ESCUELA SUPERIOR DE INGENIERIA
MECANICA
Y
ELECTRICA
"Confirmación de Calidad en una Línea de
Ensamble de Vestiduras en una Empresa
Automotriz, con Ayuda de DMAIC"
de vestiduras en una empresa automotriz
Tesis:
Que para obtener el título de
:
Ingeniero En Control
y
Automatización
Presenta:
Salvador De León Gómez
Asesor:
Ing. Ana María Vera Jaime
Ing. Juan Daniel Rivas
Dedicatoria:
Muy especialmente a mis padres
mis hermanos y mi amigos
por el apoyo brindado durante toda
mi carrera.
Agradecimientos:
A todas las personas que
estuvieron presentes a lo largo
de mi vida profesional, y las que
hicieron posible la realización
de esta tesis.
Tabla de Contenidos
Índice de Figuras ... 6
Índice de Tablas ... 7
Objetivo ... 8
Justificación ... 9
1.
Capítulo 1: Marco teórico; Sistemas de producción y calidad
globales ... 11
1.1. Sistemas de Producción Globales ... 11
1.2. Sistema de producción Toyota ... 13
1.3. Proceso de Retroalimentación y Mejora Continua ... 15
1.4. Mejora Continua ... 18
1.4.1. Kaizen ... 20
1.4.2. Seis Sigma ... 21
1.5. Conceptos ... 23
1.5.1. Análisis de Modo y Efecto de Falla (AMEF) ... 23
1.5.2. Calidad Total ... 27
1.5.3. Estudio R&R ... 27
1.5.4. Diagrama Pareto ... 29
2.
Capítulo 2: Situación actual; análisis del problema a través de
indicadores internos y externos. ... 31
2.1. Diagnóstico de la situación Actual. ... 31
2.2. FODA de la línea de vestiduras dentro de la Empresa Automotriz ... 32
2.3. Análisis de Brecha ... 35
2.3.1. Revisión del Sistema actual en la línea de producción (puntos de control) ... 35
2.3.1.1. Indicadores Internos ... 37
2.3.1.2. Indicadores Externos ... 40
2.3.2. Requerimientos ... 42
2.3.2.1. Estándares físicos ... 42
/
2.3.2.2. Estándares Operativos ... 47
2.3.3. Apartados de la norma ISO 9001-2008 en este Proyecto ... 53
2.3.4. Comparación del sistema de inspección en línea de ensamble vs depto. de Control de calidad 54 2.3.4.1. Comparación de estándares ... 55
2.3.4.2. Comparación de Métodos ... 59
2.3.5. Recomendaciones ... 62
3.
Capítulo 3: Implementación del sistema de inspecciones en la
línea de Vestiduras con ayuda de las herramientas 6-sigma (DMAIC) 64
3.1. Definir el Proyecto (D) ... 643.1.1. Establecer el Marco de Proyecto ... 64
3.1.2. Las X del Proyecto ... 65
3.1.3. Mapa del Proceso ... 66
3.2. Medir la situación actual (M) ... 69
3.3. Analizar las casusas raíz (A) ... 74
4.
Capítulo 4: Plan de acciones, Controles y conclusiones del
proyecto. ... 79
4.1. Mejorar (I) ... 79
4.1.1. Implementación ... 79
4.1.2. Actualización de inspecciones estándar ... 79
4.1.3. Actualización de Hojas de instrucciones de calidad ... 80
4.1.4. Entrenamiento en Inspecciones ... 83
4.1.5. Entrenamiento en método ... 83
4.1.6. Implementación de las inspecciones ... 84
4.1.7. Estándares de Aceptación ... 86
4.2. Controlar para mantener la mejora (C) ... 91
4.2.1. Estandarizar el proceso. ... 92
4.2.2. Documentar el plan de control. ... 92
4.3. AMEF ... 95
4.3.1. Monitorear el proceso. ... 100
;
4.4. Impacto del proyecto ... 101
4.4.1. Indicadores internos ... 101
4.4.2. Cliente Final ... 103
4.5. Seguimiento ... 105
4.5.1. Revisión periódica del sistema implementado ... 106
4.5.2. Retroalimentación en base a los indicadores internos. ... 107
4.5.3. Retroalimentación en base a voz del cliente ... 108
4.5.3.1. Encuestas de satisfacción ... 109
4.5.3.2. Garantías ... 109
4.6. Conclusiones ... 110
Bibliografía... 112
Autor Personal ... 113
Libros Electrónicos ... 113
>
Índice de Figuras
Figura 1.1 Toyota Production System ... 12
Figura 1.3 Sombrilla KAIZEN ... 20
Figura 1.4 Sistema DMAIC ... 22
Figura 1.5 Fuentes de Variación ... 28
Figura 2.1 FODA sistema de calidad ... 33
Figura 2.2 Etapas del GAP análisis ... 35
Figura 2.3 Indicadores internos ... 39
Figura 2.4 Diagrama de flujo Calidad ... 43
Figura 2.5 Inspección Bajo unidad ... 44
Figura 2.6 Inspecciones Exteriores ... 45
Figura 2.7 Inspecciones interiores ... 45
Figura 2.8 Probador de funciones eléctricas ... 46
Figura 2.9 Medidor de enrases ... 46
Figura 2.10 Medidor de holguras ... 47
Figura 2.11 Flujo de proceso ... 48
Figura 3.1 Las Xs del Proyecto ... 65
Figura 3.2 Diagrama SIPOC ... 66
Figura 3.3 Mapa del Proceso ... 67
Figura 3.4 Diagrama de pescado o ISHIKAWA ... 68
Figura 3.5 Análisis R&R ... 71
Figura 3.6 Interacción entre técnicos ... 72
Figura 3.7 Plot box atributos ... 73
Figura 3.8 Plot box técnicos ... Error! Bookmark not defined. Figura 3.9 Los 5 porqués para causa raíz... 74
Figura 3.10 Pareto por modo de falla ... 76
Figura 4.1 Indicadores internos post acciones ... 101
B
Índice de Tablas
Tabla 1.1 Jerarquía Administrativa ... 21
Tabla 1.2 Costo de la mala calidad ... 23
Tabla 2.1 Inspecciones en CP interior ... 36
Tabla 2.2 Inspecciones en CP Exterior ... 36
Tabla 2.3 Incidencias de calidad en los últimos Meses ... 39
Tabla 2.4 Garantías en los últimos meses ... 41
Tabla 2.5 Problemas repetitivos últimos meses... 42
Tabla 2.6 MCC ensamble final ... 48
Tabla 2.7 Clausulas ISO vs Procedimientos calidad ... 53
Tabla 2.8 Listado de componentes identificados ... 55
Tabla 2.9 Listado de elementos Pasos de Agua ... 56
Tabla 2.10 Análisis de Brecha ... 57
Tabla 2.11 Análisis de Brecha Pasos de Agua ... 58
Tabla 2.12 Análisis de Brecha Total ... 59
Tabla 2.13 Análisis de Brecha en Métodos ... 61
Tabla 2.14 Análisis Total de Método ... 61
Tabla 3.1 Información general del proyecto ... 64
Tabla 3.2 Información para R&R ... 70
Tabla 3.3 Análisis por modo de falla ... 75
Tabla 3.4 Inspecciones obsoletas ... 79
Tabla 3.5 Entrenamiento en inspecciones ... 83
Tabla 3.6 Entrenamiento en método ... 84
Tabla 3.7 Plan de control ... 93
Tabla 3.8 Matriz de inspecciones ... 94
Tabla 3.9 Calendario para ejecución plan de control ... 95
Tabla 4.1 AMEF parte 1 ... 96
Tabla 4.2 AMEF parte 2 ... 97
Tabla 4.3 AMEF Completo ... 99
Tabla 4.4 Severidad / Ocurrencia / Detección Análisis ... 100
Tabla 4.5 Mejora en número de garantías ... 104
Tabla 4.6 Mejora en Costos por Garantías ... 105
C
Objetivo
Mejorar el sistema de inspección de la calidad en la línea de vestiduras basado en los requerimientos del departamento de control de calidad interno para una línea de ensamble de vestiduras dentro de la planta armadora de autos con ayuda de las herramientas DMAIC a fin de incrementar la satisfacción del cliente, evitando que los defectos de calidad salgan de la línea de producción.
Objetivos específicos
- Conocer los procedimientos y estándares del sistema de calidad interno para
implementar controles en la manufactura de automóviles en las estaciones de trabajo.
- Aplicar los procedimientos y estándares del sistema de calidad para mejora
de los indicadores del departamento de ensamble, en especial de la línea de vestiduras
- Conocer los estándares físicos, operativos y culturales de inspección para
D
Justificación
Como parte del proceso para asegurar la calidad de los productos que ofrecen las empresas, toda planta automotriz cuenta con un departamento encargado del control de calidad tanto en materiales como en proceso y terminado del producto, en el cual se revisan al 100% las unidades antes del proceso de embarque. Este proceso contempla inspecciones al vehículo de forma estática, pruebas de manejo y cualquier otro tipo de pruebas que se asemejen al uso que el cliente final dará al vehículo, esto con el fin de asegurar la satisfacción de los clientes.
Todo este proceso forma parte de un sistema de calidad reactivo que funciona a través de la retroalimentación que el departamento de control de calidad da a los departamentos encargados de realizar cada uno de los procesos de manufactura de los vehículos. Esto sin embargo es un proceso que a largo plazo resulta muy costoso para la compañía y que deteriora la satisfacción de sus clientes debido a los problemas de calidad que se fugan del sistema de inspección interno.
De aquí la necesidad de crear sistemas robustos y pro-activos que aseguren la calidad del producto desde la estación de trabajo. En la actualidad cada vez más empresas redoblan esfuerzos en asegurar que sus productos satisfagan las necesidades del cliente utilizando Herramientas que aseguren que el producto cumpla con los requerimientos del cliente, la industria automotriz invierte en sistemas de calidad como el QS 9000 o ISO 9001 que aseguren productos de calidad.
EF
Capítulo I:
EE
1. Capítulo 1: Marco teórico; Sistemas de producción y calidad
globales
1.1. Sistemas de Producción Globales
El Lean Manufacturing tiene su origen en el sistema de producción Just in Time (JIT) desarrollado en los años 50 por la empresa automovilística Toyota. Con la extensión del sistema a otros sectores y países se ha ido configurando un modelo que se ha convertido en el paradigma de los sistemas de mejora de la productividad asociada a la excelencia industrial. De forma resumida puede decirse que Lean consiste en la aplicación sistemática y habitual de un conjunto de técnicas de fabricación que buscan la mejora de los procesos productivos a través de la reducción de todo tipo de “desperdicios”, definidos éstos como los procesos o actividades que usan más recursos de los estrictamente necesarios. La clave del modelo está en generar una nueva cultura tendente a encontrar la forma de aplicar mejoras en la planta de fabricación, tanto a nivel de puesto de trabajo como de línea de fabricación, y todo ello en contacto directo con los problemas existentes para lo cual se considera fundamental la colaboración y comunicación plena entre directivos, mandos y operarios (“Estudio de mejoras mediante Lean Manufacturing en una cooperativa agrícola olivarera”, Javier Augusto Díaz, Mayo 2014.
Orígenes y antecedentes de los sistemas de producción Globales
Las técnicas de organización de la producción surgen a principios del siglo XX con los trabajos realizados por F.W. Taylor y Henry Ford, que formalizan y metodifican los conceptos de fabricación en serie que habían empezado a ser aplicados a finales del siglo XIX y que encuentran sus ejemplos más relevantes en la fabricación de fusiles (EEUU) o turbinas de barco (Europa). Taylor estableció las primeras bases de la organización de la producción a partir de la aplicación de método científico a procesos, tiempos, equipos, personas y movimientos. Posteriormente Henry Ford introdujo las primeras cadenas de fabricación de automóviles en donde hizo un uso intensivo de la normalización de los productos, la utilización de máquinas para tareas elementales, la simplificación-secuenciación de tareas y recorridos, la sincronización entre procesos, la especialización del trabajo y la formación especializada. En ambos casos se trata conjuntos de acciones y técnicas que buscan una nueva forma de organización y que surgen y evolucionan en una época en donde era posible la producción rígida en masa de grandes cantidades de producto.
E
preocupación permanente por mejorar los métodos de trabajo. Por sus contribuciones al desarrollo industrial del Japón, Sakiichi Toyoda es conocido como el “Rey de los inventores Japoneses”. En 1929, Toyoda vende los derechos de sus patentes de telares a la empresa Británica Platt Brothers y encarga a su hijo Kiichiro que invierta en la industria automotriz naciendo, de este modo, la compañía Toyota. Esta firma, al igual que el resto de las empresas japonesas, se enfrentó, después de la segunda guerra mundial, al reto de reconstruir una industria competitiva en un escenario de post-guerra. Los japoneses se concientizaron de la precariedad de su posición en el escenario económico mundial, pues, desprovistos de materias primas, sólo podían contar con ellos mismos para sobrevivir y desarrollarse. El reto para los japoneses era lograr beneficios de productividad sin recurrir a economías de escala. Comenzaron a estudiar los métodos de producción de Estados Unidos, con especial atención a las prácticas productivas de Ford, a el control estadístico de procesos desarrollado por W. Shewart, a las técnicas de calidad de Edwards Deming y Joseph Moses Juran, junto con las desarrolladas en el propio Japón por Kaoru Ishikawa.Lean
Estructura del sistema Lean
Lean es un sistema con muchas dimensiones que incide especialmente en la eliminación del desperdicio mediante la aplicación de las técnicas que se irán describiendo en este proyecto. Lean supone un cambio cultural en la organización empresarial con un alto compromiso de la dirección de la compañía que decida implementarlo. En estas condiciones es complicado hacer un esquema simple que refleje los múltiples pilares, fundamentos, principios, técnicas y métodos que contempla y que no siempre son homogéneos teniendo en cuenta que se manejan términos y conceptos que varían según la fuente consultada. Indicar, en este sentido, que los académicos y consultores no se ponen de acuerdo a la hora de identificar claramente si una herramienta es o no lean como se muestra en la Figura 1.1.
E
1.2. Sistema de producción Toyota
Eliminar todos los elementos innecesarios en el área de producción, utilizado para alcanzar reducciones de costos, cumpliendo con las necesidades de los clientes a los costos más bajos posibles. El Sistema de Producción Toyota es una metodología basada en Manufactura Esbelta (Lean Manufacturing), cuyo objetivo principal es reducir el desperdicio (Muda) y aplicar el Justo a Tiempo (Just in Time) en el proceso de producción. ¿Por qué siendo el TPS (Toyota Production System) un modelo ampliamente documentado, son pocas las empresas que han sido capaces de implantarlo con éxito? El error frecuente que se comete es identificar el TPS con la implantación en el taller de herramientas como JIT (Just In Time), KANBAN, 5S´s…, olvidando dos aspectos fundamentales del éxito de Toyota:
- JIT, KANBAN, 5S´s…, no son el TPS, son sólo herramientas, y no son sólo
para el taller, sino para toda la organización
- El TPS es más que un kit de herramientas, es una filosofía, una cultura, un
modelo de empresa que se caracteriza por un proyecto a largo plazo y por una corresponsabilidad ética de todos y cada uno de sus agentes.
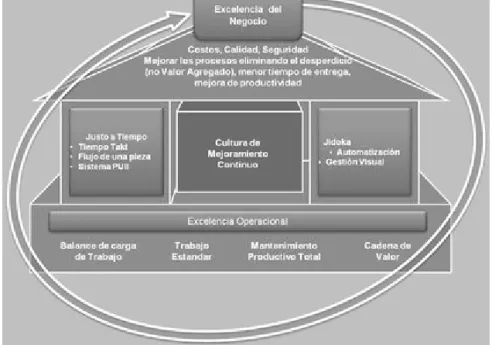
La Casa de TPS
El sistema TPS (figura 1.2) se representa por una casa que se debe construir desde sus cimientos. Los cimientos dan la estabilidad a partir de una cultura de empresa orientada al largo plazo, una gestión que permite que todos los implicados tengan la información adecuada, unos procesos capaces y realizados según el mejor estándar conocido, y una carga de trabajo nivelada. El corazón de la casa son las personas y los equipos auto gestionados, orientados a la mejora continua a través de la reducción del despilfarro (MUDA o WASTE) En los pilares se concentran la mayoría de las herramientas más conocidas del LEAN
- JIT: fabricar la pieza correcta, en la cantidad justa y en el momento requerido.
Herramientas: flujo continuo, sistemas PULL, takt time, SMED,…
- JIDOKA: no dejar pasar ningún defecto de la fase en la que se produce.
Herramientas: poka-yoke, andón, autocontrol, máquinas con parada automática,..
Las claves del éxito de Toyota
Este libro fundamenta el éxito de Toyota en 14 principios organizados en 4 conceptos fundamentales.
CONCEPTO I: FILOSOFÍA (Pensamiento a largo plazo)
E/
Toyota presenta un proyecto a largo plazo, que guía sus decisiones, incluso a expensas de los resultados a corto plazo. A diferencia de otras compañías, Toyota no menciona al accionista ni la calidad en su misión. Da por supuesto que producir un producto de calidad que se venda bien y sea rentable para sus propietarios, es condición necesaria para alcanzar su verdadera misión:
1. Contribuir al crecimiento económico del país en el que se encuentre localizada (socios externos)
2. Contribuir a la estabilidad y al bienestar de todos miembros de la organización (socios internos)
3. Contribuir al crecimiento global de Toyota
En Toyota, la primera reacción ante una caída de las ventas no es reducir la plantilla sino aprovechar la oportunidad para mejorar mirando al futuro; igualmente, tampoco despide a personas cuyo trabajo ya no sea necesario como consecuencia de las acciones de mejora implementadas. Esto es clave para poder mantener una mejora continua.
De este modo, Toyota consigue aprovechar, muy por encima de otras organizaciones, el enorme potencial que supone una organización alineada, que se siente responsable de su futuro y que toma decisiones dentro del marco haz lo correcto para la compañía, sus empleados, el cliente y para la sociedad, tratándolo como un conjunto
Esta frase, supone una implicación ética de la empresa, pero también de cada uno de los empleados. Algunos pueden pensar que seguir esta filosofía es imposible, otros que muy difícil; pero la gran mayoría coincidiremos en que la empresa que lo logre conseguirá una clara ventaja competitiva.
CONCEPTO II: PROCESO (Eliminación de los despilfarros)
Toyota cree firmemente que los procesos correctos producirán los resultados correctos, por eso busca la excelencia operacional como arma estratégica.
Principio 2. Cree procesos en flujo continuo para hacer que los problemas salgan
a la superficie El ideal de flujo es el flujo pieza a pieza, con inventarios cero y fabricados al ritmo que marca el cliente (takt time), porque obliga a eliminar todos los despilfarros y reta a la gente a pensar y mejorar para lograrlo. Pero obviamente es sólo un ideal, que se tiene que tener como referente para guiarnos en la continua eliminación de los despilfarros. Para mejorar el flujo hay que tener en cuenta el flujo global a lo largo de toda la cadena de valor, dentro y fuera de la empresa.
Principio 3. Utilice sistemas PULL (tirar) para evitar producir en exceso El cliente,
E;
CONCEPTO III: GENTE Y SOCIOS (Respeto, retos y continua evolución)
Toyota localiza a las personas en el corazón de su sistema y mantiene una relación de mutuo beneficio con los socios y suministradores.
CONCEPTO IV: RESOLUCIÓN DE PROBLEMAS (Aprendizaje organizativo)
Vaya a verlo por sí mismo para comprender a fondo la situación (GENCHI GENBUTSU) Toyota gestiona cerca de los procesos y de las personas (gestión del conocimiento). Los datos son, por supuesto importantes en fabricación, pero yo pongo el mayor énfasis en los hechos (Taiichi Ohno, 1988). Los datos no dejan de ser meros indicadores de lo que sucede, pero es necesario que los hechos sean verificados en el escenario por la persona que toma las decisiones, o por sus personas de confianza. en una iniciativa Seis Sigma,… recogemos datos y los analizamos a través de una herramienta informática… Pero, ¿comprendemos realmente el contexto de lo que sucede o la naturaleza del problema?
1.3. Proceso de Retroalimentación y Mejora Continua
Hasta hace unos meses el comprar un coche en nuestro país era algo que no tenía un seguimiento en materia de satisfacción al cliente y, si sus servicios eran buenos o malos, no había forma de tener un antecedente que ofreciera una pista sobre la calidad de los servicios. Eso ha cambiado con el arranque de las operaciones de la consultora J.D. Power en México.
La importancia de esta compañía radica en la medición de la satisfacción del cliente, a partir de encuestas, después de adquirir un vehículo con una marca. Esto se hace, al menos, 90 días después de la compra, cuando la emoción de comprar un auto se ha disipado y se enfrentan a la realidad de los servicios, mediante el estudio denominado como Calidad Inicial.
Los resultados no sólo se enfocan en los clientes, sino que sirven a las marcas como un termómetro para mejorar o mantener determinados servicios, con base en lo que sus clientes exigen o requieren. Por otra parte, al ser reconocidos por J.D. Power pueden tener una herramienta más para atraer clientes y éstos cuentan con otro elemento para determinar la compra.
E>
J. D. Power & Associates ha dedicado cuarenta años de existencia a la investigación y medición de la satisfacción del cliente. Sus evaluaciones cuentan en el mundo de los negocios con el prestigio equivalente a un Oscar cinematográfico. Las empresas que han recibido el galardón de J. D. Power & Associates pueden presumir de saber escuchar a sus clientes y ofrecerles un servicio excelente.
Las indicaciones de este libro son de carácter táctico y resultarán útiles tanto para grandes compañías como para otras más pequeñas o medianas, para fabricantes, proveedores de servicios, etc. Con ellas, se intenta trazar para estas organizaciones una guía para desarrollar políticas y procesos específicos encaminados a obtener la aprobación y la fidelidad del cliente. Las tesis del libro se fundamentan en numerosos ejemplos de compañías preocupadas por la satisfacción de sus clientes y de otras que la han descuidado, con las consiguientes consecuencias para la marcha del negocio.
El vínculo económico entre la satisfacción del cliente y los beneficios
Aunque hoy en día la mayoría de las empresas proclama que la satisfacción y el servicio al cliente se encuentran entre sus prioridades, la realidad a la que se enfrenta este último (en forma de promesas incumplidas, contestadores automáticos, largas colas de espera, etc.) confirma más bien lo contrario. Ello suele deberse a que, para muchas de esas empresas, el vínculo entre unos niveles altos de satisfacción del consumidor y los beneficios generales permanece poco claro. Como resultado y, a pesar de sus declaraciones, la mayoría de las empresas no se compromete en firme con sus clientes. Este lamentable descuido acarrea unas pérdidas económicas considerables, ya que existe una relación directamente proporcional entre unos clientes descontentos y el valor de las acciones. Así lo demuestran, por ejemplo, los datos recogidos por la J. D. Power & Associates en la industria automovilística mediante una encuesta realizada a 50.000 conductores. A todos ellos se les pidió indicar el nivel de satisfacción general con su compra (incluyendo todos los aspectos de la adquisición y el uso del vehículo: servicio en el concesionario, calidad del producto, rendimiento, etc.). Las opciones de respuesta eran tres (satisfacción baja, media y alta); luego se dividían por fabricantes para determinar si el volumen de ventas de los mejor puntuados crecía más rápidamente. Una vez hechos todos los cálculos, se demostró que entre los años 1998 y 2003 el volumen de ventas de las compañías con mayor nivel de satisfacción del cliente había aumentado un 40%, mientras que las que recibieron una baja puntuación perdían ventas progresivamente.
El nexo entre la satisfacción del cliente y los beneficios de las empresas se manifiesta, para la mayoría de ellas, en los siguientes indicadores:
EB
programas que fomenten la fidelidad del cliente. Para este, el conjunto de todos estos factores puede agruparse bajo el denominador común del “coste de cambio”. El “coste de cambio” es, ante todo, el riesgo o el esfuerzo que para un consumidor entraña un cambio de marca. Cuanto más notorios sean todos estos factores (excepto el coste de adquisición), menor será el “coste de cambio” para el cliente, y la fidelidad hacia la marca estará más directamente ligada a su satisfacción. Incluso cuando el “coste de cambio” es alto, por tratarse –por ejemplo- de una situación de monopolio, los clientes pueden decantarse por otra marca si la nueva les ofrece mayor grado de contentamiento. Tal ha sido el caso de los proveedores de televisión por cable en EEUU, que a pesar de gozar de un monopolio en el mercado, se vieron pronto superados por unos proveedores de televisión por satélite que ofrecían un servicio a los televidentes de mucha mejor calidad.
Recomendación verbal. La fuerza de una recomendación verbal es mayor que la de toda la publicidad de una empresa en su conjunto. A cada industria le afecta de una manera diferente. No obstante, la importancia que una recomendación de este tipo cobra es decisiva para una industria si 1) la compra que realiza el cliente supone una inversión financiera sustancial; 2) los datos disponibles para el consumidor son suficientes como para permitirle tomar una decisión informada; 3) si la frecuencia de compra de cierto producto o servicio es alta. Uno de los ejemplos más evidentes del peso de un consejo proveniente de un conocido se observa en el caso de los talleres de reparación de coches. Cada vez que un automóvil muestra indicios de avería, su propietario no sólo se enfrenta a una reparación potencialmente cara, sino que no dispone de suficientes fuentes de información para saber qué talleres son fiables y cuáles no. En ese caso, la única fuente a la que recurrir son los amigos. También aquí la frecuencia con que los clientes acuden a cierto taller mecánico y salen satisfechos juega un papel importante cuando sus conocidos acuden a ellos en busca de consejo o información.
Precios extra. El cliente está dispuesto a pagar un precio extra si el producto destaca por su esmerada calidad y un servicio de atención excelente. Los consumidores de la mayoría de productos y servicios toman en consideración la reputación de estos cada vez que comparan unos con otros. Según un estudio realizado entre hoteles que competían entre sí ofreciendo una comodidad e instalaciones de características similares, los que tenían un mayor índice de satisfacción del cliente podían permitirse cobrar más cara la habitación que los menos considerados por sus huéspedes, aunque sus instalaciones fueran prácticamente idénticas.
EC
casos, representan un modelo de negocio entero. Los hoteles de lujo, por ejemplo, están concebidos para ofrecer cualquier servicio, desde compras hasta cenas u ocio: la probabilidad de que un huésped decida recurrir a uno de ellos depende principalmente del contento general que el establecimiento le haya proporcionado.
1.4. Mejora Continua
El Proceso de mejora continua es un concepto originado a partir de mediados del siglo XX que pretende introducir mejoras en los productos, servicios y procesos.
Postula una actitud general que debe ser la base para asegurar la estabilización del proceso y la posibilidad de mejora. Cuando hay crecimiento y desarrollo en una organización o comunidad, es necesaria la identificación de todos los procesos y el análisis mensurable de cada paso llevado a cabo. Algunos de los elementos más importantes que se utilizan para lograr la mejora continua son las acciones correctivas, preventivas y el análisis de la satisfacción en los miembros o clientes.
El proceso de mejora continua es la forma más efectiva de mejora de la calidad y la eficiencia en las organizaciones. El éxito de cualquier método que actualmente utilizan las organizaciones para gestionar aspectos tales como calidad (ISO 9000), medio ambiente (ISO 14000), salud y seguridad ocupacional (OHSAS 18000), o inocuidad alimentaria (ISO 22000), depende del compromiso hacia la mejora de todos los niveles, especialmente de la alta dirección, y permite desarrollar políticas, establecer objetivos y procesos, y tomar las acciones necesarias para mejorar su rendimiento.
En este contexto resulta ineludible utilizar la metodología PDCA impulsada por Deming, como una forma de ver las cosas que puede ayudar a la empresa a descubrirse a sí misma y orientar cambios que la vuelvan más eficiente y competitiva.
El Ciclo PDCA también es conocido como “Círculo de Deming“, ya que fue el Dr. Williams Edwards Deming uno de los primeros que utilizó este esquema lógico en la mejora de la calidad y le dio un fuerte impulso.
Basado en un concepto ideado por Walter A. Shewhart, el Ciclo PDCA constituye una estrategia de mejora continua de la calidad en cuatro pasos, también se lo denomina espiral de mejora continua y es muy utilizado por los diversos sistemas utilizados en las organizaciones para gestionar aspectos tales como calidad (ISO 9000), medio ambiente (ISO 14000), salud y seguridad ocupacional (OHSAS 18000), o inocuidad alimentaria (ISO 22000).
Las siglas PDCA son el acrónimo de las palabras inglesas Plan, Do, Check, Act, equivalentes en español a Planificar, Hacer, Verificar, y Actuar.
ED
Para su adecuado desarrollo, la mejora continua requiere que se cumplan algunos aspectos en el ambiente de trabajo, como los que se mencionan seguidamente:
- Apoyo en la gestión.
- Retroalimentación (Feedback) y revisión de los pasos en cada proceso. - Claridad en la responsabilidad.
- Poder de decisión para el trabajador.
- Forma tangible de realizar las mediciones de los resultados de cada proceso. - La mejora continua como una actividad sostenible en el tiempo y regular y no
como un arreglo rápido frente a un problema puntual.
- Proceso original bien definido y documentado. - Participación de los responsables del proceso. - Transparencia en la gestión.
Cualquier proceso debe ser acordado, documentado, comunicado y medido en un marco temporal que asegure su éxito.
Herramientas para la mejora contínua
Existen técnicas para el análisis de datos que pueden ser herramientas útiles en un proceso de Mejora Continua y en la solución de los diversos problemas a que éstas se enfrentan.
En la mayoría de los procesos el mayor enemigo es la variabilidad, la cual puede ser observada en las características cuantificables de productos y los procesos, y existe en todas las etapas del ciclo de vida de los productos, el propósito de toda organización es su control.
Las técnicas estadísticas, como el histograma, el análisis de correlación, etc., pueden ayudar a medir, describir, analizar, interpretar y modelar la variabilidad, aun con una cantidad relativamente limitada de datos. El análisis estadístico de tales datos puede ayudar a proveer una mejor comprensión de la naturaleza, extensión y causas de variabilidad. Esto podría ayudar a solucionar y aun impedir problemas que pueden resultar de tal variabilidad.
F
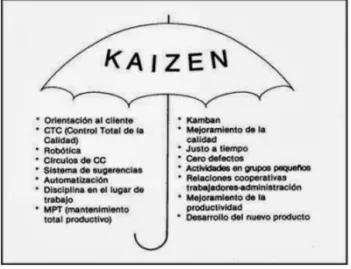
1.4.1. Kaizen
La estrategia KAIZEN es el concepto de mayor importancia en la administración Japonesa – La clave del éxito competitivo japonés–.KAIZEN significa mejoramiento. En Japón muchos sistemas han sido desarrollados para hacer a la administración y a los trabajadores consientes del KAIZEN.
El concepto Kaizen es fundamental para entender las diferencias entre los conceptos administrativos japonés y occidentales. Si se pide que se cite la diferencia más significativa entre los conceptos administrativos japoneses y occidentales, “El KAIZEN Japonés y su forma de pensar orientada al proceso con respecto a la innovación de Occidente y el pensamiento orientado a los resultados”. El concepto de KAIZEN se entiende mucho mejor si observamos la figura 1.3.
Figura 1.2 Sombrilla KAIZEN
E
Alta Administración Administración media y staff Supervisores Trabajadores Establecer dedicado a introducir el
KAIZEN como estrategia de la compañía
Desplegar y ejecutar las metas de KAIZEN dictadas por la alta Administración a través del despliegue de la política.
Usar KAIZEN en los roles funcionales
Dedicarse a KAIZEN a través del sistema de sugerencias y de las actividades de grupos pequeños Proporcionar el apoyo y recursos
para KAIZEN aplicando recursos
usar Kaizen en capacidades funcionales
Formular planes para KAIZEN y proporcionar orientación para los trabajadores
Practicar la disciplina en el taller
Establecer la política para KAIZEN Establecer, mantener y mejorar los estándares
Mejorar la comunicación con los trabajadores y mantener una moral elevada
dedicarse a un autodesarrollo continuo para llegar a ser mejores solucionadores de problemas Realizar las metas de KAIZEN a
través del despliegue de la política
Hacer a los empleados consientes de KAIZEN a través de programas de entrenamiento
Apoyar las actividades de grupos pequeños (círculos de calidad) y el sistema de sugerencias individual
ampliar las habilidades y el desempeño en el puesto construir sistemas, procedimientos
y estructuras que conduzcan a KAIZEN
Ayudar a los empleados a desallorar habilidades y herramientas para la solución de problemas
introducir disciplina
Proporcionar sugerencias KAIZEN
Puesto que KAIZEN es un proceso constante e involucra a todos en la organización, cada uno de la jerarquía administrativa está involucrado en algunos aspectos de KAIZEN, como se muestra en la Tabla 1.1
1.4.2. Seis Sigma
Seis Sigma, es un enfoque revolucionario de gestión que mide y mejora la Calidad, ha llegado a ser un método de referencia para satisfacer las necesidades de los clientes y lograrlo con niveles próximos a la perfección. Dicho en pocas palabras, es un método, basado en datos, para llevar la Calidad hasta niveles próximos a la perfección, diferente de otros enfoques ya que también corrige los problemas antes de que se presenten. Más específicamente se trata de un esfuerzo disciplinado para examinar los procesos repetitivos de las empresas.
Literalmente cualquier compañía puede beneficiarse del proceso Seis Sigma. Diseño, comunicación, formación, producción, administración, pérdidas, etc. Todo entra dentro del campo de Seis Sigma. Pero el camino no es fácil. Las posibilidades de mejora y de ahorro de costes son enormes, pero el proceso Seis Sigma requiere el compromiso de tiempo, talento, dedicación, persistencia y, por supuesto, inversión económica.
Seis sigma se apoya en una estructura que incluye gente de tiempo completo. La forma de manifestar el compromiso por seis sigma es creando una estructura directiva que incluya líderes de negocio, líderes de proyecto, expertos y facilitadores. Donde cada uno tiene roles y responsabilidades específicas para lograr proyectos de mejora exitosos. Los roles, tomados de las artes marciales, que usualmente se reconocen dentro de los programas seis sigma son: máster Black belt, Black belt, green belt y yellow belt.
proceso DMAMC. Durante cada semana del entrenamiento el alumno deja sus actividades cotidianas. Ser GB, BB, MBB o Champion debe implicar un esfuerzo, recibir un entrenamiento y garantizar que se tienen los conocimientos y experiencia que exige la distinción. Cabe señalar que, en términos generales, para lograr la certificación como alguno de los actores seis sigma, no hay proceso único y estandarizado. Otra de las características clave de seis sigma es buscar que todos los procesos cumplan con los requerimientos del cliente (en cantidad o volumen, calidad, tiempo y servicio) y que los niveles de desempeño a lo largo y ancho de la organización tiendan al nivel de calidad seis sigma. De aquí que al desarrollar la estrategia seis sigma en una organización se tenga que profundizar en el entrenamiento del cliente y sus necesidades, y para responder a ello, es necesario revisar de manera crítica los niveles de organización.
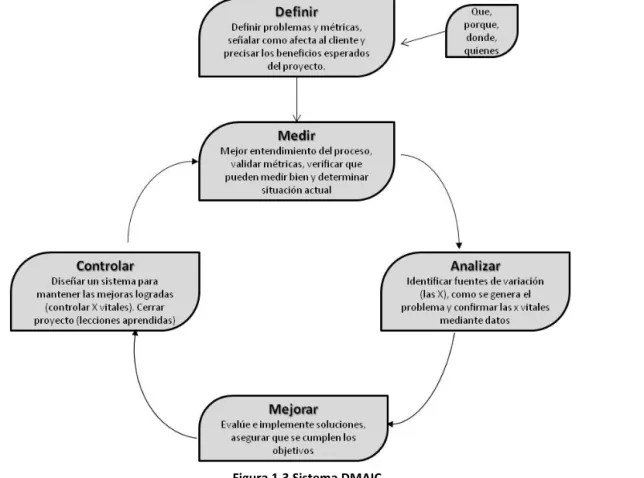
Los datos y el pensamiento estadístico orientan los esfuerzos en la estrategia seis sigma, ya que los datos son necesarios para identificar las variables críticas para la calidad (VCC) y los procesos o áreas a ser mejorados. Las mejoras a la calidad no pueden ser implementadas al azar, por el contrario, el apoyo a los proyectos se asigna cuando a través de datos es posible demostrar que, con la ejecución del proyecto, la diferencia será percibida y sentida por el cliente. Los datos por si solos no resuelven los problemas del cliente y del negocio, por ello es necesaria una metodología. En seis sigma los proyectos se desarrollan de forma rigurosa, con la metodología de cinco fases: Definir, Medir Analizar, Mejorar y controlar. En la figura 1.4 se muestran estas etapas y se definen brevemente.
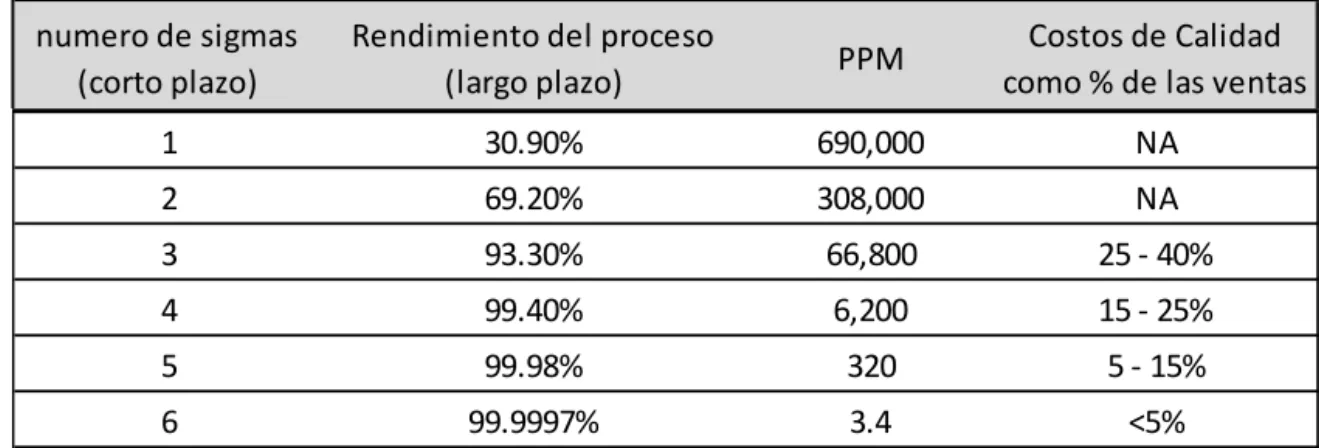
numero de sigmas (corto plazo)
Rendimiento del proceso
(largo plazo) PPM
Costos de Calidad como % de las ventas
1 30.90% 690,000 NA
2 69.20% 308,000 NA
3 93.30% 66,800 25 - 40%
4 99.40% 6,200 15 - 25%
5 99.98% 320 5 - 15%
6 99.9997% 3.4 <5%
Seis sigma se apoya en entrenamiento para todos sobre la metodología DMAMC y sus herramientas relacionadas. Por lo general, la capacitación se da sobre la base de un proyecto que se desarrolla de manera paralela al entrenamiento, lo cual proporciona un soporte práctico. Un aspecto que caracteriza a los programas seis sigma exitosos es que los proyectos DMAMC realmente logran ahorros y/o incremento en las ventas.
En la Tabla 1.2 se relaciona el nivel de sigmas con el costo de la calidad como porcentaje de las ventas de una empresa. En esta tabla es claro que la mala calidad cuesta, y cuesta mucho, por lo que el reto de un programa seis sigma es impactar estos costos, realizando proyectos que generen buenos resultados. Seis sigma se sostiene a lo largo del tiempo reforzando y reconociendo a los líderes en los que se apoya el programa, así como a los equipos que logran proyectos DMAMC exitosos.
1.5. Conceptos
1.5.1. Análisis de Modo y Efecto de Falla (AMEF)
El Análisis de modos y efectos de fallas potenciales, AMEF, es un proceso sistemático para la identificación de las fallas potenciales del diseño de un producto o de un proceso antes de que éstas ocurran, con el propósito de eliminarlas o de minimizar el riesgo asociado a las mismas. Por lo tanto, el AMEF puede ser considerado como un método analítico estandarizado para detectar y eliminar problemas de forma sistemática y total, cuyos objetivos principales son:
- Reconocer y evaluar los modos de fallas potenciales y las causas asociadas
con el diseño y manufactura de un producto.
- Determinar los efectos de las fallas potenciales en el desempeño del sistema
Identificar las acciones que podrán eliminar o reducir la oportunidad de que ocurra la falla potencial.
/
- Analizar la confiabilidad del sistema. - Documentar el proceso.
Aunque el método del AMEF generalmente ha sido utilizado por las industrias automotrices, éste es aplicable para la detección y bloqueo de las causas de fallas potenciales en productos y procesos de cualquier clase de empresa, ya sea que estos se encuentren en operación o en fase de proyecto; así como también es aplicable para sistemas administrativos y de servicios.
Requisitos del AMEF
Para hacer un AMEF se requiere lo siguiente:
- Un equipo de personas con el compromiso de mejorar la capacidad de diseño
para satisfacer las necesidades del cliente.
- Diagramas esquemáticos y de bloque de cada nivel del sistema, desde
sub-ensambles hasta el sistema completo.
- Especificaciones de los componentes, lista de piezas y datos del diseño. - Especificaciones funcionales de módulos, sub-ensambles, etc.
- Requerimientos de manufactura y detalles de los procesos que se van a
utilizar.
- Formas de AMEF (en papel o electrónicas) y una lista de consideraciones
especiales que se apliquen al producto.
Beneficios Del AMEF
La eliminación de los modos de fallas potenciales tiene beneficios tanto a corto como a largo plazo. A corto plazo, representa ahorros de los costos de reparaciones, las pruebas repetitivas y el tiempo de paro. El beneficio a largo plazo es mucho más difícil medir puesto que se relaciona con la satisfacción del cliente con el producto y con su percepción de la calidad; esta percepción afecta las futuras compras de los productos y es decisiva para crear una buena imagen de los mismos.
Diseño de un AMEF de Proceso
;
1. Formación del Equipo: Como se indicó, debe ser un equipo multidisciplinario, cuyos integrantes tengan los conocimientos y la experiencia relevantes para el tema, el equipo es típicamente guiado por el responsable de Ingeniería. Se espera contar en el equipo con las áreas afectadas como: diseño, ensamble, manufactura, materiales, calidad, servicio y proveedores, así como al área responsable del siguiente ensamble.
El AMEF es un catalizador para estimular el intercambio de ideas entre las áreas afectadas y entonces promover un enfoque de equipo. Puede ser necesario incluir a un representante del cliente.
2. Definir el alcance: Se deben establecer los límites del sistema, subsistema o componente que se va a desarrollar. Define los límites, que se incluye y que se excluye
AMEF de Sistema: Abarca un sistema completo, como: chasis, powertrain, interiores. Se incluyen las interfaces e interacciones entre sistemas, con el medio ambiente y con el cliente
AMEF de Subsistema: Parte de un AMEF de Sistema Ejemplo: Suspensión frontal. Parte del chasis.
AMEF de Componente: Parte de un subsistema Ejemplo: Pedal del freno- Parte del ensamble de frenos (Subsistema) – Parte del chasis (Sistema).
3. Definir al cliente: Hay cuatro clientes posibles:
Usuario final, aquel que utilizará el producto
Planta de ensamble, lugares en donde el vehículo es ensamblado
Fabricante de partes para ensamble/partes para producción, Reguladores. Agencias gubernamentales que definen los
requerimientos y monitorean el cumplimiento de especificaciones de seguridad y ambientales las cuales pueden impactar el producto o proceso.
Durante el desarrollo del AMEF de proceso la definición de cliente normalmente aplica al usuario final, sin embargo el cliente también puede ser la siguiente operación del proceso de manufactura.
4. Identificar las funciones, requerimientos y especificaciones.: Clarificar el uso pretendido del ítem de diseño o de proceso.
>
se debe describir en términos técnicos, no simplemente como un síntoma que detectaría el cliente.
6. Identificar efectos potenciales: Efectos = Tal como son percibidos por el cliente. El efecto se debe describir en términos de lo que el cliente notará. Analizar las consecuencias de las fallas y la severidad de estas consecuencias.
7. Identificar las causas potenciales: Causa potencial = Indicación de cómo podría ocurrir la falla, en términos de algo que puede ser corregido o controlado. Hay una relación directa entre una causa y su modo de falla resultante.
8. Identificar los controles: Controles = Actividades que previenen o detectan la causa de la falla o el modo de la falla.
9. Identificar y evaluar los riesgos: Se evalúan de tres fuentes:
Severidad. Nivel de impacto de la falla en el cliente
Ocurrencia. Que tan frecuentemente puede ocurrir la causa de la falla.
Detección. Qué tan bien los controles del producto o del proceso detectan la falla o el modo de la falla.
La organización necesita entender los requerimientos del cliente para la evaluación de riesgos.
10. Acciones recomendadas en base a SOD (Severidad + Ocurrencia + Detección) y NPR (Numero de Probabilidad de Riesgo): Acciones para reducir el riesgo y la probabilidad de que ocurra el modo de falla. Van encaminadas a reducir la severidad, la ocurrencia y la detección.
Responsabilidad gerencial
La gerencia es el dueño del proceso de AMEF y tiene por tanto la última responsabilidad de seleccionar y aplicar los recursos, así como asegurar un proceso efectivo de administración de riesgos. Su responsabilidad también incluye:
- Proporcionar soporte directo a través de revisiones periódicas, - Eliminar obstáculos
- Incorporar lecciones aprendidas.
Diagrama de Flujo de Proceso y su enlace con el AMEF de Proceso (PAMEF)
B
PAMEF, a fin de simplificar la documentación del análisis de falla potencial y sus consecuencias. El nivel de detalle depende de la etapa de desarrollo.
El Diagrama de Flujo describe el flujo del producto a través del proceso completo. Incluye cada una de las etapas del proceso de ensamble o manufactura, y sus salidas relacionadas:
- Características del proceso - Requerimientos de entrega
Así como las entradas:
- Características del proceso - Fuentes de variación
1.5.2. Calidad Total
Desarrollo El concepto de calidad es utilizado desde las primeras civilizaciones donde el hombre era nómada y su medio de vida era la caza y la recolección de frutos, en ese entonces la calidad se basaba en inspeccionar y seleccionar lo mejor.
Pero el concepto de calidad tomo mayor importancia por los años 50’s donde aparece EDWARDS DEMING quien fue el más importante en el estudio de la calidad, se le reconoce que logro cambiar la mentalidad de los japoneses al hacerles entender que la calidad es un “arma estratégica”.
Demostrando los altos costos que una empresa genera cuando no tiene un proceso planeado para administrar su calidad, es decir el desperdicio de materiales y productos rechazados, el costo de trabajar dos o más veces los productos para eliminar defectos, o la reposición y compensación pagada a los clientes por las fallas en los mismos.
Deming mejoro el círculo de calidad propuesto por Shewhart, el cual consiste en localizar el problema y atacarlo de raíz, a través de 4 etapas las cuales son “Planear, Hacer, Verificar y Actuar”.
El Círculo de Calidad se transforma en un proceso de mejora continua, ya que se analiza cada parte del proceso para ver cuál es la problemática y esto nos ayuda a conocerlo mejor y evitar futuros errores, y una vez que se logren los objetivos del primer esfuerzo hay que seguirlo estableciendo, y no dejar de seguir el proceso.
1.5.3. Estudio R&R
C
puede llevar a cometer errores en el cálculo, y en los análisis y conclusiones de los estudios de capacidad de los procesos.
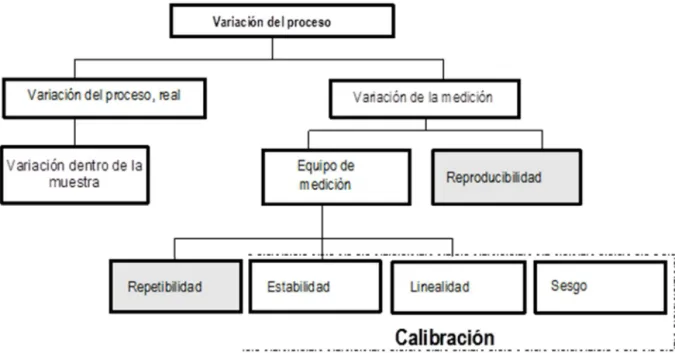
Cuando los operadores no miden una pieza de manera consistente, se puede caer en el riesgo de rechazar artículos que están en buen estado o aceptar artículos que están en mal estado. Por otro lado si los instrumentos de medición no están calibrados correctamente también se pueden cometer errores. Cuando sucede lo mencionado anteriormente tenemos un sistema de medición deficiente que puede hacer que un estudio de capacidad parezca insatisfactorio cuando en realidad es satisfactorio. Lo anterior puede tener como consecuencia gastos innecesarios de reproceso al reparar un proceso de manufactura o de servicios, cuando la principal fuente de variación se deriva del sistema de medición, para entender mucho mejor esto, veamos la figura1.5.
Posibles Fuentes de la Variación del Proceso
- Reproducibilidad: Es la variación, entre promedios de las mediciones hechas
por diferentes operadores que utilizan un mismo instrumento de medición cuando miden las mismas características en una misma parte
- Repetibilidad: es la variación de las mediciones obtenidas con un instrumento
de medición, cuando es utilizado varias veces por un operador, al mismo tiempo que mide las mismas características en una misma parte.
D
1.5.4. Diagrama Pareto
Un diagrama de Pareto es un tipo especial de gráfico de barras donde los valores trazados se disponen de mayor a menor. Use un diagrama de Pareto para identificar los defectos que ocurren con mayor frecuencia, las causas más comunes de defectos, o las causas más frecuentes de quejas de los clientes.
El diagrama de Pareto es el nombre de Vilfredo Pareto y su principio de la "regla 80/20". Es decir, el 20% de las personas contiene 80% de la riqueza; o 20% de la línea de productos puede generar 80% de los residuos; o 20% de los clientes puede generar 80% de las quejas, y así sucesivamente.
El diagrama de Pareto es fácil de entender y utilizar; Sin embargo, es importante tener en cuenta lo siguiente:
Los datos recogidos durante un corto período de tiempo, sobre todo a partir de un proceso inestable, pueden conducir a conclusiones erróneas. Debido a que los datos pueden no ser confiables, puede obtener una idea engañosa de la distribución de los defectos y las causas. Cuando el proceso no está en control, las causas pueden ser inestables y los pocos problemas vitales pueden cambiar de una semana a otra. Los períodos cortos de tiempo pueden no ser representativos de su proceso como un todo.
Los datos recogidos durante largos períodos de tiempo pueden incluir cambios. Examine los datos para la estratificación o cambios en la distribución de un problema con el tiempo.
Elegir categorías cuidadosamente. Si su primer análisis de Pareto no produce resultados útiles, es posible que desee asegurarse de que sus categorías son significativos y que la categoría "otros" no es demasiado grande.
Elija criterios de ponderación con cuidado. Por ejemplo, el costo puede ser una medida más útil para la priorización que el número de ocurrencias, especialmente cuando los costos de diversos defectos difieren.
Concentrarse en los problemas con la frecuencia más alta debe disminuir el número total de elementos que requieren re-trabajo. Concentrarse en los problemas con el costo más alto debería aumentar los beneficios financieros de la mejora.
F
Capítulo 2:
E
2. Capítulo 2: Situación actual; análisis del problema a través de
indicadores internos y externos.
2.1. Diagnóstico de la situación Actual.
El presente capitulo habla acerca de la identificación, descripción y análisis evaluativo de la situación actual de la Empresa y los procesos en función de los resultados que se esperan y que fueron planteados en los objetivos antes mencionados. Este diagnóstico situacional se realizó con el propósito de identificar las oportunidades de mejora y las necesidades de fortalecimiento para facilitar el desarrollo de la estrategia general de la empresa a partir de los indicadores que arrojan el desempeño (en cuanto a calidad del producto) de una línea de ensamble y los problemas reportados por el cliente final (Garantías). Con anterioridad se realizó dicho diagnostico a la línea de vestiduras, mismo que se resumirá a analizar los hallazgos únicamente.
En el diagnóstico situacional se encontró lo siguiente:
a) En la evaluación de la organización se ha podido encontrar que no se cuenta con un sistema robusto de retroalimentación de los problemas reportados en el departamento de control de calidad interno, así como de los problemas con el cliente final la medida en la cual la organización de la empresa es compatible con la necesidad
b) Se Identificaron las áreas a desarrollar, las necesidades de información y control no plenamente satisfechas y las oportunidades de mejoras en los aspectos organizacionales y administrativos del sistema de control de calidad, mismas que se verán más adelante en el presente estudio.
Este diagnóstico situacional refleja como indica su nombre la situación actual de dicha empresa automotriz. Se trabajó principalmente bajo dos formas, aunque éstas admiten muchas variables para realizar este análisis:
1º Mediante un análisis basado en la situación económica.
2º Mediante el método FODA, el cual se verá más adelante, que nos permitió analizar las fortalezas, Oportunidades, Debilidades y Amenazas de cada área de negocio (productos, área económica financiera, recursos humanos, departamento comercial y atención al cliente, distribución, análisis de la competencia, del mercado, etcétera).
de la organización, pues las estrategias contempladas tendrán la responsabilidad no solamente de orientar los negocios de la empresa, sino por encima de todo, de garantizar su futuro y éxito. Para el caso específico de este proyecto, ocuparemos
como método de análisis el concepto FODA. (http://seduca.uaemex.mx/material/LIA/AEPyMES/Cnt21.php, Julio 2014)
2.2. FODA de la línea de vestiduras dentro de la Empresa
Automotriz
El siguiente ejercicio puede ser comparado al acto de tomar una “radiografía” de la situación puntual del o los procesos internos para inspecciones de calidad en la empresa. Las variables analizadas y lo que ellas representan en la matriz son particulares de los procesos y situación en ese momento. Luego de analizarlas, se tomaran decisiones estratégicas, acciones y recomendaciones para mejorar la situación actual enfocada al mejoramiento del proceso.
El análisis FODA es la herramienta que permitirá conformar un cuadro de la situación actual del objeto de estudio (en este caso el proceso de inspección en una línea de producción) permitiendo de esta manera obtener un diagnóstico preciso que permitirá, en función de ello, tomar decisiones acordes con los objetivos y políticas mencionados en el primer capítulo.
Luego de haber realizado el primer análisis FODA, es recomendable realizar análisis sucesivos de forma periódica teniendo como referencia este primer estudio, para análisis prácticos en el presente proyecto solo se realizó un FODA. Esto es aconsejable dado que las condiciones externas e internas son dinámicas y algunos factores cambian con el paso del tiempo, mientras que otros sufren modificaciones mínimas.
El objetivo primario del análisis FODA fue obtener conclusiones sobre la forma en que el objeto estudiado será capaz de afrontar los cambios y las turbulencias en el contexto, (oportunidades y amenazas) a partir de sus fortalezas y debilidades internas.
Este constituye el primer paso esencial para haber realizado el correcto análisis FODA. Cumplido el mismo, el siguiente consiste en determinar las estrategias a seguir.
Tanto las fortalezas como las debilidades son internas de la organización, por lo que es posible actuar directamente sobre ellas. En cambio las oportunidades y las amenazas son externas, y solo se puede tener injerencia sobre las ellas modificando los aspectos internos.
Al analizar los factores de tal forma como se describió anteriormente, se encontró en el análisis FODA que a continuación se presenta, una amplia visión de los que pasa en la misma. La Figura 2.1 muestra la matriz FODA con la cual se da a conocer el estado actual de la empresa.
- Grupos de trabajo comprometidos con
los indicadores de calidad
- Capacidad de reacción ante problemas
emergentes de Calidad
- Equipo de trabajo en campañas
- Experiencia para implementar tareas de
contención
- Capacidad de detección de problemas
en instalación de cristales
- Atención a problemas de
calidad repetitivos en campo
- Certificación de Auditores
-
Se cumplen las instrucciones decalidad según los estándares de calidad internos
- Problemas relacionados al
proceso del proveedor
- problemas intermitentes
- Problemas no repetitivos - No se tienen actualizadas las
inspecciones temporales ni estándar
- Entrenamiento
- Estándares físicos y operativos para
estaciones de inspección
- Verificación de inspecciones y trabajo
estandarizado
Fortalezas
Oportunidades
Debilidades
Amenazas
FODA
/ Fortalezas
- Se cuenta con grupos de trabajo enfocados en los indicadores de calidad y
comprometidos con los mismos.
- El equipo, a través de la experiencia, ha logrado adquirir los conocimientos
necesarios para ejecutar planes de reacción que aseguren atender los problemas en tiempo y forma.
- Se forma una excelente sinergia entre los integrantes de los equipos de
trabajo en actividades de campaña
- Las contenciones ante problemas de calidad son atendidos poniendo en
marcha contenciones que aseguren la calidad desde la estación de trabajo.
- Se cuenta con una excelente capacidad de detección ante problemas de
instalación de cristales
Oportunidades
- Actualización de las inspecciones en los puntos de control de acuerdo al
estándar
- Certificación de constante de los auditores de acuerdo a las inspecciones que
realizan
- Actualización de inspecciones de acuerdo a los problemas que se tienen en
campo
Debilidades
- Las inspecciones temporales y permanentes no se actualizan por parte de los
ingenieros de calidad
- No hay un plan de entrenamiento para calibrar a los auditores de los puntos
de control
- Las estaciones no cumplen con el 100% de los estándares físicos y
operativos
- No se cumple con un plan para verificar a adherencia a los procesos de
inspección ni para la verificación de las mismas
- El plan de Estandarización con el que se cuenta no se está siguiendo
actualmente
Amenazas
- Defectos de calidad relacionados al proceso del proveedor están
considerados como amenazas para los indicadores internos del proceso
- Existen gran cantidad de problemas que son intermitentes y para los cuales
;
(problemas en componentes eléctricos como fusibles, bulbos, resistencias, arneses, etc.)
2.3. Análisis de Brecha
El siguiente Análisis que medirá cómo la empresa está llevando a cabo su desempeño, tareas o funciones con respecto a una serie de criterios establecidos en base a normas o procedimientos internos, controles seleccionados, las mejores prácticas de competencia, etc. El resultado de este análisis establece la diferencia entre el desempeño actual y el esperado, con un informe presentado con indicaciones sobre dónde están las deficiencias y “qué” falta para cumplir con cada requisito de la norma, procedimiento o estándar.
El objetivo de este Análisis es:
- Analizar el enfoque inicial del proyecto de implementación: alcance, centros
de trabajo a incluir, recursos, etc.
- Analizar el progreso de la implantación a mitad de la misma o hacia el final.
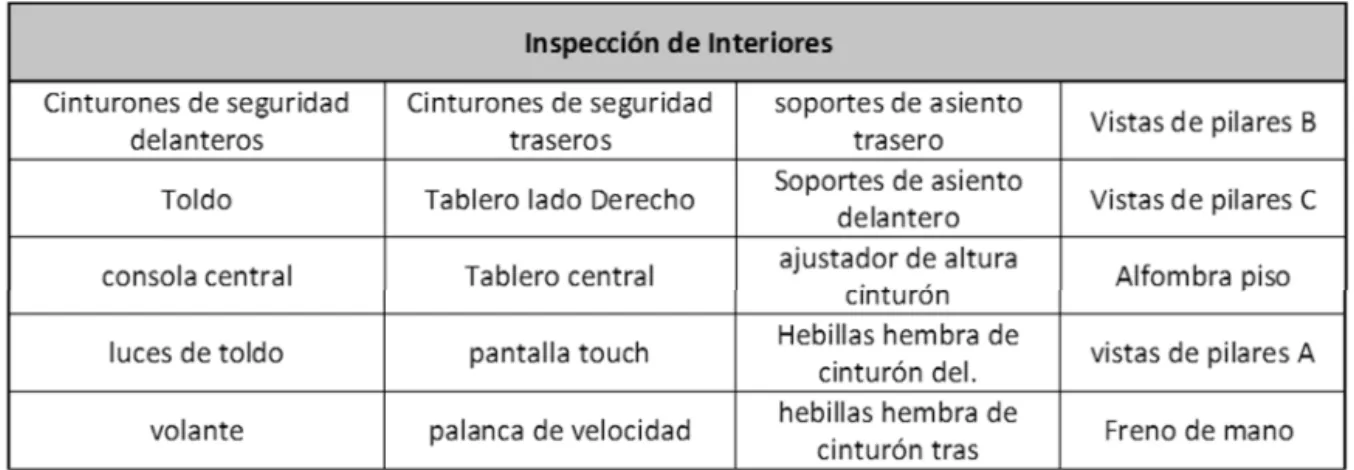
2.3.1. Revisión del Sistema actual en la línea de producción (puntos de control)
Como se ha descrito con anterioridad, definimos un punto de control como una estación de inspección al final de una línea de ensamble encargada de asegurar que los elementos más críticos (o que hayan tenido problemas de calidad recientemente) se cumplen con los requerimientos que el sistema de calidad, basado en la voz del cliente, exige para poder liberar o embarcar la unidad hacia el cliente final. Actualmente, el sistema de calidad del departamento de ensamble cuenta con 2 puntos de control al final de la línea de producción; el primero de ellos encargado de la revisión de los interiores del vehículos que fueron instalados con anterioridad por la línea de vestiduras. El segundo es el encargado de la revisión de los exteriores. El nombre de las estaciones donde se encuentran esta denominado por las inspecciones que realizan; Estación de Inspección Interior y Estación de inspección Exterior. Las siguientes tablas (2.1 y 2.2) muestran los componentes que son revisados dentro de cada punto de control:
>
Tabla 2.2 Inspecciones en CP Exterior
Inspección de Exteriores correcta instalación de
parabrisas
correcta instalación de
medallón Radiador sin expulsión de uretano en
parabrisas
sin expulsión de uretano en
medallón Mangueras de radiador correcta instalación de
cuartos fijos delanteros logo versión vehículo Depósito de Glicol sin expulsión de uretano en
cuartos fijos delanteros logo serie vehículo
Arnés de compartimiento motor
correcta instalación de
cuartos fijos traseros Extensión de calaveras sin expulsión de uretano en
cuartos fijos traseros Molduras de Cajuela
Las tablas anteriores muestran los elementos más críticos que son inspeccionados en los puntos de control, sin embargo a través de la retroalimentación que nos hace el departamento de calidad en su pizarrón de problemas mayores, se ha detectado que no se están inspeccionando algunos componentes que de igual forma son importantes para el cliente, y que desde hace varias semanas se han convertido en problemas recurrentes. Por otro lado, dentro de los puntos de control se continúan inspeccionando elementos que ya no son relevantes, que tienen más de 30 días productivos sin aparecer en el pizarrón de mayores o que simplemente ya tienen una acción de corrección permanente, además de ser problemas que ya no representa deterioro en la satisfacción del cliente.
B
inspecciones de la misma manera en la que las hacen los técnicos de calidad. A través de los procesos de verificación y de estudios dedicados a este proyecto, hemos podido observar que existe una diferencia considerable en los métodos de inspección, dicho análisis se verá a profundidad en la sección 3; comparación del sistema actual vs sistema de calidad.
Dentro del sistema de calidad actual no se ejecuta el proceso de verificación, el cual ayuda a asegurar de manera diaria que los inspectores realicen todas las inspecciones descritas en su hoja de instrucciones de trabajo. Dicho proceso debe asegurarse por parte del líder de inspectores a través de la observación de la labor y con la hoja de instrucciones en mano. Cualquier desviación a las instrucciones descritas en dicha hoja, debe hacérsele saber al inspector para asegurar el 100% de las inspecciones. Este proceso, como ya se comentó, debe ser realizarse de manera diaria, en cada turno y cada vez que una problema mayor, y que debía de prevenido con la inspección, aparezca en control de Calidad.
En cuanto a Entrenamiento, el último registro que se tiene de entrenamiento a los inspectores consta del momento en el cual comenzaron a realizar su labor como tal, esto es, en el momento en que se lanzó la línea de vehículo (año 2010). A diferencia del departamento de calidad, cuyos inspectores son recertificados cada año modelo, esto significa cada que es lanzado un año modelo nuevo o 12 meses aproximada mente. El alcance de este proyecto contempla también la recertificación de dichos inspectores y su calibración contra los auditores de Calidad.
Contemplando que en cada estación de inspección de Ensamble colaboran 2 inspectores (uno por turno) también existe la posibilidad de que entre ellos dos halla una pequeña variación en la manera de desempeñar sus inspecciones. Esto se puede equilibrar ocupando una herramienta que actualmente no se ocupa en el proceso de validación, esta herramienta es llamada Trabajo Estandarizado. El trabajo estandarizado es responsabilidad del ingeniero de calidad cuyo roll es asegurar que la labor de inspección se realice de la misma forma aun entre auditores de distintos turno. La implantación de esta herramienta está contemplada también en el alcance del presente proyecto.
Los puntos anteriormente expuestos dan a conocer el panorama actual de los procesos de inspección que se llevan a cabo hoy en día por el departamento de control de calidad fin de conocer como nos encontramos, más adelante se dará a conocer el análisis de oportunidad con respecto a estos puntos revisados en los pasados párrafos.
2.3.1.1. Indicadores Internos
C
producto terminado así como no permitir que un defecto que no fue detectado en la estación de trabajo llegue al cliente y deteriore su satisfacción con el producto. Una vez que los inspectores de calidad detectaron un defecto este es dado a conocer al área generadora a través de canales de comunicación. A estos defectos se les llamara “warnings” (advertencias en español) mismas que a fin de darles una
severidad serán mencionados con una letra:
X: son defectos o incumplimientos a estándares gubernamentales, los cuales
pueden llegar a poner en peligro la vida del cliente. Estos warnings requieren atención especial del área generadora.
A: 100% de los clientes notaran este defecto, deterioran significativamente la
satisfacción del cliente, estos warnings son 99% probables que se reflejen en una garantía con el distribuidor
B: Solo alrededor del 50% de los clientes notaran el defecto, deteriora
medianamente la satisfacción del cliente y puede ser que no llegue a convertirse en un reclamo con el distribuidor
C: Solo muy pocos clientes o clientes muy exigentes notaran el defecto, son
defectos que representan mejora continua y no son motivo de un reclamo con el distribuidor
Una vez descrita la severidad de los defectos que el área de control de calidad detecta, es importante darles un valor a cada una de ellos a fin de poder graficarlos, para fines prácticos tomares estos valores con los cuales son graficados dichos defectos, mismos que ya se usan y son estándar dentro de la empresa:
Warning C: 0.05 puntos de demerito (PD´s)
Warning B: 0.2 PD´s Warning A: 0.5 PD´s
Warning X: 1.5 PD´s
El indicador que mide el rendimiento de cada uno de los departamentos de llama “indicador PD (por sus siglas de “puntos de demerito”) y los valores diarios con los
cuales se grafica dicho indicador se obtienen de la siguiente fórmula:
Desempeño . ∗
∗ 100