UNIVERSIDAD NACIONAL DEL CENTRO DEL PERÚ
FACUL TAO DE INGENIER(A METALÚRGICA Y DE MATERIALES
TESIS
EVALUACIÓN DEL CONSUMO DE ENERGÍA"·
ELÉCTRICA EN LA OPERACIÓN DE CONMINUCIÓN DE LA PLANTA CONCENTRADORA DE HUARI - UNCP
PRESENTADA POR LOS BACHILLERES ARMAS CALIXTO. HOMER EDY
POMA BLANCO. JOSE LUIS ,
PARA OPTAR EL TITULO PROFESIONAL DE:
INGENIERO METALURGISTA Y DE MATERIALES
, HUANCAYO- PERU
2013
ASESOR:
ING.ROQUE ESTEBAN SALAZAR
A Dios.
Por permitirnos llegar a este momento tan especíal de nuestras vidas, dirigirnos por el mejor camino dándonos salud y sabiduría para alcanzar todos los objetivos trazado.v hasta llegar a la meta.
A nuestros padres
Quienes siempre creyeron en nosotros y nos dieron todo el apoyo que necesitábamos y por los ejemplos de perseverancia, constancia y motivación constante.
A la UNIVERSIDAD NACIONAL DEL CENTRO DEL PERÚ y en especial a la Facultad de Ingeniería metalúrgica y de materiales. Por permitirnos ser parte de una generación de triunfadores y líderes Local, Regional, Nacional e Internacional.
AGRADECIMIENTO
A Dios por llevamos a su lado a lo largo de esta vida siempre llenándonos de alegría y gozo.
A nuestros padres, que dentro de todas sus preocupaciones nos dieron el valor, las fuerzas y la posibilidad de brillar.
A nuestros maestros.
Por su gran apoyo y motivación para la culminación de nuestros estudios profesionales y para la elaboración de esta tesis; por su tiempo compartido y por impulsar el desarrollo de nuestra formación profesional en la carrera de ingeniería metalúrgica y de materiales en su momento oportuno.
Gracias a todos y a cada una de las personas que participaron en la investigación realizada ya que invirtieron su tiempo y conocimientos para ayudamos a completar el trabajo de investigación.
Por último, agradecemos a todas aquellas personas que sin esperar nada a cambio compartieron pláticas, conocimientos y diversión. A todos aquellos que durante los cinco años que duró este sueño logramos convertirlo en una realidad.
GRACIAS.
INDICE
DEDICATORIA ••••••••••••••••••••••••••••••••••••••••••••••••••.•••••••••••••••••••••••.••.•••.••••••••••••••••••••••••••••••••••. 1 AGRADECIMIENTO •••••.••••••••••••••••••••••••••••••••••••.•••••.••••••.•••.••••••••••••••••••••••••••••••••••••••••••••••••• 11 INDICE ••••••..••••.•••...•.••... , ... "'. 111 RESUMEN •••••••••••••.•.•••••••••.•.••••••••••••••••••••.•••••••.•••••••••••••••••••••••.•.••.••••••.•••••.•••.•••••••••••••••••••• VIl INTRODUCCIÓN ••...•...•.•.•.•..•...•...•..•....•.•..•...•...•...•.•...••...•... VIII
CAPITULO 1
GENERALIDADES Y PROBLEMA
GENERALIDAD ... 01
UBICACIÓN ... 01
VIA DE ACCESO ... 02
PROCESO DE CONMINUCIÓN DE HUARI ... 02
ALMACENAMIENTO DE MINERALES ... 02
SECCIÓN DE CHANCADO ... 04
TRITURACIÓN ... 04
EQUIPOS EN LA SECCIÓN DE CHANCADO ... 04
TOLVA DE GRUESOS ... 04
UBICACIÓN ... 05
ALIMENTACIÓN! ... 05
CAPACIDAD DE LA TOLVA ... 05
VOLUMEN DE LA TOLVA ... , ... 05
ZARANDA ESTACIONARIA ... 06
CHANCADORA DE QUIJADA ... 07
CARACTERÍSTICAS DE LA CHANCADORA DE QUIJADA ... 08
CAPACIDAD DE LA CHANCADORA ... 09
FAJA TRANSPORTADORA ... 09
SECCIÓN DE MOLIENDA Y CLASIFICACIÓN ... 10 TOLVA DE FINOS ... 1 O
ALIMENTADOR DE FAJA ... 11
MOLINO DE BOLAS N° 2 ... 12
MOLINO DE BOLAS N° 3 ... 13
CLASIFICACIÓN DEL CICLÓN ... 13
FLOWSHEET DE LA PLANTA CONCENTRADORA HUARI UNCP ... 14
PLANTEAMINETO DEL PROBLEMA. ... 15
OBJETIVOS ... 15
HIPOTESIS ... 15
JUSTIFICACION ... 16
CAPITULO 11 MARCO TEORICO Y CONCEPTUAL ANTECEDENTES ... 17
ANTECEDENTES A NIVEL INTERNACIONAL ... 17
ANTECEDENTES A NIVEL NACIONAL ... 25
BASE TEORICA ... 27
CONMINUCION DE MINERALES ... 27
MECANISMO DE LA CONMINUCION DE MINERALES ... 32
EXPRESION DEL CONSUMO DE ENERGIA-TAMAÑO DE PARTICULA ... 35
RANGO DE APLICACIÓN DE CADA UNA DE LAS ETAPAS DE REDUCCION DE TAMAÑO ... 35
POSTULADO DE RITTINGER, 1867 ... 37
POSTULADO DE Kick, 1855 ... 38
POSTULADO DE BOND ... 40
POSTULADO DE CHARLES- WALKER, 1957 ... 44
CHANCADO O TRITURACION ... 46
PROPOSITO DEL CHANCADO ... 47
CIRCUITOS DE CHANCADO ... 48
MÁQUINAS DE MOLIENDA DE MINERALES EN HÚMEDO ... 49
PARTES DE UN MOLINO ... 49
VARIABLES DE LA MOLIENDA DE MINERALES ... 50
CAPITULO 111 METODOLOGÍA MÉTODO DE INVESTIGACION ... 66
POBLACIÓN ... 66
VARIABLES ... 66
EQUIPOS Y MATERIALES ... 66
RECOLECCION DE DA TOS METALURGICOS ... 67
INCREMENTO ... 68
ETAPAS DEL MUESTREO ... 68
SELECCIÓN DE PUNTOS Y TIEMPOS DE MUESTREO ... 69
GRANULOMETRÍA ... 69
DENSIDAD DE PULPA ... 70
HUMEDAD Y TONELAJE DE TRATAMIENTO ... 70
GRAVEDAD ESPECÍFICA ... 71
TOMA DE DATOS ELECTRICOS ... 71
ESTADO DE LAS EQUIPOS E INSTALACIONES ... 71
CAPITULO IV ANALISIS E INTERPRETACION PRESENTACION Y ANALISIS DE DATOS ... 72
HUMEDAD DEL MINERAL PROCESADO ... 72
TONELAJE Y D80 EN CIRCUITO DE CONMINUCION ... 72
DENSIDAD Y GRAVEDAD ESPECÍFICA ... 73
DATOS DE MEDICIONES ELECTRICAS ... 7 4 BALANCE DE MATERIA EN CIRCUITO DE MOLIENDA ... 75
PERFORMANCE GRANULOMÉTRICA DE CHANCADO ... 76
PERFORMANCE EN CLASIFICACION- HIDROCICLON D-108 ... 78
PERFIL GRANULOMETRICO ... 79
CURVA DE TROMP REAL ... 79
CURVA DE TROMP CORREGIDA ... 80
EFICIENCIA REAL Y CORREGIDA ... 80
PERFORMANCE DEL MOLINO 3'x4' ... 81
PERFORMANCE MOLIENDA Y CLASIFICACION Y EL DE CONMINUCION EN GENERAL ... 81
ANALISIS E INTERPRETACION DE DA TOS ... 82
DISCUSIÓN DE RESULTADOS ... 82
CONCLUSIONES ... 84
RECOMENDACIONES ... 85
REFERENCIA BIBLIOGRAFICA ... 86
ANEXO ... 87
MATRIZ DE CONSISTENCIA ... · ... 89
RESUMEN
Sin duda, la energía eléctrica es la forma de energía ampliamente usada en las actividades económicas e industriales del mundo moderno. Por ello, se puede decir que las compañías industriales asumen dos retos de relevante preocupación actual.
Uno es usar menor cantidad de energía eléctrica, el segundo modificar los circuitos del proceso, la cual engloba en optimizar la energía eléctrica.
El trabajo de tesis que se presenta trata de, el consumo de energía en el proceso de molienda es significativo por la cantidad usada y el costo involucrado. Por la implicancia de ambos es importante maximizar el tonelaje procesado, para una tarea de molienda dada; lo cual implica maximizar tanto la potencia demandada por el molino como la eficiencia con que dicha potencia se utiliza.
Para poder optimizar el proceso, primero es necesario conocer los efectos de los parámetros operativos sobre la conminución de mineral por lo que se va evaluar la granulometría del mineral en el proceso y el consumo de energía eléctrica de los motores.
INTRODUCCIÓN
Como es conocido, el motor de inducción es el consumidor de más del 60% de la energía en las industrias y de aproximadamente, un 50% de la energía total que se consume en el mundo, Por otra parte, muchos motores se encuentran sólo a un bajo por ciento de su plena carga o trabajan en condiciones de operación diferentes a las nominales. Esto los hace consumir más energía que la que tomarían si fueran bien seleccionados y operaran de acuerdo a sus parámetros de diseño. Esto hace que, desde hace unos cuantos años, en casi todos los países desarrollados se estén tomando medidas para disminuir la energía eléctrica de entrada de este tipo de motores. Estas medidas se han hecho aún más necesarias con el aumento de los precios del petróleo y de las emisiones de gases contaminantes a la atmósfera.
Primero se hace una evaluación metalúrgica del circuito de conminución, para determinar en cuál es el estado metalúrgico del proceso a la par se realizan mediciones eléctricas de intensidad de corriente para determinar el consumo energético, y evaluar las pérdidas que ocurren en los motores de inducción y de sus características como consumidor de potencia reactiva.
Teniendo en consideración estos lineamientos, es que la estructura del trabajo ha sido de la manera siguiente:
En el Capítulo 1, se inserta las generalidades de la operación de conminucíón en la planta concentradora Huari-UNCP, el planteamiento del problema, objetivos e hipótesis planteadas con sus respectivos componentes y finalmente la justificación.
En el Capítulo 11, igualmente se ha incluido lo referente al marco teórico y las partes constitutivas de éste.
En el Capítulo 111, se alude a la parte metodológica seguida en el proceso de la investigación. Y, finalmente,
En el Capítulo IV, se presenta el análisis e interpretación de resultados alcanzados en la investigación, que en sí constituyen los aportes para comprender la gestión eficaz de Jos motores en una planta industrial
Es de estimar que las observaciones que nos proporcionen mejoren la calidad y contenido de este trabajo, que en sí significa un estudio preliminar y que, necesariamente, debe de ser ampliado y extendido con otras investigaciones que se puedan hacer.
1.1. GENERALIDAD 1.1.1. UBICACIÓN
CAPITULO 1:
GENERALIDADES Y PROBLEMA
La planta concentradora Huari -UNCP, está instalada en el centro poblado de Huari, distrito de Huayhuay, provincia de Yauli - La Oroya en el departamento de Junín, que está localizado aproximadamente
a
1.5 Km de la carretera central y 22 Km de la ciudad de la oroya.®
Ml .... d<>Vt!l"""ó~oo1•llolbD>!ot-... lls~~ rll~>acs..nn:omo IMinnaiW<d'_.,...
o . .,.,_,_., .. _ · - -
0 - C o - b e d u i a :ICobO:.i>li«oplanr
o...- •-
Figura 1. Localización Planta de Huari
Limita:
•!• POR EL NORTE: con los campamentos ferroviarios, hacienda Quiulla.
•!• POR EL SUR: Con el rio Huari y anexo de Huashapampa.
•!• POR EL ESTE: Con los pastos de SAIS Túpac Amaru, carretera central y rio Mantaro.
•!• POR EL OESTE: Con el anexo de Huari.
1.1.2. VIA DE ACCESO
El acceso a la planta Concentradora es por la carretera central de doble pista, pavimento hecho con asfalto, teniendo una distancia de 1.5 Km. De la carretera afirmada de 4 a 6 m de ancho.
También se podría nombrar, que la otra accesibilidad es por medio de la vía férrea siendo la misma distancia ya mencionada.
Cuando se trata de la comunicación desde Huancayo seria Huancayo - Huari 100 Km más un desvió Huari - planta 2 Km sería un total de 102 Km también se podría mencionar la comunicación desde la capital la ciudad de Lima la distancia seria: Lima -Oroya 150 Km más la oroya desvió huari 22 Km. Mas desvió Huari- planta 2 Km sería un total de 174 Km.
1.1.3. PROCESO DE CONMINUCIÓN DE HUARI
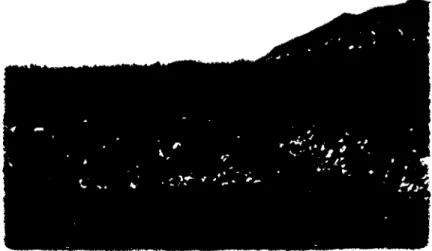
ALMACENAMIENTO DE MINERALES
Llamado comúnmente cancha de gruesos, donde se almacenan todos los minerales traídos de distintos centros mineros para su respectivo tratamiento. Esta cancha de almacenamiento está situado en la parte alta del lado noroeste con capacidad aproximadamente de 1 O 000 TM. De
mineral bruto con una área de 1.5 hectáreas en la que son ubicados de acuerdo a su composición mineralógica.
Figura 2. Cancha de Gruesos
Balanza de Pesaje:
Está ubicada en la parte superior de la planta que tiene una capacidad de 120 toneladas, es un Balanza de tipo plataforma el cual ayuda a registrar el mineral que ingresa.
Figura 3. Balanza
SECCIÓN DE CHANCADO
TRITURACIÓN
El mineral llegado a la planta concentradora, es fragmentado a un tamaño adecuado para su liberación de partículas valiosas, comprende de una etapa de trituración, que consiste en una chancadora de quijadas tipo BLAKE simplificado. Esta operación reduce el tamaño de partículas de rocas grandes a fragmentos de 1/4" a 1".
EQUIPOS EN LA SECCIÓN DE CHANCADO
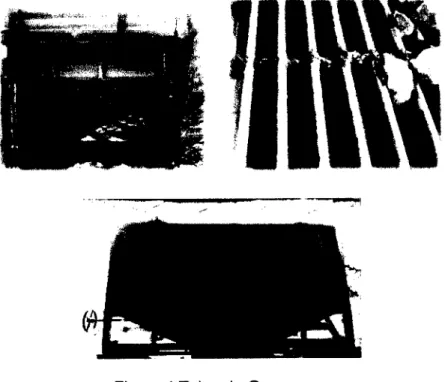
TOLVA DE GRUESOS
Está construido por planchas metálicas de acero de 1/3" de espesor, que descansa sobre una base de concreto. Sirve como depósito y como alimentador a la chancadora de quijadas.
Figura 4 Tolva de Gruesos
UBICACIÓN
Está ubicado en la parte superior de la planta concentradora continuo a la cancha de gruesos, la alimentación de esta se realiza con ayuda de un BoCat por su parte superior de la misma. El tamaño de las rocas de mineral no debe exceder de 8" de diámetro caso lo contrario se reduce el tamaño usando una comba para que pueda pasar tranquilamente la compuerta de la tolva de gruesos dirigida hacia la chancadora.
ALIMENTACIÓN
La alimentación de la tolva de gruesos se realiza por la parte superior de la misma; la alimentación de esta se realiza con ayuda de un BoCat por su parte superior de la misma. El tamaño de roca mineral no debe exceder de 8" de diámetro caso contrario se reduce el tamaño de mineral usando combo de 251b para que pueda pasar la compuerta de la tolva hacia la chancadora de mandíbulas
CAPACIDAD DE LA TOLVA
Para hallar la capacidad de la tolva se debe tener la gravedad específica del mineral y el volumen de la tolva.
VOLUMEN DE LA TOLVA
La forma de la tolva de gruesos está formada por tres áreas de distintas formas; la primera es de forma rectangular, la segunda es de forma
y
fT
=
773097. 5 tn3=
12. 67m3V1
=
105 X 107 X 36V1
=
404460V2
=
(105 X SO X 29. S)+(105 X 50 X 77. S)/2 V2 = 358312. S
V3
=
(lOS X 29.S X 10)/3V3
=
10325CAPACIDAD.- la capacidad para un mineral de 2 de gravedad aparente es de 25.34 toneladas métricas de mineral, G.E. Aparente de 2 tomado teóricamente ya que en la planta se procesan distintos tipos de minerales.
fapacidad = VT x G. E. APARENTS rapacidad
=
25.34 Tf\1iZARANDA ESTACIONARIA (Grizzly)
Los minerales procedentes de la mina contienen cierta cantidad de finos, con tal objetivo es instalado el GRIZZLY, para poder separar los fines y evitando su ingreso a la chancadora, para evitar un trabajo innecesario en dicha maquinaria.
El GRIZZLY estacionario instalado antes de la chancadora tiene los siguientes datos técnicos:
~ Medidas: 64" x 25" x 13. 77"
Angulo de inclinación: 2~
Abertura de la zara.nda:13 -15mm
Figura 5. Zaranda Estacionaria
CHANCADORA DE QUIJADA (Tipo BAKLE)
Está formado por un marco pesado o un sólido bastidor que lleva una quijada fija y otra móvil que esta es pivoteada con un movimiento oscilatorio por medio de juntas abisagradas y brazos movidos por un eje principal y el cuerpo central o pitman sobre el cual gira excéntricamente.
La conminución del mineral es debido al movimiento que posee la quijada móvil que esta se aleja de la quijada fija permitiendo el avance del mineral triturado hacia la parte inferior de la boca (SET), esta acción se repite hasta que el mineral triturado abandone la descarga del chancado, este chancado debe tener una conminución de 1.5" de granulometria como máximo.
Figura 6 Chancadora de Quijada
El tamatio de alimentación depende de las caracteristicas del mineral, este no debe exceder los 8" en la abertura de la entrada, si estos minerales son demasiados grandes producen bóvedas dentro de la cavidad de trituración que disminuye la producción, para ello daremos las dimensiones más acertadas con respecto al tamatio de alimentación a este tipo de chancadora.
CARACTERÍSTICAS DE LA CHANCADORA DE QUIJADA Tabla 1 Característica Chancadora de Quijada
Tipo BAKLE
Marca DELCROSA
Abertura de entrada 10" X 16"
Abertura de salida 1.5" X 16"
Potencia del motor 24Hp
voltaje 440v
amperaje 30A
COS(0) 0,85
CAPACIDAD DE LA CHANCADORA:
Para su cálculo de capacidad de esta chancadora se ha utilizado el método conocido; la ecuación de Taggart.
tf
= 0. 6:7(L XJ\i
Dónde:
T = capacidad por hora (TCPH)
L =largo de la boca de entrada (pulg.).
A= ancho de salida (pulg.).
Reemplazando datos se obtiene.
T
=
0.6 X 16 X 1.5FAJA TRANSPORTADORA
Está ubicada a la salida de la chancadora, que sirve como alimentador a la tolva de finos, con una inclinación lateral para que no haya pérdida de mineral.
Figura 7. Faja Transportadora
CARACTERÍSTICAS:
Tabla 2. Característica de la Faja Transportadora FAJA GRANDE
longitud de eje 12.03
diámetro de polea 0.3
ancho de faja 0.45
altura de inclinación 3.3
marca pirelly vulcanizado
Tipo flexible - 250
tiempo de vuelta 36
SECCIÓN DE MOLIENDA Y CLASIFICACION TOLVA DE FINOS:
m m
m
m
seg
El mineral ya triturado de la chancadora se deposita en una tolva de finos, que sirve de alimentación al molino. La planta metalúrgica cuenta con dos tolvas de finos, para esta campaña se ha utilizado la tolva de finos de forma cilíndrica en la parte superior y de forma cónica en la parte inferior.
VOLUMEN DE LA TOLVA:
V1
=
JI x r2 x hV1
=
14.77955981 m3 V2 = (JI x r2 x h) / 3V2 = (JI X (1.98)2 X 2.22) _ (JI X (0.15)2 X 0.17)
3 3
V2
=
9.11005635 m3----'~- ' l • ""'~
- -~ ~-~ J _ _ - - - -----~--
V1
La capacidad de la tolva de finos para una un mineral de 2.09 de gravedad es de 50 toneladas métricas de mineral.
ALIMENTADOR DE FAJA:
Esta faja transportadora alimenta al molino la carga medida
y
controlada por un operador para ser alimentada al molino respectivamente, esta faja transportadora enlaza la salida de la tolva de finos y la entrada al molino.Figura 8 Alimentador de la Faja
CARACTERÍSTICAS:
Tabla 3 Características FAJA PEQUEÑA longitud de eje 2.41 diámetro de polea 0.43 ancho de faja 0.45
marca pirelly vulcanizado
tipo flexible - 150
tiempo de vuelta 60 seg
MOLINO DE BOLAS N° 2
La molienda constituye el paso final del proceso de reducción de tamaño, consiste en reducir el mineral a un tamaño limite que se encuentra normalmente entre malla 60% m-200; el análisis correspondiente se realiza tomando muestras alternativas de las tres guardias, muestras de la descarga del molino y del ciclón.
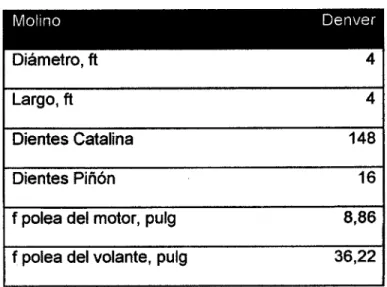
CARACTERÍSTICAS:
Tabla 4 Característica
Molino Den ver
Diámetro, ft 4
Largo, ft 4
Dientes Catalina 148
Dientes Piñón 16
f polea del motor, pulg 8,86
f polea del volante, pulg 36,22
No de Chaquetas
25
Altura del Lifter, cm 7
22 chaquetas de: 62 Kg c/u
3 chaquetas de: 39 Kg c/u
D interno lifter-lifter 46 pulg.
MOLINO DE BOLAS N° 3
El molino de bolas No 3'x4' trabaja en circuito cerrado con un hidrociclón 01 OB
yuna celda serrana WS 4'x4'.
Tabla 5 Molino de Bolas
MOLINO DE BOLAS W 3
Molino Denver
Diámetro. ft 3
Largo, ft 4
Dientes Catalina 148
Dientes Piñón 16
0 polea del motor. pulg 8,86
0 polea del volante, pulg 36,22
);;;>
El molino N°1 se encuentra inoperativo, este trabaja con un clasificador helicoidal
ycon una tolva de finos no2 en el diagrama se muestra en líneas punteadas.
CLASIFICACIÓN DEL CICLÓN
Su fin es seleccionar las partículas gruesas de las finas teniendo en cuenta un tamaño de corte, las partículas finas van hacia el overflow del ciclón y
los gruesos van hacia el underflow, debido a una presión se realiza la separación. El mineral grueso es alimento del molino 3' x 4'.
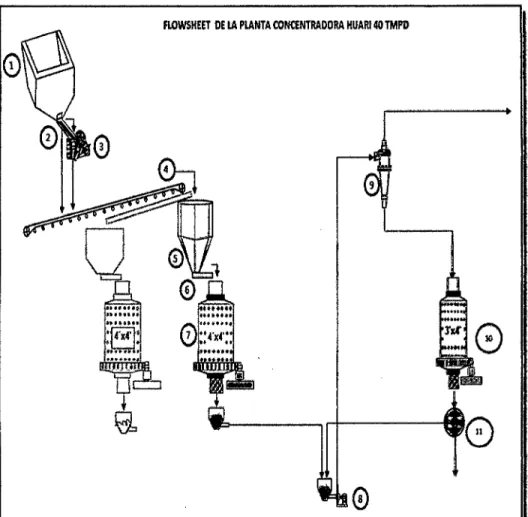
FLOWSHEET DE LA PLANTA CONCENTRADORA HUAR140TMPD
Figura 9. Flowsheet de la Planta Huari - UNCP
FLOWSHEET DE LA PLANTA CONCENTRADORA HUARI UNCP Tabla 6. Leyenda
No LEYENDA
1 TOLVA DE GRUESOS 2 LA GRIZZLY ESTACIONARIA
3 CHANCADORA DE QUIJADA 10"X16"
4 FAJA TRANSPORTADORA Wl
S TOLVA DE FINOS
6 FAJA TRANSPORTADORA W2 7 MOLINO W2 4'X4'
8 BOMBA
9 HIDROCICLON DlOB 10 MOLINO N°3 3'X4' 11 CELDA UNITARIA
1.2. PLANTEAMINETO DEL PROBLEMA 1.2.1. PROBLEMA GENERAL
¿Cómo sustentamos el alto consumo de energía ELÉCTRICA en la operación de conminución de la planta concentradora Huari - UNCP?
1.2.2. PROBLEMAS ESPECIFICOS
a) ¿Qué técnica es la adecuada para determinar el consumo de energía eléctrica en la operación de conminución?
b) ¿Qué equipos consumen menos energía eléctrica en la operación de conminución?
1.3. OBJETIVOS
1.3.1. OBJETIVO GENERAL
Evaluar el consumo de energía eléctrica en la operación de conminución de la planta concentradora huari.
1.3.2. OBJETIVOS ESPECIFICOS
a) Determinar la técnica adecuada para evaluar el consumo de energía eléctrica en el proceso de conminución.
b) Seleccionar equipos que consumen menos energía eléctrica en la operación de conminución.
1.4. HIPOTESIS
1.4.1. HIPÓTESIS GENERAL
Evaluando el consumo de energía eléctrica en la operación de conminución de la planta concentradora Huari UNCP. Sustentamos el alto consumo de energía eléctrica en la planta concentradora Huari - UNCP.
1.4.2. HIPÓTESIS ESPECIFICAS
a) La técnica adecuada para la evaluación es la obtención de datos de operación real.
b) Los equipos de última tecnología para operación de conminución consumen menos energía eléctñca.
1.5. JUSTIFICACION
El propósito de esta evaluación del consumo de energía eléctrica en la planta concentradora de Huari - UNCP, lo realizamos con el propósito de evaluar porque es el alto consumo de energía eléctrica en la planta, con esta evaluación una vez teniendo el diagnostico pretendemos corregir dichos factores y dar solución para minimizar el consumo de energía eléctrica con el fin de ahorrar económicamente.
CAPITULO 11
MARCO TEORICO Y CONCEPTUAL 2.1. ANTECEDENTES.
2.1.1 ANTECEDENTES A NIVEL INTERNACIONAL
1) La dirección de estudios de la comisión chilena del cobre en su investigación sobre "COHEFICIENTES UNITARIOS DE CONSUMO DE ENERGIA DE LA MINERIA DEL COBRE. 2001-2007 DE 11/08", al analizar la participación en el consumo total de energía de cada uno de las áreas definidas del proceso de producción se observa que el área más consumidora de energía es la explotación minera (35.7%) seguida por la concentradora (25.9%). Es importante destacar que, mientras la explotación minera consume un 87% de consumo total como combustibles, el consumo de energía del área de concentración de minerales es, en la práctica casi exclusivamente energía eléctrica (98%). En el periodo considerado en el estudio (2001-2007) los consumos de energía como combustibles en la mina se incrementan en 61%
y el consumo de energía eléctrica en la concentradora aumento en 46.7%.
consumos Unitarios Area concentrado~rar (A)Consumos Unllarlos Combustibles
~r---~---
... -.-•, , .. , •
~
=
-~_______
,_~---~..,.
. ... ..._
~ ~ 200 ---=.e _.. ...__,.
...
"""" -!:: ISO 1---:e--;
: ... ,.
~ 100 . . .
-···-r'i.-' ...
;;¡; 50 1 - - - 1
12.000 . - - - .
:E 2.000 1 - - - 1
o~---~ 0~---~ ~ x::::z m3 2'XW m ~ 'Dl7
- - · - --~_:$JC - - - -c::m:::.~ ---~~-
Fuente: Elaborado por lo Comisión Chilena del Cobre en base o información de las empresas
Figura 1 O. Cuadro de Estadística
Como se puede observar en el grafico la concentradora es una etapa del proceso de producción de cobre altamente consumidora de energía eléctrica la que utiliza en particular en las etapas de chancado, molienda y clasificación en promedio los valores país muestran una tendencia creciente en el periodo que alcanza a un 28%, tendencia que es más acentuada en las minas SIC (37,8%) debido a incrementos en la dureza del mineral, estos mismos consumos unitarios expresados por unidad de mineral tratado en la concentradora se mantiene bastante estables aumentando solo en un 9%.
Otro hecho destacable es que los consumos unitarios de electricidad en el área de concentradora de las minas SIC es alrededor de 1.5 veces aquellos de las faenas SING. lo anterior se debe a que el mineral extraído de la zona norte presenta durezas en tono a 13-15 KWh/ton, mientras que los minerales de las faenas asociadas al SIC tienen durezas más altas, 15-20 KWh/ton, por lo que se requiere más energía para su molienda.
2) El elevado crecimiento de la economía en chile principalmente en las últimas décadas se ha traducido en una extraordinaria expansión del consumo de energía, dicho crecimiento se ha producido manteniendo una estrecha correlación entre la demanda de energía, en especial la eléctrica. y la expansión de la actividad económica de ese país así en el periodo de 1990- 2004, el crecimiento del 5.8% promedio anual del producto interno bruto PIB tuvo como contraparte un crecimiento del 5.1 % del consumo total de energía secundaria y dentro de esta la electricidad tuvo un aumento de 8.2% la tendencia de este comportamiento se muestra en la siguiente figura.
Crecimiento del PIB vs. Consumo de Energía (variación %respecto del año base 1990) 300%
; -eonsuroo Becllicidad
~-
250% J -eonsuroo Energeticos R"irnarbs 200%
¡-PEI
150%
~
100%
~
50%
_,--- ~ _,.,.-
---
0% ~ ..
11
1990 1991 1992 1993 1994 1995 1996 1997 1998 1999 2000 2001 2002 2003 2004
Figura. 3.1 ~1 : Crecimiento del Producto 'Interno Broto vis Consamo Energético [l] Fuente: "Abastecimiento Energético Futuro de Chile" de Hugh RmfrJ:i1dl¡ -1001
Figura 11.- Crecimiento VS Consumo de Energía
De acuerdo a lo anterior se tiene que la intensidad energética, o cociente entre el consumo de energía y el PIS, se ha mantenido creciente durante esta última década en nuestro país. Lo mismo ocurre para la intensidad eléctrica que es el coeficiente entre el consumo de energía eléctrica y el PIB.
Según las cifras del año 2006, se tiene que un 65% del total de consumo de electricidad es atribuible al sector 'industria y minería, destacando el consumo de la gran minería del cobre como un 50% de dicho sector. Po lo tanto se tiene que la gran minería del cobre es uno de los principales sectores consumidores de electricidad de chile, representando el 31% del consumo total.
De toda esta energía vemos en el siguiente cuadro los gastos energéticos en minería.
., >
Tabla 7. Cuadro de Consumo de Energía
CONSUMO DE ENERGIA ELECTRICA POR PRODUCTOS DE COBRE PROCESOS % PRODUCTO COEF. UNITARIOS (KWHfTMF) CAUSAS CONSUMO 2004 COMERCIAL 1995 2004 VARIACION
EXTRACCION CONC. Cu 1837.4 2204.1 20% BAJAS LEYES
CONCENTRACIÓN 30%Cu REEMPLAZO DE
53% SECADORES POR
FILTROS.
FUNDICION BLISTER 2615.4 3302.7 26.3% ELIMINACIÓN DE
11.6% 99.5% Cu HORNOS DE
REVERBERO, IMPLEMENTACIÓN DE HORNOS FLASH CONV. TENIENTE Y NO RANDA.
REF. CATODO ER 2947.5 3654.1 24% CAUSAS
ELECTROLiTICA 99.99% Cu ANTERIORES:
2.4% CONSUMO ESTABLE
EN REFINACIÓN EXTRACCION CA TODOS 3291.4 3111.5 -5.5% CONSUMO ESTABLE
LIXIVIACIÓN SXEW Y MÁS EFICIENTE
EXT. SOLV. (99.99% Cu) ELECTROOBT.
33%
"La energía y el desarrollo de la minería en chile" - 2004 fuente COCHILCO Del cuadro podemos concluir que en el proceso de mina y concentradora se gasta la mayor parte de energía eléctrica.
3) La energía eléctrica constituye un insumo fundamental para la industria y para su potencial desarrollo. Por tal motivo, la viabilidad de la materialización de nuevas faenas, o ampliaciones de yacimientos ya existentes, supone que
adecuada infraestructura PARA SU TRANSMISION. En el caso de Chile el estudio "demanda de energía eléctrica en la minería del cobre y perspectivas de seguridad en su abastecimiento", elaborado por la comisión Chilena del cobre (Cochilco) ofrece el escenario más completo en cuento al consumo de energía eléctrica que demandaría anualmente la minería cuprífera principal producto minero del país de Chile hasta el año 2020. Si bien al cierre de esta edición el informe estaba en proceso de actualización, las tendencias que muestran se mantienen. Al respecto, el documento subraya que la producción de cobre se incrementara sobre los 7 millones de toneladas de cobre, fino hacia el año 2020.EI notable incremento proyectado de la producción cuprífera chilena significaría un proporcional aumento en la demanda de energía eléctrica. Se estima que hacia el año 2020 demandara del orden de 32.663 GWh en comparación con el consumo del año 2009 que alcanzo a los 18.755 GWh.
El consumo electico 2020 en el área del SING se proyecta en 17.728 GWh sin embargo, el impacto más significativo ocurrirá en el SIC alcanzando a fines de la presente década un consumo de 14.935 GWh.
4) Las concentradoras chilenas han desarrollado estrategias operacionales para tener un consumo específico de energía controlado, frente a escenarios de aumento significativo de la dureza del mineral, o de la capacidad del tratamiento del mineral, para responder a una disminución de la ley. En este artículo, se analiza el consumo especifico de energía de nueve concentradoras chilenas, con una capacidad de tratamiento superior a las 50k tpd, en el periodo histórico de 2002- 2004, el análisis se realiza en base al consumo de energía eléctrica la que representa alrededor de un 98% del consumo total de energía eléctrica (electricidad y combustibles) de una concentradora.
El consumo unitario de electricidad en las concentradoras, como consumo de energía para producir una unidad de producto ( una tonelada de cobre fino), para las empresas abastecidas por el sistema interconectado central (SIC), es de 1.5 veces el consumo de aquellas plantas conectadas al sistema interconectado del norte grande ( SING), este comportamiento se puede explicar globalmente por el hecho de que los minerales extraídos de la zona norte presentan durezas en el rango de 13- 15 kWh/ton, mientras que los minerales de plantas vinculadas al SIC , poseen mayores durezas, en el rango de 15-20 kWh/ton. Sin embargo una mayor dureza del mineral no impide que una concentradora no pueda reducir de manera global
el
consumo especifico de energía, usando. estrategias operativas adecuadas y situándose por debajo del promedio observado en plantas con minerales con menor dureza. En efecto, el concentrador BC2, con un wi=16.8, ha logrado disminuir su consumo especifico de energía en un 30% con respecto a la tendencia esperable, en relación al concentrador BC9, que posee un wi= 13, como se muestra en la figura estas concentradoras tienen valores de P80 muy similares y cercanos a 210 ¡.Jm.El mayor consumo específico de energía se concentra en la molienda (SAG y bolas), razón por la cual las estrategias operativas para disminuir el consumo de energía eléctrica, se han centrado en torno a estas operaciones unitarias.
El proceso de molienda, desde una perspectiva energética, es altamente ineficiente, puesto que el 85% de la energía utilizada en la conminución se disipa como calor, 12% se atribuye a pérdidas mecánicas y sólo un 1% de la energía alimentada a la planta, se utiliza para reducir el tamaño del mineral de alimentación. La Figura 1, indica los consumos específicos de energía, como promedio de nueve plantas concentradoras con una capacidad de tratamiento superior a las 50 kTPD, en los principales equipos de una concentradora. La
de cerca por la molienda SAG con un valor cercano a 6.5 kWh/ton mineral. Es importante indicar que el chancado de mineral y "pebbles", presenta un consumo específico de energía promedio, significativamente menor que el de la molienda (SAG y bolas). Esto responde a la estrategia utilizada por algunas concentradoras que han incluido un pre-chancado en el circuito de molienda SAG.
Si se tiene en cuenta que para producir los medios de molienda y los revestimientos, también existe un consumo de energía, entonces este contribuye a incrementar el consumo específico de energía en una planta. El consumo promedio de medios de molienda a nivel nacional vaña entre 400 y 1200 g de acero por ton de mineral. John Marsden, señala que la energía estimada para proveer un consumo unitario de acero para la operación, equivale a 5.75 MWh/ton métrica. En consecuencia, al optimizar el consumo de estos, también se puede lograr una reducción del consumo específico de energía asociado a la planta.
La Figura 3 muestra la relación entre el consumo específico de energía y el valor de P80. Se observa un bajo consumo específico de energía de la concentradora BC5 con un valor de P80
=
130 J.Jm, que involucra una disminución del 28% del consumo específico de energía respecto a la tendencia general esperada. Las concentradoras BC5 y BC7 tienen un consumo específico de energía cercano a 23 kWh/ton y un Wi del orden de 14, pero con una diferencia significativa de sus valores de Pao de 130 y 212 J.Jm, respectivamente. Este resultado muestra que la concentradora BC7 tiene la posibilidad de disminuir su consumo de energía, a través de estrategias operacionales orientadas a una adecuada planificación de UG y UGM, junto con una disposición al cambio de los valores de las variables operacionales que impactan significativamente en este consumo.La Figura 4 muestra el consumo específico de energía de los consumibles en función del valor de P80. La concentradora BC2, respecto a BCS y BC7, tiene un consumo menor de energía asociado a los consumibles, por una condición más favorable en la dureza del mineral.
Esto muestra la importancia de establecer una estrategia operacional orientada según las características particulares del mineral que se alimenta a la planta de molienda. Así, es posible observar que las concentradoras que operan con un alto Wi, tienden a disminuir el valor de T 80 , para promover un menor nivel de molienda secundaria, a expensas de un mayor trabajo del chancadora de "pebbles" (concentradoras BC1, BC2, BC3 y BCS).
Se puede llegar a concluir que en toda concentradora se debe establecer un adecuado balance del consumo específico de energía entre el SAG y el chancado de pebbles, independientemente del valor del Wi del mineral. Se ha podido detectar que las concentradoras con un valor bajo de Wi tienen la oportunidad de disminuir de manera significativa su consumo específico de energía, empleando la estrategia de aquellas concentradoras con un mayor Wi (mayor chancado de pebbles). Asimismo, algunas concentradoras podrían reducir su consumo específico de energía por la vía de los consumibles.
5 as
i
•:soj
1. E
a
ae 8
r.
lzo i"
¡
o
•
o+1!.
•
•
~u~---
lO u 14
WJ
2.1.2 ANTECEDENTES A NIVEL NACIONAL.
1) En lo referente a la energía eléctrica constituye un insumo fundamental para la minería y su potencial desarrollo. Por tal motivo, la viabilidad de la materialización de nuevas faenas, o ampliaciones de yacimientos ya existentes, supone que existía energía eléctrica disponible y confiable a un precio competitivo así como la adecuada infraestructura para su transmisión.
El tema es de vital importancia en Perú donde la industria minera es la principal demandante de suministro eléctrico y lo seguirá siendo por un buen tiempo, a la luz de las importantes inversiones que provee el sector.
En el caso del Perú de acuerdo con información entregada por el ministerio de energía y minas (MEM9 de este país , la capacidad instalada a nivel nacional en materia de generación al 2010 alcanzo 8.600MW. de ese total el mercado eléctrico represento el 85.3%, mientras que el 14.7% restante corresponde a las autoproductoras.
El sector minero peruano en la actualidad tiene una potencia de aproximadamente 850 MW y se proveen los siguientes incrementos: este año un aumento de 86 MW; en 2012 otros 216MW adicionales; y en este año 2013 crecería en 265MW.
Al respecto, en el MEM explican que las principales cargas mineras consideradas son: 40MW de la ampliación de Cajamarquilla, 40 MW de la ampliación de Antamina Antapaccay, en tanto, suma 90 MW y Toromocho 25 MW. En termino de potencia, el crecimiento promedio anual en el escenario medio es de 7.8%, que representa un incremento medio anual de 479MW y una potencia total adicional de 4.787 MW desde fines del 2009 hasta el año 2019. Para el escenario optimista y conservador, el crecimiento promedio anual es de 8.9% y 6.8% respectivamente y el incremento medio anual de potencia es de 592MW Y 412 MW según el caso.
2) PROENERGIA SAC, hizo un estudio del consumo de energía eléctrica por áreas y englobamos en el siguiente cuadro.
Tabla 8 Cuadro de Proenergia
CIRCUITOS CIAMINERA 1 CIAMINERA2 CIAMINERA3 CIAMINERA-4
kWh/mes % kWh/mes % kWh/mes % kWh/mes % TOTAL-MINA 1319382.3 41.4 892800.0 33.1 172080.0 5.1 1166658.6 8.6 TOTAL CONCE. 1544478.0 48.4 2890233.6 53.8 2890233.6 85.8 11339459.0 83.7 CHANCADO 108134.0 3.4 66746.4 2.5 112890.0 3.4 1208783.0 8.9 MOLIENDA 763152.0 23.9 890004.2 33.0 1401508.8 41.6 6053597.5 44.7 REMOUENDA
FLOTACION 572884.0 18.0 437204.0 16.2 1230120.3 36.5 3967710..5 29.3 FILTRADO 100308.0 3.1 58464.0 2.2 145714.5 4.3 109368.0 0.8 TOTAL 325680.0 10.2 355350.0 13.2 304416.3 9 1042734.6 7.7 CAMPAMENTOS
TOTAL 3189540.3 100 2700568.6 100 3366729.9 100 135488522 100
De este cuadro podemos concluir en enorme gasto de energía eléctrica que se hace en etapa de concentración y en particular en conminuáón que engloba al área de chancado, molienda y remolienda.
3) el ministerio de energía y minas del pero (MEM) de acuerdo al balance del consumo de energía eléctrica en el Perú en el 2008 reporto el siguiente cuadro.
Tabla 9 Consumo de Energía
AN02008 CONSUMO DE ELECTRICIDAD
SECTORES GWh %
RESIDENCIAL COMERCIO Y PUBLICO 12769 43%
INDUSTRIAL 8518 29%
MINERO METALURGICO 7726 26%
AGROPECUARIO Y AGROINDUSTRIAL 472 2%
PESQUERIA 235 1%
TOTAL 29720 100%
El 55% de energía eléctrica se consume en el sector minero y manufacturero.
4) El expositor ing. Orlando E. Ardito Chávez en su exposición sobre: "motores eficientes para el sector minero" en n noviembre del2011 concluye que:
• La decisión de adquirir un motor eficiente en lugar de un motor de eficiencia estándar es más favorable a medida que se incrementan las horas de operación del motor y/o se incrementa precio monómico de la energía eléctrica.
• La adquisición de nuevos motores eficientes en lugar de motores de eficiencia estándar, a medida que se va renovando el parque industrial debería ser parte de una política energética empresarial en el contexto del mejoramiento continuo y la reducción de impacto ambiental.
2.2. BASE TEORICA.
La operación de conminución y todas las demás operaciones relacionadas a ellas tiene una importancia vital en Procesamiento de Minerales, debido a que una roca mineralizada (mineral) para liberar el mineral valioso tiene que ser reducida de tamaño, de modo que pueda ser separado por algún método de concentración. Pero para lograr esta reducción de tamaño se necesita entregar energía al proceso, por lo tanto esta energía específica se convierte en un parámetro controlante de la reducción de tamaño y granulometría final del producto en cada etapa de Conminución.
CONMINUCION DE MINERALES.
La conminución se designa a la reducción de tamaño de rocas grandes a fragmentos pequeños que solo midan unos pocos micrones.
Según Bond, la conminución se define como el proceso en el cual la energía cinética- mecánica de una máquina es transferida a un mineral produciendo en él fricciones
MINERAL GRUESO
MÁQUINA DE CONMINUCIÓN
ENERGIA
Figura 13 Conminucion
MINERAL FINO
El rol de la conminución y de las operaciones unitarias relacionadas a ella es de gran importancia, puesto que es posible liberar la mena de la ganga y preparar las superficies y el tamaño de las partículas para los procesos posteriores de concentración del mineral valioso, y en términos de costos de operación estas operaciones unitarias representan la mayor fracción de Jos costos totales mayores a un 60% en el procesamiento de minerales, debido al alto consumo de energía.
En esta operación de rotura del mineral, encontramos una relación que muestra la limitación energética, la cual se puede expresar como:
fARTICULA GRANDE+ ENERGIA
=
PARTICULAS MAS PEQUEÑAS +SONIDO+ CALORJ Si esto fuera cierto, no debería ser correcto restar toda la energía del calor y el sonido producidos de la energía total de un proceso de fragmentación con el objeto de obtener un valor neto de la energía. BeKe (1964) propuso la cifra de 0,6% como la cantidad de energía consumida utilizada en la reducción teórica dimensional. Austin (1964) dio un valor de menos del 3% como la proporción de la energía total utilizada con este fin. En consecuencia, es generalmente aceptado que la energía real consumida en la operación de fragmentación es baja en comparación con la energía total consumida.En consecuencia, la conminución de minerales consta de las siguientes etapas, en concordancia con la proposición de R.T.Hukki (1961):
1010,.----...,---,....,---r----,~--~-,
10"2
1o·•
p
\~
'~
\\ ¡..---
Proceso•1
\ de molienda
\ ~
Kick (n
=
11l•
Deformac~ón plástica.¡pOSible
.-Cristal unitario (Cuarzo)
10"2 102 104
Proceso de trituración
106
• Explosión o voladura ~de oo a 1,0 m
• Trituración o chancado
o Primario, de 1,0m a 100 mm.
o Secundario, de 100 mm a 10 mm.
o Terciario, de 10mm a 5 mm.
• Molienda
• Primaria, de 10 ó 5 mm a 1 mm.
• Secundaria, 1 mm a 100 !1IT1
• Remolienda, de 100 !1IT1 a 1 O
!1IT1
Figura 14 Forma general de la relación Energía-Reducción de tamaño de partícula
La reducción de tamaño después de la fragmentación con explosivos, continua con la trituración la cual se lleva a cabo por compresión de la mena contra superficies rígidas (chancadoras) o por impacto contra superficies, con un recorrido de movimiento rígidamente forzado (chancadoras de impacto),
1CH.4tiC~C•jRA
\
~IGlRATOPU IIPPILlAP.Il
1
1
1JM !
CRJPQ
1 1
Cf\ant~dom
dt cono
cmne~dorndt
CttUndlfl~ I::Jp.ltt~Froducto vaHoto
" 31
TamaFo de partículas en mm
\
Figura 15. Esquematización de la reducción de tamaño de partícula mineral.
En consecuencia, esto contrasta con la molienda, la cual se lleva a cabo por abrasión e impacto de la mena mediante el libre movimiento moledor tal como barras, bolas, pebbles y guijarros, constituyendo la etapa final de liberación del mineral, tal como se muestra en la figura.
Esquematización de la liberación del mineral valioso
Por otro lado, debemos entender por Liberación a la separación del mineral vafioso de la ganga mediante la fragmentación de la mena en una máquina de conminución, pero como la liberación no es del 1 00% se le expresa por el grado de liberación que es el
porcentaje de partículas individuales del mineral valioso en forma libre.
Partrculas rnixtas tipo Mlnornl A R!Jinor.::l B
AIB % t!irea ;e % perltbriD %~ X%~f:brta
1
CI_)
60%X60%= 60o/oX 60%=26% 26o/o
2CD
60%x 60%= 36% 40%x40%== 16% ! :3~
60%x 90o/o= 40%x 10°k=64o/o 4% ¡·
4~
/ 60%x 10%= 6o/o 60'% X 90%:: 46o/o i~[~J
40%x20%= 8% 60%x80%== 48%6
@]
90o/o X 90% 100% = 10°kx 0% 0%=
Cálculo del Grado de Liberación parcial para partículas rnixtas AIB en la 'fracción +xM
- - - - .
Figura 16. Diferentes tipos de amarres de partículas vistas después del fracturamiento.
Generalmente en la naturaleza los minerales presentan distintos amarres entre los valiosos y los no valiosos y que a su vez pueden están formando diversas fases sólidas, tal como podemos ver en la siguiente figura que al triturarse nos van a dar siempre partículas no liberadas, denominadas mixtas o intermedias.
La conminución a través de las operaciones de trituración y molienda es empleada para fracturar o romper estos agregados de minerales para de una manera técnicamente óptima se alcance su liberación con la menor cantidad posible de mineral de ganga.
La conminución de minerales puede llevarse a cabo en medio húmedo o en seco, dependiendo la decisión de lo siguiente:
• Tipo del mineral a procesar o del producto a obtener.
• Características físicas y químicas del mineral.
• Requerimientos del proceso ulterior o subsiguiente.
• Efecto del mineral en el equipo de conminución como:
o Abrasión o Corrosión o Compactación
o Forma, distribución de tamaños y calidad del producto a obtenerse.
o Factores económicos.
o Condiciones climáticas.
o Disponibilidad de agua.
• Factores ambientales y de seguridad tales como:
·~ Ruidos.
~ Polvos.
~ Vibración excesiva.
MECANISMO DE LA CONMINUCION DE MINERALES.
Para establecer los mecanismos de la conminución de minerales, se debe tener en cuenta las siguientes consideraciones:
A. los minerales poseen estructuras cristalinas y sus energías de unión se deben a los diferentes tipos de enlace que participan en la configuración de sus átomos. Estos enlaces interatómicos son efectivos solo a corta distancia y pueden ser rotos mediante la aplicación de esfuerzos de tensión o compresión.
B. Desintegrar una partícula necesita menos energía que la predicha teóricamente, debido a que todos los minerales presentan fallas o grietas, que pueden ser macroscópicas o microscópicas.
C. Las fallas son sitios en que se concentran los esfuerzos aplicados. que al ser aumentados causan su propagación y con ello la desintegración de la partícula.
D. Cuando la fractura ocurre, la energía almacenada se puede transfonnar en energía libre superficial, que es la energía potencial de los átomos en estas superficies creadas. Estas superficies frescas son entonces más reactivas y aptas para la acción de los reactivos de flotación o lixiviación.
De ahí que, los mecanismos que están presentes en un evento de conminución son:
<%> Fractura.
<%> Astillamiento.
<%> Abrasión
} la fractura.- es la fragmentación de un trozo de mena en varias partes debido a un proceso de deformación no homogénea. Los métodos de aplicar fractura en una mena son:
•!• Compresión.
•!• Impacto.
•!• Cizalla o corte.
• Compresión.-La aplicación de esfuerzos de compresión es lenta. Nonnalmente se produce en máquinas de chancado en las que hay una superficie fija y otra móvil. Da origen a partículas finas y gruesas; donde la cantidad de material fino se puede disminuir reduciendo el área de contacto utilizando superficies corrugadas.
Figura 17. Esquema de la acción de esfuerzos de compresión.
• lmpacto.-Es la aplicación de esfuerzos compresivos a alta velocidad, de modo que la partícula absorbe más energía que la necesaria para romperse. El producto, normalmente es muy similar en tamaño.
Material fino (menor que en compresión
Figura 18. Esquema de la acción de esfuerzos de impacto.
• cizalla.- El corte o cizalla ocurre como un esfuerzo secundario al aplicar esfuerzos de compresión y de impacto. Produce gran cantidad de finos y generalmente, no es deseable.
Producto fino
Figura 19. Esquema de la acción de esfuerzos por cizalla.
Astillamiento.- se produce por la aplicación de esfuerzos fuera del centro de la partícula.
Abrasión.- se produce abrasión cuando el esfuerzo de cizalla se encuentra
En las partículas pequeñas las grietas tienden a desaparecer, quedando solamente las fallas del material, lo que las hace más duras a estas partículas.
En consecuencia, la dureza del mineral queda definida por:
o La distribución de esfuerzos.
o La distribución de fallas y grietas, y
o El tamaño de la partícula.
EXPRESION DEL CONSUMO DE ENERGIA-TAMAÑO DE PARTICULA.
Desde los primeros años de aplicación industrial de los procesos de conminu~ón al campo de beneficio de minerales, se pudo constatar la relevancia del consumo de energía específica como parámetro controlante de la reducción d.e tamaño y granulometría final del producto, en cada etapa de conminución.
RANGO DE APLICACIÓN DE CADA UNA DE LAS ETAPAS DE REDUCCION DE TAMAÑO:
Tabla 10 Rango de Aplicación de Reducción de Tamaño
ETAPA SUBETAPA RANGO DE TAMANO CONSUMO DE ENERGIA (kWh/t CHANCADO Primaria 100 a 10 cm 0.3 a 0.4
Secundaria 10 a 1 cm 0.3 a 2
Terciaria 1 a 0.5 cm 0.4a 3
MOLIENDA Primaria 10 al mm 3a6
Secundaria 1 a 0.1 mm 4 a 10 terciaria 100 a 10 J..lm 1 a 30
En términos generales, la energía consumida en los procesos de conminución se encuentra estrechamente relacionada con el grado de reducción de tamaño alcanzando por las partículas en la etapa correspondiente. Por otro lado, se ha logrado demostrar que en las etapas de chancado y molienda convencional la energía mecánica suministrada al
requerida para crear nuevas superficies; es decir menos del 10% del total de energía entregada al equipo de conminución es efectivamente empleada en la fragmentación de las partículas.
Los posibles caminos que puede tomar la energía cuando los sólidos están sujetos a la reducción del tamaño fueron presentados por C. Orr en 1996 y se resume a continuación.
Energía suministrada para reducción de tamaño:
•:• En un material que se fractura:
• Reordenamiento cristalino
• Energía superficial
• Deformación elástica de las partículas
• Deformación plástica de las partículas
•:• En la máquina de conminución y efectos interpartículas
• Fricción entre partículas
• Roces entre piezas de las maquinas
• Energía cinética proporcionada a la maquina
• Deformaciones elásticas en la maquina
• Efectos eléctricos
• Ruido
• Vibraciones de la instalación
Lo anterior indica la importancia de establecer correlaciones confiables entre la energía especifica kWh/t, consumida en un proceso de conminución y la correspondiente reducción de tamaño alcanzada en dicho proceso, a objeto de determinar la eficiencia de los respectivos equipos, facilitar su apropiada elección y proyectar su correcto dimensionamiento a escala industrial.
POSTULADO DE RITTINGER, 1867
Von Rittinger en 1867, postulo por primera vez una relación entre la energía específica consumida y el incremento de superficie específica generado en las partículas durante la conminución. El postulado de Rittinger, o primera ley de la establece lo siguiente:
"La energía especifica consumida en la reducción de tamaño de un sólido es directamente proporcional a la nueva superficie especifica creada"
Este postulado considera solamente la energía necesaria para reducir la ruptura de cuerpos solidos ideales, (homogéneos, isotrópicas y sin fallas), una vez que el material ha alcanzado su deformación critica o límite de ruptura.
Matemáticamente se puede escribir:
~R
=
CR ( Sp - SF)l
DONDE:
Tabla 11. Postulado de Rittinger ER Consumo de energía específica. l M
CR Constante de proporcionalidad. M/T"
SF superficie especifica de alimentación Sp Superficie especifica del producto. L /M
En este caso (*) es n que para este caso es igual a 2.
La superficie está dada por:
Dónde:
Ps
=
densidad del sólido. La superficie y volumen del sistema estudiado se pueden escribir utilizando los factores de forma superficial, a5 , volumétrico, av. y definiendo un tamaño promedio característico, d: ·~s!El
W= «v~
Por lo tanto:
Luego reemplazando en la ecuación original se tiene:
Dónde:
dt
y dp son los tamaños promedios respectivamente.KR= constante de proporcionalidad de alimentación y producto, (L3/T2)
La formulación matemática de la primera ley de la conminución es:
El postulado de Rittinger aún carece de respaldo experimental; se ha demostrado en la práctica que dicha teoría funciona mejor para fractura de material de partículas gruesas, es decir, en etapas de chancado.
POSTULADO DE Kick, 1855
En el año1874 Kirpiche y, posteriormente, en 1855, Kick propusieron independientemente una segunda teoría, conocida como postulado de Kick. En ella establece lo siguiente:
"La energía requerida para producir cambios análogos en el tamaño de cuerpos geométricamente similares es proporcional al volumen de estos cuerpos"
Esto significa que iguales cantidades de energía producirán iguales cambios geométricos en el tamaño de un sólido. Kick consideró que la energía utilizada en la fractura de un cuerpo solido ideal. (Homogéneo isotrópico y sin fallas) era solo aquella necesaria para deformar el sólido hasta su límite de ruptura, despreciando la energía adicional para producir la ruptura del mismo.
De este modo, por ejemplo, si para romper un cuerpo en dos partes equivalentes se
necesitará otra unidad más de energía y así sucesivamente de esta manera, de acuerdo con el postulado de Kick, cada evento de fractura requerirá una unidad de energía. Por lo tanto, si se colocan en seria las partes equivalentes en las cuales se divide un cuerpo, y en otra sucesión las unidades de energía requeridas para efectuar tal división, se da lo que se tiene en la tabla siguiente:
Tabla 12 Postulado de Kick
Elemento de fractura -
o
1 2 NNumero de partículas 1 2 4 2"
20 21 22 2"
Número de unidades de energía
o
1 2 NTamaño de partículas Do d1=do/2 d2=d1/2 dn=dn-1/2 Do= do/2° d1=do/21 d2=d1/22 dn=dn-1/2"
De dicha tabla se observa que el número de unidades de energías empleadas equivale al número de eventos de fracturas producidos, además:
~ b" ~
~o1en~
1
Tomando logaritmo natural a ambos lados de la última ecuación:
~ln2 =In~
Dónde:
Tabla 13 Postulado de Kick EK Consumo de energía específica, L L. mL
dt d0, como el tamaño promedio en la alimentación dp dn, el tamaño promedio del producto
De acá se obtiene la formulación matemática de la segunda ley de la conminución:
FK
= KKLn~
Kk es la constante de proporcionalidad de Kick, que está dada por:
Fk = z~J
POSTULADO DE BOND
Como los postulados de Kick y Rittinger no satisfacían todos los resultados experimentales observados en la práctica, y como industrialmente se necesitaba una norma estándar para clasificar los materiales según su respuesta a los procesos de conminución, Bond, en 1952, postulo una ley empírica que se denominó la tercera ley de la conminución:
"La energía consumida para reducir el tamaño de un material en su SOO/o, es inversamente proporcional a la raíz cuadrada de este tamaño, definiéndose el tamaf'io 80% como la abertura del tamiz (en micrones) que deja pasar el 80% en peso de las partículas"
Dónde:
Tabla 13 Postulado de Bond Ea Consumo especifico de energía, KwhffC Ka Constante de bond
dtY dp Tamaños, 80% pasante de la alimentación y producto en micrones
Bond definió el parámetro Ka en función al índice de trabajo del material, Wi que corresponde a la energía necesaria para reducir una tonelada de material desde un tamaño teóricamente infinito hasta partículas que en un 80% sean inferiores a 1001Jm.
F.__i_=_Ka--"-'[-~-J)~
Dónde: Ks= 1 O Wi, así la ecuación se puede escribir:
Dónde:
10 10
=Wi - - - - -
Pao )Fao jF8o y Pao tamaño, 80% de la alimentación y producto, respectivamente.
Definiendo la razón de reducción, Rr, como la razón entre las aberturas de los tamices por las cuales pasarían el 80% del material de alimentación y producto de conminución, la ecuación se puede escribir:
. 100 [.JRr - 1]!
8 =WI-- ...:_ _ _ .___ ___ .)Pao Rr 1
El índice de trabajo depende tanto del material como del equipo utilizado en la conminución, debiendo se determinado experimentalmente a través de un ensayo estándar de laboratorio, para cada para cada aplicación requerida.
Durante el desarrollo de la tercera ley de la conminución, Bond consideró que no existían rocas ideales ni iguales en forma, y que la energía consumida era proporcional a la longitud de las nuevas grietas creadas. Bond baso su teoría en tres principios fundamentales, los que a su vez se basan en mecanismos observados durante la reducción de tamaño de partículas. Dichos principios son:
•!• PRIMER PRINCIPIO.- Dado que una partícula de tamaño infinito ha debido obtenerse por fractura de una partícula de tamaño mayor, todas ellas han debido consumir una cierta cantidad de energía para llegar al tamaño actual. Se puede considerar, entonces, que todo sistema de partículas tiene un cierto registro
energético o nivel de energía correspondiente a toda energía consumida para llevar las partículas a su tamaño actual. Solamente una partícula