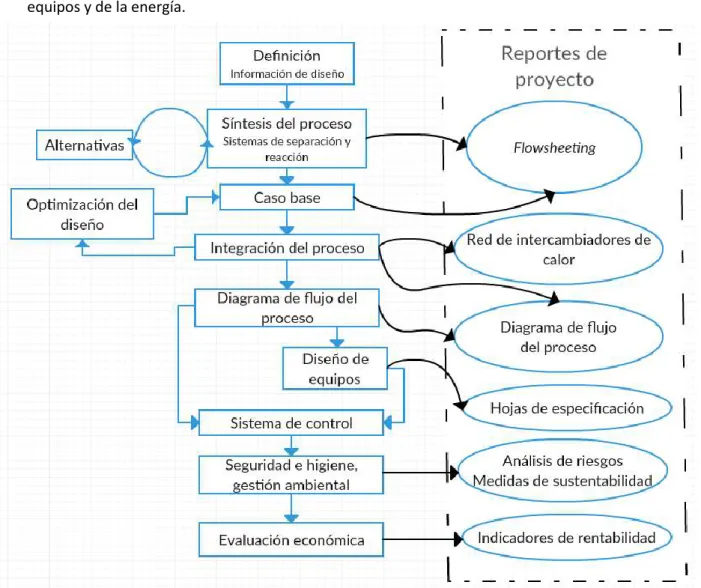
Este trabajo se desarrolló en el marco de la asignatura Proyecto Final de la carrera de Ingeniería Química de la Universidad Nacional de Mar del Plata. Finalmente se debe desarrollar una evaluación económica del proyecto de inversión, enfocada al cálculo de la rentabilidad y los factores determinantes del mismo, más que.
I NTRODUCCIÓN
B ENEFICIOS DEL BIODIESEL
En términos de rendimiento en motores de turismo, un ahorro de hasta un 20% en biodiesel (B20) reduce el consumo de combustible en menos de un 2%, por lo que los usuarios apenas ven variaciones en la autonomía de sus vehículos. En términos de gases de efecto invernadero, el dióxido de carbono liberado cuando se quema biodiesel se utiliza posteriormente para la fotosíntesis en los cultivos que constituyen la materia prima.
M ARCO LEGAL
- H ABILITACIÓN DE LAS INSTALACIONES
- M EZCLADO DE COMBUSTIBLES
- B ENEFICIOS IMPOSITIVOS
- R EQUISITOS DEL RÉGIMEN DE PROMOCIÓN
Pertenecen a empresas comerciales autorizadas "exclusivamente" para el desarrollo de la actividad promovida (Art. 13, b), Ley 26.093). El artículo 14 de la Ley 26.093 establece que la cuota fiscal total de beneficios promocionales se determinará anualmente en la respectiva ley de presupuesto de la administración nacional.
U SOS DEL BIODIESEL
U SOS DEL GLICEROL
La glicerina cruda resultante, que representa aproximadamente del 10 al 13% del peso del biodiesel, está compuesta de glicerol, agua, sal, metanol y ácidos grasos libres. Debido a esto, incorporar la etapa de refinación de glicerol crudo al proceso productivo podría ser muy conveniente, ya que el precio de la glicerina grado USP no ha caído de la misma manera que el precio de la glicerina cruda.

A NÁLISIS DEL MERCADO
M ERCADO EXTERNO
Esto se debe a que el consumo de glicerina USP está impulsado por la creciente demanda de productos cosméticos y de cuidado personal, farmacéuticos, alimentos, bebidas, entre otros. Así como en 2008 las exportaciones de biodiésel se vieron afectadas por el aumento de los derechos de exportación del 5 al 20%, en 2013 la demanda internacional se vio fuertemente incrementada por el aumento del precio del petróleo como consecuencia de la crisis armada en Siria, y en 2014 fue en fuerte caída. debido a las políticas antidumping impuestas por la Unión Europea y las nuevas regulaciones estadounidenses.
M ERCADO INTERNO
C OMPARACIÓN Y SITUACIÓN ACTUAL
La Asociación Argentina de Biocombustibles e Hidrógeno presentó al Ministerio de Energía proyectos técnicamente verificados para incrementar la reducción de biodiesel y así ocupar parte de la capacidad no utilizada. Si quisieran aumentar la reducción de biocombustibles, tendrían que limitar su margen de beneficio.
A NÁLISIS DE COMPETIDORES
El Cuadro 1-3 presenta un listado de los principales productores de biodiesel del país en el año 2010. Según lo que se observa en la Figura 1-6, en el año 2010 la producción de biodiesel argentino.

M ATERIAS PRIMAS
- S OJA
- A LGODÓN
- M ANÍ
- G IRASOL
- A CEITE VEGETAL USADO
- M ETANOL
Esto creó un excedente de aceite de soja y obstaculizó las actividades en la cadena de valor vinculada a la producción de petróleo. Debido al origen de la materia prima del aceite, la producción de aceite de maní es variable.
![Figura 1-9: Flujograma de la soja/ Fuente: [10]](https://thumb-us.123doks.com/thumbv2/123dok_es/12316379.0/38.892.158.727.101.452/figura-flujograma-soja-fuente.webp)
P RECIO DEL BIODIESEL
M ERCADO INTERNO
La diferencia entre los precios internos del aceite crudo de soja y del biodiesel es un buen indicador de la viabilidad del proyecto de ser rentable. En la figura 1-20 se puede observar que la diferencia entre los precios internos del aceite de soja crudo y del biodiesel se mantiene en el rango de 300 a 400 dólares por tonelada.
M ERCADO EXTERNO
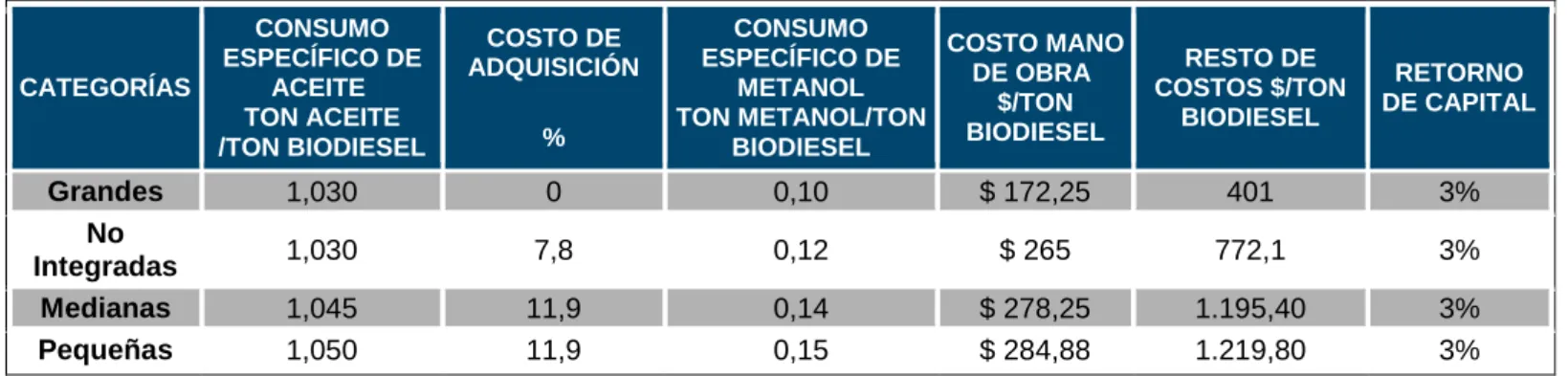
Esto sería razonable considerando que son las propias empresas las que producen el aceite a partir de los granos, y por lo tanto no comparten el mismo costo de materia prima con las empresas no integradas. Además, se debe tener en cuenta que a mayor escala de producción se utilizan tecnologías cada vez más eficientes que permiten reducir otros costos operativos, el rendimiento de los procesos y el consumo de metanol.
C APACIDAD DE PRODUCCIÓN
En el primer caso, la mayor parte de la capacidad de producción (más del 75%) se concentra en la provincia de Santa Fe, pero por otro lado, se puede observar que las grandes fábricas también concentran el 76% de la producción total respecto al resto. 24% de las pymes.

C APACIDAD DE PLANTA RECOMENDADA
Ciertamente no es fácil determinar un número de producción objetivo exacto (que probablemente se definirá mejor más adelante según las necesidades operativas), pero con base en los datos de producción anual de aceite de maní en la Tabla 1-4, puede tener una idea de qué producción recomendar. Además, la cantidad de aceite de maní producido es muy variable, ya que el aceite se produce a partir de saldos de maní que no cumplen con los requisitos de exportación.
U BICACIÓN GEOGRÁFICA SUGERIDA
En última instancia, se puede considerar el uso de aceite de semilla de algodón como materia prima alternativa, ya que el grupo inversor ha mostrado interés en él. Por tanto, el factor que finalmente pesa más es la proximidad de la materia prima, que es el aceite de cacahuete.
J USTIFICACIÓN PRELIMINAR
Sin embargo, se debe tener en cuenta que si se desea obtener los beneficios fiscales previstos en el Régimen de Promoción establecido por la Ley Núm. Se crea 26.093, la totalidad de la producción deberá destinarse a satisfacer la demanda interna de combustible para corte de biodiesel. En particular, se propondrá una localidad cercana a la ciudad de Villa María, en el oriente de la provincia, donde se concentra la mayor parte de la producción.
B IBLIOGRAFÍA
Disponible: http://biodiesel.com.ar/9297/el-biodiesel-en-su-minimo-historico-por-la-baja-del-petroleo#more-9297.
I NTRODUCCIÓN
C OMPUESTOS INVOLUCRADOS
- C OMPOSICIÓN DEL ACEITE
- C OMPOSICIÓN DEL METANOL
- G LICEROL
- É STER
- P RODUCTOS INTERMEDIOS
Desde el punto de vista termodinámico, el metanol está bien caracterizado en cuanto a sus propiedades en la biblioteca del simulador utilizado (UniSim Design). Afortunadamente, esta conexión ya está definida junto con sus propiedades en la biblioteca de conexiones de UniSim.

R EQUISITOS DEL PROCESO
C ALIDAD DEL BIODIESEL
Por lo tanto, si la reacción no se completa, el producto final de interés (oleato de metilo) coexistirá con otros intermedios de reacción en la corriente de salida. Las especificaciones de la norma más relevantes para el proceso se muestran en la lto oleico.
A LTA CONVERSIÓN
La segunda consecuencia del exceso de metanol es el propio reciclaje, lo que posteriormente provoca una acumulación de agua en el sistema. El inconveniente de la acumulación de agua en el proceso es que puede hidrolizar los triglicéridos, dando ácidos grasos libres y provocando una disminución del rendimiento.
M ODELO TERMODINÁMICO
Modelos recientes como Wilson, NRTL (modelo de dos líquidos no aleatorio) y UNIQUAC (UNIversal QUAsiChemical) utilizan el concepto de composición local y, por tanto, mejoran su alcance. Esta recomendación es consistente con lo reportado en el manual de usuario de UniSim Design respecto a la idoneidad de los modelos del programa para un sistema determinado.
![Tabla 2-8: aplicabilidad de modelos termodinámicos a distintos sistemas. Fuente: [8]](https://thumb-us.123doks.com/thumbv2/123dok_es/12316379.0/71.892.124.798.640.860/tabla-aplicabilidad-modelos-termodinámicos-distintos-sistemas-fuente.webp)
C ONDICIONES DE OPERACIÓN
R EACTOR
En cualquier caso, el hecho de que los modelos no sean aplicables a altas presiones no debe ser obstáculo para su aplicación general, ya que la mayor parte de las operaciones de separación tras la reacción se producen a presiones moderadas y bajas, inferiores a los 10 bar, como se hará. se discutirá en detalle más adelante [4]. A mayor temperatura se favorece la velocidad de la reacción y de esta forma se reduce el tamaño de los equipos necesarios para la producción de biodiesel.
C ONDICIONES A LA SALIDA DEL REACTOR
A temperaturas más altas, se producen reacciones de deshidratación intermolecular, formando éteres y agua (ver ecuación 2.1). Pueden ocurrir reacciones de deshidratación entre moléculas de metanol o glicerol, así como entre glicerol y alcohol.
A NÁLISIS TERMODINÁMICO
- V ALIDACIÓN DEL MODELO ELEGIDO
- V ALIDACIÓN DEL COMPONENTE HIPOTÉTICO
- C ONDICIONES DE INGRESO AL REACTOR
- M ÉTODOS DE SEPARACIÓN
- M ETANOL
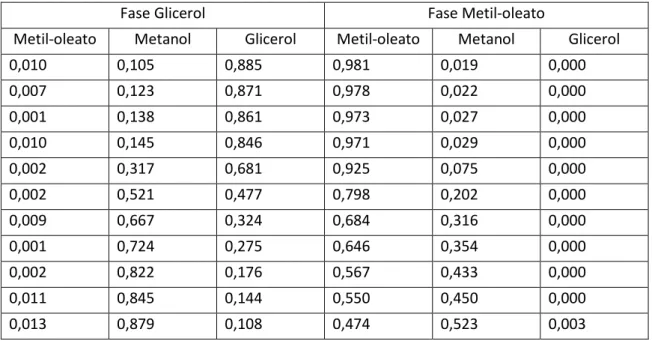
El otro punto a destacar se refiere a las concentraciones de oleato de metilo en la fase glicerol y viceversa. Esto se puede explicar por la gran similitud de la estructura química de estos componentes.
![Figura 2-3: Diagrama de fases ternario a 393K y 1 atm. Fuente: [10]](https://thumb-us.123doks.com/thumbv2/123dok_es/12316379.0/74.892.232.707.252.649/figura-diagrama-de-fases-ternario-k-atm-fuente.webp)
C ONCLUSIÓN
F UENTES BIBLIOGRÁFICAS
I NTRODUCCIÓN
D ISCUSIÓN DE LAS VÍAS QUÍMICAS POSIBLES
- C ATÁLISIS HOMOGÉNEA
- C ATÁLISIS HETEROGÉNEA
- C ONDICIONES SUPERCRÍTICAS
- O TRAS ALTERNATIVAS
- C OMPARACIÓN
En este punto, sin embargo, la atención se centrará en la catálisis heterogénea de la reacción de transesterificación. Esto se evidencia por la ausencia de saponificación, lo que reduce el rendimiento de la reacción al convertir algunos de los ésteres metílicos en sales.
![Figura 3-1: comparación de mecanismos de la reacción de transesterificación. Fuente: [1]](https://thumb-us.123doks.com/thumbv2/123dok_es/12316379.0/92.892.127.770.621.1082/figura-comparación-de-mecanismos-de-reacción-transesterificación-fuente.webp)
A NÁLISIS DE LA VÍA HOMOGÉNEA
- M ODELO CINÉTICO
- V ALIDACIÓN DEL MODELO
- A NÁLISIS TERMODINÁMICO
- A NÁLISIS CINÉTICO
Finalmente cabe señalar que el aumento de la conversión con la temperatura se debe a la variación de las constantes de equilibrio de cada una de las reacciones. Sin embargo, la disminución de la constante de equilibrio con la temperatura de la reacción 3 afecta la concentración de equilibrio de monoglicéridos.

A NÁLISIS DE LA VÍA HETEROGÉNEA
- M ODELO CINÉTICO
- V ALIDACIÓN DEL MODELO CINÉTICO CON DATOS EXPERIMENTALES
- A NÁLISIS TERMODINÁMICO
- P RODUCTOS SECUNDARIOS
- A NÁLISIS CINÉTICO
- E STABILIDAD DEL CATALIZADOR
Luego, el análisis se realiza con el modelo cinético del rendimiento alcanzado en equilibrio en función de la relación molar de entrada entre metanol y triglicéridos. La adición de catalizador al 4% p/p hace que la velocidad de reacción aumente significativamente.
![Tabla 3-6: Factores pre-exponenciales y energías de activación para los tres equilibrios de transesterificación (Reacción no catalizada, relación molar 27:1, temperatura 180-210 °C, 800 rpm) Fuente: [5]](https://thumb-us.123doks.com/thumbv2/123dok_es/12316379.0/105.892.120.771.153.260/factores-exponenciales-activación-equilibrios-transesterificación-reacción-catalizada-temperatura.webp)
F UENTES BIBLIOGRÁFICAS [
I NTRODUCCIÓN
C APACIDAD DE PLANTA
Por ello, se considera ambicioso el diseño de una planta con capacidad para procesar 30.000 toneladas de aceite de maní al año, pues representaría la mitad del aceite que se produce en el país. Si bien se trata de una cantidad arbitraria que deberá definirse con más detalle en función de las necesidades del grupo inversor, por ahora parece una cantidad razonable de petróleo equivalente al 25% del volumen producido en el país.
D IAGRAMA DE FLUJO
- A LIMENTACIÓN
- C ONDICIONES DE ALIMENTACIÓN
- R EACCIÓN QUÍMICA
- S IMULACIÓN SIN RECICLO DE GLICÉRIDOS
- S IMULACIÓN CON RECICLO DE GLICÉRIDOS
La Tabla 4-2 muestra la composición de la corriente efluente del primer reactor cuando se han separado todo el metanol y el glicerol. Entonces surge una alternativa para recircular la corriente de salida del segundo reactor.
F UENTES BIBLIOGRÁFICAS
I NTRODUCCIÓN
M ODELOS DE FLUJO
Para una cinética del tipo ley de Arrhenius, donde los órdenes de reacción respecto a los reactivos son positivos, en general se obtiene una mayor conversión en un TUB que en un TAC de igual volumen. En general, dicha velocidad de reacción en el TAC es menor que la velocidad promedio en un TUB y, por lo tanto, da como resultado un volumen de reactor TUB más pequeño para la misma conversión.
V ELOCIDAD GLOBAL DE REACCIÓN
En general, esta fase se denomina cinética intrínseca para distinguirla de la cinética global, en la que se predice la influencia de las fases de transporte descritas anteriormente. De lo anterior, se puede concluir que el análisis de la velocidad de reacción se vuelve significativamente más complejo cuando se considera la vía catalítica heterogénea.
M ODELO CINÉTICO EN LECHO FIJO
P ROBLEMAS DE TRANSPORTE INTERNO
La publicación de Portha muestra los perfiles de concentración de reactivos y productos de reacción en todo el reactor dentro del pellet (en los gráficos se expresa en función del volumen en lugar del radio del pellet, donde V=0 es el equivalente para el centro del pellet). pellet.comprimido y V≈6.5 el que corresponde a la superficie exterior del comprimido), que se reproduce aquí en la figura 5-1. Numéricamente, el perfil de concentración dentro del pellet catalítico debe resolverse en cada diferencia de volumen del reactor para evaluar la velocidad de reacción en su interior.
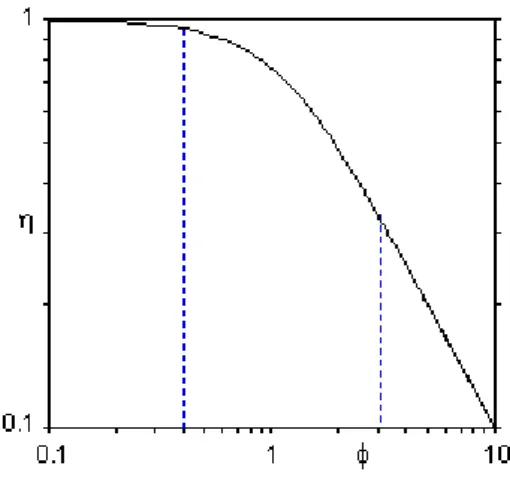
C ÁLCULO DEL FACTOR DE EFECTIVIDAD CATALÍTICO
Además, el hecho de considerar la concentración máxima de metanol, que es la entrada, permite calcular el 𝛷𝐿 mayor. Tenga en cuenta que los valores de porosidad y tortuosidad del catalizador del equipo piloto informados por Allain et al. utilizado, se adoptó para calcular la difusividad efectiva del molecular, es decir, 𝜀𝑝= 0.512 y 𝜏=2.5, como se informa en la Tabla 5-1.
F LUJO TURBULENTO
El primer término contribuye cuando el régimen es laminar, mientras que el segundo término pesa más cuando se alcanza el régimen turbulento. Sin embargo, a 210ºC el metanol se vaporiza a 44,6 bar según la ecuación de Antoine, por lo que una entrada de 50 bar no puede permitir una pérdida de presión superior a 5 bar en el reactor.
C ÁLCULO Y RESULTADOS
- T IEMPO DE RESIDENCIA
- S ÍNTESIS DEL ALGORITMO DE CÁLCULO
- R ESULTADOS DE LA OPERACIÓN ISOTÉRMICA
- C OMPARACIÓN CON PROCESO E STERFIP -H
Tenga en cuenta que el tiempo de residencia calculado en el reactor para alcanzar una conversión determinada depende únicamente de la temperatura, las concentraciones iniciales, el diámetro de las partículas y la carga del catalizador. De manera similar, la reducción a la mitad del volumen del reactor y la masa del catalizador se puede explicar por el hecho de que los factores de eficiencia catalítica se duplican cuando el diámetro de las partículas se reduce a la mitad.

B ALANCE DE ENERGÍA
- O PERACIÓN ISOTÉRMICA
- O PERACIÓN ADIABÁTICA
- O PERACIÓN NINA
- C OMPARACIÓN
Asimismo, se ha decidido estimar los calores de reacción a partir de los valores conocidos de las constantes de equilibrio para cada reacción a diferentes temperaturas, ante la falta de datos en la literatura. Según el cálculo del Apéndice, en la Tabla 5-6 se informan calores de reacción.

B IBLIOGRAFÍA [
Yew, "Liquid Specific Heat Capacity Estimation for Fatty Acids, Triacylglycerols, and Vegetable Oils Based on Their Fatty Acid Composition," Journal of the American Oil Chemists, vol. Clements, "Density Estimation for Fatty Acids and Vegetable Oils Based on Their Fatty Acid Composition," Journal of the American Oil Chemists, vol. .
A PÉNDICE
C ÁLCULO DEL C P CORREGIDO POR TEMPERATURA
El método utilizado para calcular el poder calorífico de los triglicéridos no es viable para calcular el Cp de diglicéridos y monoglicéridos. Las capacidades caloríficas del éster metílico, metanol y glicerol se obtuvieron de la base de datos del simulador de procesos UniSim Design en condiciones de temperatura y presión de funcionamiento.
C ÁLCULO DE LA DENSIDAD CORREGIDA POR T
C ÁLCULO DE LA VISCOSIDAD CORREGIDA POR T
Donde xi es la fracción molar del i-ésimo ácido graso, MWi es el peso molecular correspondiente al i-ésimo ácido graso, R es la constante del gas ideal, Tci y Pci son las temperaturas críticas y las presiones críticas respectivamente para cada componente. Los valores críticos utilizados para calcular la viscosidad son los mismos que se utilizan para calcular la densidad.
C ÁLCULO DE LA VISCOSIDAD DE LA MEZCLA
A partir de las ecuaciones propuestas y las propiedades críticas y factores acéntricos de los compuestos de la publicación de Glisic y Skala [], se calcula la viscosidad de una mezcla dando un valor de 𝜇𝑚 = 6.239𝑥10−4 𝑃𝑎.
C ÁLCULO DE LOS CALORES DE REACCIÓN
I NTRODUCCIÓN
El metanol es una de las dos materias primas involucradas en el proceso de producción de biodiesel. El auge de la producción de biodiesel ha provocado un aumento de la disponibilidad global de esta sustancia, y por tanto los precios de la glicerina de grado técnico se han desplomado [1].
R ECICLO DE METANOL
- S EPARACIÓN DEL METANOL A LA SALIDA DEL PRIMER REACTOR
- S EPARACIÓN DEL METANOL A LA SALIDA DEL SEGUNDO REACTOR
- P URIFICACIÓN DEL METANOL
La composición de la corriente efluente del primer reactor se muestra en la Tabla 6-1. Finalmente, se decidió comparar la separación de metanol lograda mediante destilación flash con la que se hubiera logrado en una torre de destilación.
S EPARACIÓN Y REFINAMIENTO DE LA GLICERINA
- S EPARACIÓN POR DECANTACIÓN
- D ISEÑO DEL DECANTADOR GRAVITATORIO
- R EFINAMIENTO POR DESTILACIÓN
Dado que la fase pesada tiene una fracción de volumen de 0,0579, se puede determinar que la altura de la interfaz corresponde a 𝑍𝐴1= 0,323 𝑚 para la geometría cilíndrica supuesta. Dado que la fase pesada tiene una fracción de volumen de 0,0083, se puede determinar que la altura de la interfaz líquido-líquido corresponde a 𝑍𝐴1 = 0,087 𝑚 para la geometría cilíndrica supuesta.

P URIFICACIÓN DEL BIODIESEL
Al realizar el diseño de la torre de destilación de 2 platos con reflujo unitario, se observa que la pureza alcanzada supera el valor impuesto, por lo que se decide compararlo con los resultados obtenidos al trabajar con una torre de destilación de un solo plato. Por tal motivo se concluye que el diseño óptimo de la torre de purificación de biodiesel corresponde a una columna de 7 platos con alimentación en el plato 3.

I NTRODUCCIÓN
Es por ello que se define un ΔTpinch, que representa la máxima aproximación térmica que puede existir entre las corrientes frías y calientes para una entalpía determinada. La temperatura a la que se produce la mayor aproximación entre las curvas se llama Tpinch.
D IAGRAMAS T EMPERATURA VS E NTALPÍA
El gráfico que se muestra en la Figura 7-1 corresponde a los flujos internos del proceso relativos a las condiciones de operación consideradas en el diseño de la planta en el Capítulo 6. Por otro lado, los flujos fríos requieren un flujo de calefacción que proporcione 2680 kW.

C ONFIGURACIONES ALTERNATIVAS
- M EJORA EN LA TORRE T-105
![Figura 1-8: Evolución de la producción y el área sembrada de la soja. Fuente: [10]](https://thumb-us.123doks.com/thumbv2/123dok_es/12316379.0/38.892.153.738.512.1069/figura-evolución-producción-área-sembrada-soja-fuente.webp)

![Figura 1-18: precios internaciones históricos para el metanol en América. Fuente: elaboración propia en base a Methanex Non-discounted Reference Price [21]](https://thumb-us.123doks.com/thumbv2/123dok_es/12316379.0/50.892.126.767.93.492/figura-internaciones-históricos-américa-elaboración-methanex-discounted-reference.webp)