Diseño de un tanque cónico de decantación de 110 m3 para la empresa Eternit Ecuatoriana
153
0
0
Texto completo
(2) i. DECLARACIÓN. Yo, Henry Paul Guano Valencia, declaro bajo juramento que el trabajo aquí descrito es de mi autoría; que no ha sido previamente presentada para ningún grado o calificación profesional; y, que he consultado las referencias bibliográficas que se incluyen en este documento.. A través de la presente declaración cedo mis derechos de propiedad intelectual correspondientes a este trabajo, a la Escuela Politécnica Nacional, según lo establecido por la Ley de Propiedad Intelectual, por su Reglamento y por la normatividad institucional vigente.. ______________________ Henry Paul Guano Valencia.
(3) ii. CERTIFICACIÓN. Certifico que el presente trabajo fue desarrollado por Henry Paul Guano Valencia, bajo mi supervisión.. ________________________ Ing. Carlos Suntaxi, M.Sc. DIRECTOR DEL PROYECTO.
(4) iii. AGRADECIMIENTOS. A mi familia por enseñarme que el esfuerzo y sacrificio Me pueden llevar a alcanzar grandes metas A la universidad, a la facultad de ingeniería mecánica y a todos los profesores que me han inculcado todos los conocimientos adquiridos. Al Ing. Carlos Suntaxi por su participación en la elaboración de este proyecto..
(5) iv. DEDICATORIA. A mis padres Enrique y Jimena que con su apoyo y sacrificio me han conducido por el camino que me ha llevado a obtener este gran logro. A mis hermanitos Cristian, Andrés y Daniel quienes me dieron su apoyo incondicional a lo largo de toda mi vida. A mis amigos Vicky, Taty, David, Crismen, Robinson, Luis, Ximena, Adry, Pedro, Alexis, Toño, Renato y Jorge por los momentos vividos a lo largo de la carrera..
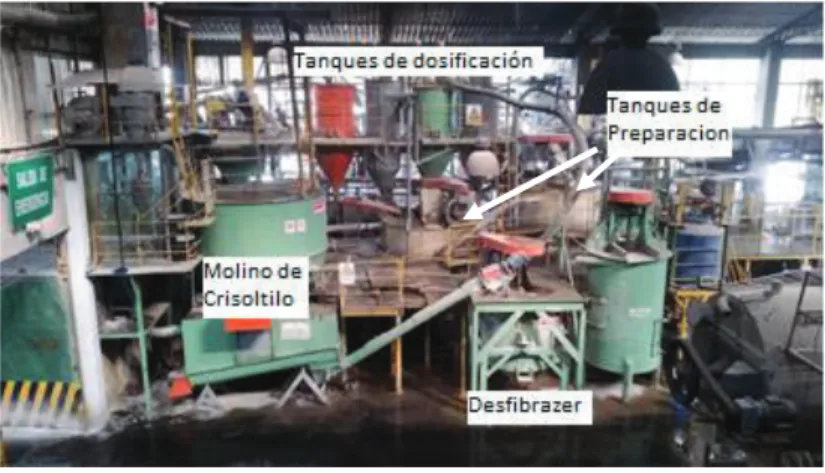
(6) v. CONTENIDO DECLARACIÓN ................................................................................................................... i CERTIFICACIÓN ................................................................................................................. ii DEDICATORIA ................................................................................................................... iv CONTENIDO ........................................................................................................................ v RESUMEN .......................................................................................................................... xv PRESENTACIÓN .............................................................................................................. xvi CAPÍTULO 1 GENERALIDADES ...................................................................................... 1 1.1. Introducción ............................................................................................................ 1. 1.2. Materiales usados en el proceso .............................................................................. 1. 1.2.1. Celulosa (nueva o reciclada) ................................................................................... 2. 1.2.2. Carbonato de calcio ................................................................................................. 2. 1.2.3. Asbesto .................................................................................................................... 2. 1.2.4. Cemento................................................................................................................... 2. 1.2.5. Agua ........................................................................................................................ 3. 1.2.6. Lodos ....................................................................................................................... 3. 1.3. Descripción del proceso de producción .................................................................. 3. 1.3.1. Zona de refinación ................................................................................................... 3. 1.3.1.1 Pulper…................................................................................................................... 4 1.3.1.2 Tanque de almacenamiento de celulosa .................................................................. 4 1.3.1.3 Cortadora de sacos de crisotilo................................................................................ 5 1.3.2. Zona de preparación ................................................................................................ 5. 1.3.2.1 Molino de crisotilo .................................................................................................. 6 1.3.2.2 Tanque de desfibrado .............................................................................................. 6 1.3.2.3 Tanques de dosificación .......................................................................................... 6 1.3.2.4 Tanques de mezclado .............................................................................................. 7.
(7) vi. 1.3.2.5 Tanques de preparación de floculante ..................................................................... 8 1.3.3. Zona de laminación ................................................................................................. 8. 1.3.3.1 El homogenizador.................................................................................................... 9 1.3.3.2 Máquina hastchek o laminadora ............................................................................ 10 1.3.4. Zona de tratamiento de agua y lodos ..................................................................... 11. 1.3.4.1 Los conos de decantación ...................................................................................... 12 1.3.4.2 Tanques de tratamiento de lodos o kronenberg ..................................................... 13 1.3.4.3 El disolvente .......................................................................................................... 13 1.3.4.4 Silos de almacenamiento ....................................................................................... 14 1.3.5. Zona de moldaje .................................................................................................... 14. 1.3.5.1 Pórticos onduladores ............................................................................................. 14 1.4. Descripción del prolema ....................................................................................... 16. 1.5. Solución del problema .......................................................................................... 17. CAPÍTULO 2 DEFINICIÓN Y SELECCIÓN DE ALTERNATIVAS .............................. 19 2.1. Espesadores ........................................................................................................... 19. 2.1.1. Tipos de espesadores ............................................................................................. 19. 2.1.1.1 Espesador convencional ........................................................................................ 19 2.1.1.2 Espesador de alta capacidad .................................................................................. 20 2.1.1.3 Espesador de alta densidad .................................................................................... 20 2.2. Casa de la calidad ................................................................................................. 21. 2.2.1. Voz del usuario ...................................................................................................... 22. 2.2.2. Voz del ingeniero .................................................................................................. 22. 2.2.3. Matriz de la casa de la calidad............................................................................... 23. 2.2.4. Conclusiones de la casa de calidad........................................................................ 23. 2.2.4.1 Capacidad volumétrica .......................................................................................... 23 2.2.4.2 Peso…… ............................................................................................................... 24.
(8) vii. 2.2.4.3 Tiempo de residencia............................................................................................. 24 2.2.4.4 Ergonomía ............................................................................................................. 24 2.2.4.5 Velocidad de agitación .......................................................................................... 24 2.2.5. Especificaciones técnicas ...................................................................................... 25. 2.3. Análisis funcional ................................................................................................. 25. 2.3.1. Desarrollo de la estructura funcional..................................................................... 26. 2.4. Determinación de módulos ................................................................................... 27. 2.5. Solución para cada módulo ................................................................................... 28. 2.5.1. Módulo 1: cuerpo del tanque ................................................................................. 28. 2.5.1.1 Transportar agua al tanque .................................................................................... 28 2.5.1.2 Disminuir la velocidad de entrada ......................................................................... 29 2.5.1.3 Compactar sólidos en suspensión .......................................................................... 29 2.5.1.4 Precipitar sólidos al fondo del tanque ................................................................... 31 2.5.1.5 Rebosar y transportar de agua clara ...................................................................... 31 2.5.1.6 Determinación de alternativas al módulo cuerpo del tanque ................................ 32 2.5.1.7 Evaluación y selección de las alternativas del módulo 1 ...................................... 34 2.5.2. Módulo 2: agitación............................................................................................... 36. 2.5.2.1 Generar fuerza motriz ............................................................................................ 36 2.5.2.2 Transmitir fuerza motriz ........................................................................................ 37 2.5.2.3 Remover sedimentos ............................................................................................. 38 2.5.2.4 Remover espuma ................................................................................................... 38 2.5.2.5 Determinación de alternativas al módulo agitación .............................................. 39 2.5.2.6 Evaluación y selección de las alternativas del módulo 2 ...................................... 42 2.5.3. Accesorios ............................................................................................................. 44. CAPÍTULO 3 DISEÑO Y SELECCIÓN DE ELEMENTOS MECÁNICOS .................... 46 3.1. Cuerpo del tanque ................................................................................................. 46.
(9) viii. 3.1.1. Cálculo de las dimensiones del sedimentador ....................................................... 46. 3.1.1.1 Cálculo de la superficie ......................................................................................... 47 3.1.1.2 Cálculo del volumen .............................................................................................. 47 3.1.2. Dimensión propuesta del tanque ........................................................................... 48. 3.1.3. Determinación de la presión de diseño.................................................................. 49. 3.1.4. Determinación del espesor de la sección cilíndrica............................................... 50. 3.1.4.1 Esfuerzo circunferencial ........................................................................................ 50 3.1.5. Determinación del espesor de la sección cónica11................................................. 51. 3.1.6. Dimensionamiento del vertedero para rebose ....................................................... 52. 3.1.7. Dimensionamiento de la canaleta de rebose.......................................................... 54. 3.1.8. Cono de purga ....................................................................................................... 55. 3.1.8.1 Cálculo de pernos necesarios en la unión .............................................................. 56 3.1.9. Tapa para limpieza ................................................................................................ 61. 3.1.9.1 Cálculo de pernos en la unión tapa - tanque .......................................................... 61 3.2. Mecanismo de agitación ....................................................................................... 63. 3.2.1. Determinación de la fuerza de arrastre .................................................................. 63. 3.2.2. Selección del motoreductor ................................................................................... 66. 3.3. Selección de los piñones ....................................................................................... 67. 3.4. Cálculo del agitador .............................................................................................. 68. 3.5. Cálculo del mecanismo agitador ........................................................................... 71. 3.5.1. Cálculo del eje ....................................................................................................... 72. 3.5.2. Celección de rodamientos ..................................................................................... 76. 3.5.2.1 Capacidad de carga estática ................................................................................... 76 3.5.2.2 Capacidad de carga dinámica ................................................................................ 77 3.6. Determinación del espesor del canal central ......................................................... 79. 3.7. Cálculo de soportes del canal central .................................................................... 80.
(10) ix. 3.8. Simualción del soporte del motoreductor ............................................................. 82. 3.8.1. Simulación de la placa que soporta el motor ......................................................... 82. 3.8.2. Simulación de la estructura que soporta el motor ................................................. 84. 3.9. Cálculo del mezzanine .......................................................................................... 87. 3.10. Cálculo del tanque secundario .............................................................................. 89. 3.11. Cálculo de la estructura del tanque secundario ..................................................... 91. 3.12. Cálculo de la estructura del cono .......................................................................... 93. 3.12.1. Determinación de las cargas .................................................................................. 94. 3.12.1.1 Carga muerta ......................................................................................................... 94 3.12.1.2 Carga viva.............................................................................................................. 94 3.12.1.3 Cargas de viento .................................................................................................... 95 3.12.2. Cálculo de la placa base ........................................................................................ 99. 3.13. Trabajos a realizar ............................................................................................... 101. CAPÍTULO 4 ANÁLISIS DE COSTOS........................................................................... 104 4.1. Costos de elementos normalizados ..................................................................... 104. 4.2. Costo de mano de obra y construcción ............................................................... 104. 4.3. Costo de adecuación y montaje........................................................................... 105. 4.4. Costo de conexión de tuberías ............................................................................ 105. 4.5. Costo de obra civil .............................................................................................. 106. 4.6. Costo total del proyecto ...................................................................................... 106. CAPÍTULO 5 CONCLUSIONES Y RECOMENDACIONES ........................................ 107 5.1. Conclusiones ....................................................................................................... 107. 5.2. Recomendaciones ............................................................................................... 108. BIBLIOGRAFÍA ............................................................................................................... 109 ANEXOS ........................................................................................................................... 111.
(11) x. ÍNDICE DE FIGURAS Figura 1.1. Pulper..................................................................................................... 4 Figura 1.2. (a) Tanque de 20 m3; (b) cortadora de sacos de crisotilo. ............................. 5 Figura 1.3. Zona de preparación................................................................................. 7 Figura 1.4. Tanques de preparación de floculante. ....................................................... 8 Figura 1.5. Homogenizador. .................................................................................... 10 Figura 1.6. Máquina Hatschek o laminadora vista frontal y posterior. .......................... 11 Figura 1.7. Rodillo formador o rodo. ........................................................................ 11 Figura 1.8. Disolvente. ........................................................................................... 13 Figura 1.9. Conos de decantación, Kronenberg; silos de almacenamiento. .................... 14 Figura 1.10. Pórtico ondulador para molde P7. .......................................................... 15 Figura 1.11. (a) Etapa inicial del corte de placa plana; (b) placa cortada. ...................... 16 Figura 1.12. (a) Ondulado de placa; (b) apilado del producto y molde metálico. ........... 16 Figura 1.13. Descripción del proceso de preparación de lámina de fibrocemento. ......... 18 Figura 2.1. Espesador convencional. ........................................................................ 19 Figura 2.2. Esquema de un espesador de alta capacidad.............................................. 20 Figura 2.3. Espesador de alta densidad. .................................................................... 20 Figura 2.4. Clasificación y características de espesadores. .......................................... 21 Figura 2.5. Casa de la calidad. ................................................................................. 23 Figura 2.6. Función global del sistema. .................................................................... 26 Figura 2.7. Nivel 1. ................................................................................................ 26 Figura 2.8. Nivel 2. ................................................................................................ 27 Figura 2.9. Determinación de módulos. .................................................................... 28 Figura 2.10. Alternativa 1 – módulo 1. ..................................................................... 32 Figura 2.11. Alternativa 2 – módulo 1. ..................................................................... 33 Figura 2.12. Alternativa 3 – módulo1. ...................................................................... 33 Figura 2.13. Motoreductor. ..................................................................................... 36 Figura 2.14. Alternativa 1 - módulo 2. ...................................................................... 40 Figura 2.15. Alternativa 2 – módulo 2. ..................................................................... 40 Figura 2.16. Alternativa 3 – módulo 2. ..................................................................... 41 Figura 2.17. Alternativa 4 – módulo 2. ..................................................................... 41 Figura 2.18. (a) Ensamble módulos 1 y 2; (b) conjunto cono de decantación. ............... 45.
(12) xi. Figura 3.1. Dimensiones propuestas del tanque. ........................................................ 49 Figura 3.2. Tapa cónica para tanques a presión. ......................................................... 51 Figura 3.3. Vertedero Triangular. ............................................................................. 53 Figura 3.4. Dimensiones del vertedero triangular. ...................................................... 54 Figura 3.5. Esquema de la canaleta de rebose. ........................................................... 54 Figura 3.6. Cono de purga. ...................................................................................... 56 Figura 3.7. Conexión del cono de purga al cuerpo del tanque. ..................................... 56 Figura 3.8. Esquema de la tapa para limpieza. ........................................................... 61 Figura 3.9. Conexión tapa-cuerpo del tanque............................................................. 61 Figura 3.10. Esquema de la estructura del agitador. ................................................... 65 Figura 3.11. Fuerzas aplicadas en el agitador. ........................................................... 69 Figura 3.12. Simulación del agitador. ....................................................................... 70 Figura 3.13. Diagramas cortante y momento flector del tubo central del agitador. ......... 70 Figura 3.14. Mecanismo agitador. ............................................................................ 71 Figura 3.15. Diagrama de cuerpo libre del eje. .......................................................... 72 Figura 3.16. Diagramas de carga, momentos cortantes y flectores. .............................. 73 Figura 3.17. Esfuerzos que actúan en el eje. .............................................................. 75 Figura 3.18. Circulo de Mohr para el eje. .................................................................. 75 Figura 3.19. Soportes del canal central. .................................................................... 81 Figura 3.20. DLC soporte canal central. ................................................................... 81 Figura 3.21. Diagramas cortante y momento flector. .................................................. 81 Figura 3.22. (a) Soporte motoreductor, (b) DLC placa que soporta el motor. ................ 82 Figura 3.23. Mallado y colocación de fuerzas. ........................................................... 83 Figura 3.24. Esfuerzo de Von Misses. ...................................................................... 83 Figura 3.25. Desplazamientos. ................................................................................. 84 Figura 3.26. Factor de seguridad. ............................................................................. 84 Figura 3.27. Mallado y colocación de cargas. ............................................................ 85 Figura 3.28. Esfuerzo de Von Misses. ...................................................................... 85 Figura 3.29. Desplazamientos. ................................................................................. 86 Figura 3.30. Factor de seguridad. ............................................................................. 86 Figura 3.31. Cargas aplicadas en el mezzanine. ......................................................... 87 Figura 3.32. Simulación del mezzanine. ................................................................... 88 Figura 3.33. Dimensiones y esfuerzos transversales del tanque secundario. .................. 89.
(13) xii. Figura 3.34. Esfuerzos longitudinal y transversal. ...................................................... 90 Figura 3.35. Círculo de Mohr. ................................................................................. 90 Figura 3.36. (a) Carga muerta; (b) carga viva. ........................................................... 93 Figura 3.37. Simulación de la estructura. .................................................................. 93 Figura 3.38. Esquema de la estructura; (a) frontal; (b) lateral; (c) isométrico. ............... 94 Figura 3.39. Cargas aplicadas en la estructura ........................................................... 98 Figura 3.40. Simulación de la estructura del cono. ..................................................... 99 Figura 3.41. Placa base. .......................................................................................... 99 Figura 3.42. Antiguo cono 1 de 60 m3: (a) vista general (b) cimentación. ................... 101 Figura 3.43. Ubicación de nuevos tanques. ............................................................. 102 Figura 3.44. Nuevo circuito de aguas. .................................................................... 103.
(14) xiii. ÍNDICE DE TABLAS. Tabla 2.1. Especificaciones técnicas. ........................................................................ 25 Tabla 2.2. Transportar agua al tanque ....................................................................... 29 Tabla 2.3. Disminuir la velocidad de entrada ............................................................. 30 Tabla 2.4. Compactar sólidos en suspensión.............................................................. 30 Tabla 2.5. Precipitar sólidos al fondo del tanque ........................................................ 31 Tabla 2.6. Rebosar y transportar de agua clara ........................................................... 31 Tabla 2.7. Alternativas al módulo cuerpo del tanque. ................................................. 32 Tabla 2.8. Evaluación de los criterios. ...................................................................... 34 Tabla 2.9. Evaluación del criterio concentración al rebose. ......................................... 35 Tabla 2.10. Evaluación del criterio espacio disponible................................................ 35 Tabla 2.11. Evaluación del criterio mezclado de floculante. ........................................ 35 Tabla 2.12. Evaluación del criterio costo. ................................................................. 35 Tabla 2.13. Selección de prioridades del módulo 1..................................................... 36 Tabla 2.14. Transmitir fuerza motriz ........................................................................ 37 Tabla 2.15. Remover sedimentos ............................................................................. 38 Tabla 2.16. Remover espuma .................................................................................. 38 Tabla 2.17. Alternativas al módulo agitación. ............................................................ 39 Tabla 2.18. Evaluación de los criterios ..................................................................... 42 Tabla 2.19. Evaluación del criterio peso. .................................................................. 43 Tabla 2.20. Evaluación del criterio remoción de sedimento. ........................................ 43 Tabla 2.21. Evaluación del criterio facilidad de mantenimiento. .................................. 43 Tabla 2.22. Evaluación del criterio costo. ................................................................. 43 Tabla 2.23. Selección de prioridades del módulo 2..................................................... 44 Tabla 3.1. Datos experimentales. ............................................................................. 47 Tabla 3.2. Propiedades mecánicas del acero A-36. ..................................................... 50 Tabla 3.3. Cargas aplicadas. .................................................................................... 57 Tabla 3.4. Valores de E y !". .................................................................................. 59. Tabla 3.5. Datos del problema. ................................................................................ 62 Tabla 3.6. Resultados obtenidos. .............................................................................. 63. Tabla 3.7. Valores de carga estática y carga dinámica. ............................................... 79.
(15) xiv. Tabla 3.8. Cargas Aplicadas. ................................................................................... 87 Tabla 3.9. Cargas aplicadas a la estructura del tanque secundario. ............................... 91 Tabla 3.10. Cargas aplicadas en la estructura. ............................................................ 92 Tabla 3.11. Determinación de carga muerta............................................................... 95 Tabla 3.12. Determinación de cargas vivas................................................................ 95. Tabla 3.13. Coeficiente de corrección #. ................................................................... 96. Tabla 3.14. Factor de forma $%. ............................................................................... 97 Tabla 3.15. Coeficiente de entorno/altura Ce. ............................................................ 98 Tabla 4.1. Costo de elementos normalizados. .......................................................... 104 Tabla 4.2. Costo mano de obra y construcción. ........................................................ 104 Tabla 4.3. Costo de adecuación y montaje. .............................................................. 105 Tabla 4.4. Costo de conexión de tuberías. ............................................................... 105 Tabla 4.5. Costo de obra civil. ............................................................................... 106 Tabla 4.6. Costo total del proyecto. ........................................................................ 106.
(16) xv. RESUMEN. El presente proyecto tiene como objetivo diseñar un tanque de decantación de 110 m3 para la empresa Eternit Ecuatoriana, con el fin de obtener agua con una concentración de 0.01 g/l. En el trabajo, se hace el desarrollo de la función de calidad (QFD) que considera las necesidades del cliente y las transforma en especificaciones técnicas. Para la selección de alternativas se utilizó el método ordinal de criterios ponderados que relaciona los parámetros de un producto con las alternativas existentes. Para el cálculo estructural y selección de elementos mecánicos se hizo uso de las normas NEC-2011 y la ASME VIII. La modelación y simulación se realizó con los programas Autodesk Inventor y SAP2000. Como resultado de la revisión realizada, se propone el uso del manual de filtración y separación de Fernando Concha por sus aportes sobre el tema de espesadores y el libro de diseño concurrente de Carles Riba. Se concluye que la incorporación del tanque, aumenta el tiempo de residencia del agua al doble, es decir, 30 minutos, esto garantiza que la velocidad de sedimentación (25 cm/min) es mayor a la velocidad de ascenso de agua clara (15 cm/min) lo que minimiza el arrastre de material particulado a la superficie. Finalmente, se recomienda colocar fondo anticorrosivo que prolongue la vida útil del tanque..
(17) xvi. PRESENTACIÓN. La empresa Eternit Ecuatoriana dispone de cuatro tanques de decantación que sirven para clarificar el agua proveniente del proceso de laminación y reincorporarlo a la producción (pulpeado, mezclado y laminación). El problema radica en la incorporación de agua, proveniente del ultimo tanque de decantación, con una concentración de sólidos disueltos mayor a 1g/l al proceso de mezclado de agua con fibra (celulosa y asbesto), esto ocasiona pérdida de flexibilidad en el producto (placa ondulada, teja residencial y perreras) que se comercializa. Este proyecto tiene como objetivo diseñar un tanque de decantación de 110 m 3 y aumentar la capacidad de tratamiento de agua a 230 m3 para obtener agua con una concentración cercana a 0.01 g/l. El trabajo inicia con la descripción el proceso de fabricación de placa ondulada, se plantea el problema principal y la solución propuesta. A continuación, se encuentra la clasificación de espesadores y su descripción, la casa de la calidad, el análisis funcional, formación de módulos que se utilizan para la caracterización y selección de alternativas. Se procede con el dimensionamiento del tanque con la ayuda de la norma ASME VIII, donde se indica las características y métodos de cálculo para tanques a presión. Se realiza el cálculo de los sistemas mecánicos y, con el uso de la norma NEC-2011 se calcula los elementos estructurales. Finalmente se realizó un análisis de costos de construcción, montaje del equipo y se procedió a redactar las conclusiones y recomendaciones..
(18) 1. 1.CAPÍTULO 1 GENERALIDADES 1.1 INTRODUCCIÓN. Eternit Ecuatoriana es una empresa perteneciente al grupo mexicano Elementia, que se dedica a la fabricación y producción de cubiertas de fibrocemento para el mercado ecuatoriano y tiene presencia en países como Colombia, Perú y Bolivia. Entre los productos que distribuye esta empresa se encuentran cubiertas onduladas (P3, P7 y P10), teja residencial y perreras, todas ellas fabricadas bajo la norma ecuatoriana INEN 1320 garantizando así calidad y durabilidad. Debido a que la visión de la empresa es ser el proveedor preferido para la industria de la construcción, ésta se vio en la necesidad de implementar métodos para mejorar la calidad final del producto que permitan un ahorro de costos a nivel energético, disminución de reclamos, simplificación de procesos, automatización del proceso productivo, entre otros; para abastecer tanto al mercado nacional e internacional, garantizando el sostenimiento de la empresa en el mediano y largo plazo.. 1.2 MATERIALES USADOS EN EL PROCESO Para la fabricación de las cubiertas de fibrocemento se necesitan los siguientes materiales:. ·. Celulosa (nueva o reciclada).. ·. Carbonato de calcio.. ·. Asbesto.. ·. Agua..
(19) 2. ·. Lodos. 1.2.1 CELULOSA (NUEVA O RECICLADA) Este material es obtenido de papel y cartón tanto nuevo como reciclado, es apilado en pacas de 50x50x50 cm y almacenado en su bodega de celulosa donde es pesado y clasificado para su posterior uso.. 1.2.2 CARBONATO DE CALCIO Este material viene en piedra donde es triturado en el molino que lleva su nombre y luego enviado al proceso de preparación.. 1.2.3 ASBESTO Es una fibra natural de origen mineral que le da al producto final las propiedades mecánicas que lo caracterizan, el tipo de asbesto utilizado se denomina crisotilo, su manipulación debe ser adecuada debido a los problemas de salud que éste conlleva, como el cáncer, viene en bloques comprimidos de 50 kg donde se corta y se tritura antes de introducirlo al proceso productivo.. 1.2.4 CEMENTO Este material le da dureza al producto final, es almacenado en 4 silos, dos silos con una capacidad de 300 toneladas del cual se encuentra operativo uno y dos silos con 150 toneladas de capacidad. Este material debe poseer una humedad del 15%, finura máxima de 3800 cm2/g, porcentaje de cal libre de 1.5% y una densidad entre 2.8% y 3.4%, entre otras características que influyen en la producción. El cemento es introducido mediante mecanismo de tornillos sin fin a los tanques ubicados en la zona de preparación..
(20) 3. 1.2.5 AGUA El agua es extraída del pozo a una profundidad aproximada de 50 m mediante una bomba, interviene el en proceso de preparación, laminación y fraguado.. 1.2.6 LODOS Los lodos son generados en el proceso de purga de los tanques de decantación, las fibras contenidas están deterioradas lo que provoca perdida de flexibilidad en el producto final, por lo se almacenan y tratan antes de reutilizarlo en producción.. 1.3 DESCRIPCIÓN DEL PROCESO DE PRODUCCIÓN Todos los materiales nombrados anteriormente son incorporados al proceso productivo que se divide en las siguientes zonas:. ·. Zona de refinación.. ·. Zona de preparación.. ·. Zona de laminación.. ·. Zona de tratamiento de agua y lodos.. ·. Zona de moldaje,. 1.3.1 ZONA DE REFINACIÓN En esta zona es donde se inicia el proceso de fabricación de las placas de fibrocemento, consta de los siguientes elementos:. ·. Pulper.. ·. Tanque de almacenamiento de celulosa..
(21) 4. · 1.3.1.1. Cortador de bloques de crisotilo.. Pulper. El pulper (figura 1.1) es un tanque de 10 m3 de capacidad que se encarga de transformar la celulosa tanto reciclada como virgen en fibras que posteriormente se convierte en pulpa. Para hacer este proceso, el pulper consta de dos subtanques: el superior, que es un tanque de agua que es alimentada del cono 4 de decantación, y el subtanque inferior que recibe pacas de cartón (virgen o reciclado) colocados manualmente para que sean humedecidos con agua del subtanque superior por un tiempo estimado de 5 a 10 minutos. Una vez terminado ese tiempo, por medio de un rotor transforma en fibra el material colocado, y además separa los posibles contaminantes presentes en caso de ser material reciclado.. Figura 1.1. Pulper. (Fuente: Eternit Ecuatoriana,2016). 1.3.1.2. Tanque de almacenamiento de celulosa. Una vez que ha terminado el proceso de refinación y pulpeado de la celulosa, ésta se descarga mediante una bomba de 10 hp de potencia a un tanque de capacidad 20 m3 que se encarga (figura 1.2a), con un agitador de aletas, de mantener la pasta homogénea a medida que se va incorporando al proceso productivo o a su vez mantiene la pasta homogénea cuando la fábrica no se encuentra produciendo. La pasta se puede conservar en el tanque un máximo de 48 horas ya que pasado este.
(22) 5. tiempo la fibra se degrada provocando que el producto final no cumpla con la normativa de calidad.. 1.3.1.3. Cortadora de sacos de crisotilo. Esta máquina (figura 1.2b) se encarga de transportar sacos de crisotilo a una cabina debidamente aislada donde es desfundado y posteriormente separado, de tal manera, que el crisotilo es llevado al molino que lleva su nombre y los sacos son aislados para su limpieza y posterior desecho.. Figura 1.2. (a) Tanque de 20 m3; (b) cortadora de sacos de crisotilo. (Fuente: Eternit Ecuatoriana, 2016). 1.3.2 ZONA DE PREPARACIÓN En esta zona es donde se mezclan los materiales en cantidades adecuadas de acuerdo a una fórmula que provee el departamento de calidad y que es revisado periódicamente para garantizar que el producto cumpla con la normativa. En esta zona se puede encontrar la siguiente maquinaria:. ·. Molino de crisotilo.. ·. Tanque de desfibrado.. ·. Tanques de dosificación.. ·. Tanques de preparación y mezclado..
(23) 6. ·. 1.3.2.1. Tanques de preparación de floculante.. Molino de crisotilo. Luego de que el crisotilo pasa por la cortadora de sacos, este cae en el molino que lleva su nombre (figura 1.5). Es un molino que posee dos partes, la parte superior donde se encuentra un molino de piedras circulares encargado de moler el crisotilo; y la parte inferior donde se ubica la cámara que se encarga mezclar el crisotilo molido con un pequeño porcentaje de desechos generados por la cortadora de sacos, la mezcla resultante se transporta mediante un mecanismo de tornillo sin fin hacia el tanque de desfibrado, el proceso dura aproximadamente 3 minutos de tal manera que la fibra no se degrada.. 1.3.2.2. Tanque de desfibrado. El tanque de desfibrado (figura 1.5), se encarga de mezclar y almacenar el crisotilo molido con agua proveniente del cono 3 de la zona de decantación. Los tiempos de mezclado y las cantidades del material son controlados en la cabina de control en la zona de refinación. Una vez que la mezcla tiene la consistencia adecuada se envía a los tanques de dosificación donde paulatinamente se incorpora a la producción.. 1.3.2.3. Tanques de dosificación. Los tanques de dosificación o dosificadores (figura 1.5), tienen una capacidad de 2.5 m3, se encargan de proveer lodos y fibras a los tanques de mezclado, actualmente se utilizan dos tanques, uno que se encarga de proveer las fibras de crisotilo enviadas del desfibrazer y el otro para proveer lodos. El material contenido en estos tanques es de uso inmediato, ya que la mezcla pierde consistencia con el paso del tiempo, hasta que se debe desechar su contenido..
(24) 7. 1.3.2.4. Tanques de mezclado. Consta de cuatro tanques (figura 1.5): El primero de ellos se denomina IMI, es un tanque con una capacidad de 9 m3, su función es hidratar y mezclar el cemento, carbonato y placas trituradas procedentes de los silos de almacenamiento. La alimentación se realiza mediante un mecanismo de gusano proveniente de los silos de almacenamiento y su cantidad es regulada mediante celdas de carga. A continuación, se deposita agua procedente del cono 1 de la zona de decantación y se inicia con la mezcla. Una vez terminada la fase de hidratación del cemento, todo el contenido se traslada al segundo tanque de mezclado, denominado GEMI 1. Mezcla el contenido del tanque IMI, celulosa, lodo y crisotilo provenientes de los tanques de dosificación, agua de los conos 2 y 3 de la zona de tratamiento de aguas y el contenido procedente del disolutor. Posteriormente el contenido del GEMI 1 se traslada al tanque GEMI 2, el propósito de este tanque es mantener la mezcla uniforme, es decir, que actúa como un tanque pulmón hasta que su contenido sea incorporado paulatinamente al cuarto y último tanque de preparación, denominado tanque de nivel constante o TNC, encargado de suministrar pasta a un caudal constante al homogenizador.. Figura 1.3. Zona de preparación. (Fuente: Eternit Ecuatoriana, 2016).
(25) 8. 1.3.2.5. Tanques de preparación de floculante. El floculante es una sustancia química que compacta los sólidos en suspensión de una mezcla provocando que se precipiten. Su uso es de gran importancia ya que sin éste la celulosa, al ser de baja densidad, no lograría compactarse adecuadamente con la mezcla de cemento-crisotilo dando como resultado que el producto final pierda flexibilidad. Además, ayuda en el proceso de sedimentación de los conos de decantación.. Consta de una tolva que almacena y dosifica floculante granulado; dos tanques, uno para preparar y otro para dosificar floculante procesado. Posteriormente se dosifica de manera constante al homogenizador y al canal ubicado bajo la laminadora para ser enviado hacia los tanques de decantación (figura 1.6).. Figura 1.4. Tanques de preparación de floculante. (Fuente: Eternit Ecuatoriana, 2016). 1.3.3 ZONA DE LAMINACIÓN Esta zona es la encargada de formar láminas de fibrocemento una vez que la pasta ha pasado del tanque de nivel constante (TNC). De esta sección se obtiene un producto en bruto que, de acuerdo a su espesor y al producto final a fabricarse, se enviará a la zona de formación para obtener placas onduladas o planas que requiera el mercado. Esta sección está constituida por los elementos siguientes:.
(26) 9. ·. El homogenizador.. ·. La máquina Hatschek o laminadora.. 1.3.3.1. El Homogenizador. Este tanque (figura 1.7), se encarga de mantener la pasta a una concentración adecuada y dosificar material a la laminadora a un caudal constante. La pasta contenida en el homogenizador procede del tanque de nivel contante (TNC), la punta del cono 1 y el rebose de la laminadora, adicionalmente se coloca floculante en cantidades pequeñas para que la mezcla se compacte apropiadamente y antiespumante para eliminar posibles bolsas de aire que puedan formarse dentro de la mezcla. La alimentación al tanque se la regula mediante válvulas proporcionales y se lo controla mediante un dispositivo para el control de concentraciones o corimas, que se encarga de tomar una muestra del fondo del tanque y determinar, con la ayuda de sensores, la concentración de pasta disuelta en agua, si la concentración de pasta es muy baja se procede a alimentar al homogenizador desde el TNC y el rebose de la laminadora, caso contrario si la concentración es muy alta se procede a suministrar agua desde el cono 1 hasta llegar a los niveles de concentración requerido para la fabricación de las placas de fibrocemento. Finalmente, se procede a suministrar, por gravedad, pasta a la laminadora mediante mangueras de 4 pulgadas, el caudal se controla manualmente con válvulas de cuchilla que el operario abre o cierra dependiendo de los espesores que obtiene en la laminadora, de esta manera se garantiza que la pasta no se fragüe dentro de las mangueras, las tapen y paren la producción para cambiarlas nuevamente..
(27) 10. Figura 1.5. Homogenizador. (Fuente: Eternit Ecuatoriana, 2016). 1.3.3.2. Máquina Hastchek o laminadora. La máquina Hatschek o laminadora (figura 1.8) se encarga de convertir la pasta procedente del homogenizador en lámina de fibrocemento. Está formada por 5 cajones o cubas, rodillos exprimidores, cajas de vacío, el fieltro, rodillo formador o rodo. El principio de funcionamiento de una máquina Hatschek es por filtración, debido a que dentro de cada cuba existe un tamiz cilíndrico envuelto en una malla extrafina que adhiere una capa de material sólido a lo largo de su superficie y el exceso de agua se deposita en el interior del tamiz, esta agua se drena al canal ubicado bajo la máquina y se envía a los tanques de decantación con la ayuda de una bomba. Dentro de cada cuba también existen un orientador que se encarga de distribuir la fibra a lo largo del tamiz de una manera homogénea y dos batidores que ayudan a mantener la concentración de la mezcla, ayudan al proceso de filtrado y controlan los espesores de la lámina. El material particulado formado por fibra y cemento adherido a la superficie del tamiz es transferido al fieltro mediante contacto directo con la ayuda de los rodillos exprimidores, el exceso de agua que existe entre el material particulado y el fieltro es retirado mediante succión por cajas de vacío..
(28) 11. Figura 1.6. Máquina Hatschek o laminadora vista frontal y posterior. (Fuente: Eternit Ecuatoriana, 2016). La lámina que se adhiere al fieltro es transportada hacia el rodillo formador o rodo (figura 1.9), es un cilindro hueco con superficie metalizada cuya función es adherir capas de pasta a la superficie del rodo en cada giro mediante contacto directo. Dependiendo del producto a obtener se controla el espesor por medio de un contador de vueltas obteniendo un producto de 6 mm en un total de 4 vueltas, se procede a separar la lámina, el operario verifica manualmente el espesor, controla que no exista separación de las subcapas y procede a enviar el producto a la zona de formación.. Figura 1.7. Rodillo formador o rodo. (Fuente: Eternit Ecuatoriana, 2016). 1.3.4 ZONA DE TRATAMIENTO DE AGUA Y LODOS Esta zona es la encargada de proveer agua y lodos a los tanques de preparación y dosificación en distintos niveles de concentración según se requiera, además.
(29) 12. provee agua limpia para la limpieza del fieltro en la laminadora. En esta zona se encuentra los siguientes componentes:. ·. Los conos de decantación.. ·. Tanques de tratamiento de lodos o Kronenberg.. ·. El disolvente.. ·. Silos de almacenamiento.. 1.3.4.1. Los conos de decantación. Los conos de decantación (figura 1.11), se encargan de reincorporar la mezcla agua-fibrocemento, no aprovechado por la laminadora al proceso productivo, provee agua a las bombas de regaderas para limpieza del fieltro y limpieza general de la planta. La empresa posee en total 4 conos de decantación uno de 60 m3 y tres de 30 m3, se transfieren agua entre ellos mediante rebose y proveen agua a diversas zonas del proceso productivo dependiendo de la concentración que posee cada cono. El cono 1, de 60 m3, al tener la mayor concentración de solidos disueltos en agua se encarga de dosificar al homogenizador, al disolutor y al IMI. Para evitar que el fondo del tanque se fragüe y se tape, su purga se realiza cada 20 minutos a la piscina de lodos ubicada en la parte inferior del cono. Su alimentación se realiza con agua procedente del canal bajo la laminadora y se coloca floculante para facilitar la sedimentación y decantación del cono. El cono 2 se encarga de proveer agua al tanque de preparación GEMI 1, por una tubería de 6” y otra de 4”, la cantidad de agua que se dosifica es controlada por tiempo mediante válvulas proporcionales..
(30) 13. El cono 3, de 30 m3, provee agua al tanque desfibrazer que mezcla agua con crisotilo. Finalmente, el cono 4 provee agua al tanque al pulper y las bombas para limpieza del fieltro.. 1.3.4.2. Tanques de tratamiento de lodos o Kronenberg. La empresa posee 3 tanques de tratamiento de lodos (figura 1.11), estos se encargan de reincorporar la purga de los conos de decantación al proceso productivo, se denominan lodos debido a que la fibra está degradada y su vinculación al proceso productivo debe ser controlada, caso contrario el producto no puede cumplir con los parámetros de calidad.. 1.3.4.3. El disolvente. Se encarga del aprovechamiento de fibra y cemento que se ha fraguado o endurecido en la piscina de lodos. La alimentación a este tanque se la realiza manualmente con material endurecido y agua del cono 3, su producto contiene fibra degradada por lo que se envía a los tanques de tratamiento de lodos antes de incorporarlo a la producción (figura 1.10).. Figura 1.8. Disolvente. (Fuente: Eternit Ecuatoriana, 2016).
(31) 14. 1.3.4.4. Silos de almacenamiento. En esta sección se encuentran los silos de almacenamiento de cemento, la empresa posee 4. Además, se encuentran los silos de almacenamiento de carbonato de calcio y de placas trituradas o recupero seco. Estos silos proveen material al tanque de preparación IMI mediante un mecanismo de tronillo sin fin de tratamiento de lodos (figura 1.11).. Figura 1.9. Conos de decantación, Kronenberg; silos de almacenamiento. (Fuente: Eternit Ecuatoriana, 2016). 1.3.5 ZONA DE MOLDAJE Esta zona es la encargada de dar forma a la placa plana que sale del rodo formador al final de la laminadora, en placa ondulada. Además, se encarga de apilar los moldes salidos de la cámara de fraguado. Este proceso se lo realiza manual y automáticamente gracias a los siguientes componentes:. ·. Pórticos onduladores.. ·. Disolutor.. 1.3.5.1. Pórticos onduladores.
(32) 15. Los pórticos (figura 1.12), son mecanismos que se encargan de transformar la placa plana en placa ondulada. La empresa consta de tres pórticos; el primero se encarga de cortar y separar placa plana para que los operarios apilen y transporten a la zona de moldeado manual, el segundo y el tercer pórtico son para moldeado de ardex (P3) y molde P7 respectivamente.. Figura 1.10. Pórtico ondulador para molde P7. (Fuente: Eternit Ecuatoriana, 2016). Cada pórtico consta de una secuencia de tres pasos que son: a) Corte y traslado: Posee 3 ventosas; para placa plana, ondulada y molde metálico. El vacío que generan las ventosas son realizados por un sistema centralizado de succión ubicado a un costado de las bandas transportadoras. El corte se realiza simultáneamente, mientras la ventosa se desplaza a recoger la placa plana y transportarla al banco ondulador, unas cuchillas ancladas en su lateral realizan el corte en sección transversal (figura 1.13). b) Ondulado: Consta de un banco ondulador mecánico que transforma la placa plana en ondulada. (figura 1.14a). c) Apilado: Consiste en colocar una placa ondulada proveniente del banco ondulador sobre otra, separados entre sí por un molde metálico previamente lubricado proveniente del proceso de desmoldaje. Se apilan sobre plataformas que mantienen la altura relativa constante entre el nivel superior del último molde colocado y el nivel inferior de la ventosa (figura 1.14b)..
(33) 16. El proceso de corte, ondulado y apilado se lo realiza automáticamente, mientras que el transporte de placas apiladas a las cámaras de fraguado se realiza manualmente.. Figura 1.11. (a) Etapa inicial del corte de placa plana; (b) placa cortada. (Fuente: Eternit Ecuatoriana, 2016). Figura 1.12. (a) Ondulado de placa; (b) apilado del producto y molde metálico. (Fuente: Eternit Ecuatoriana, 2016).. 1.4 DESCRIPCIÓN DEL PROLEMA El principal problema se centra en el espesor del producto final, una revisión de control muestra que existen zonas más gruesas que en otras, provocando que la cubierta se fisure en las zonas donde existe cambio de espesor. También existe el problema de separación de subcapas cuando la lámina pasa por el rodillo formador o rodo, debido a que las cajas de vacío no absorben la cantidad adecuada de humedad de la lámina, ocasionando el aumento de desperdicios y perdida de la cadencia en la producción. Finalmente, se encontró que las fibras de crisotilo y celulosa no se abren adecuadamente debido a la alta presencia de lodos en el fondo del tanque que los contiene, esto provoca pérdida de flexibilidad del producto.
(34) 17. final, adición de una mayor cantidad de cemento a la fórmula de preparación para compensar esa disminución de flexibilidad aumentando la dureza y fragilidad del producto terminado.. 1.5 SOLUCIÓN DEL PROBLEMA Para evitar todos estos inconvenientes es necesario la incorporación de un nuevo tanque de decantación que permita obtener agua con una concentración de sólidos disueltos en agua inferior al 0.01 g/l al final del cono 4, mejore el tiempo de residencia del agua al pasar de un tanque de decantación a otro, incremente el volumen de líquido disponible para futuras ampliaciones de la empresa, permita un aumento de la producción evitando la existencia de cuellos de botella que ralenticen el proceso, evite la adición de impurezas al proceso de pulpeado y elimine el taponamiento del sistema de regaderas para limpieza de fieltro y lavado de tamices. Además de la adición del tanque de decantación es necesaria una redistribución del circuito de alimentación de agua en todo el segmento de preparación de pasta y laminación que permita aprovechar de mejor manera las nuevas concentraciones de solidos disueltos en agua en el fondo de cada tanque obteniendo una mejora real en el producto final..
(35) CABINA ALMACENA MIENTO CRISOTILO MOLIDO. MOLINO PIEDRA CRISOTILO. Agua al pulper. Agua a bombas surtidores y lavado fieltro. SILO CEMENTO SUR. TNK MEZCLA IMI. SILO CEMENTO NORTE. PURGA A CANAL. SILO RECUPERO SECO. PURGA A CANAL. PURGA A CANAL. CONO DE 60 m3. CONO DE AGUA # 2. TNK DESFIBRACER. TNK MEZCLA GEMI 1. CONO DE 30 m3. CONO DE AGUA # 3. DOSIFICADOR CELULOSA. TNK MEZCLA GEMI 2. PURGA A CANAL. CONO DE 110 m3. CONO DE AGUA # 1. DOSIFICADOR CRISOTILO. Agua del bajo máquina. TNK DISOLUTOR. TNK NIVEL CONSTANTE. (Fuente: Propia, 2016). Figura 1.13. Descripción del proceso de preparación de lámina de fibrocemento.. SILO CARBONATO. CONO DE 30 m3. CONO DE AGUA # 4. Envio de agua al cono 1. HOMOGENIZADOR. 18.
(36) 19. 2.CAPÍTULO 2 DEFINICIÓN Y SELECCIÓN DE ALTERNATIVAS. 2.1 ESPESADORES Los decantadores o espesadores son aparatos de separación continua de sólidolíquido, en el que los sólidos en suspensión se dejan decantar, produciendo un rebose de agua clarificada y un lodo concentrado en la descarga (Grupfesa, 2016).. 2.1.1 TIPOS DE ESPESADORES. 2.1.1.1. Espesador convencional. El espesador convencional (figura 2.1), se caracteriza porque su bandeja de alimentación se encuentra en la parte superior del equipo y, al entrar al espesador, el flujo de alimentación se mezcla con parte del agua recuperada y se diluye a un valor denominado concentración conjugada (Concha, 2001).. Figura 2.1. Espesador convencional. (Fuente: Metalizaciones, 2016).
(37) 20. 2.1.1.2. Espesador de alta capacidad. Tiene como parte distintiva una bandeja de alimentación muy profunda que descarga el flujo de alimentación bajo el nivel del sedimento. (Concha, 2001).. Figura 2.2. Esquema de un espesador de alta capacidad. (Fuente: Concha, 2001). 2.1.1.3. Espesador de alta densidad. Es un espesador convencional o de alta capacidad (figura 2.3), pero de mucho mayor altura. Esta altura adicional permite obtener una gran presión sobre el sedimento que descarga del equipo y, por lo tanto, obtener una concentración de descarga muy grande. En muchos casos, estos espesadores tienen un cono pequeño, de modo de ayudar a evacuar la descarga (Concha, 2001).. Figura 2.3. Espesador de alta densidad. (Fuente: Metalquim, 2016).
(38) 21. De manera más general los espesadores se clasifican de acuerdo a su geometría como se puede observar en la figura 2.4.. Ítem. Geometría. Lecho lodos. Tiempo residencia de lodos. Máximo diámetro. %Sólidos hundido (típicos). 1. Espesador convencional (~10°). 1m. Medio. 125 m. 1=bajo (15-40%). 2. Espesador HCT (~10°). 1m. Medio. 100 m. 1=bajo (15-40%). 3. Espesador HRT (~10°). 1m. Medio. 100 m. 1=bajo (15-40%). 2-6 m. Bajo. 15 m. 2 (15-50%). 3m. Alto. 100 m. 3 (30-60%). 8m. Alto. 50 m. 4 (40-80%). -. -. -. 5=muy alto (80-95%). 4. 5. 6. 7. Espesador de cono 60° (Sin mecanismo) Espesador de alta densidad HDT (~15°20°) Espesador de cono profundo (30-45° Cono) Espesado y filtración. Figura 2.4. Clasificación y características de espesadores. (Fuente: Rodriguez A, Butragueño J & Grima, 2016). 2.2 CASA DE LA CALIDAD La casa de la calidad (figura 2.5), es el primer paso para el desarrollo de la función de calidad QFD (quality function deployment). Es un método globalizador cuyo objetivo principal es asegurar que en la definición de un producto o servicio se consideren las necesidades y requerimientos de los usuarios. Consiste en un proceso estructurado que permite traducir los requerimientos y deseos de los.
(39) 22. usuarios en requerimientos técnicos de ingeniería en cada fase del diseño y de la fabricación (Riba, 2002).. 2.2.1 VOZ DEL USUARIO Se analizará las necesidades del usuario, en este caso Eternit Ecuatoriana, para determinar las características o especificaciones que debe tener el tanque de decantación.. ·. Volumen 110 m3.. ·. Debe estar anclado sobre la cimentación del antiguo cono 1 de 60 m3.. ·. Altura suficiente para alimentar al resto de tanques por rebose.. ·. El agua debe tener un tiempo de residencia mayor al cono 1 de 60 m3.. ·. Fácil acceso para trabajos de limpieza y mantenimiento.. ·. Concentración de sólidos disueltos en agua al final del cono 4 máxima. ·. recomendada a 0.01 &/'.. ·. Garantizar la seguridad del operador en trabajo de alturas.. La velocidad de agitación no debe permitir que los sólidos asciendan.. 2.2.2 VOZ DEL INGENIERO Se analizará y se vinculará las necesidades del usuario con aspectos técnicos que permitan solventar las necesidades postuladas.. ·. Capacidad volumétrica.. ·. Peso.. ·. Ergonomía.. ·. Tiempo de residencia.. ·. Velocidad de agitación..
(40) 23. 2.2.3 MATRIZ DE LA CASA DE LA CALIDAD. θ = Muy Positiva. O Compromisos. θ. O = Positiva. O. X = Negativa. O. Ӿ = Muy Negativa. B. Θ. Alto tiempo de residencia del agua. B. Facil acceso. E. Seguridad. O. Θ (. Buena agitación. O. Importancia. Factor de Venta. ïndice de mejora. Objetivos. 3. 4. 4 1,2. 4 19,2. 14. 5. 5. 5. 5 1,2. 4. 24. 18. Θ. 1. 4. 5. 5. 3. 1. 5. 15. 11. 1. 5. 4. 4. 4 1,5. 5. 30. 22. 1. 5. 3. 3. 3. 3. 1. 4. 4. 4. 4 1,2. 3 14,4. 11. 1. 5. 3. 5. 5. 5. 18. O. Θ. (. O. Propia Empresa. 1. 1. 1. 1. 1. Competencia 1. 4. 5. 4. 5. 5. Competencia 2. 3. 5. 3. 3. 5. Incidencia 611,8. 451,8. 210,6. 442,8. 165. 1882. Incidencia en % 32,51. 24,01. 11,19. 23,53. 8,77. 100. Θ O. 1 1. 9 6,6 25. 136,6 100. 150 T. Evaluacion Técnica. Competencia 2. 4. 1 Θ. D = 5,5 m. 8 9 10 11 12. 1. Θ. 0,5 - 1 rpm. O. I. Θ. 30 min. Altura adecuada. Competencia 1. O. H. Evaluacion Usuario Propia Empresa. Θ. Colocar en la cimentación del Cono 1 E. h = 12 m. Bajo = 1 (. Medio = 3 O. Volumen 110m3. Valores de Referencia. Factor de Incidencia Fuerte = 9 Θ. Velocidad de agitación. Voz del Usuario. 1 2 3 4 5 6 7. Tiempo de residencia. E = Estimulantes. Ergonomía. 0 = Unidimensionales. Peso. Voz del Ingeniero. B = Básicas. Capacidad Volumétrica. A B C D E F G Tipos de demandas. Ponderacion en %. θ. Ponderación. X. Análisis de la Competencia. E = D/A H=E*F*G. Figura 2.5. Casa de la calidad. (Fuente: Propia, 2016). 2.2.4 CONCLUSIONES DE LA CASA DE CALIDAD. 2.2.4.1. Capacidad volumétrica. Se debe garantizar que el tanque tenga unas medidas acordes de tal manera que ancle en la cimentación dejada por el tanque de 60 m3 y tenga una altura mínima de 12 m para que pueda alimentar por rebose a los otros conos de decantación y una altura máxima de 16 m..
(41) 24. 2.2.4.2. Peso. Al estar ubicado en una cimentación hecha para un tanque con una capacidad de 60 m3, el espesador debe soportar las cargas de trabajo y cargas de sismo que puedan presentarse en un determinado momento garantizando la seguridad del caso, de ser necesario se buscará maneras que permitan reforzar la cimentación del actual cono de 60 m3.. 2.2.4.3. Tiempo de residencia. El tiempo de residencia será el doble del actual tanque de 60 m3, es decir, 30 minutos, con esto se obtendrá una mejora en el proceso de sedimentación y ayudará a obtener una mayor superficie de agua clara con una concentración recomendada de 0.01 g/l al final del cono 4.. 2.2.4.4. Ergonomía. Se debe colocar líneas de vida y accesos adecuados para que el personal pueda realizar las labores de limpieza y mantenimiento, además de facilidades para hacer limpieza en caso de que la punta del cono se tape con cemento fraguado, disminuyendo el mayor porcentaje la fatiga física que pueda generar en los operarios que realizan estos trabajos.. 2.2.4.5. Velocidad de agitación. La agitación evita que el sedimento se acumule en las paredes del fondo cónico del tanque, mejora el traslado de sedimentos hacia la punta del cono lo que ayuda en el proceso de purga evitando que se fragüe y tape, además debe minimizar que los sedimentos sean llevados hacia la zona de agua clara. Por lo que la velocidad recomendado estará ubicada en el rango 0.5 a 1 rpm..
(42) 25. 2.2.5 ESPECIFICACIONES TÉCNICAS Se basa en las especificaciones establecidas en el punto anterior (casa de la calidad), en la siguiente tabla se verá más detalladamente las características que tendrá el tanque.. Tabla 2.1. Especificaciones técnicas.. Empresa:. Producto. Fecha revisión:. ETERNIT ECUATORIANA. Tanque de decantación. 07/07/2016 Página 1/1 Especificaciones. Ítem. Concepto. Propone. R/D. Descripción. 1. Función. C. R. Separación de sólido-líquido por decantación. C+D. D. Altura del tanque 7.25 m. C+D. D. Diámetro 5.5 m. D. D. Altura de la estructura 7.25 m. C. R. C. R. Separación de las columnas 3 m Asegurar el trabajo del operario en trabajo de alturas. D. R+D. Accesos adecuados. 2. 3. Dimensiones. Seguridad y Ergonomía. 4. Velocidad. D. D. Velocidad del agitador 1 rpm. 5. Mantenimiento. D/F. R. Materiales y repuestos disponibles en el mercado.. 6. Vida Útil. D. R. Una vida útil de 15 años. Propone: C = Cliente; D = Diseño; F = Fabricación R/D: R = Requerimiento; MR = Modificación de requerimiento; NR = Nuevo requerimiento; D = Deseo; MD = Modificación de deseo; ND = Nuevo deseo. 2.3 ANÁLISIS FUNCIONAL Una función es la representación abstracta de una tarea independiente de la solución particular que la materializa..
(43) 26. Se debe realizar un análisis de las tareas que cumplirá el tanque, con el fin de verificar que todas las necesidades y especificaciones definidas en la casa de calidad se hayan tomado en cuenta. Para ello, las funciones del tanque se separarán en distintos niveles, el primero de ellos se denominará nivel 0 que contendrá la función global del sistema; es decir, se relacionará los flujos de entrada y salida (material, energía y señal) con la función principal del tanque (figura 2.6). Los otros niveles (nivel 1, nivel2, etc.) se detallarán con mayor precisión las subfunciones del sistema (figuras 2.7 y 2.8), esto se realiza para establecer una estructura funcional que facilite la composición del producto (Riba, 2002).. 2.3.1 DESARROLLO DE LA ESTRUCTURA FUNCIONAL. NIVEL 0 Contiene la función global o principal del sistema.. Figura 2.6. Función global del sistema. (Fuente: Propia, 2016). NIVEL 1. Detalla los pasos generales que realiza el producto para cumplir su función global.. Líquido en suspensión Agua del bajo máquina. Recibir agua sucia del canal. Agua del bajo máquina. Sedimentar sólidos. Figura 2.7. Nivel 1. (Fuente: Propia, 2016). Energía Eléctrica Señal. Agua Clara. Rebosar agua clara. Lodos.
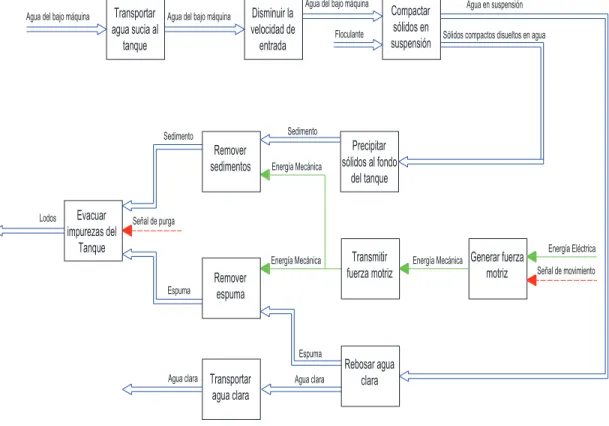
(44) 27. NIVEL 2 En este nivel se puede ver en detalle el desarrollo del nivel 1, es decir, cada paso del proceso y flujos tanto de entrada como de salida que intervienen en su funcionamiento con el fin de obtener el agua clara deseada.. Agua del bajo máquina. Transportar agua sucia al tanque. Disminuir la velocidad de entrada. Agua del bajo máquina. Remover sedimentos. Evacuar impurezas del Tanque. Floculante. Compactar sólidos en suspensión. Agua en suspensión Sólidos compactos disueltos en agua. Sedimento. Sedimento. Lodos. Agua del bajo máquina. Energía Mecánica. Precipitar sólidos al fondo del tanque. Energía Mecánica. Transmitir fuerza motriz. Señal de purga. Espuma. Remover espuma. Espuma Agua clara. Transportar agua clara. Agua clara. Energía Mecánica. Generar fuerza motriz. Energía Eléctrica Señal de movimiento. Rebosar agua clara. Figura 2.8. Nivel 2. (Fuente: Propia, 2016). 2.4 DETERMINACIÓN DE MÓDULOS Se procederá a formar módulos con el objetivo de facilitar el proceso de diseño en paralelo, todo esto se realizará con la ayuda del nivel 2 del análisis funcional del tanque. Estos módulos son los siguientes:. ·. Módulo 1: Cuerpo del tanque. ·. Módulo 2: Agitación.
(45) 28. Agua del bajo máquina. Transportar agua sucia al tanque. Agua del bajo máquina. Disminuir la velocidad de entrada. Agua del bajo máquina Floculante. Compactar sólidos en suspensión. Agua en suspensión Sólidos compactos disueltos en agua. Módulo 1: Cuerpo del tanque Sedimento. Sedimento. Remover sedimentos. Módulo 2: Agitación. Lodos. Evacuar impurezas del Tanque. Energía Mecánica. Precipitar sólidos al fondo del tanque. Energía Mecánica. Transmitir fuerza motriz. Señal de purga. Espuma. Remover espuma. Espuma Agua clara. Transportar agua clara. Agua clara. Energía Mecánica. Generar fuerza motriz. Rebosar agua clara. Figura 2.9. Determinación de módulos. (Fuente: Propia, 2016). 2.5 SOLUCIÓN PARA CADA MÓDULO. 2.5.1 MÓDULO 1: CUERPO DEL TANQUE Este módulo tiene las siguientes funciones:. ·. Transportar agua al tanque.. ·. Disminuir la velocidad de entrada.. ·. Compactar sólidos en suspensión.. ·. Precipitar sólidos al fondo del tanque.. ·. Ascender y rebosar agua clara.. 2.5.1.1. Transportar agua al tanque. Energía Eléctrica Señal de movimiento.
(46) 29. Tabla 2.2. Transportar agua al tanque Ítem. Objeto. Descripción. 1. Está formado por un cono largo que sirve para la entrada de fluido, que es Alimentación bombeado del canal bajo máquina, un de pasta sobre recibidor y una salida en forma de el tanque embudo que alimentas pasta sobre el tanque. 2. Consiste en un tubo que conecta a un Alimentación recibidor de agua procedente del canal de pasta bajo máquina y se dirige hacia el central centro del tanque. 3. Consiste en un tubo que se dirige Alimentación desde la parte inferior del taque hacia de pasta el nivel de agua clara en la parte inferior superior. Gráfico. (Fuente: Propia, 2016). 2.5.1.2. Disminuir la velocidad de entrada. Lo que se busca es que el agua que entra al tanque genere la menor cantidad de turbulencia, lo que permite una mejor tasa de sedimentación hacia el fondo del tanque y a su vez disminuye el arrastre de material particulado a la superficie (tabla 2.3).. 2.5.1.3. Compactar sólidos en suspensión. Es un cilindro de pequeño diámetro ubicado en la parte central del tanque, su función es ayudar a que el floculante se mezcle adecuadamente con el agua generando que los sólidos en suspensión se precipiten al fondo del tanque como sedimento (tabla 2.4)..
(47) 30. Tabla 2.3. Disminuir la velocidad de entrada Ítem. Objeto. Descripción. 1. Tanque secundario de alimentación de pasta.. Es un tanque de pequeñas dimensiones colocado a un costado del tanque. Consta de una parte cónica que sirve para el ingreso de líquido y la sección cilíndrica que sirve para alimentar al espesador. 2. Deflector. Gráfico. Consiste en una lámina doblada en forma de sombrero chino, de tal manera que distribuye el fluido entrante en todas las direcciones del tanque (Fuente: Propia, 2016). Tabla 2.4. Compactar sólidos en suspensión Ítem. Objeto. Descripción. 1. Canal central El canal dentado regula la con fondo velocidad de salida dentado conservando el mismo caudal. 2. Canal central Tiene una abertura en el con fondo fondo que distribuye el fluido abierto en todo el fondo del tanque. 3. Se trata de un canal con una Canal central ligera conicidad en su parte con forma inferior, se busca mejorar el cónica proceso de mezcla de agua con floculante (Fuente: Propia, 2016). Gráfico.
(48) 31. 2.5.1.4. Precipitar sólidos al fondo del tanque. Debe facilitar que los sedimentos se depositen de mejor manera en la punta del cono para facilitar su purga. Puede existir de distintos ángulos en este caso se analizará fondos con ángulos de 30° y 60° (tabla 2.5).. Tabla 2.5. Precipitar sólidos al fondo del tanque Ítem. Objeto. Descripción. 1. Fondo cónico con abertura a 30°. Son usados en espesadores de cono profundo con abertura de 30 y 45°. 2. Fondo cónico con abertura a 60°. Pueden usarse en espesadores donde no existe mecanismo de agitación. Gráfico. (Fuente: Propia, 2016). 2.5.1.5. Rebosar y transportar de agua clara. Separa y transporta el agua clara de la parte superior del tranque, mediante rebose, hacia los otros conos de decantación minimizando el arrastre de partículas sólidas (tabla 2.6).. Tabla 2.6. Rebosar y transportar de agua clara Ítem. Objeto. Vertedero 1. triangular y bandeja para rebose. Descripción. El agua clara que sale a través de un vertedero triangular que regula la velocidad de salida conservando el mismo caudal, a una bandeja que transporta el agua clara hacia el siguiente cono de decantación. (Fuente: Propia, 2016). Gráfico.
(49) 32. 2.5.1.6. Determinación de alternativas al módulo cuerpo del tanque. A continuación, se hará una combinación de las soluciones propuestas anteriormente para llegar a una solución integral al módulo propuesto, esto se muestra a continuación en la tabla 2.7.. Tabla 2.7. Alternativas al módulo cuerpo del tanque. Ítem. Función. 1. Alimentar tanque.. 2. Disminuir la velocidad de entrada.. 3. Compactar sólidos en suspensión.. 4. Precipitar sólidos al fondo del tanque.. 5. Rebosar y transportar agua clara. Componente Alimentación de pasta sobre el tanque. Alimentación de pasta central. Tanque secundario de alimentación. Canal central con fondo dentado. Deflector. Canal central con fondo abierto. Fondo cónico con apertura a 60°. Alimentación de pasta inferior. Canal central cónico. Fondo cónico con apertura a 30°. Cilindro dentado y bandeja de rebose Alternativa 1. Alternativa 2. Alternativa 3. (Fuente: Propia, 2016). 2.5.1.6.1 Alternativa 1- módulo 1. Figura 2.10. Alternativa 1 – módulo 1. (Fuente: Propia, 2016).
Figure



+7





Documento similar
Proporcione esta nota de seguridad y las copias de la versión para pacientes junto con el documento Preguntas frecuentes sobre contraindicaciones y
Entre nosotros anda un escritor de cosas de filología, paisano de Costa, que no deja de tener ingenio y garbo; pero cuyas obras tienen de todo menos de ciencia, y aun
E Clamades andaua sienpre sobre el caua- 11o de madera, y en poco tienpo fue tan lexos, que el no sabia en donde estaña; pero el tomo muy gran esfuergo en si, y pensó yendo assi
diabetes, chronic respiratory disease and cancer) targeted in the Global Action Plan on NCDs as well as other noncommunicable conditions of particular concern in the European
o Si dispone en su establecimiento de alguna silla de ruedas Jazz S50 o 708D cuyo nº de serie figura en el anexo 1 de esta nota informativa, consulte la nota de aviso de la
Las manifestaciones musicales y su organización institucional a lo largo de los siglos XVI al XVIII son aspectos poco conocidos de la cultura alicantina. Analizar el alcance y
En este sentido, puede defenderse que, si la Administración está habilitada normativamente para actuar en una determinada materia mediante actuaciones formales, ejerciendo
La campaña ha consistido en la revisión del etiquetado e instrucciones de uso de todos los ter- mómetros digitales comunicados, así como de la documentación técnica adicional de
