Estructuración del sistema HACCP en DISFRUTO LTDA
88
0
0
Texto completo
(2) INTRODUCCIÓN. El sistema de Análisis de Riesgos y Puntos Críticos de Control (HACCP) permite identificar, establecer y controlar riesgos potenciales en los procesos productivos de las organizaciones, y esto lo lleva a término mediante un enfoque científico, el cual logra verificar todas las posibilidades que pueden existir de una serie de contaminantes específicos aun proceso o producto. Todo los riesgos evaluados o riesgos incluyen algún tipo de contaminación biológica por la exposición a factores externos, química o física dependiendo el producto a tratar y su naturaleza o composición. Para garantizar la calidad y la inocuidad de los productos alimenticios, se hace totalmente necesaria la implementación del análisis de riesgos HACCP, ya que esta herramienta permite establecer límites de control permisibles o de rechazo, estableciendo los procesos necesarios en cuanto a medidas correctivas para todos los proceso, para garantizar la inocuidad del producto al consumidor final. En general este sistema de identificación se basa en proceso de verificación preventivo de producto ya que su meta es encontrar los errores antes de que ocurran o afecten a los usuarios. Para efectuar la correcta y eficiente implementación del sistema HACCP, se hace indispensable contar con una serie de programas pre- requisitos que darán las condiciones operativas y ambientales básicas para el desarrollo de la producción o acondicionamiento de productos inocuos al usuario, de igual este proceso debe evaluarse obligatoriamente respecto a las Buenas Prácticas de manufactura (BPM) ya este último es un herramienta invaluable para su cumplimiento. Para la organización DISFRUTO LTDA, la presente propuesta de estructuración del sistema HACCP es una gran oportunidad de mejora, ya que los productos de esta empresa poseen un proceso muy expuesto a contaminaciones externos por el ambiente de tobas sus estaciones o por los mismos operativos manipuladores en las actividades de acondicionamiento. De allí procede la importancia de verificar el estado actual de la organización y realizar el estudio completo para la posible implementación, todo esto en conjunto necesariamente de la normatividad aplicable en términos de Buenas Prácticas de Manufactura (BPM). El desarrollo del sistema al final del ciclo reflejara un incremento en las oportunidades de mercado para la empresa, una disminución en los tiempos entre operaciones, disminuyendo los reproceso, devoluciones y permitirá poseer más control respecto a las variables de la cadena de valor..
(3) 1.. 2.. CONTENIDO Problema ......................................................................................................... 7 1.1. Descripción: ............................................................................................... 7. 1.2. Formulación: .............................................................................................. 7. Objetivos ......................................................................................................... 8 2.1.. Objetivo general ......................................................................................... 8. 2.2. Objetivos específicos ................................................................................. 8 3.. Delimitación o alcance................................................................................... 8. 4.. Justificación ................................................................................................... 9. 5.. Plan de trabajo ............................................................................................... 9 5.1. Diagnostico preliminar del proceso en la empresa DISFRUTO LTDA ........ 10 5.2. Descripción y diagramación del proceso y del producto ............................ 10 5.3. Formación del equipo HACCP .................................................................... 10 5.4. Programas pre-requisito para el sistema HACCP ....................................... 10 5.5. Principio 1- Realización de un análisis de los peligros ............................... 11 5.6 Principio 2- Determinación de los puntos críticos de control PCC ............... 11 5.7 Principio 3- Establecimiento de los limites críticos ....................................... 11 5.8 Principio 4- Implementación de un sistema de vigilancia ............................. 12 5.9 Principio 5- Establecimiento de medidas correctivas ................................... 12 5.10 Principio 6- Establecimiento de procedimientos de verificación................. 12 5.11 Principio 7- Establecimiento de un sistema de registro y documentación.. 13 5.12 Evaluación final del sistema....................................................................... 13. 6.. Marco de referencia ..................................................................................... 13 6.1 Sector económico ....................................................................................... 13 6.2 La organización .......................................................................................... 14 6.3 Misión .......................................................................................................... 14 6.4 Visión ........................................................................................................... 14 6.5 Organigrama ................................................................................................ 15 6.6 Definición de la actividad de la industria ...................................................... 16. 7.. Marco teórico................................................................................................ 17. 8.. Marco Legal .................................................................................................. 21. 9.. Recursos ....................................................................................................... 22.
(4) 9.1 Humanos: .................................................................................................... 22 10.. Resultados esperados. ............................................................................. 22. 11.. Cronograma ............................................................................................... 23. 11.1 Diagrama de Gantt .................................................................................... 24 12.. Descripción del proceso ........................................................................... 25. 12.1 Diagrama de flujo ....................................................................................... 25 12.3 Productos elaborados por DISFRUTO LTDA ............................................ 27 12.4 Composición de los productos ................................................................... 28 13.. Diagnóstico del estado actual de DISFRUTO LTDA ............................... 31. 13.1 Recolección de información ....................................................................... 31 13.2 Diagnostico Decreto 3075-INVIMA ............................................................ 31 INSTALACIONES FÍSICAS............................................................................ 33 13.3 Análisis del Diagnostico ............................................................................. 48 14.. Pre requisitos HACCP ............................................................................... 55. 14.1 Programa de proveedores ......................................................................... 56 14.2 Programa de trazabilidad ........................................................................... 57 14.3 Programa de calidad de agua .................................................................... 58 14.4 Programa de limpieza y desinfección ........................................................ 58 14.5 Programa de saneamiento......................................................................... 59 14.6 Programa de mantenimiento y calibración ................................................. 60 14.7 Programa de capacitación ......................................................................... 61 15.. Estructuración del sistema HACCP ......................................................... 61. 15.1 Análisis de peligros .................................................................................... 61 15.2 Determinación de puntos críticos de control .............................................. 66 15.3 Limites críticos de control .......................................................................... 68 15.4 Sistema de vigilancia ................................................................................. 79 15.5 Establecimiento de medidas correctivas y procedimientos ........................ 82 15.6 Plan de sistema documental ...................................................................... 83 16.. Conclusiones ............................................................................................. 85. 17.. Recomendaciones ..................................................................................... 86. 18.. Bibliografía ................................................................................................. 87.
(5) ÍNDICE DE FIGURAS. Figura 1 Organigrama, (FAO, 1993 ....................................................................... 15 Figura 2 Proceso HACCP, (Normas HACCEP sistema de análisis de riesgos y puntos críticos de control Carro Roberto y González Daniel, 2010) ...................... 20 Figura 3 Diagrama de flujo DISFRUTO LTDA (Los Autores, 2018) ...................... 25 Figura 4 Diagrama de proceso ASME (Los autores, 2018) ................................... 26 Figura 5 Diagrama de proceso gráfico, (Los autores,2018) .................................. 30 Figura 6 Resultados del diagnóstico - Gráfica, (Los autores, 2018) ...................... 49 Figura 7 Instalaciones de DISFRUTO LTDA (Los autores,2018) .......................... 50 Figura 8 Condiciones de saneamiento en DISFRUTO LTDA (Los autores, 2018) 51 Figura 9 Área de lavado en DISFRUTO LTDA (Los autores, 2018) ...................... 52 Figura 10 Distribución de bodega (Los autores, 2018).......................................... 53 Figura 11 Producto terminado (Los autores, 2018) ............................................... 54 Figura 12 Almacenamiento de mercancía (Los autores, 2018) ............................. 55 Figura 13 Programa de selección de proveedores (DISFRUTO LTDA, 2017) ...... 57 Figura 14 Programa de trazabilidad (DISFRUTO LTDA, 2017)............................. 58 Figura 15 Programa de control de plagas (DISFRUTO LTDA, 2017).................... 60.
(6) ÍNDICE DE TABLAS. Tabla 1 Normatividad aplicable, (Los autores, 2018) ............................................ 22 Tabla 2 Cronograma de actividades, (Los autores, 2018)..................................... 23 Tabla 3 Diagrama de Gantt, (Los autores,2018) ................................................... 24 Tabla 4 Composición de los productos (Los autores, 2018) ................................. 28 Tabla 5 Diagnóstico DECRETO 3075 DE 1997, (INVIMA, 2017) .......................... 47 Tabla 6 Resultado de diagnóstico, (Los autores, 2018) ........................................ 49 Tabla 7 Identificación de peligros en DISFRUTO LTDA (Los autores, 2018)........ 66 Tabla 8 Determinación de puntos críticos de control en DISFRUTO LTDA (Los autores, 2018) ....................................................................................................... 68 Tabla 9 Condiciones de almacenamiento 1(FAO, 1993) ....................................... 73 Tabla 10 Condiciones de alamcenamiento 2 (FAO, 1993) .................................... 78 Tabla 11 Macro proceso de seguridad en alimentos (Alarcón, 2018) ................... 79 Tabla 12 Clasificación de almacenamiento ( Los autores, 2018) .......................... 80 Tabla 13 Medidas correctivas (Los autores, 2018)................................................ 82 Tabla 14 Descripción de documentación (Los autores, 2018) .............................. 84.
(7) 1. Problema 1.1 Descripción:. Dentro del sector alimenticio a través del tiempo se han detectado diferentes agentes contaminantes que perjudican la calidad de los productos y por tanto la salud humana, a partir de esto se han venido creando herramientas de la mano de sistemas de gestión que ayudan a prever y eliminar los distintos riesgos de contaminación dentro del proceso productivo y manipulación de los mismos, llevando a cabo una planeación y planes de contingencia necesarios en casos pertinentes. Actualmente la empresa no cuenta con un sistema de gestión ni una jerarquización documentada que permita establecer responsables de procedimientos necesarios para garantizar la calidad de la operación. Por tanto se hace necesario implementar una herramienta ligada a un sistema de gestión que permita organizar y establecer los puntos críticos de contaminación en el proceso para constituir buenas prácticas de manufactura que nos permitan aumentar la demanda y acceder a mercados con estándares de calidad requeridos.. 1.2 Formulación: ¿Cómo establecer un estándar de manipulación de alimentos, garantizando la inocuidad dentro de DISFRUTO LTDA, que en efecto permita aumentar la demanda y acceder a mercados con estándares de calidad requeridos?.
(8) 2. Objetivos 2.1.. Objetivo general. Estructurar el sistema HACCP análisis de peligros y puntos críticos de control en la empresa Disfruto LTDA, para lograr que la empresa sea más competitiva en el mercado.. 2.2.. Objetivos específicos. Diagnosticar el estado de los procesos en DISFRUTO LTDA, identificando los peligros específicos dentro de todas las operaciones del proceso. Organizar los procesos operativos mediante políticas de buenas prácticas de manufactura como herramienta de mejora continua. Plantear un sistema de gestión que permita hacer de DISFRUTO LTDA una organización más competitiva. Establecer controles de los peligros para garantizar la inocuidad de los productos agrícolas dentro del proceso productivo. Identificar las posibles mejoras obtenidas tras la potencial implementación del sistema de HACCP. 3. Delimitación o alcance Disfruto LTDA se encuentra situada en el departamento de Cundinamarca, ciudad Bogotá, en el barrio Vegas de Santa Ana, y está constituida como una sociedad limitada. Para poder generar un correcto diagnóstico de la compañía, se deben conocer todos los programas de manejo de alimentos que se estén llevando, así como las políticas de calidad hacia el producto, el proyecto se realizará en un plazo no mayor a dos meses donde se incluirá el área de producción, compra y despachos. Se le proporcionara a la empresa toda la documentación de los procesos operativos para el control y eliminación de los peligros latentes que pueden afectar los productos, y por ultimo planes de contingencia para casos esporádicos..
(9) 4. Justificación DISFRUTO LTDA cuenta con una gran trayectoria en el tema de comercio de productos agrícolas, para la venta a grandes o pequeñas superficies del mercado a nivel nacional, brindando soluciones eficientes en los diferentes grupos de productos alimenticios que se adaptan de manera adecuada a las preferencias de sus consumidores. Su portafolio de clientes actualmente se encuentra en crecimiento, lo cual representa una oportunidad para propender acciones que le proporcionen un mejoramiento sustancial de sus procesos, haciéndolos más competitivos.. Una de estas posibles alternativas de mejora, se refiere a la problemática que aqueja con mayor influencia a DISFRUTO LTDA, en cuanto al deficiente y lento desarrollo de sus operaciones. Ya que ninguno de sus procesos cuentan con un adecuado sistema de identificación de peligros y puntos críticos de control, por lo cual es común ver que su área de control de calidad se enfoca en las prioridades erróneas o poco incidentes en el producto, generando además de ello problemas de comunicación, lentitud en los proceso, identificación tardía de peligros del producto y poca coordinación entre áreas, permitiendo que se incurra en los mismos errores o defectos, sin establecer las correctas medidas de prevención.. 5. Plan de trabajo La estructuración del sistema HACCP en la empresa DISFRUTO LTDA se efectuara mediante un procedimiento que tiene como objetivo principal garantizar y mejorar de forma continua la inocuidad en los productos comercializados, ayudando así a evitar peligros microbiológicos o cualquier otro tipo de riesgo al consumidor final. En este sentido, la finalidad de HACCP en cualquier actividad de la cadena productiva a estudiar es lograr que el control se concentre en los puntos críticos identificados en todo el proceso del producto. (Carro Paz Roberto, 2010). Para el desarrollo de la estructuración del sistema HACCP S.A en la organización DISFRUTO LTDA se proponen las siguientes fases de trabajo, mediante las cuales se espera dar respuesta a los objetivos planteados en el inicio de la presente propuesta de mejoramiento en las operaciones de la cadena..
(10) 5.1. Diagnostico preliminar del proceso en la empresa DISFRUTO LTDA Para iniciar con la ejecución de la propuesta, se hace necesario establecer algunas generalidades en cuanto a las características de la organización, el sector, la historia, el organigrama, su visión y misión entre otras. Por lo cual, se realizara con antelación la identificación y recopilación de todos los aspectos incidentes en el tema de las generalidades de la empresa a quien va dirigida la presente propuesta. El desarrollo de esta primera fase será responsabilidad de los autores de la presente propuesta, quienes efectuaran las correspondientes indagaciones e investigaciones y posteriormente realizarán la retroalimentación a la alta dirección para recibir una aprobación en cuanto a la divulgación de la información. 5.2. Descripción y diagramación del proceso y del producto En este punto se debe realizar la descripción total de los productos de la empresa, en cuanto a su composición, características, estructura, propiedades físicas y químicas, elaboración, vida útil y entre otros aspectos incidentes en la implementación, al igual que el desarrollo de la descripción de los procesos de la organización. Esta fase de recolección de información, estará a cargo de los autores y de una persona elegida en la organización, la cual deberá contar con el conocimiento y la experiencia adecuada, para servir de guía en el reconocimiento de las instalaciones y de todos los productos. 5.3. Formación del equipo HACCP Una vez la dirección haya aprobado el desarrollo del proyecto de implementación HACCP de forma documental, se debe proceder con la determinación de la conformación del equipo de trabajo, el cual será responsable de diseñar, elaborar y ejecutar el programa guía para la estandarización del sistema. De manera que se logre establecer de forma clara las responsabilidades que cada uno de los roles del equipo va a desempeñar. 5.4. Programas pre-requisito para el sistema HACCP Previamente al desarrollo y aplicación del sistema HACCP, se debe determinar cuál es la reglamentación vigente y aplicable a la empresa DISFRUTO LTDA, en cuento a proveedores, trazabilidad, calidad del agua,.
(11) limpieza y desinfección, saneamiento, mantenimiento, calibración de equipos y capacitación etc. Procediendo con ello a una comparación con la realidad de la planta y evaluando los procesos que se llevan a cabo para el cumplimento de dichas obligaciones. Lo anterior, es primordial para iniciar con el proceso de revisión HACCP, ya que sería inútil su implementación si no se cumplieran las legislaciones nacionales básicas en el tema de inocuidad de alimentos. 5.5. Principio 1- Realización de un análisis de los peligros Para efectuar este análisis se deben establecer todos los posibles peligros y riesgos en todas las fases del producto, desde el inicio del ciclo de fabricación hasta el consumidor final. Estas deberán asociarse directamente al producto y con ello se procederá a realizar una evaluación cualitativa del grado de peligro que representa, considerando claro la probabilidad de ocurrencia de cada uno de ellos dentro de la operación de la organización. Para la determinación de los riesgos o peligros críticos de control, se debe tener bibliografía científica del tema a tratar y contar con soporte de personal con experiencia del proceso, ya que estos serán el fundamento en el control del sistema. 5.6 Principio 2- Determinación de los puntos críticos de control PCC Se procederá entonces, tras el cumplimiento de las anteriores fases a la determinación de los puntos críticos de control en cada una de las etapas operacionales del proceso de manufactura, las cuales surgirán de las fases donde se aplican medidas de control que puedan eliminar o reducir los peligros a niveles aceptables. De esta manera se lograra tener una caracterización y un control sobre los peligros aplicando medidas para su prevención y verificación. 5.7 Principio 3- Establecimiento de los limites críticos Posterior a realizar la identificación y determinación de los puntos críticos de control PCC en las operaciones de la organización, se debe proceder con la estimación de los niveles y tolerancias que serán en adelante los indicativos que son necesarios para asegurar el nivel de cumplimiento para cada PCC. Estos límites y tolerancias representan la diferencia entre lo que es aceptable y lo que será inaceptable en el producto. Lo indicadores establecidos serán referidos aspectos tales como la temperatura, las dimensiones, la humedad, PH, textura, apariencia, aroma,.
(12) entre otras, y para cada uno de estos parámetros se establecerá un límite crítico control dependiendo su incidencia en el proceso. 5.8 Principio 4- Implementación de un sistema de vigilancia Teniendo identificados los PCC del proceso, sus parámetros de medición y sus límites de control se establecerá un programa o plan de monitoreo y vigilancia, que permita tener control sobre cada uno de ellos. Por lo cual, se hace necesaria la creación de fichas de caracterización definidas en cuanto a los monitoreos que se deben realizar, como se debe ejecutar, que registro se usara y quienes serán roles encargados de llevar a cabo los monitoreos. Esta actividad será realizada, difundida y asignada a las que serán las encargadas de realizar los controles según el plan que se establezca. 5.9 Principio 5- Establecimiento de medidas correctivas Se deberá incluir dentro del plan programado de vigilancia las correspondientes medidas correctivas establecidas para el incumplimiento de cada uno de los puntos críticos de control PCC. Estas medidas correctivas deben encontrarse claramente definidas de forma individualizada, por los parámetros establecidos en cada uno de los puntos de control establecidos Estas correcciones darán lugar a la estimación del producto, corregir la causa del desvió del parámetro para asegurar el cumplimiento y el mantener los registros actualizados de manera que se pueda extraer información para la implementación de mejoras para el complimiento de los procesos. 5.10 Principio 6- Establecimiento de procedimientos de verificación Después de establecer los estándares de control y las medidas correctivas, se deben establecer los procesos y posibles soluciones que las personas responsables de cada proceso, ejecutarán en caso de presentar irregularidades o desviaciones en los resultados obtenidos. Estos monitoreos de rutina deberá permitir identificar, para cada una de las inconsistencias las siguientes cuestiones: ¿Quién realiza la verificación?, ¿Cuándo realizar una?, ¿Dónde aplicar la verificación?, ¿Cómo realizar la verificación?.
(13) 5.11 Principio 7- Establecimiento de un sistema de registro y documentación Consiste en el establecimiento de un sistema documental de registros y archivos apropiados para la implementación del sistema HACCP. En este sentido, se pretende unificar toda la documentación de los proceso, de manera que las operaciones sean totalmente claras y estandarizadas para todo el personal.. 5.12 Evaluación final del sistema Finalmente se debe establecer el formato de indicadores que permitirán evidenciar el progreso de la organización mediante un análisis de resultados. Evaluando de esta manera, los por menores de la implementación y realizando con ello una comparación con el manejo de os procesos en años anteriores al actual. Esto con el fin de difundir los logros alcanzados a la alta dirección y al resto del personal; con la innovación y el control de la organización bajo el modelo de gestión HACCP. 6. Marco de referencia 6.1 Sector económico El sector agrícola en este momento atraviesa por un buen momento debido a la exportación de varios productos como lo son el Aguacate, Plátano, Arroz, Banano, esto nos da una proyección como empresa comercializadora y distribuidora de estos productos agrícolas como lo son frutas, verduras y tubérculos; para ampliar nuestro mercado mediante la certificación de buenas prácticas de manufactura y la mejora de los procesos que nos permita acceder a más mercados nacionales como internacionales.. 4721 Comercio al por menor de productos agrícolas para el consumo en establecimientos especializados. 0113 Cultivo de hortalizas, raíces y tubérculos..
(14) 6.2 La organización La empresa tiene como fin comprar al por mayor productos agrícolas, para su posterior selección y empaque dentro de las diferentes unidades de empaque, para posteriormente ser vendidas a supermercados de grandes superficies (Retail).. 6.3 Misión Nuestro mayor propósito es adquirir reconocimiento en el mercado nacional a través de estrategias que se implementarán progresivamente en los mercados potenciales.. 6.4 Visión Contribuir al desarrollo de la economía Colombiana produciendo y comercializando productos de alta calidad para así lograr satisfacer a nuestros clientes potenciales..
(15) 6.5 Organigrama. Figura 1 Organigrama, (FAO, 1993.
(16) 6.6 Definición de la actividad de la industria Los productos que se manejan en la organización se sintetizan dentro grupos principales, en cuanto a su composición conservamos dos, los cuales son: Frutas y verduras: Los cuales son productos ricos en agua, poseen escaso contenido en grasa y bajo contenido en proteínas. Entre los componentes sólidos, destacan normalmente los carbohidratos. Tubérculos: Su composición es influida por el cultivar y por las condiciones de crecimiento del cultivo, siendo mayoritariamente compuesto por carbohidratos y proteínas y donde la mayor parte del producto es humedad. Adicionalmente la organización maneja un volumen grande de productos por día y por tanto se requiere una coordinación de la cadena logística, donde se generan alianzas estratégicas que permiten la confiabilidad del abastecimiento diario de los productos. Los productos mayoritariamente se compran en la central de Cora bastos donde se realiza una primera inspección y negociación de los productos, basados en los documentos oficiales del DANE, que acceden a estadísticas de precios por día. Por otra parte la empresa maneja una gama de productos, que vienen directamente de los cultivos ubicados en la sabana de Bogotá, donde la empresa interviene directamente desde la recolección, hasta su transporte a la bodega. Los productos que pasan por este proceso son: • • • • • • •. Cebolla Puerro Apio Espinaca Lechuga Batavia Acelga Común Coliflor Brócoli. Dentro todo el proceso que tiene la materia prima, los principales aditivos que se utilizan son: • •. Agua Cloro. Así mismo para el proceso de selección y lavado se utilizan: • •. Cuchillos de acero inoxidable Mesas de Selección.
(17) •. Bases para costales y costales. De igual forma para su proceso se empaque se tienen estándares de empaque, etiquetado donde se maneja la fecha Carvajal la cual se utiliza para saber la semana y el día de fabricación, y con ello saber la fecha de caducidad del alimento, para ello se utilizan los siguientes insumo: • • • • • • • •. Canastillas propias Canastillas abatibles(alquiladas) Bolsas plásticas Pistolas de etiquetado Bandejas en Icopor Papel periódico Basculas Mallas. No se utilizan procedimientos tecnológicos en ninguna parte del proceso. 7. Marco teórico El sistema de análisis de Peligros y Puntos Críticos de Control HACCP aborda temas de vital importancia en el contexto de seguridad en los alimentos, en cuento al control de aspectos físicos, químicos, biológicos entre otros mediante su identificación y el establecimiento de procesos estandarizados para su control que incluyan también el establecimiento de parámetros definidos. En este sentido se presentaran a continuación los elementos importantes en términos conceptuales para el desarrollo efectivo del establecimiento del sistema en DISFRUTO LTDA.. BPM (Buenas Prácticas De Manufactura). Las BPM corresponden al conjunto de principios básicos y características fundamentales que se deben utilizar en el procesamiento de productos de orden alimenticio, cosmético o farmacéutico. Para garantizar la inocuidad de los productos y evitar adulteración de estos. Específicamente en Colombia las buenas prácticas de manufactura se encuentran reguladas mediante el Decreto 3075 de 1997 el cual fue elaborado por el Ministerio de protección social, que además de desarrollar estas reglamentó la implementación de directrices destinadas a la elaboración inocua de los alimentos, con el objetivo de proteger la salud pública. (Díaz Alejandro y Uría Rosario, 2009)..
(18) El Invima corresponde también a la institución oficial de vigilancia y control, de carácter técnico-científico, que trabaja en la protección de la salud individual y colectiva de los colombianos, mediante la aplicación de las normas sanitarias como: decretos y resoluciones para alimentos, medicamentos, cosméticos, productos de aseo, bebidas alcohólicas, dispositivos médicos, homeopáticos, entre otros.. •. El Sistema de Análisis de Peligros y Puntos Críticos de Control (HACCP). E un sistema de prevención me funciona para reproducción, control o eliminación todos los peligros que puedan impactar la inocuidad de los alimentos en un planta de manufactura, mediante herramientas de trazabilidad permite llevar un control sobre todos los productos desde el inicio del proceso hasta el final de la cadena. (Medina Efraín, 2016). Para ejecutar el proceso de implementación de este sistema se deben tener en cuenta los principios básicos que establece el sistema mencionados a continuación al igual que el cumplimiento total contra las políticas de BPM como requisito indispensable para iniciar con el desarrollo de la propuesta (Carro Roberto y González Daniel, 2010).. •. Realización de un análisis de los peligros. Es necesario realiza un análisis respecto a todo el proceso de fabricación del producto para lograr realizar la identificación de los peligros que pueden incidir durante todas las etapas de manufactura o que sobrevenga del uso de un determinado componente. Es también relevante establecer también estos análisis de peligros en las materias primas usadas y los ingredientes o estructuras, el almacenamiento y la duración de esté, los métodos de distribución y el uso esperado del producto final por el consumidor. Los peligros deben ser seleccionados en función de la frecuencia o posibilidad de ocurrencia en concentraciones que ofrezcan riesgos significativos al consumidor.. •. Determinación de los puntos críticos de control PCC. Si se identifica un peligro y no hay ninguna medida de control para esa etapa o en cualquier otra, entonces el producto o el proceso debe ser modificado en dicha etapa, o en una etapa anterior o posterior, para que se pueda incluir una medida de control para ese peligro..
(19) •. Establecimiento de los límites críticos. Deben establecerse los límites críticos que aseguren el control del peligro para cada punto crítico de control (PCC) especificado, y que estos se definan como el criterio usado para diferenciar lo aceptable de lo no aceptable. Un límite crítico representa los límites usados para juzgar si se trata de un producto inocuo o no. Pueden establecerse límites críticos para factores como temperatura, tiempo, dimensiones físicas del pro-ducto, actividad de agua, nivel de humedad, etc.. •. Implementación de un sistema de vigilancia. Monitorear es la medida programada para observación de un PCC, con el propósito de determinar si se están respetando los límites críticos. Los procedimientos de monitoreo deben detectar la pérdida de control de un PCC, a tiempo de evitar la producción de un alimento inseguro o de interrumpir el proceso. Debe especificarse, de modo completo, cómo, cuándo y por quién será ejecutado el monitoreo.. •. Establecimiento de medidas correctivas. Tras identificar y establecer parámetros se debe proceder con el establecimiento de medidas de recuperación o disposición de producto implicado.. •. Establecimiento de procedimientos de verificación. La preparación cuidadosa del plan HACCP, con la definición clara de todos los puntos necesarios, no garantiza su eficiencia. Los procedimientos de verificación son necesarios para evaluar la eficiencia del plan y confirmar si el sistema HACCP atiende al plan. La verificación permite que el productor desafíe las medidas de control y asegure que hay control suficiente para todas las posibilidades.. •. Establecimiento de un sistema de registro y documentación.. Un registro muestra el histórico del proceso, el monitoreo, los desvíos y las acciones correctivas (incluso descarte de productos) aplicadas al PCC identificado. Los registros pueden presentarse en varios formatos, como cuadros de procesamiento, registros escritos o electrónicos. No puede subestimarse la importancia de los registros para el sistema HACCP. Es imprescindible que el productor mantenga registros completos, actualizados, correctamente archivados y precisos..
(20) Figura 2 Proceso HACCP, (Normas HACCEP sistema de análisis de riesgos y puntos críticos de control Carro Roberto y González Daniel, 2010).
(21) 8. Marco Legal Colombia cuenta actualmente posee una legislación que reglamente las condiciones básicas de inocuidad, higiene y calidad de las empresas de procesamiento de alimentos. Para el contexto particular del presente proyecto:. NORMA. TEMA PRINCIPAL. LEY 9 DE 1979. Código Sanitario Nacional por el cual se toman medidas sobre las condiciones sanitarias básicas para la protección en el medio ambiente, suministro de agua, saneamiento de edificaciones, alimentos, droga, medicamentos, cosméticos, vigilancia y control epidemiológico, prevención y control de desastres, derechos de los habitantes respecto a la salud.. DESCRIPCIÓN TITULO V En este título se establecen las normas específicas a que deberán sujetarse: Los alimentos, aditivos, bebidas o materias primas correspondientes o las mismas que se produzcan, manipulen, elaboren, transformen, fraccionen, conserven, almacenen, transporten, expendan, consuman, importen o exporten; los establecimientos industriales y comerciales en que se realice cualquiera de las actividades mencionadas en este artículo, y el personal y el transporte relacionado con ellos.. Se aplica a todas las fábricas y establecimientos donde se procesan los alimentos; los equipos y utensilios y el personal manipulador de alimentos; a todas las actividades de fabricación, procesamiento preparación, envase, almacenamiento, transporte, distribución y comercialización de alimentos en el territorio nacional; a los alimentos y materias primas para alimentos que se fabriquen, envasen, expendan, exporten o importen, para el consumo Se reglamenta parcialmente la Ley 9 de humano; a las actividades de vigilancia y control que ejerzan las autoridades 1979 y se dictan otras disposiciones en sanitarias sobre la fabricación, procesamiento, preparación, envase, DECRETO cuento a la regulación de todas las almacenamiento, transporte, distribución, importación, exportación y 3075 DE 1997 actividades que puedan generar factores comercialización de alimentos; sobre los alimentos y materias primas para de riesgo por el consumo de alimentos. alimentos. TÍTULO I - DISPOSICIONES GENERALES TÍTULO II - CONDICIONES BÁSICAS DE HIGIENE EN LA FABRICACIÓN DE ALIMENTOS TÍTULO III - VIGILANCIA Y CONTROL El objeto del presente decreto es establecer el sistema para la protección y control de la calidad del agua, con el DECRETO fin de monitorear, prevenir y controlar los 1575 DE 2007 riesgos para la salud humana causados por su consumo, exceptuando el agua envasada.. Aplica a todas las personas prestadoras que suministren o distribuyan agua para consumo humano, ya sea cruda o tratada, en todo el territorio nacional, independientemente del uso que de ella se haga para otras actividades económicas, a las direcciones territoriales de salud, autoridades ambientales y sanitarias y a los usuarios.. Decreto 1290 de 1994: Donde precisan DECRETO las funciones del Instituto Nacional de 1290 de 1994 Vigilancia de Medicamentos y Alimentos –INVIMA.. El Instituto Nacional de Vigilancia de Medicamentos y Alimentos -INVIMAes un establecimiento público del orden nacional, de carácter científico y tecnológico, con personería jurídica, autonomía administrativa y patrimonio independiente, adscrito al Ministerio de Salud y perteneciente al Sistema de Salud, con sujeción a las disposiciones generales que regulan su funcionamiento. PRODUCTOS ALIMENTICIOS Y DE PRIMERA NECESIDAD. Por el cual se promueve la aplicación del sistema de análisis de peligros y puntos DECRETO 60 de control crítico - HACCP en las DE 2002 fábricas de alimentos y se reglamenta el proceso de certificación.. El presente decreto tiene por objeto promover la aplicación del sistema de análisis de peligros y puntos de control crítico HACCP, como sistema o método de aseguramiento de la inocuidad de los alimentos y establecer el procedimiento de certificación al respecto. Los preceptos contenidos en la presente disposición, se aplican a las fábricas de alimentos existentes en el territorio nacional que implementen el sistema de análisis de peligros y puntos de control crítico, HACCP, como sistema o método de aseguramiento de la inocuidad de los alimentos..
(22) NORMA TÉCNICA NTS-USNA SECTORIAL COLOMBIAN A 007. Esta norma tiene por objeto establecer los requisitos sanitarios que se deben cumplir en los establecimientos de la industria gastronómica, para garantizar la inocuidad de los alimentos, durante la recepción de materia prima, procesamiento, almacenamiento, transporte, comercialización y servicio, con el fin de proteger la salud del consumidor. Norma sanitaria de manipulación de alimentos. Enmarca los requisitos sanitarios para los manipuladores de alimentos. CAPITULO 7 7.1 Todo manipulador de alimentos para desarrollar sus funciones debe recibir capacitación básica en materia de higiene de los alimentos y cursar otras capacitaciones de acuerdo con la periodicidad establecida por las autoridades sanitarias en las normas legales vigentes. 7.2 Todo manipulador de alimentos se debe practicar exámenes médicos especiales: Frotis de garganta con cultivo, KOH de uñas (para detectar hongos), coprocultivo y examen de piel antes de su ingreso al establecimiento de la industria gastronómica y de acuerdo con las normas legales vigentes.. RESOLUCIÓ Expedido por el Ministerio de Protección Por la cual se establece el reglamento técnico sobre los requisitos de N NUMERO Social y publicado en el Diario Oficial rotulado o etiquetado que deben cumplir los alimentos envasados y materias 005109 DE 46150 de enero 13 de 2006. primas de alimentos para consumo humano 2005 Por la cual se deroga la Resolución 765 Fijar el procedimiento y requisitos para la autorización de las personas RESOLUCIÓ de 2010, se fijan directrices para el naturales o jurídicas que dictarán cursos de capacitación en manipulación N 378 DE cumplimiento de lo ordenado por los artículos 13, 14 y 40 del Decreto 3075 de higiénica de alimentos en la jurisdicción del Distrito Capital. 2012 1997 y se dictan otras disposiciones.. Tabla 1 Normatividad aplicable, (Los autores, 2018). 9. Recursos 9.1 Humanos: Proveedores: Para este proyecto se necesitara registros sanitarios de los proveedores y para garantizar la inocuidad en nuestra cadena de abastecimiento. Personal de calidad: Debe ser el principal apoyo, para obtener los programas que se están llevando actualmente, y para su correcta aplicación. Supervisor de producción: Una parte vital para diagramar los procesos e identificar donde están las posibles fallas del sistema.. 10. Resultados esperados. Se espera brindar a la organización una herramienta que permita organizar, identificar y atender los inconvenientes de los procesos, a través de un análisis de puntos de control detectados..
(23) Se espera que con la implementación de este proceso en la empresa se pueda acceder a clientes con requisitos de buenas prácticas de manufactura. Se espera mejorar los procesos de la organización, optimizando las operaciones mediante la identificación, control y eliminación de los peligros latentes que pueden afectar los productos. En conclusión se espera estipular las diferentes técnicas que sirvan como requisito para para manipular los alimentos y obtener a través de ello un conducto regular que nos permita regular los procesos, además de ello identificando los diferentes puntos de posible contaminación donde se efectúen planes de contingencia respectivos, todo encaminado a buscar el progreso de la organización a través de mejores prácticas que contribuyan al crecimiento de la empresa como también el cumplimiento de la ley respectiva. . 11. Cronograma. Nombre de la tarea Diagnostico preliminar diagramación del proceso Formación del equipo HACCP Programas pre-requisito análisis de los peligros Determinación de los puntos críticos de control PCC Establecimiento de los limites críticos Implementación de un sistema de vigilancia Establecimiento de medidas correctivas Establecimiento de procedimientos de verificación Establecimiento de un sistema de registro y documentación Evaluación final del sistema Tabla 2 Cronograma de actividades, (Los autores, 2018). Fecha de inicio. Fecha final. Duración (días). 19/03/2018 24/03/2018 29/03/2018 03/04/2018 08/04/2018 13/04/2018. 24/03/2018 29/03/2018 03/04/2018 08/04/2018 13/04/2018 18/04/2018. 5 5 5 5 5 5. 18/04/2018 23/04/2018 28/04/2018 03/05/2018. 23/04/2018 28/04/2018 03/05/2018 08/05/2018. 5 5 5 5. 08/05/2018. 13/05/2018. 5. 13/05/2018. 21/05/2018. 8.
(24) 11.1 Diagrama de Gantt. Tabla 3 Diagrama de Gantt, (Los autores,2018).
(25) 12. Descripción del proceso 12.1 Diagrama de flujo. Figura 3 Diagrama de flujo DISFRUTO LTDA (Los Autores, 2018).
(26) 12.2 Diagrama de proceso ASME. DESCRPCIÓN. ACTIVIDAD. TIEMPO REQUERIDO. RESPONSABLE 1. RESPONSABLE 2. RESPONSABLE 3. INSUMOS. PEDIDO TELEFONICO Se negocia precios, productos y entrega a diario con el cliente. 1. 30-45 MINUTOS. VENTAS. VENDEDOR DEL ÉXITO VENDEDOR DEL ÉXITO CUCHILLO, CANASTILLAS, CAMION. 20-MINUTOS. VENTAS. GERENTE. COMPRAS Se envia solicitud al departamento de compras del los productos faltantes. 2. GERENTE. RECOLECCIÓN Recolección manual de materia prima en cultivos, unicados en la sabana(solo aplica para productos producidos por disfruto). TRANSPORTE Transporte de cultivo o central de alimentos, a la bodega. 3. 4. 120-180 MINUTOS CONDUCTOR MP. 60-90 MINUTOS. CONDUCTOR MP COMPRAS. COMPRAS. CAMION. 5. 30-50 MINUTOS. OPERARIOS. PROVEEDOR. PROVEEDOR. ESTIBAS, GATO HIDRÁULICO. 6. 30-40 MINUTOS. RECIBIDOR. JEFE DE BODEGA. JEFE DE BODEGA. BASCULA. DESCARGUE EN BODEGA Descargue manual de el producto a la bodega. RECEPCIÓN DE MERCANCIA verificacion de lo solicitado y de calidad de los productos, pesado y registro de cantidades. ALMACENAMIENTO TEMPORAL. 7. MAXIMO 1440 MINUTOS. Almacenamiento. LAVADO Y SELECCIÓN. Lavado delos productos excepto cebollas y ajos, posteriormente la selección de producto y su estandarización. 8. 50-MINUTOS. JEFE DE BODEGA OPERARIAS. OPERARIAS. AGUA, CLORO, CUCHILLO, COSTALES, MESAS DE TRABAJO, VENTILADOR, BASES PARA COSTALES, BOLSAS, CANASTILLAS, PISTOLAS DE ETIQUETADO, BANDEJAS DE ICOPOR, PAPE L PERIODICO, VINILPEL, MALLAS.. 9. 30-40 MINUTOS. RECIBIDOR. JEFE DE BODEGA. BASCULA. 1440 MINUTOS. CONDUCTOR. 30 MINUTOS. VENDEDOR DEL ENCARGADO DE ÉXITO PUNTO DE ENTREGA. CARGUE Cargue manual de la bodega al camion termo refrigerado. TRANSPORTE Transporte de la bodega al CEDI o cliente. 10. JEFE DE BODEGA. VEHICULO CON TERMOKING. DESCARGUE Y ENTREGA Descargue en el almacen, verificación de cantidades, temperaturas por parte del cliente. 11. Figura 4 Diagrama de proceso ASME (Los autores, 2018). ENCARGADO DE PUNTO DE ENTREGA.
(27) 12.3 Productos elaborados por DISFRUTO LTDA Para la empresa es muy importante ofrecer la mayor cantidad de productos, dado que este negocio tiene fluctuaciones muy fuertes en el tiempo, es necesario contar con la disponibilidad de productos muy rentables en el momento, como productos que por temporada de cosecha bajen o suban de precio.. Por tanto dentro de la organización se tiene como objetivo tener un portafolio amplio de productos, los cuales pueden ser vendidos por unidad o por kilo, y dependiendo del cliente se estandariza para su entrega y condiciones exigidas.. Adicionalmente la organización cuenta con una alta disponibilidad de diferentes productos, dado que se tienen alianzas estratégicas con proveedores de la central de alimentos (Cora bastos), y cultivos directamente de la sabana de Bogotá donde se puede garantizar que se maneja un gran volumen de productos diarios.. Son aproximadamente 129 materias primas comprendidas entre Frutas, Hortalizas, Tubérculos utilizadas para los 444 productos que ofrece la compañía en su portafolio, de los cuales 216 tienen una presentación a granel y 228 de ellos llevan algún tipo de empaque comprendido desde bolsa sellada, bandeja de icopor, vinil pelado, cocas o mallas.. Complementando los productos que se manejan tienen la garantía que duran en la bodega solo un día por máximo, lo cual se certifica a través de una trazabilidad del producto desde la compra hasta el despacho de la misma..
(28) 4 8 4 23 2 11 5 4 2 2 18 26 2 6 5 3 5 3 5 7 3 26 19 15 11 20 7 5 34 13 12 12 19 15 26 13 30 21 15 23. Tabla 4 Composición de los productos (Los autores, 2018). 0 4 1 2 0 1 2 2 1 1 4 3 1 1 1 0 1 3 1 1 1 1 1 1 1 1 0 0 1 1 1 1 1 1 1 1 1 1 1 0. 2 3 2 4 1 3 2 2 1 1 2 2 1 2 3 1 2 1 1 2 1 1 2 2 2 4 2 2 5 2 1 1 3 2 6 1 3 1 2 1. VITAMINA C(%VD). VITAMINA A(%VD). POTASIO(%VD). FIBRA(%VD). FIBRA. 15 0 45 0,50 20 0 100 0 10 0 45 0 25 0 20 0 15 0 10 0 90 2,5 110 0 10 0 25 0 20 0 10 0 25 0 20 0 25 0 30 0 50 4.5 100 0 70 0 60 0.5 50 0 90 1 20 0 15 0 130 0 50 0 50 0 50 0 80 0 60 0,5 100 0 50 0 110 0 80 0 60 0 90 0. 110 gr-3.9 z 148 gr-5.3oz 98g-3.5oz 130gr-4.6oz 25gr-0.9oz 148gr-5.3oz 99gr-3.5oz 93gr-3.3oz 85gr-3 oz 89gr-3.2 oz 90gr-3.2oz 148gr-5.3oz 99gr-3.5oz 148gr-5.3oz 83gr-3.0oz 85gr-3 oz 84gr-3.oz 84gr-3.oz 148gr-5.3oz 78gr-2.8oz 30 gr 140 gr 151 gr 1 UNIDAD 147 gr 148 gr-5.3oz 1 UNIDAD 1 UNIDAD 1 UNIDAD 1 UNIDAD 134 gr 134 gr 1 UNIDAD 1 UNIDAD 1 UNIDAD 150 gr 1 UNIDAD 300 gr 154 gr 126 gr. PROTEINA. APIO BROCOLI CALABAZA DE VERANO CAMOTE CEBOLLA VERDE CEBOLLA COLIFLOR ESPARRAGOS LECHUGA HOJAS LECHUGA ICEBERG MAIZ DULCE PAPA PEPINO PIMIENTO POROTOS VERDES RABANOS ROJOS REPOLLO VERDE SETAS TOMATE DE ARBOL ZANAHORIA AGUACATE DE CALIFORNIA CEREZAS DULCES CIRUELAS DURAZNO FRESAS KIWI LIMA LIMON MANZANA MANDARINA MELON CALAMEÑO MELON TUNA NARANJA NECTARIN PERA PIÑA PLATANO SANDIA TORONJA UVAS. HIDRATOS DE CARBONO. Materia Prima/ GRAMAJE Y ONZAS POR UNIDAD. CALORIAS. GRASA TOTAL. 12.4 Composición de los productos. 8 7 10 15 12 13 6 220 8 7 6 30 16 13 120 30 4 2 2 8 12 5 0 20 8 8 0 100 8 7 10 15 4 5 130 6 4 4 6 6 8 7 2 10 8 18 0 45 4 4 4 10 8 6 4 190 12 6 4 10 4 5 0 30 8 5 0 70 4 9 0 2 4 10 20 40 8 7 10 10 4 0 4 4 4 2 15 10 8 8 10 7 8 6 15 7 8 0 160 5 16 2 240 13 8 0 35 2 8 0 40 2 20 2 8 7 8 6 45 5 4 120 80 7 4 2 45 6 12 2 130 7 8 8 15 7 24 0 10 5 4 2 50 3 12 2 15 13 4 30 25 8 8 35 100 5 4 0 2 7.
(29) 12.5 Diagrama Grafico de un producto.
(30) Figura 5 Diagrama de proceso gráfico, (Los autores, 2018).
(31) 13. Diagnóstico del estado actual de DISFRUTO LTDA 13.1 Recolección de información La información y los datos históricos obtenidos para la presente propuesta de implementación del sistema HACCP en Disfruto LTDA fueron recogidos a partir de dos diferentes tipos de fuente:. Fuentes primarias • • • •. Encuestas a operadores de DISFRUTO LTDA Entrevista al personal administrativo de DISFRUTO LTDA Visitas a las instalaciones de la planta Registro fotográfico. Fuentes secundarias • • • •. Libros del sistema HACCP Trabajo de grado en la implementación de HACCP Blogs de información en la web Documentación e información suministrada por la empresa.. 13.2 Diagnostico Decreto 3075-INVIMA La compañía DISFRUTO LTDA tiene como propósito fundamental la recolección, selección, empaque, acondicionamiento y distribución de frutas, verduras y tubérculos a nivel nacional para grandes superficies de mercado. Actualmente esta empresa cuanta con varias propuestas de mejora en desarrollo que van en pro de su proyección a futuro en aumento de clientes y la expansión de sus mercados a nivel internacional. DISFRUTO LTDA cuenta con una propuesta de implementación en pie en términos de las mejoras requeridas para acreditar una certificación ISO 9001: 2015, sin embargo en temas de inocuidad de alimentos aún se encuentra muy retrasada, ya que presenta errores comunes en la prestación de sus servicios, generando un riesgo de calidad a sus clientes y específicamente al consumidor final del producto. Por lo cual esta propuesta de implementación del sistema de análisis de riesgos y control de puntos críticos (HACCP) se presenta con el objeto de garantizar la calidad de su productos, permitiéndole cumplir sus metas a largo de plazo en cuanto a la expansión de sus mercados y mejorar su servicio. Si bien es cierto que la organización presenta fallas en temas de inocuidad de alimentos, cuenta con un buen avance en el desarrollo de normas de Buenas Prácticas de manufactura (BPM), tras realizar las correspondientes visitas a la.
(32) planta de operaciones se observa que se están implementando estrategias de control para mantener dichas normas pero a la fecha se siguen presentado inconvenientes en el desarrollo de las actividades de valor para el producto. Entre los inconvenientes que se identificaron resaltamos la necesidad de implementar documentación apropiada e integral para los procesos y la falta de capacitación al personal manipulador del producto ya que se reflejan malas prácticas en el manejo de utensilios de trabajo. Adicional, se identifica que DISFRUTO LTDA no cuenta con un programa de pre requisitos como lo requiere el paso inicial y fundamental de la implementación del sistema de análisis de riesgos y puntos críticos (HACCP). Por esta razón, se hace necesario realizar un diagnóstico del estado actual de la compañía en varios temas incidentes de la organización y la posterior elaboración de todos los aquellos documentos que hacen falta para completar lo requerido por las Buenas Prácticas de Manufactura y del sistema de Análisis de Riesgos y control de puntos críticos (HACCP)..
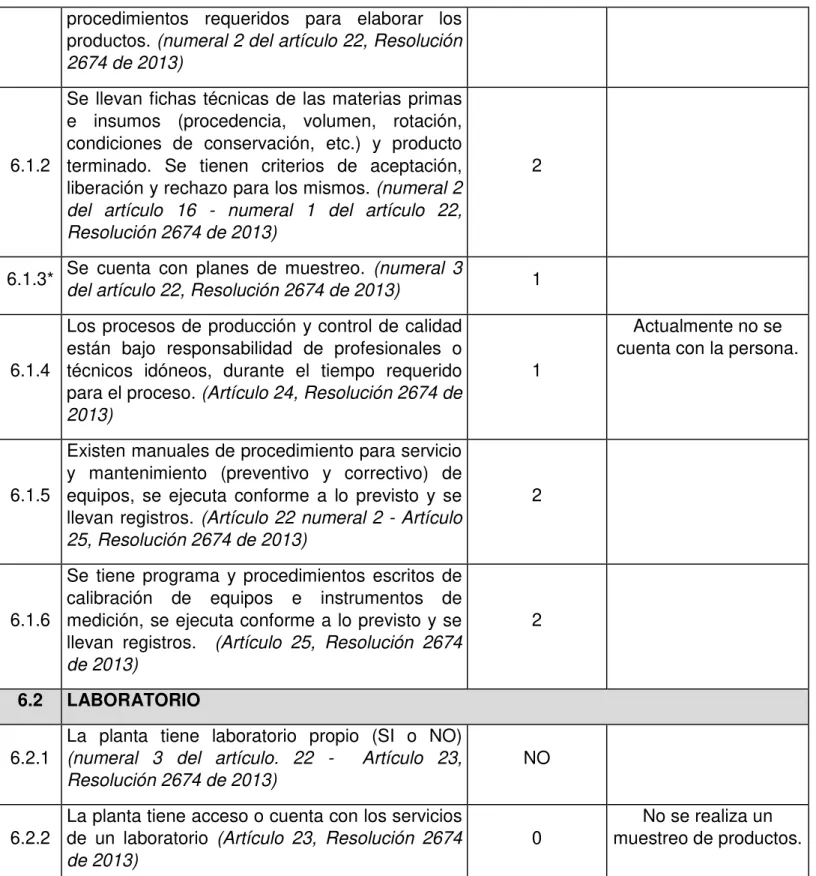
(33) ASPECTOS A VERIFICAR. CALIFICACIÓN. 1.-. INSTALACIONES FÍSICAS. 1.1. La planta está ubicada en un lugar alejado de focos de insalubridad o contaminación y sus accesos y alrededores se encuentran limpios (maleza, objetos en desuso, estancamiento de agua, basuras) y en buen estado de mantenimiento. (numerales 1.1 y 1.3 del artículo 6, Resolución 2674 de 2013). 1. 1.2. El funcionamiento de la planta no pone en riesgo la salud y bienestar de la comunidad. (numeral 1.2 del artículo 6, Resolución 2674 de 2013). 2. 1.3*. La edificación está diseñada y construida de manera que protege los ambientes de producción y evita entrada de polvo, lluvia e ingreso de plagas y animales domésticos u otros contaminantes. (numerales 2.1 y 2.7 del artículo 6, Resolución 2674 de 2013). 0. 1.4. La edificación está construida en proceso secuencial (recepción insumos hasta almacenamiento de producto terminado) y existe una adecuada separación física de aquellas áreas donde se realizan operaciones de producción susceptibles de ser contaminadas, evitan la contaminación cruzada y se encuentran claramente señalizadas. (numerales 2.2 y 2.3 del artículo 6, Resolución 2674 de 2013). 0. 1.5. La edificación y sus instalaciones están construidas de manera que facilite las operaciones de limpieza, desinfección y control de plagas. (numeral 2.4 del artículo 6, Resolución 2674 de 2013). 2. 1.6*. Las áreas de la fábrica están totalmente separadas de cualquier tipo de vivienda y no son utilizadas como dormitorio. (numeral 2.6 del artículo 6, , Resolución 2674 de 2013). 2. 1.7. Existe un sitio adecuado e higiénico para el consumo de alimentos y descanso de los empleados (área social). (numeral 2.8 del artículo 6, , Resolución 2674 de 2013). 0. 2.-. CONDICIONES DE SANEAMIENTO. OBSERVACIONES.
(34) 2.1. ABASTECIMIENTO DE AGUA POTABLE. Existe programa, procedimientos, análisis (fisicoquímicos y microbiológicos) sobre manejo 2.1.1 y calidad del agua, se ejecutan conforme a lo previsto y se llevan los registros. (numeral 4 del artículo 26, Resolución 2674 de 2013). 1. El agua utilizada en la planta es potable, existe control diario del cloro residual y se llevan 2.1.2* registros. (numeral 3.1 del artículo 6, Resolución 2674 de 2013). 1. El suministro de agua y su presión es adecuado 2.1.3 para todas las operaciones. (numeral 3.2 del artículo 6, Resolución 2674 de 2013). 2. El agua no potable usada para actividades indirectas (vapor, refrigeración indirecta, u otras) 2.1.4 se transporta por tuberías independientes e identificadas por colores. (numeral 3.3 del artículo 6, Resolución 2674 de 2013). NO. Cuenta con tanque de almacenamiento de agua, construido con materiales resistentes, identificado, está protegido, es de capacidad 2.1.5 suficiente para un día de trabajo, se limpia y desinfecta periódicamente y se llevan registros. (numeral 3.5 del artículo 6, Resolución 2674 de 2013). 2. 2.2. MANEJO Y DISPOSICIÓN DE RESIDUOS LÍQUIDOS. Se dispone de sistema sanitario adecuado para la recolección, tratamiento y disposición de 2.2.1 aguas residuales. (numeral 4.1 del artículo 6, Resolución 2674 de 2013). 0. El manejo de los residuos líquidos dentro de la planta no representa riesgo de contaminación 2.2.2* para los productos ni para las superficies en contacto con éstos. (numeral 4.2 del artículo 6, Resolución 2674 de 2013). 2. Las trampas de grasas y/o sólidos (si se 2.2.3 requieren) están bien ubicadas y diseñadas y permiten su limpieza. (numeral 1.4 del artículo 7,. NA. Hace falta llenar los registros diarios, o periódicos de las medidas respectivas..
(35) Resolución 2674 de 2013) 2.3. MANEJO Y DISPOSICIÓN DE RESIDUOS SÓLIDOS (BASURAS). Existe programa, procedimientos sobre manejo y disposición de los residuos sólidos, se ejecutan 2.3.1 conforme a lo previsto y se llevan los registros. (numeral 2 del artículo 26, Resolución 2674 de 2013). 0. Existen suficientes, adecuados, bien ubicados e identificados recipientes para la recolección interna de los residuos sólidos o basuras y no 2.3.2 presentan riesgo para la contaminación del alimento y del ambiente. (numeral 5.1 del artículo 6, Resolución 2674 de 2013). 1. Son removidas las basuras con la frecuencia necesaria para evitar generación de olores, 2.3.3* molestias sanitarias, proliferación de plagas. (numerales 5.2 y 5.3 del artículo 6, Resolución 2674 de 2013). 2. Existe local o instalación destinada exclusivamente para el depósito temporal de los residuos sólidos (cuarto refrigerado de requerirse), adecuadamente ubicado, identificado, protegido (contra la lluvia y el libre 2.3.4 acceso de plagas, animales domésticos y personal no autorizado) y en perfecto estado de mantenimiento (numerales 5.3 y 5.4 del artículo 6 - numeral 2 del artículo 26, Resolución 2674 de 2013). 2. De generarse residuos peligrosos, la planta cuenta con los mecanismos requeridos para 2.3.5 manejo y disposición. (numeral 5.5 del artículo 6, Resolución 2674 de 2013). NA. 2.4. CONTROL DE PLAGAS (ARTRÓPODOS, ROEDORES, AVES). Existe programa y procedimientos específicos para el establecimiento, para el control integrado 2.4.1 de plagas con enfoque preventivo, se ejecutan conforme a lo previsto y se llevan los registros. numeral 3 del artículo 26, , Resolución 2674 de. 2. Lo residuos orgánicos se utilizan para porcicultura y ganadería, pero no se lleva un registro de ello..
(36) 2013) No hay evidencia o huellas de la presencia o 2.4.2* daños de plagas. (numeral 3 del artículo 26, Resolución 2674 de 2013). 1. Existen dispositivos en buen estado y bien ubicados, como medidas de control integral de 2.4.3 plagas (electrocutadores, rejillas, coladeras, trampas, cebos, etc.). (numeral 3 del artículo 26, Resolución 2674 de 2013). 2. Los productos utilizados se encuentran rotulados y se almacenan en un sitio alejado, protegidos, 2.4.4 bajo llave y se encuentran debidamente identificados. (numeral 7 del artículo 28, Resolución 2674 de 2013). NO. 2.5. LIMPIEZA Y DESINFECCIÓN. Existe programa y procedimientos específicos para el establecimiento, para limpieza y 2.5.1 desinfección de las diferentes áreas de la planta, equipos, superficies, manipuladores. (numeral 1 del artículo 26, Resolución 2674 de 2013). 2. Se realiza inspección, limpieza y desinfección periódica de las diferentes áreas, equipos, 2.5.2* superficies, utensilios, manipuladores y se llevan los registros. (numeral 1 del artículo 26, Resolución 2674 de 2013). 2. Se tienen claramente definidos los productos utilizados: fichas técnicas, concentraciones, 2.5.3 empleo y periodicidad de la limpieza y desinfección. (numeral 1 del artículo 26, , Resolución 2674 de 2013). 2. Los productos utilizados se almacenan en un sitio adecuado, ventilado, identificado, protegido y bajo llave y se encuentran debidamente 2.5.4 rotulados, organizados y clasificados. (Resolución numeral 7 del artículo 28, Resolución 2674 de 2013). 2. 2.5.5 Se dispone de sistemas adecuados para la limpieza y desinfección de equipos y utensilios. (,. 2. No se diligencian los registros correspondientes..
(37) numeral 6.5 del artículo 6, Resolución 2674 de 2013) 2.6. INSTALACIONES SANITARIAS. La planta cuenta con servicios sanitarios bien ubicados, en cantidad suficiente, separados por género, en buen estado, en funcionamiento (lavamanos, inodoros), dotados con los 2.6.1* elementos para la higiene personal (jabón desinfectante, toallas desechables o secador eléctrico, papel higiénico, caneca con tapa, etc.) y se encuentran limpios. (numerales 6.1 y 6.2 del artículo 6, Resolución 2674 de 2013). 2. Existen vestieres en número suficiente, separados por género, ventilados, en buen estado, alejados del área de proceso, dotados de 2.6.2 casilleros (lockers) individuales, ventilados, en buen estado, de tamaño adecuado y destinados exclusivamente para su propósito. (numeral 6.1 del artículo 6, Resolución 2674 de 2013). Espacio reducido para el número de empleados. 1. La planta cuenta con lavamanos de accionamiento no manual dotado con dispensador de jabón desinfectante, implementos desechables o equipos automáticos 2.6.3* para el secado de manos, en las áreas de elaboración o próximos a éstas, exclusivos para este propósito. (numeral 6.3 del artículo 6, Resolución 2674 de 2013). 0. De ser requerido la planta cuenta con filtro sanitario (lava botas, pediluvio, estación de limpieza y desinfección de calzado, etc.) a la 2.6.4 entrada de la sala de proceso, bien ubicados, dotados, y con la concentración de desinfectante requerida. (numeral 6 del artículo 20, Resolución 2674 de 2013). 0. Son apropiados los avisos alusivos a la necesidad de lavarse las manos después de ir al 2.6.5 baño o de cualquier cambio de actividad y a prácticas higiénicas. (numeral 6.4 del artículo 6, Resolución 2674 de 2013). 2.
(38) 3 3.1. PERSONAL MANIPULADOR DE ALIMENTOS PRACTICAS HIGIÉNICAS Y MEDIDAS DE PROTECCIÓN. Se realiza control y reconocimiento médico a manipuladores y operarios (certificado médico de aptitud para manipular alimentos), por lo menos 3.1.1 1 vez al año y cuando se considere necesario por razones clínicas y epidemiológicas. (artículo 11, Resolución 2674 de 2013). 0. Todos los empleados que manipulan los alimentos llevan uniforme adecuado de color claro y limpio y calzado cerrado de material resistente e impermeable y están dotados con 3.1.2 los elementos de protección requeridos (gafas, guantes de acero, chaquetas, botas, etc.) y los mismos son de material sanitario. (numerales 2 y 9 del artículo 14, , Resolución 2674 de 2013). Los uniformes no son de color claro. 1. Los manipuladores y operarios no salen de la 3.1.3 fábrica con el uniforme. (numeral 3 del artículo 14, Resolución 2674 de 2013). 0. Los manipuladores se lavan y desinfectan las manos (hasta el codo) cada vez que sea necesario y cuando existe riesgo de 3.1.4* contaminación cruzada en las diferentes etapas del proceso. (numeral 4 Artículo 14 - numeral 3 del artículo 18, Resolución 2674 de 2013). 1. El personal que manipula alimentos utiliza mallas para recubrir cabello, tapabocas y protectores de barba de forma adecuada y permanente (de 3.1.5 acuerdo al riesgo) y no usa maquillaje. (numerales 5 y 6 del artículo 14, Resolución 2674 de 2013). 1. Las manos se encuentran limpias, sin joyas, sin 3.1.6 esmalte y con uñas cortas. (numerales 7 y 8 del artículo 14, Resolución 2674 de 2013). 2. Los guantes están en perfecto estado, limpios y 3.1.7 desinfectados y se ubican en un lugar donde se previene su contaminación. (numeral 10 del. 2. Cuentan con todos los implementos pero no se tiene una correcta capacitación en cuanto su uso e importancia..
(39) artículo 14, Resolución 2674 de 2013) Los empleados no comen o fuman en áreas de proceso, evitan prácticas antihigiénicas tales como rascarse, toser, escupir y no se observan 3.1.8 sentados en el pasto o andenes o en lugares donde su ropa de trabajo pueda contaminarse etc. (numerales 11 y 13 del artículo 14, Resolución 2674 de 2013). 0. Los empleados que están en contacto directo con el producto, no presentan afecciones en la 3.1.9* piel o enfermedades infectocontagiosas. (numeral 12 del artículo 14, Resolución 2674 de 2013). 2. Los visitantes cumplen con las prácticas de higiene y portan la vestimenta y dotación 3.1.10 adecuada suministrada por la empresa. (numeral 14 del artículo 14, Resolución 2674 de 2013) 3.2. 0. EDUCACIÓN Y CAPACITACIÓN. Existen un plan de capacitación continuo y permanente en manipulación de alimentos, que contenga al menos: metodología, duración, cronograma y temas específicos acorde con la 3.2.1 empresa, el proceso tecnológico y al desempeño de los operarios, etc., para el personal nuevo y antiguo, se ejecuta conforme a lo previsto y se llevan registros. (Artículo 1 – artículo 13, Resolución 2674 de 2013). 0. Existen avisos alusivos a la obligatoriedad y necesidad del cumplimiento de las prácticas 3.2.2 higiénicas y su observancia durante la manipulación de alimentos. (Parágrafo 1 del artículo 13, Resolución 2674 de 2013). 0. Conocen y cumplen los manipuladores las 3.2.3* prácticas higiénicas. (Artículo 13, Resolución 2674 de 2013). 1. 4.-. CONDICIONES DE PROCESO Y FABRICACIÓN. No se fuma en el área de trabajo, pero están muy propensos a tener una contaminación cruzada.. No hay una correcta distribución de la entrada del personal administrativo y operativo..
(40) 4.1. DISEÑO Y CONSTRUCCIÓN. Los pisos se encuentran limpios, en buen estado, sin grietas, perforaciones o roturas y tiene la 4.1.1 inclinación adecuada para efectos de drenaje. (numerales 1.1 y 1.2 del artículo 7, Resolución 2674 de 2013). 2. Los sifones están equipados con rejillas 4.1.2 adecuadas. (numerales 1.4 del artículo 7, Resolución 2674 de 2013). 2. Las paredes son de material resistente, de colores claros, no absorbentes, lisas y de fácil 4.1.3 limpieza y desinfección, se encuentran limpias y en buen estado. (numeral 2.1 del artículo 7, Resolución 2674 de 2013). 2. Las uniones entre las paredes y entre éstas y los pisos son redondeadas, y están diseñadas de tal 4.1.4 manera que evitan la acumulación de polvo y suciedad. (numeral 2.2 del artículo 7, Resolución 2674 de 2013). 0. El techo es de fácil limpieza, desinfección y 4.1.5 mantenimiento y se encuentra limpio. (numeral 3.1 del artículo 7, Resolución 2674 de 2013). 0. No existe evidencia de condensación, formación de hongo y levaduras, desprendimiento 4.1.6 superficial en techos o zonas altas. (numeral 3.1 del artículo 7, Resolución 2674 de 2013). 2. De contar con techos falsos o doble techos estos se encuentran construidos de materiales impermeables, resistentes, lisos, cuentan con accesibilidad a la cámara superior, sus láminas 4.1.7 no son de fácil remoción y permiten realizar labores de limpieza, desinfección y desinfestación. (numerales 3.2 y 3.3 del artículo 7, Resolución 2674 de 2013). NA. Las ventanas, puertas y cortinas, se encuentran limpias, en buen estado, libres de corrosión o 4.1.8 moho y bien ubicadas. (numerales 4.2 y 5.1 del artículo 7, Resolución 2674 de 2013). 0.
(41) Las ventanas que comunican al exterior están provistas de malla anti-insecto y los vidrios que 4.1.9 están ubicados en áreas de proceso cuentan con la protección en caso de ruptura. (numeral 4.2 del artículo 7, Resolución 2674 de 2013). 0. La sala se encuentra con adecuada iluminación en calidad e intensidad (natural o artificial). 4.1.10 (numerales 7.1 y 7.2 del artículo 7, Resolución 2674 de 2013). 2. Las lámparas y accesorios son de seguridad, están protegidas para evitar la contaminación en 4.1.11 caso de ruptura, están en buen estado y limpias. (numeral 7.3 del artículo 7, Resolución 2674 de 2013). 0. La ventilación de la sala de proceso es adecuada y no afecta la calidad del producto ni la 4.1.12 comodidad de los operarios. (numeral 8.1 del artículo 7, Resolución 2674 de 2013). 1. Los sistemas de ventilación filtran el aire y están wwdwdwdd proyectados y construidos de tal manera que no 00 4.1.13 fluya el aire de zonas contaminadas a zonas limpias. (numeral 8.2 del artículo 7, Resolución 2674 de 2013) 4.2. No se encuentra una separación correcta de zonas operativas y demás.. EQUIPOS Y UTENSILIOS. Los equipos, superficies de contacto con alimentos (mesas, bandas transportadoras) y utensilios están fabricados con materiales resistentes al uso y a la corrosión, libres de 4.2.1* defectos y grietas, lisas, no absorbentes no recubiertas con pintura o materiales desprendibles, fácilmente accesibles o desmontables, fáciles de limpiar y desinfectar, garantizando la inocuidad de los alimentos. (artículo 9, Resolución 2674 de 2013) Todas las superficies de contacto con el alimento cumplen con las 4.2.2 resoluciones 683, 4142 y 4143 de 2012 (numeral 2 del artículo 9, Resolución 2674 de 2013). Se recomendaría implementar un plan de desinfección de utensilios diaria. 1. 1. No se tiene el conocimiento completo de la norma..
(42) Las piezas o accesorios están asegurados para prevenir que caigan dentro del producto o equipo 4.2.3 de proceso. (numeral 6 del artículo 9, Resolución 2674 de 2013). 1. Los recipientes utilizados para materiales no comestibles y desechos son a prueba de fugas, debidamente identificados, de material 4.2.4 impermeable, resistentes a la corrosión y de fácil limpieza. (numeral 11 del artículo 9, Resolución 2674 de 2013). No están plenamente identificadas. 1. Las tuberías empleadas para la conducción de alimentos, no presentan fugas, son de material resistente, inertes, no porosos, impermeables, fácilmente desmontables para su limpieza y 4.2.5* desinfección y están localizados en sitios donde no significan riesgo de contaminación del producto. (numeral 12 del artículo 9 - numeral 4 del artículo 10, Resolución 2674 de 2013). NA. Los equipos están ubicados según la secuencia lógica del proceso tecnológico, evitan la contaminación cruzada y las áreas circundantes 4.2.6 facilitan su inspección, mantenimiento, limpieza y desinfección. (Numerales 1 y 2 del artículo 10, Resolución 2674 de 2013).. 0. Los equipos en donde se realizan operaciones críticas cuentan con instrumentos y accesorios para medición y registro de variables del proceso 4.2.7* (termómetros, termógrafos, pH-metros, etc.). (numeral 3 del artículo 10, Resolución 2674 de 2013). 1. Los cuartos fríos o los equipos de refrigeración están construidos de materiales resistentes, fáciles de limpiar, impermeables, se encuentran en buen estado y no presentan condensaciones y equipados con termómetro de precisión de fácil 4.2.8 lectura desde el exterior, con el sensor ubicado de forma tal que indique la temperatura promedio del cuarto y se registra dicha temperatura. (numerales 1.2 y 1.3 del artículo 7 - numeral 3 del artículo 10, Resolución 2674 de 2013). NO.
Figure




+7





Documento similar
Primeros ecos de la Revolución griega en España: Alberto Lista y el filohelenismo liberal conservador español 369 Dimitris Miguel Morfakidis Motos.. Palabras de clausura
A partir de los resultados de este análisis en los que la entrevistadora es la protagonista frente a los entrevistados, la información política veraz, que se supone que
Cedulario se inicia a mediados del siglo XVIL, por sus propias cédulas puede advertirse que no estaba totalmente conquistada la Nueva Gali- cia, ya que a fines del siglo xvn y en
Esto viene a corroborar el hecho de que perviva aún hoy en el leonés occidental este diptongo, apesardel gran empuje sufrido porparte de /ue/ que empezó a desplazar a /uo/ a
En junio de 1980, el Departamento de Literatura Española de la Universi- dad de Sevilla, tras consultar con diversos estudiosos del poeta, decidió propo- ner al Claustro de la
[r]
SVP, EXECUTIVE CREATIVE DIRECTOR JACK MORTON
