UNIDAD DE POSGRADO DE LA FACULTAD DE INGENIERÍA DE MECÁNICA
TESIS:
DISEÑO DE UN PLAN DE MANTENIMIENTO PARA MEJORAR LA DISPONIBILIDAD DE LOS EQUIPOS DE LA PLANTA CONCENTRADORA – COMPAÑÍA MINERA CASAPALCA
Presentada por:
Wilmer Abilio Hilario Suazo PARA OPTAR EL GRADO DE:
MAESTRO EN INGENIERÍA MECÁNICA CON LA MENCIÓN DE: GESTIÓN DEL MANTENIMIENTO Y
LA SOSTENIBILIDAD
Huancayo – Perú
2022
ASESOR:
Mg. Jorge Edgar Salazar Mercado DNI N° 19813553
Código Orcid: 0000-0001-7422-199 8
AGRADECIMIENTO
A Dios, quien está guiándome por el camino de la sabiduría y me brinda la fuerza necesaria para seguir adelante cumpliendo mis objetivos.
Al personal docente y administrativo de la Facultad de Ingeniería Mecánica por su apoyo incondicional y asesoría.
DEDICATORIA
A mi familia, en especial a lo más grandioso que me brindo Dios, mi hijo Alessandro Gael, a quien le brindo amor, comprensión, valor, confianza y enseñanzas, paraqué llegue a ser una persona de bien para la sociedad con principios, valores y bondad.
ÍNDICE GENERAL
ASESOR: ... ii
AGRADECIMIENTO ... vi
DEDICATORIA ... vii
ÍNDICE GENERAL ... viii
ÍNDICE DE FIGURAS ... x
ÍNDICE DE TABLAS ... xi
RESUMEN ... xii
ABSTRAC ... xiii
INTRODUCCIÓN ... xiv
Capítulo 1: PLANTEAMIENTO DEL ESTUDIO ...1
1.1 FUNDAMENTACIÓN DEL PROBLEMA ... 1
1.2 FORMULACIÓN DEL PROBLEMA ... 3
1.3 OBJETIVOS DE INVESTIGACIÓN... 3
1.4 JUSTIFICACIÓN ... 4
Capítulo 2: MARCO TEÓRICO ...6
2.1 ANTECEDENTES DE LA INVESTIGACIÓN ... 6
2.2 BASES TEÓRICAS ... 9
2.3 DEFINICIONES CONCEPTUALES Y OPERACIONALES ... 33
2.4 SISTEMA DE HIPÓTESIS ... 34
Capítulo 3: DISEÑO METODOLÓGICO ...35
3.1 MÉTODO DE INVESTIGACIÓN ... 35
3.2 TIPO Y NIVEL DE INVESTIGACIÓN ... 36
3.3 DISEÑO DE LA INVESTIGACIÓN ... 36
3.4 UNIDAD DE OBSERVACIÓN ... 37
3.5 TÉCNICAS E INSTRUMENTOS DE RECOLECCIÓN DE DATOS ... 38
3.6 PROCESAMIENTO DE DATOS ... 39
Capítulo 4: RESULTADOS Y DISCUSIÓN ...40
4.1 PRESENTACIÓN DE RESULTADOS ... 40
4.2 ANÁLISIS ESTADÍSTICO DE LOS RESULTADOS ... 42
4.3 PRUEBA DE HIPÓTESIS... 43
4.4 INTERPRETACIÓN DE RESULTADOS ... 44
4.5 DISCUSIÓN DE LOS RESULTADOS ... 44
CONCLUSIONES ...48
RECOMENDACIONES ...50
REFERENCIAS BIBLIOGRÁFICAS ...52
ANEXOS ...54
ÍNDICE DE FIGURAS
Figura 1: Ubicación de la Cía. Minera Casapalca --- 1
Figura 2: Pasos para la aparición de averías --- 15
Figura 3: Filosofía del mantenimiento preventivo --- 18
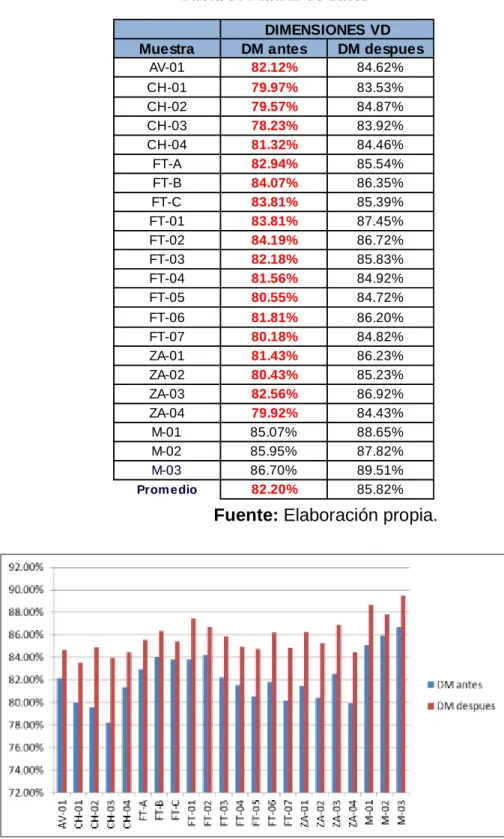
Figura 4: Comparación de la disponibilidad mecánica. --- 42
ÍNDICE DE TABLAS
Tabla 1: Significado de las 5s --- 22
Tabla 2: Resumen de la disponibilidad antes del plan de mantenimiento. --- 41
Tabla 3: Matriz de datos --- 42
Tabla 4: Prueba T para medias de dos muestras emparejadas. --- 43
RESUMEN
DISEÑO DE UN PLAN DE MANTENIMIENTO PARA MEJORAR LA DISPONIBILIDAD DE LOS EQUIPOS DE LA PLANTA CONCENTRADORA - COMPAÑÍA MINERA CASAPALCA
La Compañía Minera Casapalca es una empresa líder en la extracción y explotación de minerales polimetálicos, por ello es importante que su indicador de disponibilidad mecánica de los equipos de la planta concentradora sea alto, ya que, de tener un indicador de disponibilidad bajo, se presentarían diferentes consecuencias negativas para la planta. La paralización de la Planta Concentradora de la Cía. Minera Casapalca genera una pérdida de $9,500.00 dólares por hora de parada. Esto se debe a que los equipos de la planta fallan y paralizan intempestivamente, perjudicando la meta del tonelaje del mineral a tratar por día que es 4500Tn; la paralización temporal de la planta provoca una disminución de 190Tn por/hora, esto a su vez refleja la baja disponibilidad mecánica de equipos. Por lo cual se propone diseñar un plan de mantenimiento para mejorar la disponibilidad de los equipos, recopilando y ordenando toda la información de los avisos de mantenimiento, para así poder diseñar un programa de mantenimiento preventivo y predictivo en los periodos correspondientes. Al realizar la plan de mantenimiento, desarrollando las actividades del mantenimiento preventivo y predictivo, elaborando lista de repuestos críticos, programas de cambio de repuestos, formato de tareas definidas, procedimientos de mantenimiento, monitoreo de vibraciones, monitoreo de control de temperatura, monitoreo al análisis de aceite, monitoreo desgaste de componentes, formatos de inspecciones y capacitación del personal se consiguió aumentar el indicador de disponibilidad promedio en un 3.63%. La metodología que se consideró en el desarrollo de la tesis fueron el descriptivo y aplicativo, con el desarrollo de actividades del plan de mantenimiento que involucro a todos los colaboradores.
Autor: Wilmer Hilario Suazo.
Palabras claves: Plan de mantenimiento, gestión de mantenimiento, disponibilidad, equipos planta concentradora.
ABSTRAC
DESIGN OF A MAINTENANCE PLAN TO IMPROVE THE AVAILABILITY OF THE EQUIPMENT AT THE CONCENTRATOR PLANT - COMPANY MINING CASAPALCA The Casapalca Mining Company is a leading company in the extraction and exploitation of polymetallic minerals, for this reason it is important that its indicator of mechanical availability of the concentrator plant equipment is high, since if it had a low availability indicator, different negative consequences for the plant. The shutdown of the Company Concentrator Plant Mining Casapalca generates a loss of $9,500.00 dollars per hour of stoppage. This is due to the fact that the equipment of the plant fails and paralyzes untimely, harming the goal of the tonnage of ore to be treated per day, which is 4,500Tn; the temporary stoppage of the plant causes a decrease of 190Tn per hour, this in turn reflects the low mechanical availability of equipment. Therefore, it is proposed to design a maintenance plan to improve the availability of the equipment, compiling and ordering all the information of the maintenance notices, in order to design a preventive and predictive maintenance program in the corresponding periods. When carrying out the maintenance plan, developing preventive and predictive maintenance activities, preparing a list of critical spare parts, spare parts change programs, defined task format, maintenance procedures, vibration monitoring, temperature control monitoring, analysis monitoring of oil, component wear monitoring, inspection formats and staff training, the average availability indicator was increased by 3.63%. The methodology that was considered in the development of the thesis was descriptive and applicative, with the development of activities of the maintenance plan that involved all the collaborators.
Author: Wilmer Hilario Suazo Key words: Maintenance plan, maintenance management, availability, concentrator plant equipment.
INTRODUCCIÓN
El presente proyecto de investigación se realizó en la Compañía Minera Casapalca S.A., quien cuenta con una planta concentradora “Berna II” para el tratamiento y separación de minerales; en la actualidad se explota minerales polimetálicos como son: zinc, plomo y cobre, siendo su capacidad para el tratamiento de 4,500 Ton/diarias.
En el proceso de tratamiento del mineral, durante la fase de separación de minerales, los equipos de producción como chancadoras, molinos, fajas transportadoras, celdas de flotación, bombas de pulpa, espesadores y filtros, desarrollan una función importante para conseguir que la empresa sea rentable en todos sus procesos. Estos equipos de la planta con el fin de asegurar una buena producción deben garantizar la disponibilidad mecánica para alcanzar los volúmenes de producción deseados.
Esto hace sugerir la necesidad de diseñar un plan de mantenimiento para mejorar la disponibilidad; desarrollando las actividades del mantenimiento preventivo y predictivo, elaborando lista de repuestos críticos, programas de
cambio de repuestos, formato de tareas definidas, procedimientos de mantenimiento, monitoreo de vibraciones, monitoreo de control de temperatura, monitoreo al análisis de aceite, monitoreo desgaste de componentes, formatos de inspecciones y capacitación del personal
En el presente informe de investigación se presentan cinco capítulos; en donde se describe un proceso de investigación, aplicaciones de técnicas y conocimientos de ingeniería de mantenimiento, destinados a organizar, controlar y realizar el seguimiento al mantenimiento de equipos de la Planta Concentradora de la Cía. Minera Casapalca S.A.
El Primer Capítulo, muestra los conocimientos fundamentales de la investigación, que determinan a la realidad problemática, así como a los objetivos de la investigación, también la justificación del tema y las posibles limitaciones que se presentan.
El Segundo Capítulo, indica los antecedentes que están relacionados con la investigación, se presenta las investigaciones más relevantes que fueron desarrolladas aportando un conocimiento teórico y práctico para el desarrollo de la presente investigación.
El Tercer Capítulo, indica la metodología que se utiliza para el desarrollo de la investigación como: los materiales, métodos y la técnica de recolección de datos; que son formas de comprobar de validez y seguridad de las herramientas, el proceso de desarrollo de los datos obtenidos en el trabajo de campo tiene como finalidad generar resultados positivo.
El Cuarto Capítulo, describe el proceso del Plan de Mantenimiento propuesto, recopilando y ordenando información de los avisos de
mantenimiento para plantear los programas de mantenimiento preventivo y predictivo en los tiempos y frecuencias establecidas dentro de los objetivos de la investigación, con la finalidad que sea posible su aplicación e implementación decisiva en las actividades de mantenimiento.
El Quinto Capítulo, describe los resultados y discusiones de la investigación desarrollada, el análisis real de la disponibilidad de los equipos, los indicadores, la propuesta de mejora. También se muestra la comparación de un antes y un después para demostrar el cumplimiento de las metas de la investigación. El trabajo de diseñar el plan de mantenimiento culmina con las descripciones de las conclusiones y recomendaciones.
Así mismo para finalizar, agradecemos a las diferentes áreas y en especial a la Jefatura de Mantenimiento Planta por el apoyo y contribución que hicieron posible desarrollar este trabajo de investigación.
EL AUTOR
Capítulo 1:
PLANTEAMIENTO DEL ESTUDIO
1.1 FUNDAMENTACIÓN DEL PROBLEMA
La Compañía Minera Casapalca S.A. se encuentra trabajando en el estudio, desarrollo y explotación de yacimientos importantes como Monterrico, El Carmen y Santa Rosa. La explotación de minerales no solo debe ser sostenible; por el contrario, también debe de tener el mínimo impacto posible al medio ambiente y a sus comunidades que viven alrededor de la unidad minera.
Figura 1: Ubicación de la Cía. Minera Casapalca (Fuente: Google Maps, 2020)
La Cía. Minera Casapalca S.A., es una empresa líder en la exploración, extracción y tratamiento de minerales polimetálicos como el Cobre, Plomo y Zinc, por ello es importante que los equipos de la planta concentradora cuenten con un elevado índice de disponibilidad mecánica; así mismo de tener una disponibilidad baja, esta se reflejaría en los resultados negativos.
La paralización de la Planta Concentradora de la Cía. Minera Casapalca genera una pérdida de $ 9,500.00 dólares por hora de parada. Esto se debe a que los equipos de la planta fallan y paralizan intempestivamente, perjudicando la meta del tonelaje del mineral a tratar por día que es 4500Tn; la paralización temporal de la planta concentradora provoca una disminución de 190 toneladas por hora, esto a su vez refleja la baja disponibilidad o indisponibilidad mecánica de equipos de la planta concentradora (CMCSA, 2017).
Con el fin de asegurar una buena producción, se debe garantizar la disponibilidad mecánica de los equipos y poder llegar a la meta de procesamiento de mineral durante las toneladas de producción. Esto hace sugerir la necesidad de diseñar e implementar un plan de mantenimiento para mejorar la disponibilidad mecánica, basado en las actividades del mantenimiento preventivo que es una técnica en la que se planifican y programan periódicamente (Tiempo y frecuencias) las intervenciones de los equipos, con el propósito de revisar, reparar y cambiar componentes o repuestos antes que falle y provoque daños y paros imprevistos; apoyado del mantenimiento predictivo para monitorear y detectar parámetros operativos de los sistemas, realizando un control de desgaste de componentes para determinar o pronosticar el momento exacto para su cambio o reparación,
buscando determinar el momento exacto para la ejecución de las actividades del mantenimiento preventivo.
1.2 FORMULACIÓN DEL PROBLEMA
1.2.1 Problema general
¿Cómo se podría diseñar un plan de mantenimiento para mejorar la disponibilidad mecánica de los equipos de la planta concentradora de la Compañía Minera Casapalca?
1.3 OBJETIVOS DE INVESTIGACIÓN
1.3.1 Objetivo general
Diseñar un plan de mantenimiento para mejorar la disponibilidad mecánica de los equipos de planta concentradora de la Compañía Minera Casapalca.
1.3.2 Objetivos específicos
Compilar, seleccionar y ordenar toda la información acerca de los avisos de mantenimiento para diseñar un programa de mantenimiento preventivo y predictivo con los periodos establecidos.
Plantear formatos para elaborar lista de repuestos críticos, programas de cambio de repuestos, formato de tareas definidas, procedimientos de mantenimiento, monitoreo de vibraciones, monitoreo de control de temperatura, monitoreo al análisis de aceite, monitoreo desgaste de componentes, formatos de inspecciones y capacitación del personal.
1.4 JUSTIFICACIÓN
1.4.1 Razones que motivaron la investigación
Por la cantidad de tonelaje que se debe tratar en la Planta Concentradora
“Berna II” de la Cía. Minera Casapalca; el Área de Mantenimiento debe avalar un excelente funcionamiento y garantizar la capacidad de función constante de los equipos, para así prevenir paralizaciones e interrupciones obligadas durante los procesos de producción; que llevaran al incumplimiento de las programaciones de producción y entrega a los usuarios.
1.4.2 Importancia de la investigación
Al desarrollar la presente tesis de investigación, permite al área de mantenimiento contrastar las mejoras que se consiguen con un programa de mantenimiento preventivo y predictivo versus el operar únicamente con una ideología de realizar reparaciones y mantenimientos sin un programa de apoyo y sobre todo elaborar por las paradas y/o fallas de los equipos.
Al ejecutarse adecuadamente el plan de mantenimiento preventivo y predictivo, se conseguirá:
Aumentar la producción del mineral esperado y con ello la rentabilidad planeada por la empresa.
Asegurar la continuidad permanente en todos los procesos productivos de bienes y servicios.
Dar cumplimiento a la programación de producción determinada y con ello concretar las entregas a tiempo y bajo las circunstancias pactadas.
Una vez determinado nuestro plan de mantenimiento planteado, el área de mantenimiento realizará monitoreos permanentes y validar ciertos logros del plan de mantenimiento preventivo y predictivo; recordando que este plan se debe aplicar de una manera correcta.
La eliminación de los daños y averías de consideración de los equipos de la planta e incrementar la disponibilidad de los equipos e infraestructura en general de todos los procesos de producción.
Reducir e intentar eliminar las paradas forzadas y/o no programadas en las maquinarias, equipos, componentes e infraestructura de todos los procesos de producción.
Implantar unos programas más adecuados de mantenimiento, reduciendo las fallas y mejorando las prácticas en la ejecución de las diferentes actividades.
Minimizar el deterioro en los diferentes componentes de los equipos por una falta de ajustes, limpieza, aislamiento, calibraciones, pintado, cambio o incremento de lubricantes y grasas.
Capítulo 2:
MARCO TEÓRICO
2.1 ANTECEDENTES DE LA INVESTIGACIÓN
En la tesis; Diseño de un plan de mantenimiento preventivo para mejorar la disponibilidad mecánica del equipo ALPHA20, Ticlavilca (2016) concluye que:
Con el diseño, implementación y aplicación de un plan de mantenimiento preventivo se obtuvo resultados satisfactorios, donde se puede observar que las medidas de disponibilidad aumento en un 23%; así mismo se procedió con la implementación de formatos que son necesarios para el adecuado funcionamiento de su plan de mantenimiento preventivo, siendo estos los reportes indicados de producción, los reportes indicados de mantenimiento y los instructivos o folletos de mantenimiento de cada componente de los equipos y su cronograma de actividades (p.96).
La tesis titulada; Propuesta de un plan de mantenimiento preventivo para mejorar la disponibilidad de los equipos en la planta de chancado de una unidad minera en La Libertad, Rojas (2019) concluye que:
Al implantar el plan de mantenimiento preventivo de acuerdo a la criticidad de todos los equipos para el proceso productivo se logró incrementar la disponibilidad de la Cía. Minera, logrando un aumento del 84.27% que se calculó en el año 2018 a 97.81% en el año 2019 (p.72).
En la tesis titulada; Incremento de la Disponibilidad de las máquinas de extracción subterránea; evaluando las tareas del proceso de mantenimiento en la Compañía Minera Milpo, Huamán (2014) concluye que:
Las tareas inicialmente durante el proceso de Mantenimiento Preventivo a los equipos y máquinas para la extracción de mineral subterránea eran de 11.70 horas, luego del estudio realizado el proceso de mantenimiento preventivo llego a ser 8.88 horas, logrando disminuir en 2.82 horas, obteniendo un incremento en 3.35% de disponibilidad mecánica en las maquinarias de extracción en la mina subterránea (p.114).
La tesis titulada; Estudio de la disponibilidad mecánica para la flota de equipos minero, Arce (2008) concluye que:
Los cálculos evaluados basándose en las actividades y tareas de mantenimiento encomendadas por los fabricantes, se establece que si es viable alcanzar la disponibilidad mecánica solicitada por el usuario y cliente (p.74).
La tesis titulada; Elaboración de un manual de mantenimiento para la maquinaria de la empresa Rambal, Contento (2010) concluye que:
Al modernizar el uso del programa de mantenimiento, mediante los usos de las bases de datos en el Programa Microsoft Access, permite la entrada y salida de las informaciones de tareas y tener un registro apropiado y ordenado de vendedores, equipos, herramientas y personal técnico, facilitando la administración del mantenimiento dentro de la organización de la forma más establecida y vigilada (p.154).
El artículo científico; La gestión de mantenimiento de equipos en empresas manufactureras, Mehmeti y Sejdiu (2018) concluyen que:
Las fallas en los equipos industriales resultan no solo en pérdida de productividad, sino también en retrasos en el servicio al cliente y también puede causar problemas de seguridad y ambientales. Según la investigación realizada, se observa que la mayoría de las operaciones de mantenimiento son acciones correctivas o mantenimiento preventivo por intervalos fijos, pero hay una tendencia a avanzar del mantenimiento tradicional al mantenimiento bajo condiciones (p.802).
El artículo científico; Técnicas avanzadas para la gestión del mantenimiento de activos, De La Fuente, Gonzales, Crespo, Gómez y Guillen (2018) concluyen que:
La existencia de componentes, equipos y tecnologías cada vez más inteligentes, el incremento en la cantidad de activos, la rapidez de la modernización tecnológica, la necesidad de optimizar costos en este mundo cada vez más moderno, junto con los incrementos en los grados de excelencia en las metas productivas como la calidad y el tiempo de entrega, la inquietud por la seguridad de los colaboradores y el medio ambiente; crean la gestión de activos un principio significativo de bienes y
ventajas competitivas para las empresas de clase mundial presentes y futuras, debiendo desarrollarse la selección de la política de mantenimiento, gestión postventa, gestión del conocimiento, gestión de infraestructura y activos críticos, gestión del ciclo de vida de los activos, mantenimiento postventa, sistema de medición del desempeño, sensores y sistemas de vigilancia, mantenimiento centrado en la confiabilidad, creación de modelos de información, técnicas avanzadas de mantenimiento y el proceso de configuración (p.208).
2.2 BASES TEÓRICAS
2.2.1 PLAN DE MANTENIMIENTO
Al respecto del Plan de Mantenimiento, Santiago (2012) menciona que:
El Plan de Mantenimiento Preventivo y Predictivo es un programa y planificación de actividades, tareas y procesos de manutención programado, organizado y estructurado sobre la base de unidades técnicas, especificando al detalle las fechas, frecuencias y los tipos de trabajos que se deben realizar a una serie de edificaciones, instalaciones, maquinarias, equipos, componentes y sistemas de una empresa (p.18).
Así mismo con respecto a los activos, equipos e instalaciones; Ticlavilca (2012) menciona que:
Los activos, equipos, maquinarias, instalaciones, sistemas y en general equipamiento complementario a los cuales se los incluye en el plan de
mantenimiento tienen la característica de tener recomendaciones de manutención del fabricante en función de las horas de servicios prestados o de cualquier sistema de medición que se defina para el efecto. Siempre los activos críticos deberán ser considerados prioritarios dentro de la elaboración y posterior ejecución del plan (Ticlavilca, 2016).
Con respecto a las etapas en la elaboración de un plan de mantenimiento preventivo, Ticlavilca (2012) menciona que:
1.- La determinación de los equipos, maquinarias e instalaciones críticas, sobre la base de los análisis de los parámetros establecidos, los cuales generalmente están relacionados directamente con los procesos productivos. 2.- La determinación y tabulación de las recomendaciones, recurrencias y necesidades de mantenimiento establecidas por el fabricante y de las mejores prácticas en el mercado de servicios de mantenimiento. 3.- La planificación de las tareas de mantenimiento a realizar en función de unidades de tiempo y recurrencias establecidas, las cuales deben ser previamente analizadas y tabuladas. 4.- La determinación de los diferentes recursos necesarios y asignación de responsabilidades y tareas al personal que participará directa e indirectamente en las labores de mantenimiento. 5.- La definición de los controles a cumplir y el monitoreo recurrente que se debe realizar al cumplimiento del programa (p.30).
Con respecto a una amplitud general del plan de mantenimiento preventivo de una empresa, Ticlavilca (2012) menciona que estará en función directa de los siguientes factores:
1.- Por las evaluaciones económicas o presupuestos de operación anual establecido y aprobado por la organización, y sobre la base de las recomendaciones realizadas por el personal técnico de mantenimiento.
2.- Por las condiciones estándares de las edificaciones, instalaciones y equipos de los que dispone la empresa; determinación de los “activos técnicos críticos” en la organización. 3.- Por las prioridades definidas por la empresa, así como de los requerimientos y recomendaciones de los fabricantes y las mejores prácticas de mantenimiento con relación a cada tipo de instalación, sistema o equipamiento complementario con el que cuenta la empresa (p.31).
2.2.2 GESTIÓN DE MANTENIMIENTO
Con respecto a la Gestión de Mantenimiento, Rojas (2019) menciona:
Que la gestión de mantenimiento es el trabajo de planificación y control que debe realizarse para maximizar la disponibilidad y efectividad de la infraestructura requerida por el sistema de producción. El propósito de la gestión de mantenimiento es optimizar la funcionalidad de los componentes de la infraestructura de producción en función de los lineamientos y objetivos establecidos por la organización: 1.- Al menor costo (mantenimiento y falta de mantenimiento). 2.- La calidad adecuada (cumplimiento de requerimientos). 3.- En el lugar apropiado. 4.- En el momento oportuno (optimización de tiempo). En este contexto se espera contribuir de modo significativo y evidente a la eficiencia y eficacia de las operaciones de producción o de las ofertas de servicio de una organización o institución. Durante las últimas décadas las formas de gestión de mantenimiento han evolucionado aceleradamente en busca
de la optimización de la mantenibilidad, disponibilidad y confiabilidad de equipos y componentes cada vez más complejos (p.21).
Así mismo con respecto a la gestión de mantenimiento para el incremento de la vida útil de los componentes y equipos, Rojas (2019) menciona que:
La gestión de mantenimiento es una disciplina y metodología integradora que garantiza la disponibilidad, funcionalidad, mantenibilidad y conservación de los equipos, siempre que se aplique correctamente, a un costo competitivo. Esto significa un incremento importante de la vida útil de los equipos y sus prestaciones con el fin de garantizar la calidad de los productos o servicios y utilizarse como una estrategia para una competencia exitosa. Para producir con un alto nivel de calidad y un servicio apropiado, el equipo de producción debe operar dentro de las especificaciones, las cuales pueden alcanzarse mediante acciones oportunas de mantenimiento (p.21).
2.2.3 FUNCIONES DEL MANTENIMIENTO
Con respecto a las Funciones del Mantenimiento, Chavez & Villarroel (2012) consideran que:
El campo de acción del mantenimiento varía en función del tipo de empresa u organización, del tamaño de la misma y de sus políticas.
Entre las principales funciones que desempeña se encuentran: 1.- Crear y administrar un sistema de mantenimiento operativo, seguro, eficiente, practico, económico y que no afecte al medio ambiente circundante en sus diferentes factores físicos. 2.- Diagnosticar problemas mecánicos, eléctricos, hidráulicos, neumáticos los cuales deben estar dentro del
aspecto técnico y de operaciones. 3.- Coordinar la seguridad, salud y protección del personal, de la maquinaria, del equipo, de las instalaciones incluyendo las adecuaciones y equipos contra percances, incidentes, accidentes, inundaciones, incendios, temblores, etc etc. 4.- Implementar, registrar y controlar las observaciones relacionados con el inventario de la maquinaria, componente, bodega, materia prima y bienes de capital. 5.- Implementar, registrar y controlar las observaciones de las operaciones de las maquinarias, equipos, compoenntes e instalaciones. 6.- Seleccionar, capacitar, entrenar y distribuir el personal de mantenimiento (p.30).
2.2.4 ANÁLISIS DE FALLOS Y AVERÍAS
Con respecto al Análisis de Fallos y Averías, Chavez & Villarroel (2012) Consideran:
Que quienes se dediquen al mantenimiento de cualquier instalación, maquinaria, equipo, componente o sistema, debe ofrecer la reparación de los desperfectos que surjan y las modificaciones necesarias para que estos no aparezcan. El mantenimiento debe conocer las posibles averías y fallas que se pueden producir; no se puede conformar con detectar una falla y repararla, lo importante es descubrir el origen del desperfecto y prever que no se repita en el futuro. Es una tarea y actividades de aprendizaje que utiliza la experiencia propia y ajena, que juntas pueden predecir cualquier inconveniente en el desempeño y muestran desviaciones respecto a resultados previstos. El fallo es considerado como una pérdida de aptitud, capacidad para cumplir una determinada función, y la avería es el estado, etapa del sistema tras la aparición del
fallo pero este concepto es mucho más amplio y se debe tomar en cuenta la falta de calidad y particularidad del producto, la falta de seguridad, el mal aprovechamiento de la energía disponible y la contaminación ambiental Por tal motivo, se impone establecer una técnica y estrategia que además de corregir las citadas desviaciones asegure que todos los involucrados en el proceso se comprometan con la mejora continua del mismo. El análisis de fallas y averías se define como el conjunto de tareas y actividades de investigación que aplicadas correctamente y sistemáticamente, trata de identificar las causas de las averías y establecer un plan que permita su eliminación. Si ello no es posible se debe disminuir la frecuencia de la citada avería o la detección conveniente de la misma en busca de consecuencias tolerables o controladas. En conclusión, se busca mejorar la fiabilidad, aumentar la disponibilidad, reducir costos y evitar: 1.- La tendencia a convivir con los problemas. 2.- La tendencia a simplificar los problemas. 3.- La tendencia a concentrarse en el problema del día. Se denomina modo de fallo al efecto observable por el que se constata el fallo del sistema. A cada fallo se le asocian diversos modos de fallo y cada modo de fallo se genera como consecuencia de una o varias causas de fallo; de manera que un modo de fallo representa el efecto por el que manifiesta la causa de fallo (p.51).
Figura 2: Pasos para la aparición de averías Fuente: (Jácome, 2010)
2.2.5 DISPONIBILIDAD MECÁNICA
Con respecto a la Disponibilidad Mecánica podemos encontrar que Rey Sacristan (1996) menciona:
La disponibilidad, desde el punto de vista del mantenimiento, manutención es la probabilidad, posibilidad de que el equipo o maquinaria funcione satisfactoriamente en el momento y tiempo que sea requerido después del comienzo de su operación, cuando se usa bajo condiciones operacionales estables, donde el tiempo total considerado incluye el tiempo de operación (horas operativas), tiempo activo de reparación (horas de reparación), tiempo inactivo (horas paralizadas), tiempo en mantenimiento preventivo (en algunos casos), tiempo administrativo, tiempo de funcionamiento sin producir y tiempo logístico se define como disponibilidad (p.27).
También sobre la disponibilidad mecánica, Mora (2007) en su estudio menciona:
La imagen completa sobre el perfil de funcionalidad que es su capacidad de funcionar de un equipo está dada por la disponibilidad mecánica; que en la mayoría de los casos se considera como una medida relevante y útil cuando se deban a tomar decisiones objetivas, imparciales para elegir un equipo o maquinaria entre varias alternativas que se presentan para la elección (p.42).
Así mismo como como parte de la teoría sobre la disponibilidad mecánica, Arce (2008) menciona:
La disponibilidad mecánica es un indicador utilizado desde hace varios años en la industria minera y normalmente tiene diferentes significados para el departamento de mantenimiento y producción. Es importante recalcar que la disponibilidad por sí misma no tiene una gran significación;
es por esto que debe ser acompañada por otros 2 factores o indicadores para que su significado tenga mayor utilidad; la disponibilidad mecánica es usada por el departamento de producción para establecer la relación entre dos factores: horas de operación (horas de uso de los equipos) y los tiempos muertos (horas que el equipo está parado por razones mecánicas) (p.67).
También para el cálculo de la disponibilidad mecánica, Ticlavilca (2016) menciona:
La disponibilidad es el principal e importante parámetro asociado al plan mantenimiento propuesto, dado que limita la capacidad de producción.
Se define como la probabilidad o posibilidad de que un equipo o máquina esté preparada para producción en un período de tiempo
determinado o frecuencia; es decir que no esté detenida por averías o ajustes con todo esto obtenemos la disponibilidad teórica.
--- (1)
Dónde:
DM: Disponibilidad Mecánica Hprog: Horas Programadas Hparada: Horas de Parada
Los periodos de tiempo nunca incluyen paradas planificadas, ya sea por mantenimientos planificados, o por paradas de producción, dado a que estas no son debidas al fallo de la máquina (p.82).
2.2.6 MANTENIMIENTO PREVENTIVO
Con respecto al Mantenimiento Preventivo; Chávez, Andrés y Villarroel (2012) mencionan que:
El mantenimiento preventivo es una estrategia en la que se programan periódicamente y frecuentemente las intervenciones de los equipos y máquinas, con el fin de inspeccionar, lubricar, reparar y/o reemplazar repuestos y componentes; también intenta anticiparse, identificar o prever las fallas para evitar daños y paros imprevistos, las intervenciones se realizan aun cuando la máquina está operando satisfactoriamente.
Programa el mantenimiento basándose en estimaciones de vida útil o tiempo entre fallas esperadas; por su naturaleza requiere la instauración de un sistema que involucra ciertas actividades complementarias, las
mismas que permiten realizar un trabajo metódico y sistemático que conjuga a todos los elementos activos y pasivos de la organización a desarrollar estas actividades de forma cronológica y ordenada. El mantenimiento preventivo trata de obtener el máximo rendimiento de la vida útil de las piezas de una máquina disminuyendo hasta donde sean posibles las paradas imprevistas. Se sabe que es lo que se debe hacer, de modo que cuando se pare el equipo para efectuar una reparación se disponga del personal, repuestos, e información técnica necesaria (p.36).
Figura 3: Filosofía del mantenimiento preventivo Fuente: (Chavez G, Andres & Villarroel G, 2012)
Esta práctica está basada en una herramienta fundamental para la creación y preparación de los proyectos; podemos decir que el ciclo “Deming” el mismo que permite la optimización de tareas o sistematizarlas durante sus 4 etapas.
Según la filosofía del ciclo Deming, que es un sistema que busca la optimización de actividades constantemente, llegando a la etapa final deberá volver al inicio para promover la autoevaluación y continuando su desempeño se deben cumplir los siguientes pasos:
• Planificar (PLAN): Donde se deben definir las metas (Definir los métodos que permitirán alcanzar las metas).
• Hacer (DO): Hacer, desarrollar, describir lo planificado.
• Controlar (CHECK): Responder a ¿Las cosas pasaron según lo planificado y proyectado? Y de acuerdo a una lista.
• Actuar (ACT): Responde a ¿Cómo mejorar, perfeccionar para la próxima vez? Según los controles encontrados.
2.2.6.1 Características del Mantenimiento Preventivo
Como parte de la teoría y sobre las Características del Mantenimiento Preventivo; Chávez, Andrés y Villarroel (2012) mencionan:
1.- Tiene costos escalonados, intercalados con saltos de poca envergadura o distancia debido a las intervenciones periódicas planificadas, con algún salto importante en los mantenimientos mayores derivados fundamentalmente y primordialmente del reemplazo de partes del elevado costo. 2.- Este tipo de mantenimiento se sustenta y mantienen en un análisis previo de información técnica, características, inspecciones, experiencia, recomendaciones y a factores que afectan la operación y servicio de los equipos, maquinarias y componentes. 3.- Las operaciones y actividades de mantenimiento preventivo se llevan a cabo a intervalos y momentos regulares de tiempo, determinados por el número de horas trabajadas o totales en cada ciclo de operación (p.36).
2.2.6.2 Fases del Desarrollo del Mantenimiento Preventivo.
Como parte de la teoría y sobre las Fases del Desarrollo del Mantenimiento Preventivo; Chávez, Andrés y Villarroel (2012) mencionan:
Este tipo de mantenimiento permite desarrollar una serie de fases o pasos de acción lógica que nos permiten llevar a cabo su ejecución de
forma segura y eficiente los cuales son: 1.- Evaluar en qué condiciones se encuentran los equipos, sistemas, estructuras de la organización en forma predictiva. 2.- Determinar cómo proceder para un arreglo eficiente. 3.- Planificar el trabajo de mantenimiento y del área productiva. 4.- Realizar el trabajo operativo de mantenimiento cuando se tienen todos los elementos técnicos, logísticos y de seguridad para una ejecución garantizada (p.37).
2.2.7 MANTENIMIENTO PREDICTIVO
Con respecto al Mantenimiento Predictivo; Chávez, Andrés y Villarroel (2012) mencionan que:
También conocido como “Mantenimiento Basado en Condición CBM”, monitorea y detecta parámetros operativos de los sistemas, máquinas y equipos; realiza un seguimiento del desgaste de los mismos para determinar o predecir el punto exacto de cambio o reparación; busca determinar el punto óptimo para la ejecución del mantenimiento preventivo en un equipo, es decir, el punto a partir del cual la probabilidad que el equipo falle asume valores indeseables y programa el mantenimiento basado en el pronóstico de ocurrencia de fallas o vida remanente. Es el método más interesante y complejo de implementar y administrar, involucra un monitoreo permanente del equipo, sus partes críticas y de los parámetros indicadores del funcionamiento de los mismos en base a instrumentos sofisticados. También es indispensable un elevado conocimiento y profesionalismo del personal para la detección de fallas, caso contrario se podría reemplazar partes que están aún en buen estado; aunque el mantenimiento preventivo aumenta
la disponibilidad de equipos y supone un gran avance en planificación del trabajo, puede resultar perjudicial si se programan trabajos en exceso y se realizan excesivas intervenciones además del aumento de los costos; por ésta razón se ideó el mantenimiento predictivo, que estudia la evolución temporal de ciertos parámetros asociándolos a la evolución de fallos y poder programar las actividades con tiempo suficiente para evitar consecuencias graves (p.38).
2.2.7.1 Características del Mantenimiento Predictivo
Como parte de la teoría y con respecto a las Características del Mantenimiento Predictivo Chavez & Villarroel (2012) mencionan:
1.- Aprovecha la experiencia del operador para dar cuenta de un buen o mal desempeño de la máquina aplicando el criterio subjetivo, aunque es necesario resaltar que esta información puede estar errada. 2.- Es más efectivo cuando el modo de falla es detectado por monitoreo de las condiciones de operación. 3.- Se lleva a cabo en forma cronológica y no implica poner fuera de operación los equipos. 4.- Las inspecciones de parámetros se pueden realizar de forma continua o periódica dependiendo de factores como: tipo de planta, los tipos de fallos a diagnosticar y la inversión que se deba o quiera realizar (p.39).
2.2.7.2 Técnicas del Mantenimiento Predictivo
Como parte de la teoría y con respecto a las Técnicas del Mantenimiento Predictivo; Chavez, Andres & Villarroel (2012) mencionan:
1.- Existe una gran variedad de tecnologías que pueden ser utilizadas como parte de un programa predictivo global de mantenimiento,
tomando en consideración que existen sistemas mecánicos, hidráulicos, neumáticos, etc etc. 2.- Frecuentemente los sistemas mecánicos son los que más requieren de seguimiento como monitoreo de vibraciones, análisis de lubricantes y termografía, que son generalmente los componentes cruciales de muchos programas de mantenimiento predictivos. 3.-La elección del método más conveniente o apropiado está condicionada a diversos factores; siendo tan diversos los problemas de control, no resulta raro que a veces se deban aplicar algunas técnicas a un mismo sistema o parte (p.40).
2.2.8 ESTRATEGIA DE LAS 5s
Con respecto a la Estrategia de las 5s que es una técnica desarrollada para las empresas de nivel internacional, Chavez, Andres & Villarroel (2012) mencionan:
Las 5S es un método de gestión japonesa originado en los años sesenta para la prestigiosa empresa Toyota. Esta técnica es denominada de esta manera por la primera letra en japonés de cada una de sus cinco palabras; esta metodología pretende reducir los costos por pérdidas de tiempo y energía, mejorar la calidad de la producción, minimizar los riesgos de accidentes, incrementar la seguridad industrial y mejorar las condiciones de trabajo al igual que elevar la moral del personal. Se piensa que los recursos destinados a la limpieza no producen rentabilidad, sin embargo, el orden metódico y organización son algo primordial en las áreas de trabajo (p.48).
Tabla 1: Significado de las 5s
Fuente: Jácome, F. (2010). Folleto de Ingeniería de Mantenimiento [Pág. 26].
Esta técnica de las 5´s, se desarrollan en organizar (Coordinar con las personas y los medios adecuados) el lugar de trabajo, ordenar (Colocar todas cosas de acuerdo a un plan o un fin), tener un aspecto esencial de limpieza tanto del personal como el lugar de trabajo; limpiar el lugar de trabajo permanentemente, retirar, partículas, desechos y suciedad; finalmente buscar la disciplina y compromiso de todos los empleados para conservar estos ambientes. Estas tareas y actividades, aunque se consideren pequeñas, insignificantes e insuficientes, son el cimiento para la mejora de las máquinas y equipos a través de un conveniente programa y planificación de mantenimiento que incluya a todas las personas que está en contacto permanente con los
equipos y maquinas; así mismo se le haga fácil detectar fallas, anomalías prematuras que puedan contribuir en el desarrollo del mantenimiento.
2.2.9 PROCESOS DE OBTENCIÓN CONCENTRADOS DE MINERAL 2.2.9.1 Proceso de Chancado
El proceso de chancado es el inicio del proceso de obtención de los concentrados de minerales polimetálicos como el Cobre (Cu), el Plomo (Pb) y el Zinc (Zn); teniendo como objetivo la disminución de los cuerpos de material con mineral obtenidos de la mina subterránea; dándose la reducción desde 12”
a 4” en la chancadora primaria, de 4” a 2” en la chancadora secundaria, de 2” a 1” en la chancadora terciaria y de 1” a 11mm en la chancadora cuaternaria, así mismo esta etapa es considerada como la preparación para el posterior proceso de molienda.
En el proceso de chancado encontraremos los equipos principales como la Chancadora C-110 de la marca Metso y del modelo de quijada para el chancado primario; la Chancadora HP-400 de la marca Metso y del modelo cónico para el chancado secundario; la Chancadora HP-400 de la marca Metso y del modelo cónico para el chancado terciario y la Chancadora HP-400 de la marca Metso y del modelo cónico para el chancado cuaternario.
Durante el proceso de chancado y mientras el material con mineral este pasando por la chancadora primaria, secundaria, terciaria y cuaternaria, a la vez que se va a estar reduciendo en tamaño en cada una de las etapas, el volumen y el número de partículas tendrán a incrementarse; así mismo mientras el mineral reducido esté circulando por las fajas transportadoras para pasar de una etapa a otra, también pasaran por las zarandas inclinadas y
horizontales para poder seleccionar el material y pasarla a la siguiente etapa, esto con la finalidad que no se cargue con material a la siguiente chancadora por la cantidad de volumen que se va incrementado en cada etapa.
Figura 4: Chancadora Cónica HP-400 2.2.9.2 Proceso de Molienda
Este proceso inicia con la extracción del material mineralizado a través de los Belt Feeder (Faja Alimentadora) desde el Stockpile (Almacenamiento de material) y trasladados mediante las fajas transportadoras hasta el molino primario, luego al molino secundario a través de las bombas centrifugas para trasladar la pulpa y posteriormente a los molinos terciarios y celdas de flotación. El principal trabajo en este proceso es que los molinos continúen con
la reducción del tamaño del material, así poder alcanzar un material de 30 a 40 micrones como máximo, llegando a formar una pulpa con la mezcla del agua y demás reactivos que se llevaran al circuito de flotación. En el proceso de molienda se debe de controlar la reducción de la materia (granulometría) y no se debe llegar a la reducción excesiva del material ya que esta consecuencia traería serios problemas en la siguiente etapa que es la de flotación.
Figura 5: Molino de Bolas Hardinge 14´x24´
2.2.9.3 Proceso de Flotación
En el proceso de flotación encontremos varios equipos y principalmente las de celdas de flotación tales como las celas horizontales y las celdas verticales, las diferentes celdas de flotación se usarán según el mineral a tratar y la cantidad en toneladas que se necesita procesar de acuerdo a la programación del área operativa y según recomendaciones de los laboratorios metalúrgico y químico.
Así mismo, en este proceso de flotación el mineral reducido en el proceso de molienda es colocado en soluciones de reactivos o aditivos determinados para cada mineral. En estas celdas de flotación y con las diferentes soluciones de forma líquida de los reactivos o aditivos se generan burbujas de aire generados a través de las compresoras eléctricas u sopladores; de tal forma que una pequeña porción de mineral con concentración en Pb, Cu o Zn de acuerdo a mineralógica se quede pegada a las burbujas, trasladando esa pequeña fracción hacia la parte superior de la celda y posteriormente descargada a las tuberías o canaletas que lo llevarán hacía un tanque u espesador para la concentración de cada tipo de mineral que se esté procesando.
Durante todo el proceso de flotación, permanentemente se está extrayendo los concentrados de mineral de Pb, Cu y Zinc usando la misma metodología de la generación de burbujas y el arrastre del mismo en cada celda de flotación.
También el primer paso en este proceso de flotación es la limpieza de la pulpa de mineral el cual se realiza en las celdas verticales, luego de este paso todo el concentrado pasa a las celdas horizontales para extraer los concentrados de Plomo, Cobre y Zinc. Toda la carga restante nuevamente es ingresada a unas celdas verticales denominadas acondicionadores donde se realiza el mezclado de toda la carga para nuevamente ser trasladado a las celdas de flotación horizontales, continuando de esta manera con la extracción del concentrado de mineral. Así mismo durante este proceso la carga que ya no contenga concentrado de mineral o en defeco que contenga concentración muy baja o pobre es transportado al cajón principal de relave y luego al espesador de relaves para finalmente toda esta carga ser trasladado a la relavera.
Como se comentó en el proceso de molienda si la dimensión de la pulpa es demasiado pequeño, denominados también carga fina o partículas finas, se presentarán dos efectos que no se desea: Siendo 1.- El fluido dinámico será lo suficiente significativo para generar una presión tal que las partículas que no deben pegarse a las burbujas se peguen y lleguen a la parte superior de la celda. 2.- Un tamaño muy pequeño de lo requerido de la partícula hará que su masa y volumen sea insignificante, por lo cual para efectos gravitatorios (fuerzas de superficie) el peso se presentara como una cantidad absoluta sobre las fuerzas volumétricas haciendo aún más complejo la inspección del proceso.
Figura 6: Celdas de Flotación
2.2.9.4 Proceso de Espesamiento
En el proceso de espesamiento se concentran los materiales mineralizados de Pb, Cu, Zn de cada una de las celdas de flotación que han sido extraídos y el resto de material pasa a la relavera. Por lo cual, en este proceso de espesamiento el material es almacenado en cana uno de los espesadores
correspondientes. El proceso de espesamiento es la separación de las partículas de mineral suspendidas en líquidos, gracias a la precipitación o sedimentación por el peso del mineral. La alimentación de cada partícula de mineral ingresara a los espesadores en forma de pulpa por las tuberías de alimentación a la parte central, los sólidos se colocan en el fondo del tanque y se acelerara este proceso agregando el aditivo floculante; así se conseguirá que el sedimento permanezca en movimiento en la parte inferior. Es importante monitorear los parámetros para el siguiente proceso de filtrado.
Figura 7: Espesador de 27mts. De Diámetro 2.2.9.5 Proceso de Filtrado
En el proceso de filtrado se obtiene el producto final del tratamiento en las plantas concentradoras de mineral, esto se logra finalmente en el último paso de separación de los sólidos y líquidos, que es la de espesamiento. El ingreso de pulpa al proceso de filtración fundamentalmente es que la mezcla o pulpa de
concentrado con contenidos de sólidos de Pb Cu y Zn en un 55 – 60%, derivado de los espesadores, lográndose un material de concentrado el cual contiene una humedad promedio de 10 - 12%. Pudiendo ser manipulable el concentrado con esta humedad y un almacenamiento adecuado en las canchas de mineral y finalmente el carguío y traslado a la ciudad de Lima. El líquido recuperado en el proceso de filtración regresa a la planta. Las telas filtrantes o lonas de los filtros, son seleccionados para contener los sólidos de mineral y no haya obstrucción, debe ser resistente a la corrosión y penetrable por el agua que se ha filtrado, por ello es importante seleccionar el tipo de tela filtrante.
Figura 9: Filtro Tipo Prensa Cidelco
2.2.9.6 Flow Sheet - Diagrama de Flujo
Un esquema simplificado del proceso de obtención del concentrado de mineral.
2.3 DEFINICIONES CONCEPTUALES Y OPERACIONALES
2.3.1 Definiciones conceptuales
Variable Independiente (VI): Plan de Mantenimiento
Nuestro Plan de Mantenimiento Preventivo y Predictivo es una programación de actividades, tareas y técnicas de mantenimiento proyectado, establecido y ordenado sobre la base de unos patrones técnicos que describen unas frecuencias, detallando los tiempos y los tipos de actividades y tareas que corresponden ejecutar a los equipos, componentes, sistemas y máquinas de la compañía.
Variable Dependiente (VD): Disponibilidad Mecánica
La disponibilidad mecánica, es la posibilidad de que el equipos, componentes o sistemas trabajen correctamente durante un periodo de tiempo que se haya programado, inmediatamente después del inicio de su arranque o puesto en marcha, usando en ambientes de operación estable, donde se va a considerar dentro de las horas totales, las horas de operación o trabajadas, horas de reparación, horas paradas, horas de trabajos de mantenimiento preventivo, horas administrativas , horas de trabajo sin generar producto y esta se presenta con la siguiente formula.
Dónde:
DM: Disponibilidad Mecánica Hprog: Horas Programadas
Hparada: Horas de Parada Totales
2.3.2 Definiciones operacionales
VI: Plan de Mantenimiento
Conjunto de actividades desarrollados con el fin de asegurar la operatividad de los equipos, estas son: elaborar lista de repuestos críticos, programas de cambio de repuestos, formato de tareas definidas, procedimientos de mantenimiento, monitoreo de vibraciones, monitoreo de control de temperatura, monitoreo al análisis de aceite, monitoreo desgaste de componentes, formatos de inspecciones y capacitación del personal.
VD: Disponibilidad Mecánica
Variable que exprese la toma de datos de las horas de operación u horas programadas (horas de uso de los equipos) y los tiempos de parada (horas que el equipo está parado por razones mecánicas).
2.4 SISTEMA DE HIPÓTESIS
2.4.1 Hipótesis general
Nuestro Plan de Mantenimiento se diseñó aplicando el enfoque del Mantenimiento Preventivo y Predictivo con el cual se logró mejorar e incrementar la disponibilidad del conjunto de equipos de la planta concentradora Berna II de la Cía. Minera Casapalca S.A.
Capítulo 3:
DISEÑO METODOLÓGICO
3.1 MÉTODO DE INVESTIGACIÓN
Para el presente desarrollo de la tesis se consideraron los métodos de investigación descriptivo y aplicativo; inicialmente se realizó un acopio de la información sobre los datos de la disponibilidad, revisando el historial de los equipos y los reportes de los mantenimientos ejecutados a los equipos mecánicos y eléctricos. Se diseñó un plan de mantenimiento describiendo tareas, actividades y técnicas propias del mantenimiento preventivo y predictivo, el cual incluye a todos los colaboradores del área de mantenimiento;
posteriormente se ejecutan estas tareas y actividades elaboradoras en el plan de mantenimiento, también se realiza charlas y capacitaciones a fin de sensibilizar a los trabajadores. Finalmente se realiza el seguimiento a las tareas y actividades para el cumplimiento estricto del plan de mantenimientos, esto nos llevara a incrementar la disponibilidad mecánica del conjunto de equipos.
3.2 TIPO Y NIVEL DE INVESTIGACIÓN
3.2.1 Tipo de Investigación
Nuestra tesis se presenta como el tipo de investigación tecnológico, porque durante el desarrollo se utilizan los conocimientos y tecnología del mantenimiento preventivo y predictivo para mejorar la disponibilidad de los equipos de la Planta Concentradora de la Cía. minera Casapalca.
3.2.2 Nivel de Investigación
Según nuestro tipo de investigación descrita, el nivel de investigación para la tesis desarrollada es aplicativo, ya que se ejecutan las tareas y actividades de mantenimiento y se realiza el seguimiento a la disponibilidad mecánica de los equipos de la planta concentradora.
Al respecto Espinoza (2014) menciona “Esta investigación aplicada también es conocida como diseño o innovación que tiene como propósito aplicar los resultados de la investigación experimental para diseñar tecnologías de aplicación inmediata en la solución de los problemas buscando eficiencia y productividad” (pag.91).
3.3 DISEÑO DE LA INVESTIGACIÓN
En la presente tesis se desarrolla un diseño de investigación del tipo experimental ya que se va a manipular variables. Según el grado de control que se presenta las variables será Diseño Pre-experimental.
Al respecto Espinoza (Espinoza, 2014) menciona:
Se utiliza este diseño cuando se sabe que existen variables extrañas que pueden influir en la variable dependiente, pero no se sabe qué variables son y por lo tanto no se pueden controlar. Al utilizar este diseño corremos el riesgo de que la validez interna y externa sea mínima o nula. Pero ilustran la forma en que las variables extrañas pueden influir en la validez interna. Nos muestra lo que se debe y no debe hacer (pag.99)
Así mismo, según la clasificación del grupo de Pre-experimental, le corresponde diseño de un grupo con pre prueba y post prueba.
O1 X O2 Dónde:
O1: Disponibilidad Mecánica antes del tratamiento. X: Aplicación del Plan de Mantenimiento.
O2: Disponibilidad Mecánica después del tratamiento.
3.4 UNIDAD DE OBSERVACIÓN
La población constituye un tipo de población finita y está constituida por alrededor de 320 equipos, quienes en condiciones de operación son los encargados y responsables del tratamiento y separación del mineral en la planta concentradora.
Para la muestra se ha seleccionados 22 equipos, quienes representan a los críticos de la planta concentradora (Si paralizan estos equipos paralizan la planta), siendo conformado la muestra por: por 01 alimentador vibratorio, 04 chancadoras, 10 fajas transportadoras, 04 zarandas y 03 molinos, todos estos
equipos operan en condiciones de operación normales en la Planta Concentradora de la Cía. Minera Casapalca – Unidad Americana.
3.5 TÉCNICAS E INSTRUMENTOS DE RECOLECCIÓN DE DATOS
3.5.1 TÉCNICAS DE RECOLECCIÓN DE DATOS
La técnica de recolección de datos que se utilizó fue la práctica empírica de la observación directa, esto nos permite tener un registro de las características y condiciones de cada equipo (Mantenimiento Predictivo).
También se usó la técnica o practica documentaria, que es la recopilación de las descripciones técnicas indicadas en el manual del fabricante donde se muestran los parámetros de operación y las condiciones de mantenimiento que se pueden aplicar a los equipos y maquinarias que se estudiaron, el historial de equipos y maquinarias, los registros de mantenimiento, reparaciones y demás documentación comprometida con las averías y fallas (Mantenimiento Preventivo).
3.5.2 INSTRUMENTOS DE RECOLECCIÓN DE DATOS
Según Rojas (2019) menciona que “A través de los instrumentos podemos recolectar la información de manera organizada según el fenómeno a observar”
(pag.43).
Así mismo sobre la observación también Rojas (2019) menciona que “La observación, es referida como una técnica directa de colección de datos, ya que la recolección es de fuente primaria” (pag.43).
Los instrumentos son formatos o cartillas que se prepararon y se aplicó para la recolección de información encontrados en las muestras. Para ello se usaron los formatos siguientes:
• Manuales de equipos.
• Registro de reparación y mantenimiento.
• Historial del equipo.
• Horometros u odómetros del equipo.
• Hoja de Microsoft Excel.
• Check list (Lista de control), formato de registro de parámetros de operatividad de los equipos y maquinarias.
• Registros de visualización del monitoreo por condiciones de operatividad, donde se registras vibraciones, temperaturas y análisis de aceite.
Las medidas que se analizan son:
• La cantidad de horas de operación.
• La cantidad de horas de parada.
• Disponibilidad.
3.6 PROCESAMIENTO DE DATOS
En el trabajo de investigación para la técnica de procesamiento de datos se aplicó la estadística descriptiva porque se describe la media con una distribución estándar de la disponibilidad mecánica del equipo, posteriormente se realizará las pruebas de hipótesis por comparación de medidas por distribución T-Student.
(Observación del horómetro, Rellenado del Check list, revisión de formatos guardia anterior y registro en Excel).
Capítulo 4:
RESULTADOS Y DISCUSIÓN
4.1 PRESENTACIÓN DE RESULTADOS
Para la presentación o exposición de nuestros resultados, las averiguaciones e información se obtuvo de muestras y modelos tomados en periodos pequeños y mínimo de un mes; esto se debe a que en periodos anteriores no se guardaba la información de forma ordenada sobre las tareas de mantenimiento realizada a los equipos; por lo tanto, los datos obtenidos de los equipos con la disponibilidad, utilización, MTBF y MTTR se encuentran en el historial de cada equipo y se muestra dentro de los Anexos.
Al no cumplir los mantenimientos y reparaciones programadas y al no ejecutarse los mantenimientos preventivos, hace viable implementar el plan de mantenimiento relacionado en mejorar las actividades, aumentando la disponibilidad de los equipos. En la Tabla 2 se muestra los resumes de la disponibilidad antes del plan de mantenimiento y la Tabla 3 la comparación de disponibilidades antes y después del plan de mantenimiento.
I N SP. PR EV . PR O G . R EP/ A C C
01 AV-01 MV-40120 PLANTA 2430.0 443.3 31.0 12.0 20.0 31.0 39.0 167.7 82.12% 72.55% 49 8
02 CH-01 C-110 PLANTA 4141.1 454.4 31.0 12.0 19.0 31.0 56.0 140.6 79.97% 76.37% 45 9
03 CH-02 HP-400 PLANTA 7326.2 464.5 31.0 12.0 19.0 31.0 59.0 127.5 79.57% 78.46% 42 8
04 CH-03 HP-400 PLANTA 9303.6 441.2 31.0 12.0 19.0 31.0 69.0 140.8 78.23% 75.81% 37 8
05 CH-04 HP-400 PLANTA 3737.9 451.8 31.0 12.0 20.0 31.0 45.0 153.2 81.32% 74.68% 45 8
PROMEDIO CHANCADORAS 2255.2 155.0 60.0 97.0 155.0 268.0 729.8 80.24% 75.57% 44 8
06 FT-A 42" PLANTA 1686.7 444.3 31.0 12.0 20.0 31.0 42.0 163.7 82.94% 67.22% 44 7
07 FT-B 42" PLANTA 2692.4 456.0 31.0 12.0 20.0 31.0 33.0 161.0 84.07% 68.06% 41 6
08 FT-C 42" PLANTA 1090.4 466.0 31.0 12.0 20.0 31.0 35.0 149.0 83.81% 69.76% 47 7
09 FT-01 36" PLANTA 4098.4 464.1 31.0 12.0 20.0 31.0 35.0 150.9 83.81% 69.48% 39 6
10 FT-02 36" PLANTA 964.1 459.7 31.0 12.0 20.0 31.0 32.0 158.3 84.19% 68.51% 35 5
11 FT-03 36" PLANTA 2979.7 471.3 31.0 12.0 20.0 31.0 48.0 130.7 82.18% 71.95% 34 6
12 FT-04 30" PLANTA 8880.4 472.0 31.0 12.0 20.0 31.0 53.0 125.0 81.56% 72.62% 36 7
13 FT-05 30" PLANTA 2896.6 478.2 31.0 12.0 20.0 31.0 61.0 110.8 80.55% 74.49% 43 8
14 FT-06 30" PLANTA 6904.9 486.5 31.0 12.0 20.0 31.0 51.0 112.5 81.81% 74.62% 49 8
15 FT-07 30" PLANTA 3606.0 487.8 31.0 12.0 20.0 31.0 64.0 98.2 80.18% 76.34% 38 7
PROMEDIO FAJAS TRANSPORTADORAS 4685.9 310.0 120.0 200.0 310.00