1
PROPUESTA DE REDISEÑO DEL PROCESO DE LOGÍSTICA DE MATERIALES PARA EL ÁREA DE MOTORES DE SIEMENS MANUFACTURING S.A.
AUTORES:
LAURA MILENA GARCÍA FORERO FELIPE ALBERTO GIL AMAYA
TRABAJO DE GRADO
DIRECTOR:
INGENIERA MARTHA PATRICIA CARO GUTIÉRREZ Profesora del Departamento de Ingeniería Industrial
Pontificia Universidad Javeriana
PONTIFICIA UNIVERSIDAD JAVERIANA
FACULTAD DE INGENIERÍA INGENIERÍA INDUSTRIAL
2 Bogotá, diciembre 11 de 2012
Señores
COMITÉ DE CARRERA INGENIERÍA INDUSTRIAL
PONTIFICIA UNIVERSIDAD JAVERIANA
Señores Comité de Carrera:
La presente comunicación con el fin de manifestar mi conocimiento y aprobación del trabajo de grado titulado “Propuesta de rediseño del proceso de logística de materiales para el área de
motores de Siemens Manufacturing S.A.”, elaborado por los estudiantes Laura Milena García Forero, C.C. 1.020’754.027 y Felipe Alberto Gil Amaya, C.C. 1.016’032.783, del cual asumo el papel de Directora.
Declaro conocer y aceptar el reglamento y disposiciones de los trabajos de grado en la Carrera de Ingeniería Industrial de la Pontificia Universidad Javeriana.
Cordialmente,
3
CARTA DE AUTORIZACIÓN DE LOS AUTORES (Licencia de uso)
Bogotá, D.C., diciembre 11 de 2012 Señores
Biblioteca Alfonso Borrero Cabal S.J. Pontificia Universidad Javeriana Cuidad
Los suscritos:
Laura Milena García Forero , con C.C. No 1020754027 Felipe Alberto Gil Amaya , con C.C. No 1016032783
En nuestra calidad de autores exclusivos de la obra titulada:
PROPUESTA DE REDISEÑO DEL PROCESO DE LOGÍSTICA DE MATERIALES PARA EL ÁREA DE MOTORES DE SIEMENS MANUFACTURING S.A.
(por favor señale con una “x” las opciones que apliquen)
Tesis doctoral Trabajo de grado X Premio o distinción: Si No X cual:
presentado y aprobado en el año 2012 , por medio del presente escrito
autorizamos a la Pontificia Universidad Javeriana para que, en desarrollo de la presente licencia de uso parcial, pueda ejercer sobre nuestra obra las atribuciones que se indican a continuación, teniendo en cuenta que en cualquier caso, la finalidad perseguida será facilitar, difundir y promover el aprendizaje, la enseñanza y la investigación.
En consecuencia, las atribuciones de usos temporales y parciales que por virtud de la presente licencia se autorizan a la Pontificia Universidad Javeriana, a los usuarios de la Biblioteca Alfonso Borrero Cabal S.J., así como a los usuarios de las redes, bases de datos y demás sitios web con los que la Universidad tenga perfeccionado un convenio, son:
AUTORIZO (AUTORIZAMOS) SI NO
1. La conservación de los ejemplares necesarios en la sala de tesis y trabajos
de grado de la Biblioteca. X
2. La consulta física o electrónica según corresponda X 3. La reproducción por cualquier formato conocido o por conocer X 4. La comunicación pública por cualquier procedimiento o medio físico o
electrónico, así como su puesta a disposición en Internet X 5. La inclusión en bases de datos y en sitios web sean éstos onerosos o
gratuitos, existiendo con ellos previo convenio perfeccionado con la Pontificia Universidad Javeriana para efectos de satisfacer los fines previstos. En este evento, tales sitios y sus usuarios tendrán las mismas facultades que las aquí concedidas con las mismas limitaciones y condiciones
X
6. La inclusión en la Biblioteca Digital PUJ (Sólo para la totalidad de las Tesis Doctorales y de Maestría y para aquellos trabajos de grado que hayan sido laureados o tengan mención de honor.)
X
4
acuerdo con los usos honrados, de manera proporcional y justificada a la finalidad perseguida, sin ánimo de lucro ni de comercialización.
De manera complementaria, garantizo (garantizamos) en mi (nuestra) calidad de estudiante (s) y por ende autor (es) exclusivo (s), que la Tesis o Trabajo de Grado en cuestión, es producto de mi (nuestra) plena autoría, de mi (nuestro) esfuerzo personal intelectual, como consecuencia de mi (nuestra) creación original particular y, por tanto, soy (somos) el (los) único (s) titular (es) de la misma. Además, aseguro (aseguramos) que no contiene citas, ni transcripciones de otras obras protegidas, por fuera de los límites autorizados por la ley, según los usos honrados, y en proporción a los fines previstos; ni tampoco contempla declaraciones difamatorias contra terceros; respetando el derecho a la imagen, intimidad, buen nombre y demás derechos constitucionales. Adicionalmente, manifiesto (manifestamos) que no se incluyeron expresiones contrarias al orden público ni a las buenas costumbres. En consecuencia, la responsabilidad directa en la elaboración, presentación, investigación y, en general, contenidos de la Tesis o Trabajo de Grado es de mí (nuestro) competencia exclusiva, eximiendo de toda responsabilidad a la Pontifica Universidad Javeriana por tales aspectos.
Sin perjuicio de los usos y atribuciones otorgadas en virtud de este documento, continuaré (continuaremos) conservando los correspondientes derechos patrimoniales sin modificación o restricción alguna, puesto que de acuerdo con la legislación colombiana aplicable, el presente es un acuerdo jurídico que en ningún caso conlleva la enajenación de los derechos patrimoniales derivados del régimen del Derecho de Autor.
De conformidad con lo establecido en el artículo 30 de la Ley 23 de 1982 y el artículo 11 de la Decisión Andina 351 de 1993, “Los derechos morales sobre el trabajo son propiedad de los autores”, los cuales son irrenunciables, imprescriptibles, inembargables e inalienables. En consecuencia, la Pontificia Universidad Javeriana está en la obligación de RESPETARLOS Y HACERLOS RESPETAR, para lo cual tomará las medidas correspondientes para garantizar su observancia.
NOTA: Información Confidencial:
Esta Tesis o Trabajo de Grado contiene información privilegiada, estratégica, secreta, confidencial y demás similar, o hace parte de una investigación que se adelanta y cuyos
resultados finales no se han publicado. Si No X
En caso afirmativo expresamente indicaremos, en carta adjunta, tal situación con el fin de que se mantenga la restricción de acceso.
NOMBRE COMPLETO No. del documento de identidad
Laura Milena García Forero 1020754027 Felipe Alberto Gil Amaya 1016032783 FACULTAD: INGENIERÍA
5
BIBLIOTECA ALFONSO BORRERO CABAL, S.J. DESCRIPCIÓN DE LA TESIS O DEL TRABAJO DE GRADO
FORMULARIO
TÍTULO COMPLETO DE LA TESIS O TRABAJO DE GRADO
PROPUESTA DE REDISEÑO DEL PROCESO DE LOGÍSTICA DE MATERIALES PARA EL ÁREA DE MOTORES DE SIEMENS MANUFACTURING S.A.
SUBTÍTULO, SI LO TIENE
AUTOR O AUTORES
Apellidos Completos Nombres Completos
García Forero Laura Milena
Gil Amaya Felipe Alberto
DIRECTOR (ES) TESIS O DEL TRABAJO DE GRADO
Apellidos Completos Nombres Completos
Caro Gutiérrez Martha Patricia
FACULTAD INGENIERÍA PROGRAMA ACADÉMICO
Tipo de programa ( seleccione con “x” )
Pregrado Especialización Maestría Doctorado
X
Nombre del programa académico INGENIERÍA INDUSTRIAL
Nombres y apellidos del director del programa académico Joseph Robert Voelkl Peñaloza
TRABAJO PARA OPTAR AL TÍTULO DE: INGENIEROS INDUSTRIALES
PREMIO O DISTINCIÓN(En caso de ser LAUREADAS o tener una mención especial):
CIUDAD AÑO DE PRESENTACIÓN DE LA
TESIS O DEL TRABAJO DE GRADO
NÚMERO DE PÁGINAS
BOGOTÁ 2012 149
TIPO DE ILUSTRACIONES ( seleccione con “x” )
Dibujos Pinturas Tablas, gráficos y diagramas Planos Mapas Fotografías Partituras X
SOFTWARE REQUERIDO O ESPECIALIZADO PARA LA LECTURA DEL DOCUMENTO
Nota: En caso de que el software (programa especializado requerido) no se encuentre licenciado por
6
MATERIAL ACOMPAÑANTE
TIPO DURACIÓN (minutos) CANTIDAD FORMATO
CD DVD Otro ¿Cuál?
Vídeo Audio Multimedia Producción electrónica Otro Cuál?
DESCRIPTORES O PALABRAS CLAVE EN ESPAÑOL E INGLÉS
Son los términos que definen los temas que identifican el contenido. (En caso de duda para designar estos descriptores, se recomienda consultar con la Sección de Desarrollo de Colecciones de la Biblioteca Alfonso Borrero Cabal S.J en el correo [email protected], donde se les orientará).
ESPAÑOL INGLÉS
Cadena de abastecimiento Supply chain
Proveedores Suppliers
Materias primas Raw material
Procesamiento parcial Partial processing
Calidad Quality
RESUMEN DEL CONTENIDO EN ESPAÑOL E INGLÉS (Máximo 250 palabras - 1530 caracteres)
El presente trabajo de grado contiene una propuesta de rediseño del proceso de logística de materiales para el área de motores de Siemens Manufacturing S.A.; para el desarrollo de esta propuesta fue necesario realizar un diagnóstico de los problemas existentes en el aprovisionamiento de materias primas y productos en proceso hasta llegar a sus causas raíces. Después se diseñaron las características y el modo de operación del nuevo proceso, indagando sobre modelos exitosos que hayan implantado algunas empresas del sector manufactura, tomando sus mejores prácticas como referencia para así poder establecer la metodología para adoptar la propuesta, teniendo en cuenta los indicadores de seguimiento que deben ser utilizados para evaluar el desempeño del nuevo proceso. Posteriormente se establece la estrategia para implementar la propuesta, en donde se definen los requerimientos, las etapas de implementación y las ventajas que tendrá la aplicación del proceso en el área. Finalmente se realizará la evaluación financiera, con la cual se busca establecer si el proyecto contribuye o no a la reducción de costos por falta de material y no calidad.
This project contains a proposal redesign of the material logistics process for the motors’ area of
7 CONTENIDO
LISTA DE ILUSTRACIONES ... 11
LISTA DE ANEXOS ... 13
INTRODUCCIÓN ... 15
1. PLANTEAMIENTO DEL PROBLEMA ... 16
1.1. ANTECEDENTES ... 16
1.1.1. VISTA GENERAL DEL SECTOR MANUFACTURA ... 16
1.1.2. LA EMPRESA: SIEMENS MANUFACTURING S.A. ... 18
1.1.2.1. SITUACIÓN GENERAL DE LA EMPRESA ... 19
1.1.2.2. ÁREA DE MOTORES ... 20
1.2. DEFINICIÓN DEL PROBLEMA ... 23
1.3. FORMULACIÓN DEL PROBLEMA ... 24
1.4. OBJETIVOS ... 25
1.4.1. OBJETIVO GENERAL ... 25
1.4.2. OBJETIVOS ESPECÍFICOS ... 25
2. MARCO CONCEPTUAL ... 25
2.1. CADENA DE ABASTECIMIENTO ... 25
2.2. LOGÍSTICA DE MATERIALES ... 26
2.3. CANALES DE DISTRIBUCIÓN ... 28
2.4. INVENTARIO ... 28
2.5. PROCESAMIENTOS PARCIALES ... 29
2.6. ZONAS FRANCAS ... 29
2.7. MOTOR DE INDUCCIÓN ELÉCTRICA ... 30
2.8. BALANCED SCORECARD (CUADRO DE MANDO INTEGRAL) ... 31
2.9. DIAGRAMA DE FLUJO ... 32
2.10. DIAGRAMA CAUSA – EFECTO ... 32
2.11. LINEAMIENTO ESTRATÉGICO BÁSICO ... 33
2.11.1. POAM (PERFIL DE OPORTUNIDADES Y AMENAZAS DEL MEDIO) ... 33
2.11.2. PCI (PERFIL DE CAPACIDAD INTERNA) ... 34
2.11.3. MATRIZ DOFA ... 34
2.12. DIAGRAMA DE OPERACIONES ... 36
3. DIAGNÓSTICO SITUACIÓN ACTUAL DEL PROCESO DE LOGÍSTICA DE MATERIALES.. 37
8
3.1.1. SITUACIÓN DE PROCESAMIENTOS PARCIALES Y APROVISIONAMIENTO DE
MATERIAS PRIMAS EN EL ÁREA DE MOTORES ... 39
3.2. CARACTERIZACIÓN DEL PROCESO ... 47
3.3. ANÁLISIS DEL PROCESO ACTUAL ... 54
3.3.1 LINEAMIENTO ESTRATÉGICO BÁSICO ... 57
4. CARACTERÍSTICAS Y MODO DE OPERACIÓN PROCESO PROPUESTO ... 64
4.1. MODELOS EXITOSOS DE LOGÍSTICA DE MATERIALES EN EL SECTOR MANUFACTURA ... 64
4.1.1. BALANCED SCORECARD (CUADRO DE MANDO INTEGRAL) ... 64
4.1.2. ANÁLISIS DE INSUMOS DE CARTER ... 65
4.1.3. MODELO DE DESARROLLO ORGANIZACIONAL ... 66
4.1.4. BEST PRACTICES PROCESS ... 68
4.1.5. SAP (SISTEMAS, APLICACIONES Y PRODUCTOS EN PROCESAMIENTOS DE DATOS) ... 70
4.1.6. EDI (INTERCAMBIO ELECTRÓNICO DE DATOS) ... 73
4.1.7. SELECCIÓN Y EVALUACIÓN A PROVEEDORES ... 79
4.1.8. ATENCIÓN DEL PRODUCTO O SERVICIO NO CONFORME ... 81
4.2. SELECCIÓN DE “BEST PRACTICES” SEGÚN LAS NECESIDADES DEL ÁREA DE MOTORES DE SIEMENS MANUFACTURING S.A. ... 82
4.3. CARACTERIZACIÓN DEL PROCESO PROPUESTO DE LOGÍSTICA DE MATERIALES 85 4.4. INDICADORES DE SEGUIMIENTO ... 99
5. ESTRATEGIA DE IMPLEMENTACIÓN PARA EL NUEVO PROCESO DE LOGÍSTICA DE MATERIALES ... 102
5.1. PARTICIPACIÓN DE LAS ÁREAS INVOLUCRADAS EN LA IMPLEMENTACIÓN DE LA PROPUESTA ... 102
5.2. REQUERIMIENTOS PARA EL NUEVO PROCESO ... 105
5.3. ETAPAS DE IMPLEMENTACIÓN ... 109
5.4. VENTAJAS DE IMPLEMENTAR EL PROCESO ... 115
6. ANÁLISIS FINANCIERO DE LA PROPUESTA ... 116
7. CONCLUSIONES ... 121
8. RECOMENDACIONES ... 123
9. BIBLIOGRAFÍA ... 124
9
LISTA DE TABLAS
Tabla 1. Evolución de los indicadores financieros años 2009 - 2010 ... 16
Tabla 2. Utilidades años 2009-2010 ... 20
Tabla 3. Clientes del área de motores de Siemens Manufacturing S.A. ... 21
Tabla 4. Proveedores del área de motores de Siemens Manufacturing S.A. ... 23
Tabla 5. Demoras en los procesamientos parciales, Recubrimientos Galvánicos de Colombia ... 40
Tabla 6. Demoras en los procesamientos parciales, Tratar S.A. ... 40
Tabla 7. Unidades no conformes ... 42
Tabla 8. Índice de cumplimiento por proceso ... 44
Tabla 9. Número de veces, tiempos y costos perdidos por falta de material ... 46
Tabla 10. Demoras entre fecha requerida y recha planeada ... 51
Tabla 11. Demoras entre fecha en sitio y fecha planeada ... 51
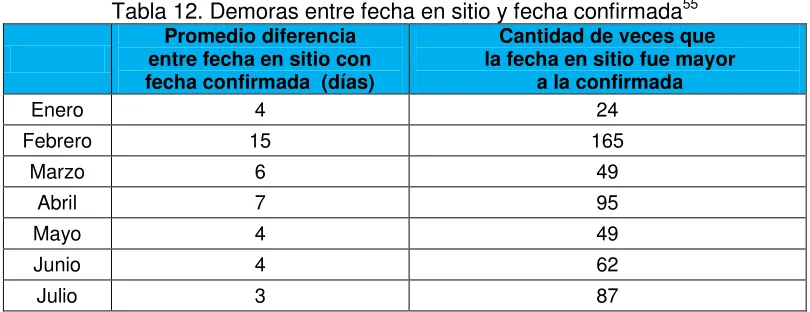
Tabla 12. Demoras entre fecha en sitio y fecha confirmada ... 52
Tabla 13. Por qué de la causa 1 ... 54
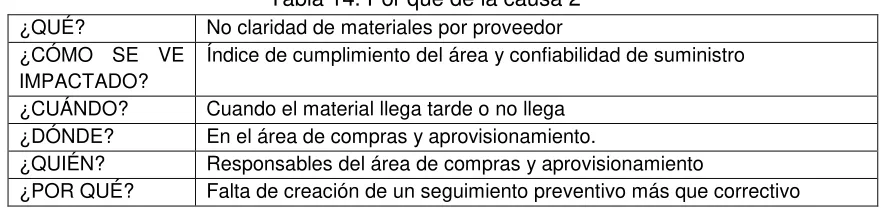
Tabla 14. Por qué de la causa 2 ... 55
Tabla 15. Por qué de la causa 3 ... 55
Tabla 16. Por qué de la causa 4 ... 55
Tabla 17. Por qué de la causa 1 de tratamientos parciales ... 56
Tabla 18. Por qué de la causa 2 de tratamientos parciales ... 56
Tabla 19. Matriz POAM área de motores ... 58
Tabla 20. Matriz PCI área de motores ... 60
Tabla 21. Matriz DOFA área de motores ... 62
Tabla 22. Cargos involucrados en reporte de fechas en SAP ... 90
Tabla 23. Reporte de fechas planeadas y de entrega exportado de SAP a Excel... 94
Tabla 24. Tabla dinámica de retrasos por proveedor y por material ... 94
Tabla 25. Formato de seguimiento de pedidos... 96
Tabla 26. Formato de tratamientos que se realizarán a los productos no conformes dentro de Siemens ... 98
Tabla 27. Formato de devolución de materiales a proveedor por no conformidad ... 98
Tabla 28. Ficha técnica, nivel de aprovisionamiento ... 99
Tabla 29. Ficha técnica, nivel de calidad ... 100
Tabla 30. Ficha técnica, costos por falta de material ... 100
Tabla 31. Ficha técnica, nivel de producción ... 100
Tabla 32. Ficha técnica, índice de cumplimiento ... 101
Tabla 33. Porcentaje de participación de las áreas en el nuevo proceso ... 102
Tabla 34. Requerimientos, clasificación de materiales ... 105
Tabla 35. Requerimientos, reforzamiento del uso del sistema de información SAP ... 106
Tabla 36. Requerimientos, evaluación a proveedores ... 107
Tabla 37. Requerimientos, relación con proveedores ... 108
Tabla 38. Requerimientos, control de calidad para evitar no conformidad ... 108
Tabla 39. Tabla de despliegue, clasificación de materiales ... 109
Tabla 40. Tabla de despliegue, reforzamiento del uso del sistema de información SAP ... 110
Tabla 41. Descripción por área del número de personas asistentes a capacitaciones ... 111
Tabla 42. Tabla de despliegue, evaluación a proveedores ... 111
10
Tabla 44. Parte 2 tabla de despliegue, relación con proveedores... 114
Tabla 45. Tabla de despliegue, control de calidad para evitar la no conformidad ... 114
Tabla 46. Costos asociados a falta de material ... 116
Tabla 47. Costos asociados a no conformidad ... 116
Tabla 48. Inversión en recursos humanos ... 117
Tabla 49. Inversión en recursos técnicos ... 117
Tabla 50. Inversión en recursos organizacionales ... 118
Tabla 51. Flujo de caja, VPN y TIR para el escenario optimista ... 119
11
LISTA DE ILUSTRACIONES
Ilustración 1. Crecimiento del activo por macrosector ... 16
Ilustración 2. ROA - ROE por macrosector ... 17
Ilustración 3. Indicadores total nacional y divisiones fabriles año 2010 ... 17
Ilustración 4. Variación porcentual del consumo promedio año 2010 ... 18
Ilustración 5. Distribución nacional e internacional de Siemens Manufacturing S.A. ... 22
Ilustración 6. Cadena de abastecimiento inmediata para una empresa individual... 26
Ilustración 7. Clasificación de las máquinas eléctricas ... 30
Ilustración 8. Partes del motor ... 31
Ilustración 9. El cuadro de mando integral focalizado a la generación de valor ... 32
Ilustración 10. Ejemplo diagnóstico PCI ... 34
Ilustración 11. Organigrama Siemens Manufacturing S.A. ... 38
Ilustración 12. Cumplimiento área de rotores ... 42
Ilustración 13. Cumplimiento área de montaje... 42
Ilustración 14. Cumplimiento área de fundición de hierro ... 43
Ilustración 15. Cumplimiento área de inyección de aluminio ... 43
Ilustración 16. Confiabilidad del suministro ... 45
Ilustración 17. Índice de cumplimiento, área de motores en general ... 47
Ilustración 18. Índice de productividad, área de motores en general ... 47
Ilustración 19. Áreas involucradas en la logística de materiales ... 48
Ilustración 20. Proceso de logística de materiales ... 49
Ilustración 21. Línea de tiempo proceso actual logística de materiales ... 49
Ilustración 22. Porcentaje mensual de pedidos con demoras frente a planeación ... 53
Ilustración 23. Porcentaje de pedidos retrasados frente a fecha de confirmación ... 53
Ilustración 24. Diagrama causa – efecto, proceso de logística de materiales ... 57
Ilustración 25. Balanced Scorecard (Cuadro de Mando Integral) ... 65
Ilustración 26. Matriz de insumos de Carter ... 66
Ilustración 27. Métodos para reducir la resistencia al cambio ... 67
Ilustración 28. Best practices process ... 69
Ilustración 29. Interfaz módulo de compras SAP ... 72
Ilustración 30. Evolución de la inversión en sistemas ERP ... 72
Ilustración 31. Beneficios de los ERP ... 73
Ilustración 32. Interfaz de funcionamiento de EDI ... 74
Ilustración 33. Resultados de la disposición a implantación de EDI en España ... 76
Ilustración 34. Diferencias de motivos para adoptar EDI ... 76
Ilustración 35. Importancia de beneficios para Adoptar EDI ... 77
Ilustración 36. Tamaño empresas que utilizan EDI ... 78
Ilustración 37. Proveedor o cliente ... 78
Ilustración 38. Procesos realizados vía EDI ... 79
Ilustración 39. Beneficios por la utilización de EDI ... 79
Ilustración 40. Aspectos a evaluar en la selección y evaluación ... 80
Ilustración 41. Ficha por proveedor ... 81
Ilustración 42. Evaluación de proveedores según criterios ... 81
Ilustración 43. Sesión de inicio EDI ... 84
12
Ilustración 45. Balanced Scorecard, proceso de logística de materiales (Para mejor observación,
ver página 142) ... 86
Ilustración 46. Matrices de Carter. Áreas de fundición de hierro, inyección de aluminio, rotores y montaje ... 88
Ilustración 47. Archivo maestro de materiales ... 92
Ilustración 48. Material vendor info records ... 93
Ilustración 49. Reporting de SAP de proveedores y pedidos ... 93
Ilustración 50. Flujo de caja alternativa optimista ... 119
13
LISTA DE ANEXOS
Anexo A. Portafolio de productos y servicios ofrecidos ... 128
Anexo B. Cadena de abastecimiento área de motores Siemens Manufacturing S.A. ... 130
Anexo C. Diagrama de Operaciones de 1 motor Serie 80 ... 131
Anexo D. Peso en gramos y dimensiones en milímetros de las piezas que requieren procesamientos parciales ... 132
Anexo E. Diagrama de flujo zona franca ... 133
Anexo F. Formato de entrevista para el diagnóstico del proceso de logística de materiales ... 136
Anexo G. Cadena de abastecimiento, eslabón de aprovisionamiento ... 137
Anexo H. Materiales por operación en subáreas ... 138
Anexo I. Pasos para la elaboración de matriz POAM ... 142
Anexo J. Pasos para la elaboración de matriz PCI ... 143
Anexo K. Matriz de priorización "Best practices" ... 143
Anexo L. Clasificación de materiales según riesgo de carencia para matriz de Carter ... 144
Anexo M. Clasificación de materiales según valor en el cliente para matriz de Carter ... 145
Anexo N. Diagrama de flujo, proceso de evaluación a proveedores ... 147
Anexo O. Proceso de selección de proveedores que realiza procurement ... 148
Anexo P. Diagrama de flujo, seguimiento de pedidos ... 150
Anexo Q. Control de calidad ... 151
Anexo R. Contenido capacitación SAP overview ... 152
Anexo S. Contenido capacitación MM ... 152
14 RESUMEN
El presente trabajo de grado presenta una propuesta de rediseño del proceso de logística de materiales para el área de motores de Siemens Manufacturing S.A. Con este rediseño se pretende lograr mayor eficiencia, eficacia y productividad en lo que a motores se refiere, de tal forma que se refleje una mejora significativa a través de los indicadores de seguimiento que maneja el área, tales como cumplimiento, productividad, confiabilidad del suministro, entre otros.
El proyecto es abordado en primer lugar por el levantamiento de información en las instalaciones de Siemens Manufacturing, con la cual los autores del trabajo pretenden dar a conocer el funcionamiento del toda el área y los indicadores que evidencian un problema en la logística de materiales, entendiéndose como logística de materiales al aprovisionamiento tanto de materia prima como de producto en proceso. Una vez realizado todo el levantamiento de información, se llevará a cabo un diagnóstico en el que se caracterizará y se analizará de forma concreta y clara todo el proceso de logística de materiales, resumiendo finalmente todo el diagnóstico con un Lineamiento Estratégico Básico, en el que se elaborará el Perfil de Oportunidades y Amenazas del Medio (POAM), el Perfil de Capacidad Interna (PCI) y las matrices DOFA y PEYEA, obteniendo de esta forma todos los aspectos y factores necesarios para identificar de manera sencilla todas las oportunidades de mejora dentro del proceso.
Después se busca diseñar las características y el modo de operación del nuevo proceso de logística de materiales. Para esto, se va a indagar sobre modelos exitosos que hayan implantado algunas empresas del sector manufacturero para tomar sus mejores prácticas como referencia y así poder caracterizar el nuevo proceso, estableciendo la metodología para adoptar la propuesta, la participación de las áreas involucradas y los posibles indicadores de seguimiento que deben ser utilizados para evaluar la eficiencia y productividad del nuevo proceso.
Posteriormente se propone al área de motores una estrategia de implementación del nuevo proceso, en donde se van a establecer los requerimientos para llevarlo a cabo y las etapas de implementación del mismo dentro de la empresa. De igual forma, se darán a conocer las ventajas que tendrá la aplicación del proceso y se brindarán recomendaciones y sugerencias para que la implementación sea sencilla y exitosa.
Finalmente, se realizará la evaluación financiera de la propuesta. En ella se calculará la inversión necesaria para llevar a cabo el proyecto, se evaluará la relación costo –
beneficio de la propuesta y se determinará si el proyecto es o no rentable. Con esta evaluación financiera se sabrá con certeza si el proyecto realmente contribuye a la reducción de costos y al aumento de utilidades.
15
INTRODUCCIÓN
El proceso de logística de materiales del área de motores de Siemens Manufacturing S.A. es fundamental para garantizar satisfacción en el cliente, ya que se refiere a todas las actividades que se llevan a cabo para que el aprovisionamiento de materia prima y producto en proceso se realice en el momento, lugar y condiciones adecuadas, logrando eficiencia en la producción y por ende en la entrega del producto terminado. Sin embargo, este proceso presenta problemas que están afectando a toda el área en general, pues el comportamiento de algunos indicadores refleja que la falta de material impide el funcionamiento normal de todos los procesos que se realizan, influyendo directamente en lo más importante para la empresa, la satisfacción y conformidad del cliente con los productos que solicita.
Por medio de las herramientas y modelos que se han aplicado en el campo de la Ingeniería Industrial en los procesos de aprovisionamiento, se busca brindar al área una propuesta de rediseño del proceso de logística de materiales que logre una mejora significativa, reflejada en costos, tiempo, cumplimiento, productividad y demás indicadores que evalúan el comportamiento general de toda el área, generando así un proceso altamente productivo que podrá ser aplicado de forma sencilla para alcanzar las metas propuestas y generar un alto impacto en los demás procesos.
16
1. PLANTEAMIENTO DEL PROBLEMA
1.1. ANTECEDENTES
1.1.1. VISTA GENERAL DEL SECTOR MANUFACTURA
Basados en el desempeño del sector manufactura, reportado anualmente por la Superintendencia de Sociedades, en su informe más reciente (2010) sobre los resultados de los grupos que reportan estados financieros consolidados, se evidencia que el sector presenta un aumento del 0,5% en su activo con respecto al año anterior (2009), ver Ilustración 1, siendo el sector que menos crecimiento presentó en comparación a los demás macro sectores. Este leve incremento se debe directamente a la caída de la demanda interna del país así como también al leve incremento del producto interno bruto (PIB), el cual fue de tan solo 0,4% con respecto al año 2009, lo que es una clara consecuencia de la recesión en la economía mundial.
Ilustración 1. Crecimiento del activo por macrosector1
[image:16.612.198.469.335.445.2]De igual forma, la rentabilidad sobre el patrimonio y sobre los activos (ROE – ROA) presentó un comportamiento similar, destacándose una leve reducción respecto al año anterior (2009), lo cual indica una caída en las utilidades operacionales y en las utilidades netas tal y como se observa en la Tabla 1. Esta reducción afectó a la mayoría de los sectores de la economía tal y como se observa en la Ilustración 2.
Tabla 1. Evolución de los indicadores financieros años 2009 - 20102
Indicadores financieros año 2009 Indicadores financieros año 2010
ROE ROA ROE ROA
7,70% 6,90% 6,10% 7%
1 SUPERINTENDENIA DE SOCIEDADES. Resultados de los grupos que reportaron estados financieros consolidados a supersociedades año 2010. [En línea]; [18 de Febrero de 2012]. Disponible en: http://www.supersociedades.gov.co/ss/drvisapi.dll
17
Ilustración 2. ROA - ROE por macrosector3
El sector manufactura a su vez, se encuentra dividido en 21 subsectores según lo establece el CIIU (Código Industrial Internacional Uniforme), dentro de los cuales se
encuentra el denominado “maquinaria y aparatos eléctricos” identificado con el Código
D3110004 donde Siemens Manufacturing se encuentra ubicada, ver Ilustración 3.
Teniendo en cuenta el último boletín de prensa emitido por el Departamento Administrativo Nacional de Estadística (DANE) de la encuesta anual manufacturera a diciembre de 2011, se puede observar la evolución del subsector del total nacional.
Ilustración 3. Indicadores total nacional y divisiones fabriles año 20105
3 Ibíd. [18 de Febrero de 2012].
4 CÁMARA DE COMERCIO DE BOGOTÁ. Cómo clasificar su negocio y no fracasar en el intento. [En línea]; [Febrero 29 de 2012]. Disponible en: http://camara.ccb.org.co/documentos/5847_ciiu.pdf 5 DANE. Boletín de presa encuesta anual manufacturera Diciembre 2010. [En línea]; [18 de febrero de 2012]. Disponible en:
18
Esto quiere decir que la producción industrial de este subsector estuvo tres puntos porcentuales por encima del promedio nacional, el cual fue de 6,2% en comparación al año inmediatamente anterior. Sin embargo, como se puede observar en la Ilustración 4, este incremento en la producción aún no satisface el consumo promedio de este subsector, el cual se ubicó en 9,7 puntos porcentuales por encima del año anterior.
Ilustración 4. Variación porcentual del consumo promedio año 20106
Estos datos permiten evidenciar que el subsector se encuentra dentro de los primeros cinco con mayor variación creciente, lo cual se convierte en una oportunidad de crecimiento de las empresas que constituyen dicho subsector.
1.1.2. LA EMPRESA: SIEMENS MANUFACTURING S.A.
HISTORIA
Siemens fue fundada en 1847 por Werner von Siemens quien revolucionó las telecomunicaciones de la época. Desde ese entonces la empresa ha tenido grandes evoluciones hasta convertirse en lo que es hoy en día: una de las empresas más importantes y exitosas en el campo de la tecnología, la automatización y los procesos industriales.
La empresa, que actualmente se encuentra dividida en tres sectores: industria, energía y salud, llegó a Colombia hace 70 años ubicando inicialmente su planta de producción en la zona industrial de la Ciudad de Bogotá. En el año 2009 la planta fue trasladada a Tenjo (Cundinamarca) con el fin de aumentar la capacidad fabril, la expansión en el mercado y el crecimiento del sector. Asimismo, la empresa ubicada en esta zona recibe el nombre de Siemens Manufacturing S.A. A partir del año 2011 nace un nuevo sector denominado
19
Infraestructura y Ciudades cuya función es ofrecer al mercado de las grandes ciudades soluciones para la movilidad, la protección medioambiental y el ahorro energético.7
Globalmente, Siemens Manufacturing hace parte de la región Austral – Andina en donde, con más de 5.500 colaboradores, es una de las más fuertes empresas de la región.
MISIÓN8
“Para el mundo de la automatización, los procesos industriales y la construcción, hemos desarrollado un amplio espectro de productos y sistemas que se encuentran a la vanguardia tecnológica, ofreciendo a nuestros clientes el máximo potencial para incrementar su productividad con reconocida viabilidad económica.”
VISIÓN9
“Nuestra visión es ser pioneros en: Eficiencia energética, productividad industrial, cuidado de la salud, accesible y personalizada y soluciones inteligentes para la infraestructura.”
PORTAFOLIO DE PRODUCTOS Y SERVICIOS
Siemens Manufacturing cataloga sus productos dentro de sus cuatro sectores de negocio: Energía, Industria, Salud e Infraestructura y ciudades. En el Anexo A se presentan los productos y servicios ofrecidos por la empresa a nivel mundial.
Cabe resaltar que de este portafolio de productos, en Colombia se producen transformadores, motores y tableros, es decir, los productos que corresponden al sector industria y energía. Los productos correspondientes a los otros dos sectores que son Health Care e infraestructura y ciudades, para el caso de Latinoamérica, son abastecidos desde la planta de producción ubicada en Alemania.
1.1.2.1. SITUACIÓN GENERAL DE LA EMPRESA
Con base en los reportes emitidos a la Superintendencia de Sociedades en su sección denominada Sistemas de Información y Riesgos Empresariales (SIREM) y por la revista Estados Financieros, emitida por el Ministerio de Comercio, Industria y Turismo, en la
7 SIEMENS. Infrastructure and cities. [En línea]; [13 de Febrero de 2012]; Disponible en:
http://www.siemens.com.co/SiemensDotNetClient_Andina/v2/templates/TemplateF02.Aspx?channe l=10677
8 SIEMENS. Misión. [En línea]; [13 de Febrero de 2012]; Disponible en:
http://www.siemens.com.co/siemensdotnetclient_andina/templates/PortalRender.aspx?channel=63 9 SIEMENS. Visión. [En línea]; [13 de Febrero de 2012]; Disponible en:
20
Tabla 2 se puede observar cómo se encuentra la empresa en términos generales a diciembre de 2010. De igual forma, se observa el comportamiento desde el momento en que fue establecida la empresa en el año 2009.
Tabla 2. Utilidades años 2009-201010
Utilidades año 2009 (Valores en miles de pesos
Utilidades año 2010
(Valores en miles de pesos) Variación porcentual
-10’613.232 45’863.779 532%
Debido a las grandes inversiones en infraestructura y tecnología realizadas en el 2009 con motivo del traslado a Tenjo, la empresa registró pérdidas en su primer año de labores; para el segundo año las cifras muestran una mejora de más del 500% lo cual es una clara prueba de cómo la empresa cuenta con los suficientes recursos para responder al mercado, destacándose por mantener una utilidad sólida, y a su vez ser catalogada como una organización líder.
1.1.2.2. ÁREA DE MOTORES
Debido a que la problemática que se va a abordar en este trabajo pertenece a la logística de materiales (materia prima y producto en proceso) del área de motores de Siemens Manufacturing S.A., a continuación se darán a conocer las generalidades y el funcionamiento general de dicha área para que el lector pueda ubicarse fácilmente en el resto de la investigación.
Esta área nace hace 53 años en respuesta al desarrollo de nueva tecnología eléctrica y representa una de las tres plantas de producción de Siemens Manufacturing; se encarga de producir un promedio 820 motores semanales de 11 distintas referencias, teniendo en cuenta que la totalidad de la producción se lleva a cabo bajo pedido. El 40% de esta cantidad es para clientes internacionales ubicados en países como Perú, Venezuela, Ecuador y República Dominicana, mientras que el 60% restante va hacia los canales de distribución nacionales. En el capítulo 3 se explica más detalladamente el funcionamiento de toda el área de motores.
De igual forma, las líneas de motores son catalogadas según la distancia del eje central del motor al límite inferior. Estos tamaños constitutivos son: 71 mm, 80 mm, 90 mm, 112 mm, 132 mm, 160 mm, 180 mm, 200 mm, 225 mm, 280 mm y 315 mm.
Las diferentes líneas de motores pasan a través del área de producción conformada por ocho procesos principales, los cuales de describen más adelante.
21
Por otro lado, es de gran importancia entender el comportamiento de la cadena de abastecimiento del área de motores de Siemens Manufacturing S.A. para conocer cuáles son las tareas específicas que se realizan en cada eslabón, los clientes, sus necesidades y los proveedores de materias primas. En el Anexo A se puede ver el comportamiento general de la cadena. Las fases de la cadena se comportan de la siguiente forma:
Clientes:
El área de motores de Siemens Manufacturing tiene clientes nacionales e internacionales. El 60% corresponde a los clientes nacionales, los cuales son canales de distribución que se encargan de hacer llegar los motores a los clientes finales. El 40% restante son los clientes internacionales, ubicados en Perú, Ecuador, Venezuela y República Dominicana. La Tabla 3 muestra los nombres de cada cliente, su ubicación y el porcentaje de participación.
Tabla 3. Clientes del área de motores de Siemens Manufacturing S.A.11
Clientes Nacionales Clientes Internacionales
Nombre Ubicación Participación Nombre Ubicación Participación
Siemens S.A. Bogotá 50%
Siemens
Venezuela 12% Barnes de
Colombia Bogotá 25% Perú 12%
SFM compresores
Bogotá
25%
Ecuador 20%
Cali República
Dominicana 6%
Medellín Mundo del
motor Venezuela 40%
Mecanomega Cali Motorex Perú 10%
Javar Bogotá
Motores y
motores Bucaramanga
Distribución:
Para realizar la distribución de los motores, es necesario llevar los productos terminados a un campo de pruebas en donde se aceptan o rechazan. En caso de rechazo, se hacen los ajustes necesarios y se vuelve a pasar a campo de pruebas hasta que sea aceptado. Una vez aceptados los motores, estos son embalados para su distribución.
La distribución de motores se lleva a cabo nacional e internacionalmente. Dentro del país son transportados vía terrestre a los canales de distribución mencionados anteriormente y fuera del país son transportados vía marítima a los diferentes países nombrados.
22
Ilustración 5. Distribución nacional e internacional de Siemens Manufacturing S.A.
Operaciones:
En el Anexo C se puede observar el diagrama de operaciones para la fabricación de un motor a base de aluminio. Básicamente el proceso de elaboración de un motor se realiza en siete secciones diferentes: Inyección de aluminio, fundición de hierro, rotores, ejes, núcleos, bobinado y montaje. El proceso de producción inicia según los requerimientos y necesidades de los clientes con corte, fundido o troquelado, según el material que se esté utilizando (aluminio o hierro). En el capítulo 3 se explican más detalladamente las actividades que se realizan en cada una de las secciones y los materiales que dichas actividades requieren.
Aprovisionamiento y proveedores:
En Siemens Manufacturing se fabrican todas las partes que se necesitan para la fabricación del motor. Todas las actividades que se realizan para la elaboración de estas piezas se denominan procesos primarios y Siemens los lleva a cabo en una planta de metalmecánica. En esta planta se realizan procesos como troquelado, corte y torneado para los tres tipos de material utilizados en los motores, los cuales son: láminas cold rolled, aluminio y carbón.
23
Tabla 4. Proveedores del área de motores de Siemens Manufacturing S.A.12
Nombre Participación
CENTELSA 12,975%
ThyssenKrup 10,993%
Sumitomo Corporation 9,803%
Propulsora S.A. 7,956%
Siemens S.A 5,804%
Proveedor y Sercarga S.A. 4,595% Aceros Industriales S.A. 4,207% Tratar S.A. (procesamientos parciales) 0,038%
Otros (232) 43,629%
1.2. DEFINICIÓN DEL PROBLEMA
El área de motores de Siemens Manufacturing S.A. tiene la necesidad de hacer frente a los problemas de aprovisionamiento de materia prima y de procesamientos parciales que presenta actualmente, buscando de esta forma lograr mayor eficiencia y eficacia en cada uno de los eslabones de la cadena de abastecimiento, los cuales se ven afectados directa e indirectamente por estas problemáticas.
En primer lugar, el índice de cumplimiento no está respondiendo a los presupuestos de producción, pues lo que se planea, generalmente es mucho mayor de lo que en realidad se produce. Este incumplimiento oscila entre el 16 y el 41 por ciento, afectando con esto el tiempo de entrega de los productos terminados. Lo anterior se debe a la demora que
presentan las “small pieces” (arandelas, grapas y bases portapesas) en los
procesamientos parciales, realizados por las empresas Tratar S.A. y Recubrimientos Galvánicos de Colombia, dedicadas al tratamiento térmico de aceros, fundiciones y metales no ferrosos; tratamientos galvánicos de piezas metálicas; y fabricación y suministro de partes para maquinaria industrial. Se evidenciaron retrasos de hasta 15 días en los cuales las piezas están siendo tratadas, cuando se supone que lo máximo que pueden tardar fuera del flujo de producción es 5 días. De igual forma, el suministro deficiente de las materias primas que se utilizan para llevar a cabo los procesos primarios (metalmecánica, inyección de aluminio y fundición de hierro) también afecta el comportamiento normal de la cadena de abastecimiento, ya que los proveedores no entregan a tiempo los pedidos realizados, ya sea por no tenerlos en el momento necesario o porque Siemens los pide a última hora, influyendo drásticamente en los diferentes procesos que se realizan durante la producción de motores, ocasionando altos costos y una gran cantidad de tiempo perdido a causa da la falta de material.
24
Por otro lado, la empresa esta ubicada en zona franca, aspecto que afecta aún más el tiempo de salida y llegada de material dados los reglamentos legales establecidos. Existe un largo proceso que tarda entre 3 y 8 horas por día tanto para entrada como para salida de materias primas, productos en proceso o productos terminados, el cual incluye entrega de material, verificación de cantidades y pesos, diligenciamiento de formularios, actas de inspección, trámite interno de papeles, entre otras actividades que deben llevarse a cabo cada vez que haya ingreso o salida de estos materiales.
Finalmente, a raíz del diagnóstico realizado, el cual se presenta en el capítulo 3, se puede observar que las especificaciones de calidad en los procesamientos parciales no se han cumplido a cabalidad y esto ha generado un porcentaje de hasta el 62% de productos rechazados o no conformes por errores cometidos durante los tratamientos térmicos. Aunque gran parte de estas no conformidades se deben a los procesos que se llevan a cabo fuera de la empresa (Tratar S.A.), es importante reconocer que dentro de la misma (Siemens) también se cometen errores en la medición y verificación de tolerancias, factores que también influyen en la calidad de la pieza y por tanto en el ensamble final del motor.
Teniendo en cuenta todo lo mencionado anteriormente, se concluye que el principal problema en el área de motores de Siemens Manufacturing se refiere al suministro tanto de materia prima como de producto en proceso por parte de los diferentes proveedores, es decir, un problema en la logística de materiales, evidenciándose la necesidad de rediseñar en proceso de logística de aprovisionamiento de tal forma que la planeación de material se realice en el momento preciso y no se presenten paradas no programadas durante el proceso de producción debido a la falta de materiales. Esta se presenta como la opción más adecuada para garantizar la disminución del tiempo de entrega de producto en proceso por parte del proveedor después de los procesamientos parciales y del producto terminado por parte de Siemens Manufacturing al cliente final, teniendo en cuenta los trámites complejos que deben realizarse por el hecho de estar ubicada en zona franca, para de esta forma poder alcanzar la productividad y cumplimiento planeados y las características del producto que satisfagan o superen las expectativas del cliente.
1.3. FORMULACIÓN DEL PROBLEMA
25 1.4. OBJETIVOS
1.4.1. OBJETIVO GENERAL
Realizar la propuesta de rediseño del proceso de logística de materiales para el área de motores de Siemens Manufacturing S.A.
1.4.2. OBJETIVOS ESPECÍFICOS
- Realizar un diagnóstico de la situación actual del proceso de logística de materiales.
- Diseñar las características y el modo de operación del nuevo proceso de
aprovisionamiento de materia prima y producto en proceso en el área de motores.
- Proponer una estrategia de implementación que podría adoptar el área de motores de
Siemens Manufacturing S.A. para optimizar el proceso de logística de materiales.
- Realizar el análisis de costos de implementación, evaluando la viabilidad financiera de la propuesta.
2. MARCO CONCEPTUAL
Este proyecto se basa en el estudio logístico de la cadena de abastecimiento del área de motores de Siemens Manufacturing S.A., así como de los procesamientos parciales que se realizan durante la producción y ensamblaje de las diferentes referencias de motores. Por este motivo, se explican a continuación algunos de los conceptos teóricos principales de interés para la investigación.
2.1. CADENA DE ABASTECIMIENTO13
La cadena de abastecimiento es el conjunto de actividades funcionales (transporte, control de inventarios, etc.) que se llevan a cabo continuamente a lo largo del canal de flujo, mediante las cuales la materia prima se convierte en productos terminados, añadiendo valor al consumidor según sus necesidades.
26
Ilustración 6. Cadena de abastecimiento inmediata para una empresa individual14
2.2. LOGÍSTICA DE MATERIALES
La logística de materiales tiene que ver con el aprovisionamiento y las compras que deben llevarse a cabo dentro de una empresa para que ésta pueda realizar todas sus actividades operativas de forma eficiente y productiva.
La gestión de aprovisionamiento es el conjunto de operaciones que realiza la empresa para abastecerse de los materiales necesarios cuando tiene que realizar las actividades de fabricación o comercialización de sus productos. Comprende la planificación y gestión de las compras, el almacenaje de los productos necesarios y la aplicación de técnicas que permitan mantener unas existencias mínimas de cada material, procurando que todo ello se realice en las mejores condiciones y al menos costo posible. Los objetivos del aprovisionamiento son:
- Calcular las necesidades de la empresa logrando un inventario suficiente para que la producción no carezca de materias primas y otros suministros.
- Minimizar la inversión en inventarios: Partiendo de una buena gestión de stocks, se pueden reducir al máximo los costos de almacenamiento por pérdidas o daños en el producto.
- Establecer un sistema de información eficiente: Se debe proporcionar a las secciones implicadas el estado del inventario y pasar a contabilidad informes sobre el valor monetario de las existencias.
- Cooperar con el departamento de compras para que se puedan lograr adquisiciones económicas manteniendo un transporte eficiente que incluya las actividades de despacho y recibo de mercancías.15
14 Ibíd.
27
Por otro lado, la gestión de compras consiste en obtener del exterior de la empresa, los materiales, productos y/o servicios necesarios para su funcionamiento, en las cantidades y tiempos establecidos, con los requerimientos de calidad necesarios y al menor precio posible.
El objetivo final de la gestión de compras es satisfacer las necesidades de la empresa con elementos exteriores a la misma, maximizando el valor del dinero invertido.
Básicamente el área de compras se ocupa de:
- Realizar previsiones: Llevar a cabo todas las actividades necesarias para disponer de los materiales en el momento adecuado, ni antes por el costo de una innecesaria movilización de recursos, ni después para evitar los costos de carencia.
- Negociación de precios: Independientemente de la competencia y de la posición de la empresa en el mercado, obtener la mayor rentabilidad de los suministros exteriores, supone conseguir los mejores precios de acuerdo con los condicionamientos establecidos.
- Búsqueda de otras fuentes de aprovisionamiento: Establecer una adecuada rotación entre los suministradores habituales para evitar la desaparición de las fuentes de aprovisionamiento. Es importante encontrar el punto de equilibrio entre la seguridad de las entregas y la potencia de compras.
- Contratos de aprovisiona miento: Asumir compromisos con una duración determinada y una programación de los plazos de entrega. De esta forma, el proveedor puede racionalizar su fabricación y la empresa puede garantizar el suministro en las condiciones acordadas. Ambas partes asumen el riesgo de que cambien las condiciones del mercado.
- Rotación de stocks: Contribuir a la minimización de los recursos inmovilizados en las existencias. Permite reducir los costos de tenencia y los riesgos de deterioros y obsolescencias que pueden ser difíciles de estimar, pero que hacen parte de los costos añadidos (pérdidas).
- El personal de compras: El área de compras necesita personal competente y motivado. De igual forma, debe estar implicada y conocer a fondo los planteamientos estratégicos de la empresa para lograr mayor competitividad en el mercado.16
28 2.3. CANALES DE DISTRIBUCIÓN17
Se refieren a la brecha de tiempo y espacio entre los puntos de procesamiento de una empresa y sus clientes.
La gestión de canales es la manera de pensar y formar nuevas conexiones con los clientes a fin de explotar nuevas oportunidades comerciales. Un canal es la esencia del modo como se relacionan los clientes y el negocio; es todo lo que encierra el cómo y el dónde las personas compran un producto o servicio y cómo y dónde utilizan ese producto o servicio. Se trata de identificar a los clientes más importantes para el negocio y de crear y captar valor del producto después de la venta inicial.
El resultado final de una buena gestión de canales es la mejora del servicio al cliente, ofrecimiento de una selección más amplia de productos y respuestas creativas a las necesidades y aspiraciones del usuario final. 18
2.4. INVENTARIO19
Son las existencias de una pieza o recurso utilizado en una organización. Un sistema de inventario es el conjunto de políticas y controles que vigilan los niveles de inventario y determinan aquellos a mantener, el momento en que es necesario reabastecerlo y qué tan grandes deben ser los pedidos.
El inventario de manufactura se refiere a las piezas y partes que contribuyen o se vuelven parte de la producción de una empresa. Éste se clasifica en materia prima, productos terminados, partes componentes, suministros y trabajo en proceso.
El principal propósito del análisis de inventario es especificar cuándo es necesario pedir más piezas y qué tan grandes deben ser los pedidos.
Todas las empresas mantienen un suministro de inventario por las siguientes razones: 1. Para mantener la independencia entre las operaciones.
2. Para cubrir la variación de la demanda.
3. Para permitir flexibilidad en la programación de la producción.
4. Protegerse contra la variación en el tiempo de entrega de la materia prima. 5. Aprovechar los descuentos basados en el tamaño del pedido.
17 BALLOU, Ronald. Logística: Administración de la cadena de suministro. Quinta edición. Editorial Pearson Prentice Hall. Pág. 7
29 2.5. PROCESAMIENTOS PARCIALES20
Son aquellas actividades que se llevan a cabo al exterior de la empresa durante el proceso de producción. El producto en proceso es llevado a otra empresa para ser transformado y después de un tiempo determinado vuelve a ingresar para terminar el proceso de producción.
2.6. ZONAS FRANCAS21
Las zonas francas son zonas industriales dotadas de incentivos especiales para atraer a los inversores extranjeros, en las que los materiales de importación se someten a un cierto grado de proceso industrial antes de ser de nuevo exportados. Constituyen uno de los elementos principales de la estrategia de industrialización movida por la inversión y orientada a la exportación.
La liberación de los mercados de capital y de productos sirven para reforzar la tendencia de las zonas francas y lo mismo ocurre con la necesidad de flexibilidad en la producción. Diferentes países están fomentando la fabricación nacional integrada, así como las inversiones extranjeras, en una gran variedad de tipos de zonas francas, entre ellos las zonas francas comerciales, industriales, maquiladoras, zonas económicas especiales, almacenes de mercancías bajo control aduanero, parques tecnológicos y científicos, zonas de servicios financieros y los puertos francos. Toda esta variedad tiene un común denominador que consiste en dar incentivos para atraer la inversión extranjera directa para la producción destinada a la exportación.
Utilidades:
El principal objetivo de las zonas francas es atraer inversiones que de otro modo no llegarían a materializarse. Estas inversiones pueden servir para:
- Generar empleos y elevar el nivel de vida.
- Transferir calificaciones y conocimientos prácticos nuevos a los recursos humanos locales.
- Impulsar el sector de las exportaciones. - Aumentar el comercio exterior.
- Introducir nuevas tecnologías.
- Estimular los sectores considerados como estratégicamente importantes para la economía.
20 TORRES ALVARADO, Ing. Rodrigo. Subgerente de la Línea de Motores de Siemens Manufacturing S.A. asesoró. 2012
30
Ventajas:
- Incentivos financieros como la exención de impuestos y una exportación e importación exenta de derechos de aduana.
- Una infraestructura favorable.
- Una mano de obra abundante y relativamente barata. - Una ubicación estratégica y acceso a los mercados.
2.7. MOTOR DE INDUCCIÓN ELÉCTRICA
Ilustración 7. Clasificación de las máquinas eléctricas22
Como puede observarse en la Ilustración 7, los motores que se fabrican en Siemens Manufacturing son máquinas rotativas de corriente alterna asincrónicas con rotor de jaula de ardilla.
Un motor es una parte de una máquina capaz de transformar algún tipo de energía en energía mecánica para realizar un trabajo. Los motores eléctricos desempeñan un papel muy importante proporcionando potencia para distintos tipos de aplicaciones: domésticas, comerciales e industriales.23
El motor de inducción eléctrica es el de uso más común dentro de la industria. Su popularidad se debe a su simplicidad, calidad y alta eficiencia.
Los componentes fundamentales de un motor de inducción son el arranque fabricado en metal laminado y que contiene el embobinado que genera el campo magnético rotatorio y el rotor también formado de metal laminado compuesto de un núcleo de cobre o aluminio
31
que obliga al rotor a seguir el campo rotatorio. Estos elementos se sitúan en una carcaza metálica que también contiene la fijación del rotor y sus terminaciones eléctricas.
Para hacer lo más eficiente posible el uso del hierro y el cobre en el circuito, el embobinado se distribuye en pequeñas hendiduras hechas en el hierro laminado del arranque. El arranque se construye con el empaquetamiento de aros (hojas de metal eléctrico). Cada aro se aísla del que está cerca con una fina capa de barniz. Esto hace que el arranque haga girar el embobinado y evita que se formen grandes corrientes que pueden ser peligrosas, ya que rompe el paso de corriente entre las hojas metálicas.24
Ilustración 8. Partes del motor25
2.8. BALANCED SCORECARD (CUADRO DE MANDO INTEGRAL)26
Es una metodología o técnica de gestión que ayuda a las organizaciones a transformar su estrategia en objetivos operativos medibles y relacionados entre si, facilitando que los comportamientos de las personas claves de la organización y sus recursos se encuentren estratégicamente alineados.
De una forma más sintética podemos definirlo como la dirección estratégica focalizada a la generación de valor representándola de la siguiente manera:
24 COX, Jim. Motores eléctricos. Editorial Gustavo Gili, 1995. Pág. 15
– 19
32
Ilustración 9. El cuadro de mando integral focalizado a la generación de valor27
El balanced scorecard Proporciona una estructura para transformar la estrategia en acción. Posibilita a través del diagrama causa efecto establecer las hipótesis estratégicas (a través de la secuencia sí/entonces). Permitiendo anticipar a futuro, cómo el negocio creará valor para los clientes. Lo que uno mide, es lo que logrará. Así, si usted mide únicamente el desempeño financiero, solo obtendrá un buen desempeño financiero. Si por el contrario amplía su visión, e incluye medidas desde otras perspectivas, entonces tendrá la posibilidad de alcanzar objetivos que vayan más allá de lo financiero.
2.9. DIAGRAMA DE FLUJO28
Los diagramas de flujo ó gráficas de proceso proveen una desripción sistemática de un proceso o ciclo de trabajo con suficiente detalle como para desarrollar mejoras de métodos. Los diferentes diagramas de flujo de los procesos industriales son representaciones gráficas de las secuencias de las actividades básicas de los mismos. Cada representación presenta más o menos información de los recursos que intervienen en la elaboración de un bien, o en la prestación de un servicio determinado.
2.10. DIAGRAMA CAUSA – EFECTO29
Los diagramas causa-efecto también llamados diagramas de espina de pescado , fueron desarrollados por Ishikawa a principios de los años 50 cuando trabajaba en un proyecto de control de calidad para Kawasaki Steel Company. El método consiste en definir la ocurrencia de un evento no deseable o problema, es decir, el efecto, como la “cabeza de
27 BARAYBAR, Francisco Amo. El cuadro de mando integral. ESIC Editorial. Madrid (España). Capítulo 3: El concepto de cuadro de mando integral. Pág.10
28 CONTRERAS PRIETO, Lena. Manual de procesos industriales. Facultad de Ingeniería Pontificia Universidad Javeriana. Editorial Pontificia Universidad Javeriana. Capítulo 1. Pág. 29
33
pescado” y después identificar los factores que contribuyen, es decir las causas, como el
“esqueleto del pescado” que sale del hueso posterior de la cabeza. Las causas principales
se dividen en cuatro o cinco categorías principales: humanas, máquinas, métodos, materiales, entorno, administración, cada una dividida en subcausas. El proceso continua hasta enumerar todas las causas posibles. Un buen diagrama tendrá varios niveles de huesos y proporcionará la visión global de un problema y de los factores que contribuyan a él. Después, los factores se analizan desde un punto de vista crítico en términos de su contribución probable al problema.
Los diagramas de pescado han funcionado con éxito en los círculos de calidad en Japón, donde se espera que todos los niveles de trabajadores y administradores contribuyan.
2.11. LINEAMIENTO ESTRATÉGICO BÁSICO30
Los lineamientos estratégicos son las proposiciones principales que hacen explícitas la intención y las características de las estrategias de una empresa u organización. Generalmente su definición se hace durante el proceso de la planificación estratégica formal, se componen de un DOFA (Debilidades, oportunidades, fortalezas y amenazas), POAM (perfil de oportunidades y amenazas del medio), y PCI (perfil de capacidad interna)
2.11.1. POAM (PERFIL DE OPORTUNIDADES Y AMENAZAS DEL MEDIO)31
El medio de una organización es la fuente de sus oportunidades y amenazas, la clave consiste en identificarlas buscando aprovechar lo mejor posible las oportunidades y eludir al máximo las debilidades. Se tienen en cuenta 6 factores:
- Factores económicos: Relacionados con el comportamiento de la economía, el flujo del dinero, de bienes y servicios tanto a nivel nacional como internacional.
- Factores políticos: Los que se refieren al uso o asignación de poder, en relación con los gobiernos nacionales, departamentales, locales, así como los órganos de representación y decisión política (normas, leyes, reglamentos), sistemas de gobiernos y otros
- Factores sociales: Los que afectan el modo de vivir de la gente, incluso sus valores (educación, salud, empleo, seguridad)
- Factores tecnológicos: Los relacionados con el desarrollo de las másquinas, las herramientas, los procesos, los materiales y demás
- Factores competitivos: Los determinados por los productos, el mercado, la competencia, la calidad y el servicio.
30 AMAYA AMAYA, Jairo. Gerencia, planeación y estrategia: fundamentos, modelos y software de planeación. Editorial prospectiva. Bogotá, Colombia. Pág. 34
34
- Factores geográficos: Los relativos al espacio, la ubicación, la geografía, clima, planta, animales y recursos naturales.
2.11.2. PCI (PERFIL DE CAPACIDAD INTERNA)32
Busca definir cuales son las debilidades y fortalezas así como el impacto de ellas en la organización. Para su análisis se agrupa en:
- Capacidad directiva - Capacidad competitiva - Capacidad financiera - Capacidad tecnológica
- Capacidad del talento humano
El perfil de fortalezas y debilidades se representa gráficamente mediante la calificación de la fortaleza o la debilidad con relación a su grado: Alto (1), medio (2), bajo (3).
Ilustración 10. Ejemplo diagnóstico PCI33
2.11.3. MATRIZ DOFA34
Sirve para analizar la situación interna y externa de la empresa con respecto a la idea de negocio, además se pueden establecer objetivos y estrategias para la empresa. Hacia el interior brinda un resumen de las fortalezas y debilidades de la compañía (gran posibilidad de influir en ellos: organización, producción, personal, etc.). Hacia el exterior identifica
32 Ibíd. 2012 33 Ibíd. 2012
35
oportunidades y amenazas que puede enfrentar (poca posibilidad de influir sobre ellos). Las fortalezas se pueden transformar en ventajas competitivas.
Análisis externo:
Oportunidad: Todas aquellas posibilidades externas a la empresa que tienen un impacto favorable en sus actividades. Ejemplos de oportunidades:
- Incremento en el poder adquisitivo
- Cambios favorables en el comportamiento de la clientela - Precios de materia prima bajando
- Acceso a nuevas tecnologías - Acceso a nuevos mercados - Potenciales nuevos inversionistas
Amenaza: Todas aquellas fuerzas externas a la empresa que pueden tener una influencia desfavorable en sus actividades. Ejemplos de amenazas:
- Recesión económica - Conflictos políticos - Inflación acelerada
- Competencia en crecimiento - Productos competitivos
- Disminución del poder adquisitivo
Análisis interno:
Fortalezas: Factores internos positivos que contribuyen al logro de los objetivos de la empresa. Ejemplos de fortalezas:
- Bajos costos de producción - Personal calificado
- Buen control de calidad - Precios competitivos - Buena reputación
36
Debilidades: Factores internos negativos que inhiben el logro de los objetivos. Ejemplos de debilidades:
- Maquinaria adecuada - Tecnología obsoleta
- Pobre calidad de productos - Falta de planificación
- Inadecuados métodos de fijación de precios - Limitada capacidad de producción
- Inadecuados esfuerzos de comercialización
2.12. DIAGRAMA DE OPERACIONES35
Es una representación gráfica de los pasos que se siguen en toda una secuencia de actividades, dentro de un proceso o un procedimiento, identificándolos mediante símbolos de acuerdo con su naturaleza; incluye, además, toda la información que se considera necesaria para el análisis, tal como distancias recorridas, cantidad considerada y tiempo requerido. Con fines analíticos y como ayuda para descubrir y eliminar ineficiencias, es conveniente clasificar las acciones que tienen lugar durante un proceso dado en cinco clasificaciones. Estas se conocen bajo los términos de operaciones, transportes, inspecciones, retrasos o demoras y almacenajes.
37
3. DIAGNÓSTICO SITUACIÓN ACTUAL DEL PROCESO DE LOGÍSTICA DE MATERIALES
Para proponer un rediseño del proceso de logística de materiales del área de motores de Siemens Manufacturing S.A., es fundamental realizar un diagnóstico profundo en el que se levante toda la información necesaria para comprender de forma clara y precisa todo el proceso y así identificar la causa raíz de la problemática. De esta forma se pretende que dicha información permita definir las características y el modo de operación del nuevo proceso. Con el diagnóstico que se llevará a cabo se busca obtener cifras, datos e indicadores que den la posibilidad a los autores del proyecto de identificar oportunidades de mejora, analizando recursos y procesos dentro de la cadena de abastecimiento que se están viendo afectados por las problemáticas que se hallarán en el levantamiento de información. Al finalizar el diagnóstico se espera tener caracterizado paso a paso y de forma detallada el proceso actual de logística de materiales del área de motores de Siemens Manufacturing S.A. al igual que todos los indicadores que reflejen de forma clara y concreta la necesidad de mejorarlo, de tal forma que se pueda lograr mayor eficiencia y productividad para poder aumentar el nivel de servicio y satisfacción de los clientes. La metodología utilizada consistirá en una serie de visitas a la empresa para recaudar la mayor cantidad de información posible respecto a las actividades que se tienen que realizar actualmente y sus tiempos de demora, esto se realizará mediante entrevistas con las personas responsables. Más adelante y usando las herramientas de la Ingeniería Industrial se mostrará el diagrama de flujo del proceso actual y un análisis de dicho proceso mediante un diagrama causa – efecto, con el cual se darán a conocer las causas de la problemática tanto para la materia prima como para el producto en proceso. Finalmente se realizará un Lineamiento Estratégico Básico con el cual se busca dar a conocer las debilidades, oportunidades, fortalezas y amenazas del proceso de logística de materiales actual. Este capítulo termina con la causa raíz que se convertirá a su vez en oportunidad de mejora.
3.1. LEVANTAMIENTO DE INFORMACIÓN SOBRE EL PROCESO ACTUAL
Para llevar a cabo el levantamiento de información los autores del proyecto diseñaron un formato de entrevista para realizar al personal del área de motores. En el
Anexo F se puede ver el formato de la entrevista. Éstas fueron realizadas en las instalaciones de Siemens entre el 4 y el 15 de junio de 2012 en las áreas de mercadeo, planeación, comercialización, producción y compras. En dichas entrevistas se realizaron diversas preguntas predeterminadas, mientras que otras iban surgiendo a partir de las respuestas que daban los entrevistados.
38
contra pedido, ya que la fabricación comienza una vez se tiene el consolidado de órdenes de producción como más adelante se explicará.
Las otras tres formas de abastecimiento que se muestran hacen referencia a la forma en que las áreas de transformadores y tableros lo manejan.
De igual forma, es importante saber dónde se encuentra ubicado el proceso de logística de materiales dentro de la estructura organizacional de la empresa. La Ilustración 11 muestra el organigrama de Siemens Manufacturing S.A., haciendo énfasis en el área de motores.
Ilustración 11. Organigrama Siemens Manufacturing S.A.36
Como se puede observar, toda la gestión del proceso de logística de materiales la lleva a cabo un área denominada administración de pedidos, la cual se encarga de realizar todas las compras de los diferentes materiales que se requieren para la producción de motores, manteniendo constante comunicación con los proveedores para acordar mutuamente diversos aspectos como precios, tiempos de entrega y cantidades a pedir.
Es importante recordar la forma en que se lleva a cabo la fabricación de un motor: hay ocho subáreas (núcleos, bobinas, fundición de hierro, metalmecánica, ejes, montajes, rotores e inyección de aluminio) por las cuales tiene que pasar un motor para ser
36 SIEMENS MANUFACTURING S.A. Asesoría área de motores. 2012 Gerente general y
Gerente comercial
Recursos humanos Ciclo de vida del producto
Tableros
Metalmecánica
Transformadores Motores
Calidad y mejora continua Administración de
negocios
Ciclo de vida del
producto Calidad y mejora continua
Administración de la cadena de abastecimiento Administración de
negocios
Administración de