ya que se pueden determinar las fuerzas de fricción y su influencia en dichos procesos. Conociendo la necesidad de utilizar lubricantes específicos para reducir el roce entre ambas partes que en este caso sería entre el material a embutir y el punzón, y entre el material y la matriz. 1.8.- Conclusiones Parciales. 1. En este capítulo se realizó la caracterización de los diferentes materiales que se usan en los procesos de conformado. Se efectuó una búsqueda de las principales propiedades tanto físicas como mecánicas de los materiales. 2. Se pudo comprobar la eficacia de los ensayos llegando a conclusiones concretas de la importancia que tienen estos para los diferentes procesos. Se planteó como medir la variación de lubricidad en desplazamientos reiterados de las superficies, lo que permite determinar grados de calidades de lubricantes para conformado de chapas. Existiendo comportamientos diferenciados de un mismo lubricante sobre chapas de diferentes características, cuyo estudio es necesario profundizar. 3. Se desarrolló una revisión bibliográfica sobre los procesos de conformado de metales dándose a conocer las diferentes variables que el mismo posee y cómo influyen estas en el resultado a obtener. Dando a conocer diferentes procesos donde se explica brevemente en qué consiste cada uno, además de las principales características de los materiales correctos para cada proceso.. 24.
(40) 24.
(41) Capítulo II: Ensayo de tracción para la determinación del comportamiento plástico del material 2.1.-Características del ensayo de tracción. Los materiales metálicos son muy usados en el mundo actual, su uso varia en dependencia de las condiciones existentes. Mayormente estos se emplean con fines estructurales, los cuales deben responder a determinadas situaciones mecánicas de forma adecuada y a diferentes condiciones de trabajos lo que significa no fallar en servicio. En muchos casos lo que limita la vida útil de un componente no es su fractura, si no que puede ser debido a cierto grado de desgaste o el desarrollo de grietas. Estas posibilidades aumentan más cuando se conoce el régimen de trabajo y solicitaciones mecánicas que deben ser soportadas. A todo lo expuesto anteriormente, hay que añadir que surgen otras etapas de la vida de una pieza como, por ejemplo, su conformación. En varios procesos de fabricación se le confiere forma a los productos metálicos por deformación plástica. Para determinar cuáles son las condiciones óptimas de trabajo es necesario conocer la relación entre los esfuerzos que se aplican y las deformaciones que se producen y cuál es la máxima deformación que admite el material sin llegar a romper. Para determinar estos esfuerzos y el comportamiento de los materiales, se realizan varios ensayos. Ente ellos se encuentran el ensayo de tracción que permite caracterizar el comportamiento mecánico de un material dado, permitiendo obtener información sobre la capacidad máxima de un material para soportar la acción de cargas estáticas o que varían lentamente en el tiempo. El ensayo se realiza alargando una probeta de geometría normalizada, ésta es colocada entra las mordazas de una máquina diseñada con este fin, se le aplican cargas variables, determinando así varios parámetros como la variación de la longitud, espesor, ancho etc. . Requerimientos para probetas de ensayo.. Existen requerimientos fundamentales y ciertas formas de probeta que se usan para tipos particulares de ensayo. La sección transversal de la probeta puede ser redonda, cuadrada o rectangular. Para láminas y placas se emplea una probeta plana, y para piezas de suficiente grosor se usa habitualmente una probeta redonda. La porción central de la probeta es usualmente, pero no siempre, de sección menor que los extremos con el objetivo de que el fallo ocurra en una sección donde los esfuerzos no resulten afectados por el dispositivo de sujeción. Este tramo se define como la zona de trabajo en donde ocurren las principales deformaciones y variaciones.. 25.
(42) Capítulo II: Ensayo de tracción para la determinación del comportamiento plástico del material La figura 2.1 muestra el esquema de análisis general previsto para el capítulo.. Figura 2.1: Esquema general de estudio para el desarrollo del capítulo. . Propiedades más importantes que se pueden medir en la curva tensión deformación:. . Modulo elástico o módulo de Young, E.. Este da la información del comportamiento elástico del material, que generalmente es recto y ocurre en el tramo inicial de la curva, es decir la relación entre esfuerzos y deformaciones cuando estas son recuperables. La pendiente del tramo inicial de la curva es una medida de rigidez del material. De dos piezas con la misma geometría, sometidas a las mismas solicitaciones mecánicas y fabricadas con diferentes materiales que trabajen dentro de la zona elástica, aquella con mayor módulo será la que presente menores deformaciones.. 26.
(43) Capítulo II: Ensayo de tracción para la determinación del comportamiento plástico del material . El límite elástico.. No es más que la tensión mínima que hay que aplicar para que aparezcan deformaciones permanentes en el material. Se define el límite elástico como el esfuerzo necesario para provocar una deformación plástica. Esta propiedad tiene gran importancia en las prestaciones mecánicas, porque en la mayoría de las ocasiones, las piezas se calculan para que no sufran deformaciones permanentes en servicio, es decir que debe garantizar que las tensiones que actúan cuando la pieza trabaja no supere el límite elástico. . La resistencia a la tracción, Rm.. Coincide con el valor máximo del esfuerzo y es la tensión que hay que aplicar para que se produzca la rotura de la probeta en las condiciones del ensayo. Mientras la tensión aplicada es menor Rm, la deformación es uniforme, pero cuando alcanza esta tensión comienza a producirse un cuello en la probeta. Seguidamente comienza una reducción localizada que hace que la tensión que actúa en esa sección crezca localmente lo que provoca un nuevo alargamiento en la zona del cuello con la consiguiente caída de la tensión nominal. Esto continúa hasta que la sección no es capaz de soportar más deformaciones y se produce la rotura. Las dimensiones de la probeta a ensayar son las siguientes. Dimensiones de la probeta por la norma NC. 04.08.67.. 27.
(44) Capítulo II: Ensayo de tracción para la determinación del comportamiento plástico del material. Figura 2.2: Vista real de la probeta.. Figura 2.3: Vista real de la probeta ensayada. 2.2.- Características del material: El AISI-304 pertenece al grupo de metales no ferrosos, por lo que es un acero inoxidable. Este presenta una elevada ductilidad, por lo que su contenido de carbono es bajo aumentando así su amplio uso en la industria en la fabricación de utensilios de disímiles formas. Puede ser fácilmente trabajado en frío (doblado, cilindrado, embutido profundo, etc.). Sin embargo, el alto grado de endurecimiento que alcanza por trabajo en frío, comparado con aceros de baja aleación, hacen requerir mayores esfuerzos para su proceso de conformado. Propiedades químicas del material. Material AISI-304. C 0.06. Cr 17.2. Mn 0.9. Ni 8.5. Mo 0.4. V 0.15. Tabla 2.1: Propiedades químicas del material.. 28.
(45) Capítulo II: Ensayo de tracción para la determinación del comportamiento plástico del material Propiedades mecánicas del material. Propiedades. Valor. Módulo de elasticidad. 1.9e+011 N/m^2. Radio de poisson. 0.29. Módulo cortante. 7.5e+010 N/m^2. Densidad de masa. 8000 kg/m^3. resistencia a la tracción. 5.1702e+008 N/m^2. límite de elasticidad. 2.0681e+008 N/m^2. Coeficiente de dilatación térmico. 1.8e-005 /Kelvin. Conductividad térmica. 16 W/(m K). Calor específico. 500 J/(kg K). Tabla 2.2: Propiedades mecánicas del material Para el desarrollo de este trabajo se realizó el ensayo de tracción de forma experimental en un laboratorio. Para ello se usó una máquina destinada a este fin, marca IberStar Ly18100 de fabricación española.. Figura 2.4: Máquina utilizada para el ensayo de tracción.. 29.
(46) Capítulo II: Ensayo de tracción para la determinación del comportamiento plástico del material Se realizó el ensayo para 8 probetas, las cuales están normadas según la norma cubana NC 04.08.67. Debido a los objetivos de este trabajo se predefinió diferentes direcciones del material a nivel estructural para luego analizar el comportamiento de este con respecto a la anisotropía. De las 8 probetas ensayadas se tomaron dos probetas para cada dirección pre establecidas por el autor, las cuales son 0 grados, 45 y 90. Luego de obtener las dimensiones finales de estas, después de haberlas ensayado se obtuvo un promedio de las mismas para cada dirección. Para realizar los cálculos de n, β y R es necesario conocer las dimensiones iniciales y finales las cuales se mostraran en la tabla 2.3. Probetas.. l0. b0. S0. l1. b1. S1. 1. 180.1. 20.1. 0.803. 220.2. 15.7.. 0.757. 2. 181.5. 20.1. 0.76. 217.7. 15.7. 0.724. 3. 180.1. 20.1. 0.806. 218.8. 15.8. 0.77. 4. 181.2. 20.3. 0.91. 218.8. 15.8. 0.723. 5 6. 181.2 180.3. 20.3 20.2. 0.82 0.806. 217.9 217.4. 15.6 15.8. 0.737 0.738. 7. 180.9. 20.2. 0.813. 216.3. 15.8. 0.706. 8. 181.4. 20.1. 0.876. 217.6. 15.7. 0.723. Tabla 2.3.-Dimensiones iniciales y finales de las probetas. En las operaciones de conformación de chapas metálicas, en donde algunas zonas están obligadas a no deformarse mientras que en otras son forzadas a adaptarse a una forma determinada, es necesario que el metal pueda deformarse sin que se produzcan deformaciones extremas localizadas. Según [15] dentro de la búsqueda científica sobresalen por su interés teórico y posibilidades de aplicación práctica según las condiciones actuales de la producción de artículos conformados en nuestro país, el índice de anisotropía plástica normal(R), el coeficiente de endurecimiento por deformación (n), y la relación máxima de embutición (β) obtenidos en principio, los dos primeros, del ensayo de tracción bajo carga proporcional.. 30.
(47) Capítulo II: Ensayo de tracción para la determinación del comportamiento plástico del material 2.3.- Coeficiente de endurecimiento (n). El endurecimiento por deformación es un valor específico para cada material, caracterizando el cambio estructural en el material debido a la deformación plástica. Este consiste en determinar la capacidad límite de deformación de la chapa antes de que ocurra la fractura. En la actualidad es raro encontrarlo sobre un valor mayor de 2, mientras más alto sea el valor más capacidad tiene el material de deformarse. Algunos investigadores plantean que el coeficiente de endurecimiento indica el ritmo creciente de la acritud, siendo esta siempre creciente con la deformación. El autor plantea que el alargamiento uniforme es similar al coeficiente de endurecimiento, por lo que mientras mayor sea el valor de n, mayor deformación aceptará el material antes de la estricción. Se puede decir que sobre este parámetro (n) influyen fundamentalmente, 1 la naturaleza de la carga actuante, 2 la velocidad de aplicación de la carga externa, 3 el sistema cristalino al que pertenece el material, 4 la energía de los defectos internos, 5 el tamaño del grano etc. En la figura 2.5 se establece la relación convencional entre la tensión y la deformación para explicar el diferente comportamiento del endurecimiento en los materiales [15].. Figura. 2.5:. Estados genericos en la curva deformacion.(adaptado de [13]). de. endurecimiento. por. Como se muestra en la figura la zona I presenta baja sensibilidad al endurecimiento por deformación, ocurriendo pequeños cambios en la dureza del material. La zona II incrementa la dureza presentando una gran sensibilidad del material al endurecimiento, y la zona III ocurre un incremento de la dureza y un descenso de la sensibilidad al endurecimiento por parte del material.. 31.
(48) Capítulo II: Ensayo de tracción para la determinación del comportamiento plástico del material Seguidamente se explica el procedimiento de cálculo aplicado. Probeta 1.. n ln. A1 A0. (2.1). A1 b1 * S1. A0 b0 * S0. A1 15.7 * 0,757 A1 11.884mm2. A0 20.1 * 0,803 A0 16.140mm2. (2.2). (2.3). Sustituyendo en (2.1) obtenemos.. n ln. 11.884 16.140. n 0.73 Hallado el coeficiente de endurecimiento, se continúan haciendo los mismos cálculos para las probetas restantes, luego de obtener los resultados se promedian los valores entre 1-2, 3-4, 5-6, 7-8,definiendo así las direcciones a tomar en cuenta para los cálculos siguientes, a continuación se muestra la tabla 2.4 con los valores de n para cada probeta. Probeta n n. 1 0.73. 2 0.29 0.51. 3 0.28. 4 0.48. 5 0.37. 0.38. 6 0.33 0.251. 7 0.38. 8 0.70 0.246. Tabla 2.4.-Valores de n para las diferentes probetas. 2.4.- Anisotropía (R). Otro factor a determinar es la anisotropía el cual mide el comportamiento del material en diferentes direcciones a nivel estructural.. 32.
(49) Capítulo II: Ensayo de tracción para la determinación del comportamiento plástico del material El índice de anisotropía plástica (R) es un indicador muy sensible para clasificar el comportamiento de la chapa a conformar. Algunos trabajos anteriores se han desarrollado tratando de demostrar la relación entre las deformaciones en anchura ( b ) y el espesor del material ( s ) y la embutibilidad de la piezas[16-18]. Oehler [19] afirma que el valor promedio de R, interviene también en las ecuaciones que sirven de base para la obtención de la relación límite de embutición en piezas cilíndricas. Un material con valor R=1 es isótropo, mientras que si R›1 o R‹1, el material es anisótropo con respecto al espesor. Cuanto más alto es el valor promedio de R, mejor será la aptitud del material para los trabajos de embutición. Este depende de la orientación dentro del plano de la chapa, dependiendo de la orientación de la medición se obtienen los valores. Ro , R45 y R90 . Los parámetros finales son el valor promedio del coeficiente de anisotropía, Rm y la variación del coeficiente ΔR, definidos como.. Rm R . R . R0 R90 2 R45 4. (2.4). R0 R90 2 R45 2. (2.5). El coeficiente de Anisotropía puede calcularse como: Para la probeta 1.. R. b s. (2.6). donde:. b ln. b0 b1. s ln. S0 S1. (2.7). Representan las deformaciones efectivas reales en el ancho y el espesor inicial. Se requiere un valor alto de R, en correspondencia con una poca reducción del espesor y una mayor deformación en el plano de chapa, por lo que:. 33.
(50) Capítulo II: Ensayo de tracción para la determinación del comportamiento plástico del material. b0 20.1 ln 0.246 b1 R 15.8 S 0.803 0.058 ln 0 ln 0.757 S1 ln. R 4.241 Según [15] escasos autores de los consultados, prestan atención suficiente a la combinación de los índices n y R, pero observaciones hechas por [15] y lo planteado por [20-23], inclinan a considerar que para la obtención de algunas piezas por combinación de operaciones de estirado y embutido, existe relación entre el comportamiento del material y el producto de sus índices nxR. Mientras mayor es la proporción de estirado en una operación en particular, mayor relevancia tendrá la capacidad de endurecimiento del metal. En la práctica se trata de lograr una Rm grande, lo que corresponde a un material que se deforma más fácilmente en su plano, sin reducir mucho su peso, mientras que se trata de lograr una R pequeña, correspondiendo a un material que se deforma de modo homogéneo en el plano, sin formación de arrugas. El valor de R depende también de la orientación dentro del plano. Sustituyendo en (2.4). Rm R . 2.595 1.54 4.74 3.63 4. Rm R 3.126 Sustituyendo en (2.5). R . 2.595 1.54 4.74 3.63 2. R 2.11 A continuación se muestra una tabla con los valores de R para cada probeta donde se promedian estos valores para definir las direcciones a nivel estructural de cada probeta.. 34.
(51) Capítulo II: Ensayo de tracción para la determinación del comportamiento plástico del material Probetas 1 4.241 R R 4.74. 2 5.25. 3 6.15 3.63. 4 1.11. 5 2.47 2.595. 6 2.72. 7 1.78 1.54. 8 1.3. Tabla 2.5.- Valores de anisotropía. 2.5.- Relación máxima de embutido (β). Está asociada a la reducción de diámetros que se puede lograr en una sola embutición. Al embutir un disco de chapa de diámetro D, para formar un cuerpo hueco de diámetro interior d, la relación β=D/d es siempre ›1, pero tiene un límite superior impuesto por la resistencia del material a los esfuerzos de tracción. En condiciones óptimas, no es posible obtener en una sola operación una copa que sea mucho más alta que su diámetro. Muchas veces la deformación alcanzable en un paso no basta para lograr la forma buscada, por lo que al primer paso seguirán otros que irán acercando la pieza a la forma y magnitudes deseadas, lo que significa que la relación máxima de embutición está vinculada con la cantidad de pasos necesarios para alcanzar una forma determinada[15]. La vinculación entre la relación de embutición β y el valor del índice de anisotropía (R) para formas sencillas se establece en [19] según la ecuación: Para la probeta 1se define como:. R 1. ln . 1 1 . ln . 1 4.241 1 1.25 2. 2. (2.7). ln 1.29. 3.6 =4 Dónde:. 0,1 0,3 Coeficiente de fricción. Esta relación varía según el proceso que se realice, y la forma final que se quiera obtener del material, ejemplo de esto:. 35.
(52) Capítulo II: Ensayo de tracción para la determinación del comportamiento plástico del material. . D D0 d1 d p. (2.8). donde.. -es el límite de embutido, D , D0. -diámetro inicial,. d1 - diámetro final, d p -diámetro. del punzón.. También se puede definir como:. lim 2,15 . d1 1000 * S. (2.9). donde. S- espesor chapa. Entonces se puede decir que cuando:. lim Hay que hacer el proceso en varios pasos.. lim. Se hace en un solo paso.. En la siguiente tabla se muestran los valores de β Probetas β β. 1 4. 2 4. 3 4. 4 2. 4. 5 3. 3. 6 3. 7 3. 3. 8 2 2. Tabla 2.6.-Valores de β para las diferentes probetas. A continuación en la tabla 2.7.- se muestran los valores finales de los factores calculados. Probetas.. Dirección. n. β. R. σ(kgf/mm^2) ε. 1. 450. 0.51. 4.74. 4. 195.51. 0.246. 2 3. 450. 0.38 0.35. 3.63 2.595. 3 3. 219.5 248.9. 0,243 0.251. 0.54. 1.54. 2. 254. 0.246. 4. 00 900. Tabla 2.7.-Valores finales del ensayo.. 36.
Figure
![Figura 2.5: Estados genericos en la curva de endurecimiento por deformacion.(adaptado de [13])](https://thumb-us.123doks.com/thumbv2/123dok_es/7318933.451561/47.918.308.624.600.862/figura-genericos-curva-endurecimiento-deformacion-adaptado.webp)
Documento similar
In addition to the requirements set out in Chapter VII MDR, also other MDR requirements should apply to ‘legacy devices’, provided that those requirements
The notified body that issued the AIMDD or MDD certificate may confirm in writing (after having reviewed manufacturer’s description of the (proposed) change) that the
Entre nosotros anda un escritor de cosas de filología, paisano de Costa, que no deja de tener ingenio y garbo; pero cuyas obras tienen de todo menos de ciencia, y aun
E Clamades andaua sienpre sobre el caua- 11o de madera, y en poco tienpo fue tan lexos, que el no sabia en donde estaña; pero el tomo muy gran esfuergo en si, y pensó yendo assi
[r]
SVP, EXECUTIVE CREATIVE DIRECTOR JACK MORTON
Social Media, Email Marketing, Workflows, Smart CTA’s, Video Marketing. Blog, Social Media, SEO, SEM, Mobile Marketing,
o Si dispone en su establecimiento de alguna silla de ruedas Jazz S50 o 708D cuyo nº de serie figura en el anexo 1 de esta nota informativa, consulte la nota de aviso de la
