i
UNIVERSIDAD NACIONAL DEL CENTRO DEL PERÚ
FACULTAD DE INGENIERÍA MECÁNICA
TESIS
PRESENTADO POR EL BACHILLER:
Hinostroza Lozano Fernando Enrique
PARA OPTAR EL TÍTULO PROFESIONAL DE:
INGENIERO MECÁNICO
HUANCAYO – PERÚ
2023
IMPLEMENTACIÓN DE UN PLAN DE
MANTENIMIENTO PREVENTIVO EN LA MEJORA DE LA DISPONIBILIDAD DEL TRACTOR DE ORUGA
D10T2 MINERA LAS BAMBAS
UNIVERSIDAD NACIONAL DEL CENTRO DEL PERÚ
FACULTAD DE INGENIERÍA MECÁNICA Av. Mariscal Castilla N° 3909-4089 El Tambo Huancayo
Ciudad Universitaria - Carretera Central Km. 5 - Central Telefónica (064) 481084
INFORME Nº 08-2023-ABGO-FIM/UNCP
A : Dr. RAÚL JORGE MAYCO CHÁVEZ
Decano de la Facultad de Ingeniería Mecánica- UNCP De : Dr. ALEJANDRO BENJAMÍN GARCÍA OTIZ
Docente Asesor de Tesis
Asunto : INFORME DE ORIGINALIDAD DE BORRADOR DE TESIS Fecha : C.U., 2023 mayo 12.
Es muy grato dirigirme a usted, y expresarle mis más cordiales saludos; al mismo tiempo, elevar a su despacho la verificación mediante TURNITIN del borrador de Tesis titulado “IMPLEMENTACIÓN DE UN PLAN DE MANTENIMIENTO PREVENTIVO EN LA MEJORA DE LA DISPONIBILIDAD DEL TRACTOR DE ORUGA D10T2 MINERA LAS BAMBAS”, presentado por el Bach. HINOSTROZA LOZANO, Fernando Enrique, el cual arroja como resultado 15% de índice de similitud quedando dentro del límite permisible de originalidad, esto en mérito a la Directiva N°001-2018-SG-UNCP.
Adjunto al presente el Recibo digital de informe final de Turnitin y el INFORME DE ORIGINALIDAD del Sr. Bachiller.
Es cuanto informo a usted, para seguir con los trámites correspondientes Atentamente;
__________________________
Ing. Mg. ALEJANDRO BENJAMÍN GARCÍA ORTIZ Docente Asesor de Tesis.
UNIVERSIDAD NACIONAL DEL CENTRO DEL PERÚ
FACULTAD DE INGENIERÍA MECÁNICA Av. Mariscal Castilla N° 3909-4089 El Tambo Huancayo
Ciudad Universitaria - Carretera Central Km. 5 - Central Telefónica (064) 481084
UNIVERSIDAD NACIONAL DEL CENTRO DEL PERÚ
FACULTAD DE INGENIERÍA MECÁNICA Av. Mariscal Castilla N° 3909-4089 El Tambo Huancayo
Ciudad Universitaria - Carretera Central Km. 5 - Central Telefónica (064) 481084
ii ASESOR
Dr. Ing. García Ortiz, Alejandro Benjamín
iii DEDICATORIA Dedico esta tesis con mucho amor y cariño a ti Padre Celestial que me diste la dicha de vivir y acompañarme en mi camino profesional; A mi madre Esther Lozano por su apoyo moral y psicológico que me brindo desde el inicio de mis estudios hasta hoy en día; A mi padre Percy Hinostroza por sus sabios consejos y por la motivación que me brindo en toda esta etapa de mi vida.
A mis abuelos que desde muy pequeño me inculcaron valores y enseñanzas para cumplir todos mis metas; A los catedráticos de la facultad de Ingeniería Mecánica y compañeros que me brindaron sabiduría y consejos a lo largo de mi etapa profesional.
iv AGRADECIMIENTO
Un especial agradecimiento a la empresa Mota Engil Perú por facilitarme información con el fin de llevar a cabo esta tesis.
Agradezco a mi asesor Dr. Ing. García Ortiz, Alejandro Benjamín por su apoyo y enseñanza en todas las etapas de esta investigación.
A mi Abuelita Andrea Millán y tío Reymundo Ayllón, que Dios los tiene en su gloria y ahora son ángeles en mi vida y que se encuentra orgulloso de mi por haberme guiado hacia el camino correcto.
A mi novia Yanet por su constante soporte absoluto.
Para mi alma mater, la Universidad Nacional del Centro del Perú y los docentes de mi Facultad por las enseñanzas necesarias que me han ayudado a avanzar profesionalmente.
v RESUMEN
El título de esta tesis IMPLEMENTACIÓN DE UN PLAN DE MANTENIMIENTO PREVENTIVO EN LA MEJORA DE LA DISPONIBILIDAD DEL TRACTOR DE ORUGA D10T2 MINERA LAS BAMBAS, se estableció de qué modo se puede mejorar la disponibilidad a nivel mecánico tanto antes como después de llevar a cabo el plan de mantenimiento preventivo
En la etapa constructiva (fase 4) de la presa de relaves en la minera las bambas, se tiene el tractor oruga D10T2 como principal equipo en el proyecto para realizar trabajos de nivelación y empuje de material, debido a que es un sistema con mucha relevancia para el área de producción, el cual debe de estar disponible cada que se requiera, de la base de datos que se tiene como las horas operativas e inoperativas del equipo en un periodo de mayo a septiembre en el 2019 se obtiene un valor un promedio de 79% de disponibilidad mecánica, el cual no supera al valor base con un 92% de disponibilidad mecánica , según lo solicitado por la minera Las Bambas.
La tesis se realizó de manera básica con un alcance correlacional, se trabajó con el método Inductivo – Deductivo, y el diseño es no experimental correlacional, con lo cual se evaluará el equipo para la comparación del nivel inicial con la probabilidad final del sistema oruga. Buscando su realización de la prueba de hipótesis empleándose la “t student”, los datos fueron recolectados de manera empírica, documental y la hoja de registros se considera su herramienta, por medio de actividades para que se mantenga buscando la optimización
De octubre 2019 a febrero 2020, la disponibilidad mecánica fue del 92% en promedio luego de haber implementado el plan para un mantenimiento de prevención.
Palabras Claves: Plan Mantenimiento, preventivo y disponibilidad.
vi ABSTRACT
The title of this thesis IMPLEMENTATION OF A PREVENTIVE MAINTENANCE PLAN TO IMPROVE THE AVAILABILITY OF THE D10T2 TRACTOR TRACK TRACTOR MINERA LAS BAMBAS, established how to improve the availability at the mechanical level both before and after carrying out the preventive maintenance plan.
In the construction stage (phase 4) of the tailings dam at Las Bambas mine, the D10T2 caterpillar tractor is the main equipment in the project to perform leveling and material pushing works, since it is a very relevant system for the production area, which must be available whenever it is required, From the database that we have as the operational and inoperative hours of the equipment in a period from May to September 2019, we obtain an average value of 79% of mechanical availability, which does not exceed the base value with 92% of mechanical availability, as requested by Las Bambas mining company.
The thesis was conducted in a basic way with a correlational scope, we worked with the Inductive - Deductive method, and the design is non-experimental correlational, with which the equipment will be evaluated for the comparison of the initial level with the final probability of the caterpillar system. Seeking its realization of the hypothesis test employing the "t student", the data were collected empirically, documentary and the record sheet is considered its tool, by means of activities so that it is kept looking for optimization
From October 2019 to February 2020, the mechanical availability was 92% on average after implementing the plan for a preventive maintenance.
Keywords: Maintenance plan, preventive and availability.
vii ÍNDICE GENERAL
ASESOR ... II DEDICATORIA ... III AGRADECIMIENTO ... IV RESUMEN ... V ABSTRACT ... VI ÍNDICE GENERAL ... VII ÍNDICE DE TABLAS ... XI ÍNDICE DE FIGURAS ... XIII
INTRODUCCIÓN ... 1
CAPÍTULO I PLANTEAMIENTO DEL ESTUDIO 1.1. Fundamentación del problema. ... 3
1.2. Formulación del problema. ... 5
1.2.1. Problema general. ... 5
1.3. Objetivos de la investigación. ... 6
1.3.1. Objetivo general... 6
1.4. Justificación. ... 6
1.5. Limitaciones de la investigación. ... 7
CAPITULO II MARCO TEÓRICO 2.1. Antecedentes del estudio. ... 9
2.2. Bases teóricas. ... 12
viii
2.2.1. Definición de Mantenimiento. ... 12
2.2.2. Tipos de Mantenimiento... 13
2.2.2.1. Mantenimiento Correctivo ... 13
2.2.2.2. Mantenimiento Preventivo ... 14
2.2.2.3. Mantenimiento Predictivo ... 15
2.2.2.4. Mantenimiento Productivo total ... 16
2.2.3. Indicadores de Mantenimiento ... 16
2.2.3.1. Disponibilidad mecánica ... 17
2.2.4. AMEF ... 18
2.2.4.1. Beneficios de AMEF ... 19
2.2.4.2. Proceso de la elaboración un AMEF ... 19
2.2.4.3. Determinación del número de prioridad ... 21
2.2.5. Tractor de oruga D10T2... 24
2.2.5.1. Sistema de Unidad de Potencia ... 25
2.2.5.2. Sistema de tren de fuerza ... 33
2.2.5.2.1 Transmisiones ... 35
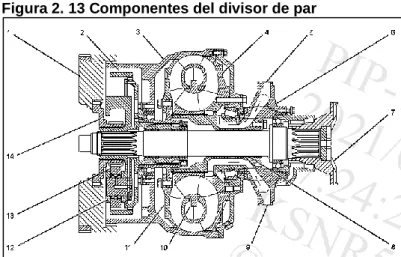
2.2.5.2.2 Divisor de par... 38
2.2.5.2.3 Mandos Finales ... 39
2.2.6.2.4 Bomba de aceite de tren de fuerza ... 40
2.2.6.2.5 Corona y engranajes de transferencia ... 41
2.2.6.2.6 Acumulador ... 42
2.2.6.2.7 Enfriador de aceite ... 43
2.2.6.2.8 Tren de Rodaje ... 44
2.2.5.3. Sistema de dirección y freno ... 45
2.2.5.4. Sistema Hidráulico ... 47
2.2.5.4.1 Bomba de pistones ... 49
2.2.5.4.2 Bloque Valvula de control ... 49
2.2.5.5. Sistema Electrico ... 50
2.2.5.5.1 Partes del Sistema Electrico ... 50
2.2.5.5.2 Componentes del subsistema de control electronico ... 51
2.3. Bases conceptuales. ... 51
2.3.1. Definiciones conceptuales ... 51
2.4. Hipótesis. ... 52
ix
2.5. Operacionalización de las variables ... 52
CAPITULO III METODOLOGÍA DE LA INVESTIGACIÓN 3.1. Método de investigación. ... 53
3.2. Tipo de investigación. ... 54
3.3. Nivel de investigación. ... 54
3.4. Diseño de la investigación. ... 54
3.5. Población y muestra o unidad de observación. ... 55
3.6. Técnicas e instrumentos de recolección de datos. ... 56
3.6.1. Técnica de recolección de datos. ... 56
3.6.2. Instrumentos de recolección de datos. ... 56
3.7. Procedimiento de recolección de datos. ... 58
CAPITULO IV IMPLEMENTACIÓN DEL PLAN DE MANTENIMIENTO PREVENTIVO 4.1. Analisis de falla en tractor de oruga D10T2 ... 60
4.2. Definicion de los limites del sistema ... 61
4.3 Metodología AMEF ... 66
4.3.1 Resultados del AMEF ... 79
4.4 Plan de mantenimiento preventivo ... 80
4.5. Actividades de mantenimiento preventivo ... 85
4.6. Ejecución de mantenimiento preventivo ... 88
4.7 Verificación ... 91
CAPITULO V ... 92
RESULTADOS DE LA INVESTIGACIÓN... 92
5.1 Presentación de resultados ... 92
5.1.1 Tablas de resultados ... 92
5.1.2 Gráfico ... 93
5.1.3 Analisis estadistico de los resultados. ... 94
5.1.4. Prueba de Hipotesis. ... 95
5.1.5 Discusión e interpretación de resultados. ... 98
5.1.6 Aportes y aplicaciones. ... 99
CONCLUSION ... 100
RECOMENDACIONES ... 101
x
REFERENCIA BIBLIOGRÁFICA... 102
ANEXOS ... 104
Anexo 1. Matriz de consistencia... 105
Anexo 2. Base de datos de fallas ... 106
Anexo 3. Plano de mantenimiento preventivo PM1 ... 110
Anexo 4. Plano de mantenimiento preventivo PM2 ... 113
Anexo 5. plano de mantenimiento preventivo PM3 ... 116
Anexo 6. Plano de mantenimiento preventivo PM4 ... 119
Anexo 7. Imágenes de tractor D10T2 ... 122
xi ÍNDICE DE TABLAS
Tabla 1. 1 Flota de tractores de oruga-MEP ... 4
Tabla 1. 2 Disponibilidad Mecánica Año 2019 del tractor de oruga D10T2 Caterpillar... 4
Tabla 2. 1 Criterios de evaluación sugerido y sistema de clasificación para la severidad de los efectos en un AMEF aplicado a procesos según la AIAG. ... 22
Tabla 2. 2 Criterios de evaluación sugerido para la ocurrencia de fallas en un AMEF aplicado a procesos según la AIAG. ... 23
Tabla 2. 3 Criterios de evaluación sugerido y sistema de clasificación para la detección de una causa o modo de falla en AMEF aplicado a procesos seg|ún la AIAG. ... 24
Tabla 2. 4 Ficha técnica de motor C27... 26
Tabla 2. 5 Conexión del embrague con la transmisión ... 35
Tabla 2. 6 Operacionalización de la variable independiente... 52
Tabla 2. 7 Operacionalización de la variable dependiente ... 52
Tabla 4. 1 Fallas por sistema ... 65
Tabla 4. 2 AMEF Subsistema de motor basico ... 66
Tabla 4. 3 AMEF Subsistema de combustible ... 70
Tabla 4. 4 AMEF Subsistema de admisión de aire y escape ... 72
Tabla 4. 5 Subsistema de enfriamiento y lubricación ... 74
Tabla 4. 6 AMEF Subsistema eléctrico ... 77
Tabla 4. 7 Resultados de AMEF INACEPTABLES ... 79
Tabla 4. 8 Resultados de AMEF REDUCIBLES ... 79
xii
Tabla 4. 9 Plan de mantenimiento de los tractores de oruga D10T2 ... 80
Tabla 4. 10 Plan de mantenimiento de los tractores de oruga D10T2 ... 84
Tabla 4. 11 Cartilla de mantenimiento preventivo ... 85
Tabla 4. 12 Frecuencia de mantenimiento ... 86
Tabla 4. 13 Mantenimiento preventivo PM1 ... 86
Tabla 4. 14 Mantenimiento preventivo PM2 ... 87
Tabla 4. 15 Mantenimiento preventivo PM3 ... 87
Tabla 4. 16 Mantenimiento preventivo PM4 ... 87
Tabla 4. 17 Promedio de disponibilidad Mecánica ... 91
Tabla 5. 1 Disponibilidad del tractor de oruga D10T2 antes de aplicar el plan de mantenimiento preventivo ... 93
Tabla 5. 2 Disponibilidad del tractor de oruga D10T2 después de aplicar el plan de mantenimiento preventivo ... 93
Tabla 5. 3 Resumen del antes y después de aplicar el plan de mantenimiento preventivo ... 94
Tabla 5. 4 Tabla de distribución t student ... 97
Tabla 5. 5 Resumen de índices antes de aplicar el mantenimiento preventivo. ... 98
Tabla 5. 6 Resumen de índices después de aplicar el mantenimiento preventivo. ... 99
xiii ÍNDICE DE FIGURAS
Figura 1. 1 Disponibilidad de tractor oruga ... 5
Figura 2. 1 Representación gráfica de una tarea típica de mantenimiento preventivo. ... 15
Figura 2. 2 Pasos para la elaboración de un AMEF ... 20
Figura 2. 3 Motor Caterpillar C27 ACERT™ ... 25
Figura 2. 4 Diagrama del sistema de combustible ... 28
Figura 2. 5 Turbocompresor enfriado por agua ... 29
Figura 2. 6 Diagrama del sistema de lubricación ... 30
Figura 2. 7 Diagrama de sistema de enfriamiento ... 31
Figura 2. 8 Componente típico de alternador ... 32
Figura 2. 9 Componentes típicos del motor de arranque ... 32
Figura 2. 10 Sistema de tren de fuerza. ... 34
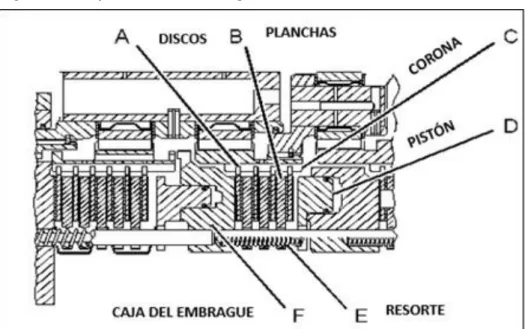
Figura 2. 11 Operación del embrague. ... 36
Figura 2. 12 Servo transmisión del modelo D10T2 Componentes de la transmisión... 37
Figura 2. 13 Componentes del divisor de par ... 38
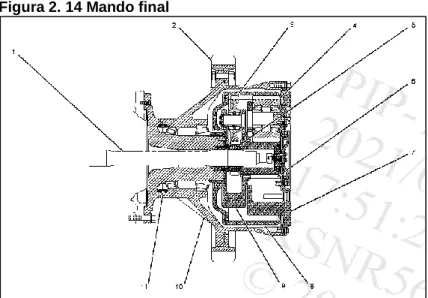
Figura 2. 14 Mando final ... 39
Figura 2. 15 Bomba de aceite del tren de fuerza ... 40
Figura 2. 16 Engranajes de transferencia y coronas cónicas ... 42
Figura 2. 17 Acumulador de tren de fuerza ... 43
Figura 2. 18 Enfriador de aceite ... 43
Figura 2. 19 Enfriador de aceite de tren de fuerza ... 44
Figura 2. 20 Tren de rodaje Tractor D10T2 ... 45
xiv
Figura 2. 21 Válvula de dirección y freno vista frontal ... 46
Figura 2. 22 Válvula de dirección y freno vista posterior ... 46
Figura 2. 23 Válvula de dirección y freno ... 47
Figura 2. 24 Sistema Hidráulico Tractor D10T2 ... 48
Figura 2. 25 Bomba de pistones ... 49
Figura 2. 26 Bloque de válvula de control ... 50
Figura 3. 1 Tractor de Oruga D10T2 Caterpillar ... 55
Figura 3. 2 Modulo de SAP PM ... 57
Figura 3. 3 Plataforma de SIS-CAT ... 57
Figura 3. 4 Pre uso de equipo pesado. ... 58
Figura 3. 5 Flujograma del mantenimiento Preventivo ... 59
Figura 3. 6 Flujograma del mantenimiento Correctivo ... 59
Figura 4. 1 Sistemas de Tractor D10T2 ... 61
Figura 4. 2 Jerarquización Sistema de tren fuerza ... 62
Figura 4. 3 Jerarquización de sistema de dirección y freno ... 62
Figura 4. 4 Jerarquización del sistema hidráulico ... 63
Figura 4. 5 Jerarquización de sistema eléctrico ... 63
Figura 4. 6 Frecuencia de fallas por sistema tractor D10T2 ... 65
Figura 4. 7 Proyeccion de mantenimiento preventivo. ... 90
Figura 4. 8 Disponibilidad de octubre a febrero ... 91
Figura 5. 1 Disponibilidad del tractor de oruga D10T2 un antes y después del plan de mantenimiento preventivo ... 94
1 INTRODUCCIÓN
La tesis es para que se obtenga la titulación Profesional de Ingeniero Mecánico en la UNCP. Este estudio trató respecto a cómo se implementa el plan para que se mantenga la prevención para que se mejore el nivel de disponibilidad respecto al tractor oruga D10T2 Minera las Bambas.
Para comenzar con la investigación se define el problema, debido a la poca disponibilidad presentada por el tractor oruga D10T2 generando retrasos al momento de ejecutar los proyectos constructivos en la fase 4 de la presa de relaves y bajas a nivel económico respecto a la organización. Fue establecido que el plan de mantenimiento de la prevención tuvo que ser adoptada para que la disponibilidad se incremente.
La tesis fue básico en el tipo, mientras que su alcance fue correlacional, pues se consideró la historia de su comportamiento y disponibilidad, siendo descritas en las siguientes líneas.
CAPITULO I.- Se brinda una breve descripción del problema de la empresa donde se realizó la investigación, incluyendo su ubicación y generalidades.
Se desarrolló la formulación del problema, objetivos, justificaciones y limitaciones.
CAPITULO II.- Presenta el marco teórico, bases teóricas de la investigación, bases conceptuales, hipótesis de investigación y operacionalización de variables.
CAPITULO III.- Se presenta la metodología de la investigación, la cual incluye los siguientes elementos: el método, tipo, nivel y diseño de la investigación, la
2 unidad de observación, técnicas e instrumentos y procedimiento de recolección de datos.
CAPITULO IV.- Se presenta el plan de mantenimiento preventivo del tractor de orugas Caterpillar D10T2, comenzando con un análisis de fallas utilizando la metodología AMEF.
CAPITULO V.- Se obtienen los resultados del mantenimiento preventivo aplicado y se comparan con la disponibilidad anterior a la implementación del plan, y se verifica el incremento de acuerdo a la meta del cliente.
Finalmente, se presentan las conclusiones y recomendaciones, así como la bibliografía y los anexos.
El autor
3 CAPÍTULO I
PLANTEAMIENTO DEL ESTUDIO
1.1. Fundamentación del problema.
La unidad Minera Las Bambas de la corporación Minerals and Metals Group (MMG) se ubica entre los distritos de Challhuahuacho, Tambobamba y Coyllurqui, provincia de Cotabambas, y en el distrito de progreso, provincia de Grau, en la Región Apurímac, a una altitud que varía entre los 3800 y 4600 m.s.n.m., aproximadamente 75 km al suroeste de la ciudad de Cusco.
La empresa Mota Engil Perú S.A es una empresa de servicios al sector minero y regional, con presencia en países de América Latina y Europa.
Los servicios que realiza la constructora Mota Engil S.A en el sector minero y regional son: Construcción de puertos, presas, represas, puentes, tareas de recrecimiento de presa de relaves, construcción de carreteras, asfalto de carreteras, innovación de métodos constructivos, etc.
Así mismo, la empresa Mota Engil Perú S.A que realiza el proyecto de la construcción de la Etapa 4 de la presa de relaves en la minera las bambas, cuenta con flota de equipos entre las cuales destacan: Excavadora, Tractores de orugas, Cargador frontales, Rodillos, Motoniveladora, Retroexcavadora, Volquetes, Planta de concreto, Planta de Chancado, Pavimentadora, Perforadora, entre otros.
Se muestra en la siguiente tabla 1.1 la flota de tractores de oruga:
4
Tabla 1. 1 Flota de tractores de oruga-MEP
Nota: Esta tabla nos muestra la flota de tractores que presenta el área de Mantenimiento de la empresa Mota Engil con su criticidad.
Por lo que se observó que uno de los equipos críticos es la familia de los tractores, y se identificó el siguiente tractor de oruga de modelo D10T2 de la marca Caterpillar de 70 TN lo que representa un equipo de gran magnitud e importante para la operación por lo que presento baja disponibilidad ocasionando en el retraso de la ejecución del proyecto y generando pérdidas económicas para la empresa. A esto se tiene el contrato que se realizó con la minera donde menciona que la disponibilidad en los tractores de oruga debería o superar en un mínimo de 90%.
Se muestra en la tabla 1.2 la disponibilidad del tractor de oruga del mes de mayo a setiembre del 2019 en promedio que viene ser de 79% a partir de la base datos que se encuentra en anexo.
Tabla 1. 2 Disponibilidad mecánica Año 2019 del tractor de oruga D10T2 Caterpillar
MES DISPONIBILIDAD
Mayo 83%
Junio 90%
Julio 69%
Agosto 69%
Setiembre 87%
Nota: La tabla 1.2 muestra la disponibilidad de los 5 meses que se calculo a partir de la base de datos.
5 Se muestra la figura 1.1 donde se visualiza que la disponibilidad del tractor oruga D10T2 se encuentra por debajo de la línea de la disponibilidad optima que se requiere.
Figura 1. 1 Disponibilidad de tractor oruga
Nota: En la figura se visualiza que la disponibilidad de los meses de mayo a setiembre no supera el valor de 90%.
En vista de esa necesidad, la investigación busca demostrar una metodología práctica, para planificar y controlar los requerimientos del equipo pesado que se maneja dentro de la empresa, dándole a esta la disponibilidad mecánica que requiere para la optimización de sus operaciones. El estudio a desarrollar fue del tipo básica, pues plantea repuestas a la relación entre el plan de mantenimiento y la disponibilidad.
Se tuvo como propósito medir la relación entre ambas variables en un contexto particular, para analizar posteriormente su causalidad y efecto.
Con esta finalidad se realizaron visitas técnicas al área de taller, entrevistas estructurales, reuniones con el personal de mantenimiento.
1.2. Formulación del problema.
1.2.1. Problema general.
¿Cómo implementar un plan de mantenimiento preventivo para mejorar la disponibilidad del tractor de oruga D10T2 en Minera las Bambas?
83%
90%
69% 69%
87%
90% 90% 90% 90% 90%
0%
10%
20%
30%
40%
50%
60%
70%
80%
90%
100%
May-19 Jun-19 Jul-19 Ago-19 Set-19
DISPONIBILIDAD DE TRACTOR ORUGA D10T2
DISPONIBILIDAD DPM OPTIMO
6 1.3. Objetivos de la investigación.
1.3.1. Objetivo general.
Implementar un plan de mantenimiento preventivo para mejorar la disponibilidad del tractor de oruga D10T2 en Minera las Bambas.
1.4. Justificación.
Fue desarrollada el plan que asegure por medio del mantenimiento para prevenir los errores en el equipo oruga D10T2 de la Constructora Mota engil Peru debido a que su disponibilidad se ve afectada, generando retraso y pérdidas económicas por las paradas no planificas en el proyecto de la construcción de etapa 4 de presa de relaves en Minera las Bambas.
Este plan para la prevención del tractor oruga D10T2 va servir a tener el mejor control para así poder mejorar la disponibilidad, se mejorará en los tiempos de trabajos de reparación y realizando la buena inspección del equipo, para no tener paradas imprevistas lo cual conlleva a tener llamadas por la ineficiencia en la reparación del equipo.
A esto el dueño de contrato que viene ser la minera las bambas este conforme con el trabajo que se viene realizando en la construcción de 4 etapa de presa de relaves.
La emisión de monóxido de carbono tendrá menor impacto con el plan de mantenimiento lo cual garantiza a que tractor de oruga D10T2 trabaje en buenas condiciones sin afectar el medio ambiente y no se tiene observación por parte de la minera las bambas ya que manejan una homologación de equipo anual donde se realiza la inspección general del equipo por un entidad tercera.
Al implementar esta descripción del plan, se analizará este trabajo basandose a las tendencias para que se administre el mantenimiento
7 y se aplicará en los sistemas de tipo pesado que se utiliza por la organización para que se pueda conseguir los siguientes puntos.
➢ Llevar a cabo todos los deberes programados al plan de para que se continúen con las labores presentadas por el back log.
➢ Detectar y actuar las fallas antes de que ocurran, evitando paradas inesperadas y aumentando toda la opción del uso de los sistemas.
➢ Cuando se continua con el plan, se obtendrán beneficios conocidos como su vida útil extendida, logrando ahorros en activos cuando se da el mantenimiento para que se optimice la disponibilidad cuando se requiera
➢ Este plan fomentará la prosperidad de la administración del mantenimiento, realizando la disminución en los costes directos (producción perdida, calidad inadecuada de los sistemas, las demoras en las entregas, los costos capitales por presentar stocks excesivos) y optimizando los costes (mano de obra, mejorando los materiales, los repuestos, y todo gasto en la gestión).
1.5. Limitaciones de la investigación.
El alcance del tema de estudio será llevado a cabo en el equipo pesado del tractor de oruga D10T2, esta investigación se desarrolla dentro de la organización Mota Engil Perú S.A en el proyecto que realiza en la construcción de 4 etapa de presa de relaves en minera las bambas.
La tesis se llegó a desarrollar de manera específica en el área de mantenimiento de equipos de Mota Engil Perú S.A, buscar el nivel de disposición a nivel mecánico del sistema oruga D10T2 con el plan de mantenimiento de prevención.
Entre sus limitantes se encuentran:
• Por la ubicación geográfica , a nivel logístico el cual no da atención a los repuestos y filtros solicitados , lo que conlleva que en varias ocasiones no se atienden las fallas correspondientes en su
8 oportunidad.
• Los indicadores de mantenimiento KPI no se tienen acceso por lo que es gerencial de la empresa.
• El tiempo que se considero para la presente investigación.
• Limitada empatía por el personal para poder brindar información del equipo.
• El cálculo de la disponibilidad mecánica utiliza datos de los 5 meses anteriores y posteriores para la implementación de los planes de prevención.
• Los costos presentados por los repuestos o recursos, la mano para obrar y las paradas del tractor oruga D10T2 es limitado por el area de gerencia que no se tiene acceso.
9 CAPITULO II
MARCO TEÓRICO
2.1. Antecedentes del estudio.
En la búsqueda de información se pudo encontrar diversas investigaciones que muestran la importancia de un plan de mantenimiento para la mejora de la disponibilidad de equipo pesado como en vehículos livianos.
A continuación, se presentan los trabajos más fundamentales que ayudaron a esta investigación a profundizar, mejorar y actualizar el tema en consideración.
(Victor Hernández, 2010) en la tesis titulada “Plan de mantenimiento preventivo para la maquinaria pesada en funcionamiento de la zona vial n°14, dirección general de caminos, salamá, baja verapaz”, presentado en la Universidad de San Carlos de Guatemala en la facultad de ingeniería. Se concluye que, “Es necesario que en todo plan de mantenimiento preventivo se haga un registro fiel de los trabajos o servicios que se han realizado a cualquier maquinaria o equipo consecutivamente. Se deben tener siempre a la mano y al día, para cualquier chequeo o revisión que se desee; deben ser ordenados para poder efectuar una fácil lectura, legibles para todo el personal que elabore el servicio o mantenimiento, y así poder efectuar un análisis antes de efectuar un próximo trabajo”.
Para el marco teórico de esta tesis se utilizó el formulario de trabajos periódicos y fichas de control que se deben realizar a la maquinaria pesada
10 y las definiciones de (Victor Hernández, 2010).
(Julio Ramírez, 2007) en la tesis titulada “Plan de lubricación para el mantenimiento mecánico para la maquinaria pesada utilizada en movimiento de tierra, en la industria de la construcción, por Topsa Construcciones S.A”, presentado en la Universidad San Carlos de Guatemala siendo nombrado de magister en ingeniería de mantenimiento.
En este trabajo se concluye “a causa de cuestiones problemáticas en relación a la disposición de uso de los sistemas, fue desarrollado un plan para que se pueda mantener la maquinaria pesada, la cual se usa para que se mueva la tierra, por medio de procesos de atención a cada sistema, el cual depende de la criticidad. Se generados manuales para que pueda mantenerse cada sistema en base a la fabricación que presentó, se establece que esta criticidad sistemática con darle mayor atención es importante para no afectar a la obra”.
(Coronado Palomo, 2007) presentó el informe “Análisis de modos y efectos de fallas a los equipos más críticos de la sierra Wagner km-44 de colada en C.V.G venalum” en la Universidad Simón Bolívar en decanato de estudios de postgrado en la Especialización en diseño y mantenimiento industrial. Se finalizó mencionando que por medio del desarrollo de su estudio, evidenció lo importante que es lograr las ventajas brindadas por el conocimiento de los modos y efectos que presentan la fallas, al tomar esto como un instrumento para que cada elemento sea evaluado, permitió accionar antes de que suceda. Asimismo, revisó las acciones que deben de ser tomadas para la reducción de las probabilidades de que ocurran otras fallas. Esto pues no se considera económico el desarrollo del AMEF para cada elemento del sistema, siendo requerido el análisis respecto a la criticidad para tener claro los puntos del sistema que deben de pasar por este proceso”.
Esta tesis se utilizó como un antecedente para poder tener en cuenta la evaluación como la interpretación de una serie de resultados relevantes de
11 los subsistemas como sistemas con un nivel crítico, así como para determinar las maneras como consecuencias en los errores, el cálculo de la cantidad de prioridades respecto al nivel del riego NPR obtenidos en esta investigación.
(Juan Pereyra, 2019) en la tesis titulada “Plan de mantenimiento para mejorar la disponibilidad mecánica de tractor landini rex dt-80ge de la empresa agrícola san juan” presentado en la Universidad Nacional Pedro Ruiz Gallo en la facultad de ingeniería mecánica y eléctrica. En este trabajo se concluye “Desarrollar el mantenimiento orientado a que se conserven los sistemas, dando garantía de la disponibilidad al momento oportuno.
Diferentes organizaciones se estructuran por diferentes sistemas, según el paso de los tiempos, estos elementos pasan por varias situaciones que la degradas, dañándolas progresivamente, por ello aplicar los planes de mantenimiento son fundamentales para que la disponibilidad pueda mejorar. Esto ayudará a reducir las fallas, incrementando su disposición, con la reducción de costes y evidenciando que si es favorable”.
De la tesis desarrollada por (Juan Pereyra, 2019), Se utiliza el sistema de trabajo por el mantenimiento preventivo basados en las horas de trabajo 50hr, 300hr,600hr, 1200hr, además los correctivos por inspección.
(Josué Avilés, 2016) en la tesis titulada “Programa de mantenimiento preventivo para mejorar la disponibilidad mecánica del cargador frontal volvo l120f en la municipalidad provincial de Acobamba” presentando en la Universidad Nacional del Centro del Perú en la facultad de ingeniería mecánica. Concluyendo “que pueda aumentarse la disponibilidad a nivel mecánico de cargador frontal volvo L120F del Municipio de Acobamba pasando del 60% a un 76.11%, ello por medio del programa de mantenimiento para la prevención aplicado, pues este sistema tiende a identificarse las labores como los actos que deben ser realizados con un periodo de tiempo en horas para que estas se realicen. Además, se debe de tener en cuenta que la disponibilidad mecánica según estándares debe
12 de ser mayor al 85%”.
De la tesis desarrollada por (Josué Avilés, 2016), se utiliza las fichas de mantenimiento rutinario además el procedimiento a seguir para un mantenimiento preventivo.
2.2. Bases teóricas.
2.2.1. Definición de Mantenimiento.
“Su uso pincipal del mantenimiento respecto a como se sostiene las funciones que presentan los sistemas y su adecuado estado a lo largo de su vida” (Mora,2009)
“Una productividad alta es lograda al usar de forma racional y optimizada la planta industrial. Es claro que los aspectos intervinientes para llegar a este fin es que se mantenga los sistemas en perfectas condiciones respecto al funcionamiento”. (Rey, 2001)
“Se define habitualmente mantenimiento como el grupo respecto a las técnicas que se orientan a la consevación sistemática en servicio en un periodo corto (para que se busque una disponibilidad de nivel alto) y con un buen rendimiento”. (García, 2009)
“Se puede mantener las actividades humanas, de este modo se da garantía de que hay servicios de calidad como expectativa. Todo trabajo realizado en los sistemas al para que puedan seguirse o se brinde un servicio con el nivel de calidad que se espera, esto aplicando los trabajos para su mantenimiento, siendo este su objetivo. El mantenimiento se encuentra dividido en correctivo, preventivo”. (Aragón, 2003)
El mantenimiento y la reparación son partes esenciales del objeto de estudio de la especialización, entendiendo la función de mantenimiento dependiendo del ciclo de vida de las maquinas en
13 sus tres etapas: mantenimiento, reparación y sustitución. (Ávila, 1992).
2.2.2. Tipos de Mantenimiento
Aunque podrían establecerse diferentes clasificaciones del mantenimiento, tomando en cuenta diferentes funciones que se atribuyan, las forma en la que son desempeñadas, el mantenimiento tomando en cuenta un enfoque metodológico o filosófico de planeamientos, se enfoca en definir qué acción tomar después de ver en qué estado se encuentren los componentes de los equipos relacionados en la industria, pueden distinguirse los siguientes tipos de mantenimiento:
▪ Mantenimiento Correctivo
▪ Mantenimiento preventivo
▪ Mantenimiento predictivo
▪ Mantenimiento productivo total
“Nada de esta tipología es empleafa de manera exclusiva, con una estructura tecnológica avanzada de los sistemas que requieran una adecuada combinación como práctica de toda la tipología que presenta el mantenimiento, siendo conocido como planeamiento planificado”. (Gomez,1998)
2.2.2.1. Mantenimiento Correctivo
Los deberes para que se mantenga de manera correctiva los sistemas son realizadas para que se recupere la funciones de todo el sistema, al perderse la capacidad para que su función o presentación no se detenga. Una laborar para la mentención correctiva típica, la cual se encuera estructurada por (Knezevic, 2006)
▪ Identificación de los errores
▪ Localización de fallo
▪ Desmontaje
▪ Recuperación o sustitución
14
▪ Estructuración
▪ Evaluaciones
▪ Verificación
Es la intervención necesaria para poder solucionar un defecto, o una falla ya ocurrida, en este caso las instalaciones, maquinas o equipos operan con deficiencia o directamente no funcionan. (Torres, 2005)
En este tipo de mantenimiento, que también es llamado mantenimiento “a rotura” solo se interviene en los equipos cuando el fallo ya se ha producido. Se trata, por tanto, de una actitud pasiva, frente a la evolución del estado de los equipos, a la espera de la avería o fallo. (Gómez, 1998)
2.2.2.2. Mantenimiento Preventivo
El deber del mantenimiento para la prevención, siendo un deber realizado para que se reduzca la probabilidad respeto a los fallos sistemáticos como elementales, para la extensióon de sus ventajas.
Los deberes del mantenimiento de prevención fue típica constando distintas acciones para su mantenimiento.
:
▪ Desmontaje
▪ Recuperación o sustitución
▪ Montaje
▪ Pruebas
▪ Verificación
La Figura 2.1 expone una representación gráfica de los actos de la acción para que se mantenga el PRT. El periodo de la duracción está expuesta por la DMT, que es la cantidad de tiempo necesario para completar con notoriedad la actividad de mantenimiento preventivo .
15
Figura 2. 1 Representación gráfica de la labor típica para mantener la prevención
Nota: La figura 2.1 muestra la labor típica para mantener la prevención en el mantenimiento.
“Los deberes para el adecuado mantenimiento preventivo, suelen ser los cambios, revisiones, entre otros. Se requiere indicar que los deberes son realizados con la aplicación de intervalos, al margen de lo que requiere la condición” (Knezevic, 2006)
“El éxito que presenta esta tipología del mantenimiento el cual tiende a depender adecuadamente de la elección de los tiempos para la inspección. Un tiempo extenso, generando riesgos de que aparezcan errores cortos, deteniendo la producción”. (Gómez, 1998)
“Los actos de prevención se encuentran fundamentadas en la realización del análisis de forma continua el estado de los componentes de los equipos para que se organice lógicamente los deberes proactivos. La ventaja tiende a consistir que permite la organización de las acciones previstas”. (Mora,2009)
2.2.2.3. Mantenimiento Predictivo
“Este tipo de mantenimiento tiene fundamento en las bases de los saberes permanentemente del estado y la operación del sistema, por medio de la medición de distintas variables. El manejo presentado por las variables estableciendo el uso de la predicción”. (Mora, 2009)
Beneficios para que se mantenga para que se produzca la prevención son:
• Disminución de los periodos de inactividad determinándose el
16 error.
• Proporciona continuar el desarrollo de una falla en los periodos.
• Maximiza la administración respecto al capital humano para que se mantenga.
• Permite que se cree una serie de formularos tanto operativos como internos de nuevos equipos.
• Proporciona información del historial de rendimiento para uso del mantenimiento correctivo.
• Aplica una serie de criterios de manera estadística para que se establezca los periodos para intervenir de manera adecuada.
2.2.2.4. Mantenimiento Productivo total
“De este modo se diferencie la organización que se realiza a la competencia por cómo impacta para que se reduzca los costes, buscando que se mejores los periodos de respuesta, la confianza de contar con los recursos, los saberes de las personas y el nivel de calidad productiva”. (Torres, 2005)
Los objetivos relevantes son:
• Mejorar la disposición cuando sea necesario, incremento del periodo de fracción productiva.
• Aumenta el periodo de vida de los sistemas.
• Involucrar a los usuarios en sus tareas de mantenimiento, con el soporte de los especialistas adecuados.
• Aumentar los periodos de cada equipo.
2.2.3. Indicadores de Mantenimiento
Los indicadores de mantenimiento son para realizar el monitoreo del buen desempeño de las actividades de mantenimiento a los equipos de los cuales son:
17 2.2.3.1. Disponibilidad mecánica
Puede ser definido la probabilidad de los sistemas funcionando de manera satisfactoria al momento necesario luego de comenzar las operaciones, al ser usado con condiciones estables, en este, el periodo total que se considera abarca a los periodos de operación, el periodo activo de reparación, el periodo de inactividad, el periodo para que se haga el mantenimiento, el periodo de la administración (Mora, 2009)
La relación entre el número de horas del período considerado (horas calendario) y el número de horas de intervención del personal de mantenimiento (mantenimiento preventivo por tiempo o condición, mantenimiento correctivo y otros servicios) para cada elemento observado y el número total de horas del período considerado es necesario para calcular la disponibilidad.
𝐷𝑖𝑠𝑝 =∑(𝐻𝐶𝐴𝐿 − 𝐻𝑇𝑀𝑁)
∑ 𝐻𝐶𝐴𝐿 ∗ 100%
Donde:
Disp= Disponibilidad mecanica (%) HCAL= Horas calendario (hr)
HTMN=Horas total de mantenimiento (hr)
El índice de disponibilidad es conocido como la relación entre el tiempo total de funcionamiento de cada elemento operativo eventual y la totalidad de los periodos con el respectivo periodo de la totalidad de los mantenimientos en un tiempo determinado.
𝐷𝑖𝑠𝑝 = ∑ 𝐻𝑅𝑂𝑃
∑(𝐻𝑅𝑂𝑃 + 𝐻𝑇𝑀𝑁)∗ 100%
Donde:
Disp= Disponibilidad mecanica (%) HROP= Horas operación (hr)
18 HTMN= Horas total de mantenimiento (hr)
La expresión que se usa para calcular la disponibilidad de los sistemas sujetos únicamente para que reparen las averías siendo la conexión que presentan los periodos medios de los sistemas (MTBF) y la totalidad de los periodos para reparar (MTTR) y los periodos de mantenimiento ineficiente (periodos para reparar, para desconexión y reconexión, y tiempos libres que se incluyan en medio de averías y tiempos de reparación).
𝐷𝑖𝑠𝑝 = ∑ 𝑀𝑇𝐵𝐹
∑(𝑀𝑇𝐵𝐹 + 𝑀𝑇𝑇𝑅)∗ 100%
Donde:
Disp= Disponibilidad (%)
MTBF= Tiempo medio entre fallas (hr) MTTR= Tiempo medio para reparación(hr)
2.2.4. AMEF
El análisis de los efectos como las maneras de los errores potenciales, AMEF, se considera un proceso sistemático para que se reconoce la cantidad de errores para que se diseñe el producto o un proceso previo a que esta pueda suceder, buscando su ausencia o eliminación del peligro que se relaciona con estas. (Moubray, 2004) De este modo, el AMEF es tomado como una metodología analítica que se establece para que se elimine al momento de detectarse los problemas, con los siguientes fines: (Moubray, 2004)
Disminuir y realizar la evaluación de las maneras de los posibles errores y las causas que se relacionan con el diseño y manufactura respecto a los productos. Estableciendo ciertos efectos de las fallas potenciales para que se mejore el desempeño sistemático.
Reconocer los actos que se eliminen o se reduzcan la oportunidad ocurrencia los errores potenciales.
19 Analizar la confiabilidad del sistema.
Documentar el proceso.
Pese a que esta metodología se usa a nivel automotriz, este es aplicado para que se bloquee y detecten las causas de los errores potenciales en todo producto como procesos de todo tipo de empresa, siendo que estos están operando o en la etapa de proyecto, así como también se aplica a otros tipos de sistemas.
(Moubray, 2004)
2.2.4.1. Beneficios de AMEF
La eliminación de los modos de fallas potenciales tiene beneficios tanto a corto como a largo plazo. A corto plazo, representa ahorros de los costos de reparaciones, las pruebas repetitivas y el tiempo de parada. El beneficio a largo plazo es mucho más difícil de medir puesto que se relaciona con la satisfacción del cliente con el producto y con su percepción de la calidad; esta percepción afecta las futuras compras de los productos y es decisiva para crear una buena imagen de los mismos. (Coronado Palomo, 2007)
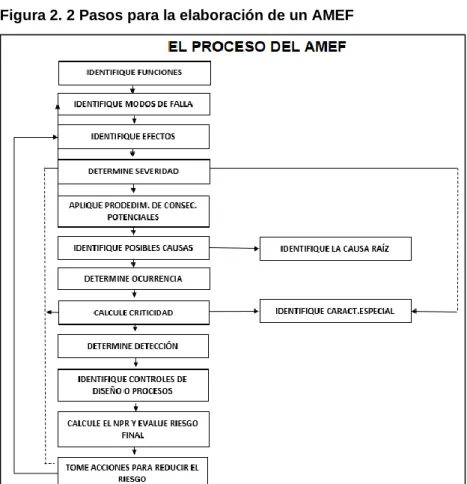
2.2.4.2. Proceso de la elaboración un AMEF
Al crear un AMEF se debe examinarse y seguirse los elementos y/o etapas que se detalla a continuación: Reconocimiento de los errores como funciones, establecimiento de las causas, análisis de los errores, se evalúa la ocurrencia de los errores, evaluación respecto a la severidad de estas, el cómo fue detectado, evaluación de todo tipo de peligros, determinar la criticidad, establecer la cantidad de prioridades y los actos que se realizan para la disminución de los riesgos. Los siguientes pasos se resumen en la siguiente figura 2.2.
(Coronado Palomo, 2007)
20
Figura 2. 2 Pasos para la elaboración de un AMEF
Nota: La figura 2.2 muestra el proceso de elaboración para realizar un AMEF.
De manera continua se presentan determinadas consideraciones para que se aplique un desarrollo que se describe en la totalidad de la Figura 2.2.
Funciones del equipo
“Es el fin para el cual se hace un diseño los proceso para que se encuentra bajo análisis. Siendo un sistema, las funciones respecto a los subsistemas debiéndose reconocerse”. (Coronado Palomo, 2007)
Modos de fallas
Los modos de fallas potenciales o las categorías de falla pueden entonces ser identificadas describiendo la forma en la cual el producto o proceso falla. Los modos de fallas pueden catalogarse en una de cinco categorías de falla: falla total, falla parcial, falla intermitente, falla antes de tiempo, falla por sobre carga de la función.
21 El propósito de agrupar los modos de fallas en esos cincos grupos es para ayudar al equipo de trabajo a identificar todos los posibles modos de falla. Si se analizan los modos de fallas en esta forma, pueden ser reveladas posibles formas de falla inusuales que pudieran pasar desapercibidas. También puede revelarse una pobre definición de las funciones. (Coronado Palomo, 2007)
Efectos de fallas
Luego que las funciones y modos de fallas han sido establecidos, el siguiente paso en el proceso de un AMEF es identificar las consecuencias potenciales cuando se presente un modo de falla.
Esto puede canalizarse, por ejemplo, con una tormenta de ideas dentro del equipo de trabajo, o aplicando analogía, empatía o inversión. Una vez identificadas las consecuencias, éstas deben ser ubicadas dentro del modelo AMEF como efectos. (Coronado Palomo, 2007)
2.2.4.3. Determinación del número de prioridad
Esta se refiere al nivel representativo sobre el producto matemático respecto a la gravedad de los efectos, el nivel que se genera por un error relacionado con los efectos y la habilidad para la detección de los errores previos a llegar a los clientes. La cantidad numérica se utiliza para que se reconozcan los peligros graves y tomar medidas correctivas. Puede expresarse como una ecuación matemática y escribirse de la siguiente manera: (Coronado Palomo, 2007)
𝑁𝑃𝑅 = 𝑆 × 𝑂 × 𝐷 Donde:
NPR: Numero de Prioridad de riesgo S: Severidad
O: Ocurrencia D: Detección
22 a. Severidad
El primer paso en el análisis de riesgos es la cuantificación de la dificultad que presentan las consecuencias. Esto se mide del uno al diez, considerando a este último como el severo. El sistema debe idear un conjunto de criterios de evaluación coherentes, así como un sistema de calificación sensible.
En la tabla 2.1 se evidenció un criterio evaluativo recomendado en el sistema para que se clasifique la dificultad que presentan en el AMEF aplicado a una serie de procesos, como indica en la normativa AIAG (Grupo de Acción de las Industrias Automotrices). (Coronado Palomo, 2007)
Tabla 2. 1 Criterios de evaluación sugerido y sistema de clasificación para la severidad de los efectos en un AMEF aplicado a procesos según la AIAG.
Nota: La figura muestra el criterio para la evaluacion de la severidad, obtenido de la tesis
“Análisis de modos y efectos de fallas a los equipos más críticos de la sierra Wagner Km-44 de colada en C.V.G Venalum”.
Efecto Criterio: Severidad del efecto para un AMEF aplicado a
procesos Nivel
Peligroso sin aviso
El error tiende a afectarse de la operación segura del sistema.
Poniéndose en peligro de los operadores. Este error puede pasar
sin señales previas. 10
Peligroso con aviso
El error tiende a afectar a la operación segura de los equipos.
Poniendo al operador en riesgo. Los errores ocurriendo sin
señales previas. 9
Muy alto
Se interrumpe la línea de producción. El error se da con unas
señales previas. 8
Alto
La interrupción menor de la producción. El sistema se da en la
operación de los otros turnos. 7
Moderado
Interrupción menor de la línea de producción. El equipo entra en
operación en el mismo turno 6
Bajo
Se da la interrupción menor de las líneas productivas. El sistema tiende a operarse con reducciones de determinadas funciones. 5 Muy bajo
Se da una interrupción mejor de las líneas para su producción. El equipo entra en operación en poco tiempo 4 Menor
Interrupción menor de la línea de producción. El equipo entra en
operación en muy poco tiempo. 3
Muy Menor
Sin interrupción de la línea de producción. Baja la eficiencia del
equipo. 2
Ninguno El modo de falla no tiene efecto 1
23 A la hora de cuantificar los riesgos, los impactos se evalúan de forma conjunta, aunque se indican los valores de dificultad separados.
Suponiendo que todas las consecuencias generarán cuando el modo de error se da. A causa de este motivo, el efecto que presenta más severidad precede al momento de evaluar el riesgo potencial.
El prototipo contabiliza las situaciones donde las fases de error contando con diferentes efectos. (Coronado Palomo, 2007)
b. Ocurrencia
Se refiere al mecanismo o causa del error. Esto comienza definiendo la ocurrencia como son las probabilidades de que pase, no existe forma de ennumerar las cantidades de ocurrencia de las maneras del error y de los siguientes efectos. La tabla 2.2 tiende a exponer una serie de criterios que nos dadas por la AIAG para que se evalúe el nivel de ocurrencia de los errores en un AMEF. (Coronado Palomo, 2007)
Tabla 2. 2 Criterios de evaluación sugerido para la ocurrencia de fallas en un AMEF aplicado a procesos según la AIAG.
Ocurrencia de Falla Frecuencia de Fallas Nivel Muy alta: Fallas muy repetitivas Promedio mayor o igual a 10 por año 5 Alta: Fallas repetitivas
Promedio mayor o igual a 6 y menor
a 10 por año 4
Media: Fallas ocasionales
Promedio mayor o igual a 3 y menor
a 6 por año 3
Baja: Pocas fallas
Promedio mayor o igual a 1 y menor
a 3 por año 2
Muy baja: Muy pocas fallas Promedio menor a 1 falla por año 1 Nota: Obtenido de la tesis “Análisis de modos y efectos de fallas a los equipos más críticos de la sierra Wagner Km-44 de colada en C.V.G Venalum”.
c. Detección
Es prueba de los niveles de la probabilidad que un manejo vigente pueda reconocer la causa de los modos de errores o la manera como la falla en sí, se previene o altera antes de llegar a los clientes. (Coronado Palomo, 2007)
24
Tabla 2. 3 Criterios de evaluación sugerido y sistema de clasificación para la detección de una causa o modo de falla en AMEF aplicado a procesos según la AIAG.
Detección Criterio: Probabilidad de detección por control
de procesos. Nivel
Casi imposible No hay controles para la detección del modo de
causa o falla. 10
Muy remota Nivel de probabilidad remota donde los controles son detectados por la causa o falla. 9 Remota Nivel de probabilidad remota que todo control
vigente detecta la causa o falla. 8 Muy baja
Probabilidad muy baja que los controles disponibles para la detección de las causas o fallas.
7 Baja Probabilidad baja que los controles vigentes son
detectados de como la falla. 6
Moderada Probabilidad moderada que el control vigente
detectando como es la causa o falla. 5 Moderadamente alta
Probabilidad moderadamente alta que los controles vigentes detecten el modo de falla o la causa
4 Alta Probabilidad alta que los controles vigentes
detecten el modo de falla o la causa 3 Muy Alta Probabilidad muy alta que los controles vigentes
detecten el modo de falla o la causa 2 Casi certeza total
Todo control disponible se puede detectar casi toda la certeza de la causa o falla. Control de la detección con una confianza alta.
1 Nota:Obtenido de la tesis “Análisis de modos y efectos de fallas a los equipos más críticos de la sierra Wagner Km-44 de colada en C.V.G Venalum”.
2.2.5. Tractor de oruga D10T2
El tractor es uno de los equipos más versátiles a nivel constructivo.
Se utilizan con frecuencia para nivelar terrenos, eliminar vegetación, excavar a poca profundidad, empujar otros equipos de construcción, mantener corredores de transporte, excavaciones de poca profundidad, mantenimiento de carreteras, extender y abrir terreno.
Estos tractores mueven la tierra en una distancia reducida.
El tractor Caterpillar D10T2 tiene varios sistemas y subsistemas, cada uno con su propio conjunto de componentes, que se encargan de diferentes tareas en el grupo de trabajo.
25 De acuerdo con el manual indica, su división es realizada como esta que se describe a continuación:
• Unidad de Potencia
• Sistema de tren de fuerza
• Sistema de dirección
• Sistema hidráulico
• Sistema eléctrico
Para lo cual desarrollaremos cada sistema con su propia definición.
2.2.5.1. Sistema de unidad de potencia
El tractor de orugas D10T2 tiene un motor de tecnología ACERT™
C27, es un motor de 6 cilindros de 2 filas en forma de V, que utiliza un sistema de control electrónico con inyección de combustible controlada electrónicamente. Estos avances tecnológicos ofrecen las siguientes mejoras con respecto a motores con sistemas de combustible operados mecánicamente: mayor eficiencia del motor, menores niveles de humo y menores emisiones de escape.
Figura 2. 3 Motor Caterpillar C27 ACERT
Nota: Se muestra el motor C27 de Caterpillar Inc (2021).
26
Tabla 2. 4 Ficha técnica de motor C27 FICHA TÉCNICA MOTOR CAT C27 ACERT Datos Generales
Marca CATERPILLAR
Modelo D10T2
Tipo de combustible Diesel Numero de cilindros 12
Diámetro 137 mm
Carrera 152 mm
Cilindrada 27L (1648 in³)
Potencia de Motor 462/562 KW (620/754 hp)
Emisiones Equivalentes a Tier 2 y Stage II de la union Europea Potencia de Volante 447 Kw
Velocidad Nominal 1.800 - 2.100 rpm
Configuración de motor Diesel con ciclo de cuatro tiempos, V12 Relación de Compresión 16,05:01
Aspiración Posenfriador y turbocompresor Sistema de combustión Inyección directa
Nota: La tabla 2.4 muestra las especificaciones del motor C27 recogido de Caterpillar Inc (2021).
El sistema de unidad de potencia se subdivide en los siguientes subsistemas:
a. Subsistema de motor básico Conjunto de bloque de motor
Es uno de los aspectos principales de los motores para la combustión interna. El cual se estructura de los pistones, bielas, cilindros y el cigüeñal.
La función principal que tiene el bloque es soportar las estructuras del motor; además, este tiende a dispararse por el calor generado por el paso de la temperatura en todo el bloque (Caterpillar Inc., 2021).
Conjunto de culata de cilindro
Respecto a la culata de cilindro tiende a ser que una sola pieza de material hierro fundido. La culata cilíndrica tiende a soportar todo el árbol de levas como a los cojinetes de acero que están encajados bajo cada presión de las perforaciones del árbol de levas. La culata cilíndrica presenta dos válvulas de escapa por cada uno, los cuales
27 se gobiernan por la rotación que presentan el árbol de levas.
Pistones, anillos y bielas
La pieza mecánica conocida como pistón está compuesta por una corona de acero forjado y una falda, mientras que la biela cuenta con un diseño convencional y su tapa está unida al vástago mediante cuatro pernos roscados. Además, los extremos pequeños de la biela han sido maquinados en un ángulo de 12 grados ajustando de forma perfecta las cavidades que tienen los pistones.
Cigüeñal
Se basa en impulsar un conjunto de engranajes que se sitúan en la parte trasera como delantera del motor, los cuales transmiten fuerza a distintos elementos del mismo, como el árbol de levas, bombas de agua, aceite, la transferencia respecto a los combustibles
Árbol de levas
El sistema se maneja por el engranaje loco fijo el cual se sincroniza por el tren de engranajes que el cigüeñal impulsa. Los aceites, situándose en la culata, se encarga de lubricar los muñones de los cojinetes, a la par una placa de tope que se localiza por parte delantera que maneja los juegos axiales de los árboles de levas.
Amortiguador de vibraciones
El amortiguador de vibraciones se ubica en la parte delantera del cigüeñal y su función consiste en disminuir las vibraciones torsionales, evitando así cualquier tipo de daño que pueda sufrir dicho componente.
b. Subsistema de combustible
El circuito de combustible suele ser básico para los motores del tipo diésel con una serie de inyectores unitarios. El sistema tiende a estructurarse en los siguientes elementos básicos usados para que
28 se entrega el combustible con una baja presión a cada inyector unitario.
• Tanque combustible
• Bomba de cebado de combustible
• Filtros de combustible
• Tuberías de suministro y retorno
Este sistema presenta los elementos expuestos en diagrama, entre los que se incluyen el conducto de combustible (1), los inyectores unitarios electrónicos (2), la tubería de retorno de combustible (3), el filtro secundario de combustible (4), la bomba de transferencia de combustible (5), la válvula de retención (6), la base del filtro de combustible (7), el filtro primario de combustible (8), la tubería de suministro de combustible (9), la válvula de alivio de presión (10), la bomba eléctrica de cebado de combustible (11), el tanque de combustible (12) y la válvula reguladora (13).
Figura 2. 4 Diagrama del sistema de combustible
Nota: En la figura 2.4 se visualiza la estructura del sistema de combustible, obtenido por Caterpillar Inc (2021).
c. Subsistema de admisión de aire y escape
El sistema tiene como función principal es de controlar la calidad y cantidad del total del aire que se encuentra para la combustión y se estructura por:
29
▪ Filtro de aire
▪ Turbocompresor
▪ Posenfriador
▪ Culata de cilindro
▪ Válvulas y componentes del sistema de válvulas
▪ Pistón y cilindro
▪ Múltiple de admisión
▪ Múltiple de escape
Turbocompresor
El aire que ingresa al motor pasa por el turbocompresor. Los gases generados por el motor pasando mediante la turbina.
Su función principal del turbocompresor es incrementar el flujo de aire al motor, la presión respecto al aire de admisión permitiendo la compresión de un volumen alto de aire en el cilindro.
Figura 2. 5 Turbocompresor enfriado por agua
Nota: Partes de un turbocompresor, obtenido por Caterpillar Inc (2021).
10.- Admisión del compresor 11.- Caja del compresor 12.- Rueda del compresor 13.- Cojinete del eje
14.- Orificio de admisión de aceite 15.- Cojinete del eje
16.- Rueda de la turbina 17.- Salida de turbina
30 18.- Entrada de turbina
19.- Orificio de salida de aceite
d. Subsistema de lubricación
La función principal respecto a las bombas de aceite, la cual se suministra a todo el motor, tales como son los cojinetes de la bancada del cigüeñal, las boqullas para que se enfrie los pistones, la extensión respecto a los conductos de los aceites, los tuvos para la suministración de aceite para el turbocompresor y los cojinetes de engranajes locos delanteros activos. El aceite se distribuye a través del conducto de aceite principal, que también abastece de aceite a los mandos accesorios traseros por medio de una tubería de aceite externa.
Este circuito de aceite funciona normalmente a una presión de 214 kPa (31 lb/pulg2) a velocidad baja en vacío y de 400 kPa (58 lb/pulg2) a velocidad nominal. (Caterpillar Inc., 2021)
Figura 2. 6 Diagrama del sistema de lubricación
Nota: La figura 2.6 muestra las partes del sistema de lubricación
e. Subsistema de enfriamiento
El sistema de enfriamiento es la circulación del refrigerante por el radiador y luego ingresa a la bomba de agua hacia cada camisa y un número pequeño llega al enfriador de aceite hidráulico como también a los comprensores para su enfriamiento.
31
Figura 2. 7 Diagrama de sistema de enfriamiento
Nota: En la figura 2.7 se tiene las partes del diagrama de sistema de enfriamiento.
f. Subsistema eléctrico de motor
El sistema eléctrico tiene los siguientes circuitos separados:
▪ Carga
▪ Arranque
▪ Accesorios con amperaje bajo
▪ Batería o baterías
▪ Disyuntores
▪ Cables de batería
▪ Amperímetro
El motor cuando inicia su funcionamiento el circuito de carga empieza a operar. El regulador que presenta el voltaje en el circuito puede dar control a la salida eléctrica para que se mantenga la batería con la carga total.
Es activado el circuito tienden a arrancar cuando solamente es activado el interruptor de los arranques.
Alternador
Este es un tipo de motor eléctrico el cual tiende a convertir la energía mecánica pasando a la eléctrica al producir corriente alterna a través de la inducción electromagnética. Entre los recursos conductores son mencionados:
▪ Devanado del inductor
▪ Devanados del estator
32
▪ Diodos rectificadores
▪ Componentes del circuito del regulador
Figura 2. 8 Componente típico de alternador
Nota: la figura 2.8 representa las partes del alternador.
Motor de arranque
(10) es el interruptor electromagnético que hace las siguientes operaciones:
▪ Este motor (10) puede cerrar el circuito de corriente alta de los motores para el arranque con un cricuirto para el inicio del arranque de la corriente baja.
▪ El solenoide de arranque (10) conecta el piñón del motor de arranque (12) con la corona.
Figura 2. 9 Componentes típicos del motor de arranque
Nota: La figura 2.9 representa las partes del motor de arranque.
33 2.2.5.2. Sistema de tren de fuerza
La transmisión planetaria presenta 3 niveles de velocidad para avanzar y tres de retroceso. El ecm del tren de fuerza controla electrónicamente la velocidad y dirección de la transmisión planetaria con entradas del operador. La corriente se dirige a la transmisión planetaria. A continuación, la corriente se dirige a los engranajes respecto a las coronas cónicas y los engranajes para la transferencia. Los engranajes de transferencia y las coronas cónicas tienden a girar dos semiejes al interior que pasan la corriente a los frenos con los embragues para dirigir.
Los embragues de dirección hacen girar la máquina. Los frenos paran la máquina y, junto con los embragues de dirección, la hacen girar. El ecm del tren de fuerza controla electrónicamente los embragues de dirección y frenos con entradas del operador.
La corriente de los frenos y embragues de la dirección se utilizan para girar dos ejes de engranaje central los cuales giran al mado final. Los mandos finales son juegos de engranajes planetarios de reducción sencilla que transmiten la potencia a las ruedas motrices.
Las ruedas motrices impulsan las cadenas. (Caterpillar Inc., 2021)