INSTITUTO POLITÉCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERIA MECANICA Y ELECTRICA
UNIDAD PROFE“IONAL ADOLFO LÓPEZ MATEO“
“IMPORTANCIA Y APLICACIÓN DE LÁSER
EN LOS PROCESOS DE ESTEREOLITOGRAFÍA
”
T E S I S
QUE PARA OBTENER EL TÍTULO DE:
INGENIERO EN CONTROL Y AUTOMATIZACIÓN
PRESENTA:
ISRAEL EMMANUEL BRIZUELA MORALES
ASESORES:
ING. JOSÉ ANGEL MEJÍA DOMÍNGUEZ DR. ALEXANDRE MICHTCHENKO
24L,IID??,I[
#!8
02
%KFL!'
&>!?
-
-I9-<
;M-[-1-3ZU[$%&2.12
'.67'8:81? 52+(9;$/)$3? /"%*40#,?
*A'E*8&GAD=+?3<@G #(,G4:2-;5.?F$G
:G4-H>8-+M
'(5<6.)@9/+M
&%$"!#(>?<0/A6<:%7G !$)<81<G
;I?2EM
9%C,<B"GC3=*M 03M B1A7AM
HN4[F,K.[D/M4C4I[4?[M;MN?D[24[ FDI[?,[DF1;YC[ 24[M;MN?,1;YC[ 25#04I.$C%[
;C84C;4ID[4C[1DCMID?[,2,NMDA,M;S,1;DC[ M4L;L[/24Q,A4C[DI,?[;C2;P;2[N,?[
1([;LI,4?[4AA,CN4?[/I;SN4?,[ADI,?6L[
!;BGDIM-C1;,[+2-G@;1-1;YC[34[@VL4I[4C[@DL[GID14LDL[34[ 4LM4I4E@;MD9I-7X-"[
@.#53L#@UH9#U29J.DE21#)2T:U+.U5#U28>=AE$;)2#U+.U5#U.DE.@.=52E=1@#0Q#"U 6#DU#>53)#)3=9.DU?H.U E3.9.U.9U+20.@.9E.DUF.)9=5=1R#"U#DRU*=8=U 5#DUE.)9=5=1Q#DU?H.U29J=5H)@#9U5#U)=:DE@H))3T9U
+.UH:#U8O?H29#U>$B#U28>@.D2T9UE@2,28.9D2=9#5U>=@U.5U8PE=+=U+.U.DG.@.=52E=1@#0R#U)=9UH9U .D>.)4$7U.90=?H.U+.U5$M9G.@J.:)3T9U+.U5#UE.):=5=1R#U5OD.@U18DIU29E.@#**2T9U)=9U5=DU
8#E.@3%7.DU HE252L#+=DU*=8.@)2#58.9E/U>#@#U5#U0$'@2)#)2T:U+.U>@=E=E3>=DU)=9U.5U039U+.U .DE$(5.).@U 5=DU>@29)3>3=DUE.T@2)=DU?H.U.9UH9U0HFH@N!D3@J$;U>#@#U+.D#C@=5&U.DE$U
F/)9=5=1R#U 8$;H0#)EH@$-#U18+2D.S#+#U>=@U391.92.@=DU8.K3)$<=DU
(8 :*4.?1D:"J
(8 18@<:-B++1I8#J
(8 +:8+.;@:J-.J.>@.<.:51@:0<)/H)$J
(8 /.8I7.8:J-.J /:@:;:517.<1F)+1I8%J
(8 -1:-:J 5G>.=(J
'8 .E;.<27.9A),1I9!J ,:8,5C>3:9.>J08;<:;C.>A)&J
(8 +:8+6B>2:8.>'J
BWR;1D[3)[7*&[-[('234[D1MO/I4[34[)'(*"2
28
;C9+[ <DLW[-[
- L 4 [L D I [4 L [
'A4<X-[3DBXC9O4T[ 3I+[ -@4Q-C3J4[B;1:M1:4C>D[
$"%&8
"&J$M
!!#
-2 !2 "# !' &' #2 38 68
#(M D
/@
"
=
,
-[ D1:D["'
=47,[34@[34G-IM-B4CMD[
;C84C;4IX-[4C[1DCMID@[+2-OMD[
#%$'
A mi familia, especialmente a mi madre por darme todo.
Índice.
Objetivo. 01
Introducción 02
1. Concepto de estereolitografía. 04
1.1 Definición de estereolitografía. 04
1.2 Tecnologías que intervienen en una máquina estereolitográfica. 09
1.2.1. Computación. 09
1.2.2. Diseño asistido por computadora. 11
1.2.3 Láser. 13
1.2.4 Impresión. 14
1.2.5 Materiales. 14
1.2.6 PLC (Programable LogicController) y tarjetas de control. 14
1.2.7 CNC (Control Numérico Computarizado). 15
1.3 Pasos a llevar a cabo en el proceso de generación de una pieza por manufactura
de aditivos. 17
1.3.1. Conceptualización y CAD. 18
1.3.2. Generación de archivo .STL y partición de la pieza. 19
1.3.3. Transferencia a la máquina y manipulación del archivo STL. 23
1.3.4. Variables en la máquina. 24
1.3.5 Construcción. 24
1.3.6 Extracción de la pieza, limpieza de la máquina y post proceso. 24
2. El fenómeno de fotopolimerización. 26
2.1 Polimerización. 26
2.1.1. Iniciación. 28
2.1.2. Propagación. 28
2.1.3. Terminación. 29
2.1.4. Copolímeros. 30
2.1.5. Estructura de las cadenas formadas por polímeros. 32
2.1.6. Peso molecular. 33
2.1.7. Estructura en estado sólido. 36
2.2 Fotopolimerización. 38
2.3 Proporción entre activador y monómero. 41
2.4 Profundidad de reacción e interacción entre el haz de luz y la resina. 44
2.5 Curva de trabajo. 48
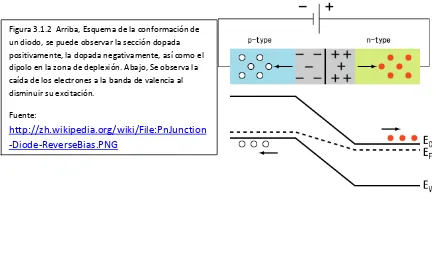
3. Diodo Láser 49
3.1 Estructura de los semiconductores. 49
3.1.2 Dopaje. 51
3.1.4 Diodo emisor de luz. 54
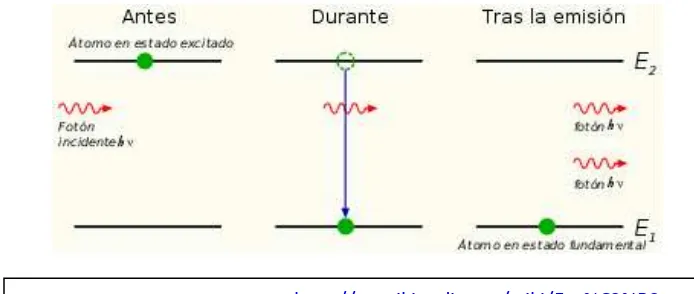
3.2 El Láser. 55
3.2.1 Amplificación de la luz. 58
3.2.2 Inversión de poblaciones. 59
3.2.3 Sistemas de espejos y distribución energética de un haz de luz Gaussiano 60
3.2.4 Longitud de onda. 61
3.2.5 Clasificación de los láseres de acuerdo a su potencia. 63
4. Experimentación, conclusiones y propuesta. 64
4.1 Selección de material y experimentación. 64
4.2 Conclusiones del experimento y propuestas de mejora. 66
4.3 Propuesta. 67
Aplicación del láser en los procesos de estereolitografía. Página 1
Objetivo.
Aplicación del láser en los procesos de estereolitografía. Página 2
Introducción.
El crecimiento poblacional y la globalización de mercados ha provocado que en la industria exista una gran competencia, la necesidad de crear rápidamente nuevos conceptos de producto para ser introducidos al mercado se ha vuelto una requerimiento cotidiano para las empresas de manufactura. La creación de un concepto de producto es un proceso complicado, sin embargo el no llevarlo a cabo podría representar grandes pérdidas para la empresa, es por esto que podemos afirmar que el análisis para la creación y conceptualización de nuevos productos es un gasto muy grande, sin embargo es un gasto totalmente justificado.
Anteriormente los prototipos de producto se desarrollaban a partir de modelos artesanales del dibujo que previamente se había creado, sin embargo esto conllevaba grandes inversiones de tiempo ya que si se requería hacer una modificación al concepto se tenía que partir desde cero, aunado a la gran cantidad de tiempo que llevaba la creación física del prototipo, causaba que un valor agregado muy elevado para los productos. Estos problemas llevaron a la industria de la manufactura a la financiación de proyectos para optimizar el área del diseño del producto. A finales del siglo pasado con la comercialización de ordenadores de mayor capacidad vino una revolución de aplicaciones de software de diferente propósito para facilitar trabajos de ingeniería, la implementación de estos programas de ingeniería ha sido un gran avance para la industria ya que ahora se pueden realizar conceptos virtuales y análisis virtuales con un porcentaje de fiabilidad más que aceptable.
Con la implementación de hardware más poderoso en la maquinaria como controladores lógicos programables y micro controladores que manipulan las maquinas de control numérico, el desarrollo de la industria creció aceleradamente. A pesar de todos estos avances, los conceptos que se realizaban en forma de dibujo CAD eran muy difíciles de realizar de forma rápida como prototipo físico y tangible. En la actualidad se han desarrollado ciertas técnicas de modelado rápido de prototipos físicos aprovechando el avance en la precisión del movimiento de la maquinaria, se han creado nuevas técnicas de impresión tridimensional para conceptos de producto. Esto tiene un grado elevado de afectación en un gran número de ramas en la industria, como la automotriz, inyección de plásticos, electrodomésticos, calzado, etcétera.
Aplicación del láser en los procesos de estereolitografía. Página 3 acelerado, en la década de los años ochenta se realizaron los primeros prototipos de máquinas de impresión tridimensional en base a la acción de la luz de un láser en diferentes monómeros. En la década de los noventa se comercializó la primera máquina estereolitográfica.
Aplicación del láser en los procesos de estereolitografía. Página 4
Capítulo 1. Concepto de
Estereolitografía
Introducción. En este capitulo se describe el proceso completo de estereolitografía, descripción de las máquinas de prototipado rápido actuales, herramientas que intervienen en el proceso de fabricación de prototipos tridimensionales y las tecnologías que están involucradas en la ingeniería de estos dispositivos, enfocándose principalmente en la estructura del proceso y en los materiales fotosensibles necesarios para poder llevar a cabo el fenómeno de polimerización, que serán una pieza importante en el trabajo experimental.
1.1 Definición de estereolitografía.
La estereolitografía forma parte de los procesos conocidos como de prototipado rápido (RP) son más recientemente conocidos como manufactura de aditivos (AM) ya que el termino de prototipado rápido es utilizado para una amplia gama de métodos de generación de prototipos tridimensionales. Esta técnica es una de las más recurridas actualmente gracias a la velocidad y precisión con la que forma una pieza tridimensional y a su capacidad de conformación sobre otros métodos. Para la formación de prototipos se apoya de las tecnologías computacionales actuales, como es el dibujo tridimensional o CAD (computer aided design) [Fig. 1.1.1], que por medio del uso de coordenadas puede conceptualizar una pieza de difícil construcción o complicada interpretación en dos dimensiones. El uso del control numérico o CAM (computer aided manufacturing) que nos permite desarrollar el movimiento coordinado de herramentales tomando como referencia las coordenadas del dibujo CAD para
[image:9.612.80.547.288.720.2]la fabricación. Y por último, la simulación por análisis computacional o CAE (computer aided engineering) que nos permite crear ambientes simulados para el análisis del desempeño de un sistema o pieza, en la actualidad existen diferente software que simulan diferentes fenómenos como la transmisión de calor, el análisis de esfuerzos, el flujo de aire, entre muchos más.
Aplicación del láser en los procesos de estereolitografía. Página 5 El principio básico de trabajo de estos dispositivos es el de adicionar capa por capa cierto material, en el caso particular de nuestro estudio, capas de un material fotosensible que será solidificado por medio de luz laser hasta lograr la pieza sólida que se ha diseñado virtualmente en un programa de diseño de ingeniería CAD, entre más delgadas sean las capas que se irán agregando el modelo será más preciso, de igual manera la selección del material de trabajo y la forma en la que se seccionen las capas afectarán el modelo final, éste tendrá un mayor o menor grado de similitud con el modelo virtual o prototipo original. En las figuras anteriores podemos observar el modelo de una tasa que en las imágenes de la parte inferior fue seccionada a diferentes calidades de grosor.
Desde otro punto de vista la selección del material o aditivo tendrán una participación esencial en las propiedades mecánicas del modelo, así como definirá el tiempo de trabajo que se invertirá en el maquinado y en el post proceso de curado.
Inicialmente este método fue utilizado para lograr una mayor aproximación del modelo conceptual al modelo original, es decir; tener una pieza física fehaciente en la medida de lo posible a la del concepto digital, es evidente que al presentar un nuevo concepto, el modelo físico tridimensional tiene un mayor peso que un modelo virtual o un dibujo en dos dimensiones, mientras los dibujos son sencillos y rápidos en su realización, siempre será necesario tener un modelo físico para la validación de cualquier concepto. En principio, los modelos fueron utilizados para conceptualizar la propuesta de diseño, en la actualidad, con la mejora de los materiales de curado utilizados, la exactitud de las máquinas y la mayor aceptación de ésta tecnología no sólo se utilizan para conceptualización, sino se pueden utilizar para cumplir tres propósitos específicos:
- Forma, al tener físicamente la pieza se puede hacer un mejor análisis de la geometría del producto.
- Ensamble, el prototipo puede ser llevado al lugar donde se insertará y notar posibles interferencias y roses con otros componentes.
- Función, si la pieza curada cumple con los requerimientos necesarios para ser implementada, ya sea en propiedades mecánicas, térmicas, químicas, etcétera, se puede integrar al sistema como una pieza dinámica y no solo de concepto.
Aplicación del láser en los procesos de estereolitografía. Página 6 convencionales. Recientemente se ha desarrollado el uso de láseres más poderosos que permiten el modelado en ciertos tipos de metales.
Una de la grandes ventajas que implica la estereolitografía es la facilidad con la que se pueden construir modelos de geometrías tan complicados que resultaría prácticamente imposible para las tecnologías de maquinado convencionales construir, se podría afirmar que la estereolitografía presenta una capacidad de realizar modelos de cualquier complejidad geométrica. La diferencia radica en que las tecnologías de maquinado convencionales tienen como principio básico el desbaste de material, que en ciertos diseños es imposible o muy complicado no tomar en cuenta la trayectoria de la herramienta, agregando a lo anterior que el tiempo de maquinado por métodos convencionales puede ser muchas veces mayor que el del prototipado estereolitográfico, ya que implica cambios de herramental y en ocasiones cambios de máquina para realizar un trabajo diferente en la pieza. En la siguiente imagen se muestra el grado de complejidad que se puede llegar a desarrollar con esta tecnología.
No se debe de entender que la estereolitografía es un sustituto de las máquinas de
control numérico
convencionales, ya que estas tienen la capacidad de procesar materiales con propiedades mecánicas diferentes a las de una maquina estereolitográfica. Esta tecnología se presenta como una alternativa más a la que se puede acudir si los requerimientos de la pieza son cumplidos por los materiales utilizados en ella. Como podemos observar en la imagen 2.0 la precisión de las máquinas de prototipado es apenas del orden de micras, gracias a la aplicación de servomotores en los movimientos en dos dimensiones. Para la profundidad, el laser normalmente es montado por medio de unidades de espejos galvanométricos, la resolución de estos puede determinar el tamaño total de las partes construidas, así como el diámetro del haz láser puede determinar el ancho de la pared construida.
Aplicación del láser en los procesos de estereolitografía. Página 7 parámetros como el ancho de capa. La consecuencia de una mala programación sólo implica que el prototipo no será lo esperado. En cambio, con las maquinas convencionales, el hecho de hacer una mala programación puede implicar severos daños a la máquina o al herramental.
Es importante recalcar que las máquinas de prototipado rápido implican muchos cuidados y un correcto y organizado programa de mantenimiento para que puedan realizar correctamente su función, las diferentes tecnologías estereolitográficas implican diferentes grados de mantenimiento, algunos proveedores sugieren ciertos procesos de verificación para evaluar que la máquina este trabajando correctamente. Es importante tomar en cuenta que estas tecnologías no están cubiertas aun por las normativas de estandarización actuales. En los últimos años se ha presentado un especial interés del Comité Técnico de Tecnologías de Manufactura Aditivas de la Sociedad Americana de Pruebas a Materiales (ASTM por sus siglas en inglés) que actualmente se encuentra en el desarrollo de una normativa para estandarizar los procesos relacionados con la tecnología.
Adicionalmente, hay que tener en cuenta el manejo de los materiales utilizados, muchos de los materiales tienen un tiempo de vida predeterminado y requieren de ciertos manejos para evitar reacciones químicas no deseadas, la exposición a la humedad, exceso de luz y adición de contaminantes pueden afectar el desempeño del material en el proceso de curado. Muchos de los materiales utilizados se pueden volver a usar para posteriores curados, sin embargo, se debe de monitorear continuamente el estado del material usado ya que el reciclado continuo de un material estereolitográfico puede afectar sus propiedades.
Aplicación del láser en los procesos de estereolitografía. Página 9
1.2 Tecnologías que intervienen en una máquina estereolitográfica.
En el siguiente subcapítulo se describirán las tecnologías asociadas con el diseño de ingeniería de una máquina estereolitográfica y a su vez la implicación que tuvieron para el desarrollo de esta tecnología.
1.2.1. Computación.
Como muchas otras tecnologías, la manufactura de aditivos no pudo haberse desarrollado sin la ayuda de la computación, las computadoras desarrolladas a mitades del siglo XX no tenían la capacidad suficiente para realizar ciertas operaciones, aunado al elevado costo que implicaba la construcción de este dispositivo. Sin embargo, el desarrollo de los semiconductores ha sido un factor crucial para el desarrollo de los computadores y las tecnologías que se apoyan de éstos. Actualmente es impensable el desarrollo de cualquier empresa o proyecto de investigación sin el apoyo de la tecnología computacional no sólo tomando en cuenta los ordenadores y las supercomputadoras, sino la gran cantidad de dispositivos lógicos como micro controladores y tarjetas digitales implementados en los aparatos tecnológicos de uso diario.
La manufactura de aditivos se apoya de muchas de las capacidades de un ordenador para poder llevar a cabo el proceso de impresión tridimensional, a continuación se enlistan las capacidades computacionales requeridas por una máquina estereolitográfica.
- Capacidad de procesamiento. Al manipular archivos CAD antes de ser mandados a imprimir puede existir la posibilidad de que sean manipulados para su visualización. Debido a los algoritmos utilizados para la creación de este tipo de archivos y a la probable complejidad del modelo es requerida gran cantidad de memoria hasta para una simple visualización.
- Capacidad de gráficos. Las máquinas estereolitográficas no requieren grandes capacidades de procesamiento de gráficos, sin embargo es importante contar con una buena capacidad para facilitar el posible posicionamiento de la pieza en la plataforma de impresión y agilizar la manipulación de la pieza misma.
Aplicación del láser en los procesos de estereolitografía. Página 10 misma con una interface coordine movimientos, es recomendable el uso de dispositivos diseñados para tal tarea.
- Capacidad de comunicación en red. Actualmente la mayoría de las computadoras tienen la capacidad de conectarse con otras computadoras alrededor del mundo, lo cual favorece la transmisión de archivos. Es posible que un archivo que será impreso tridimensionalmente no sea diseñado por la persona que lo imprimirá, así que el envío de información a través de grandes distancias facilita el uso de las impresoras 3D.
- Capacidad de Integración. La máquinas actualmente no pueden ser dispositivos centralizados en los cuales un solo una unidad desarrolla todas las tareas inherentes de la máquina, sino varios módulos deben de cumplir con una función o funciones en específicas. Cada parte envía la información que ha procesado anteriormente a otros módulos que la utilizarán para a su vez procesar y enviar más información.
-Las computadoras personales han aumentado su capacidad de procesamiento, lo cual permite cada vez asignarles mayores tareas, dicha capacidad se ve directamente reflejada en la reducción de costos.
Aplicación del láser en los procesos de estereolitografía. Página 11
1.2.2. Diseño asistido por computadora.
El uso del diseño asistido por computadora es actualmente una herramienta indispensable para cualquier rama de la ingeniería, actualmente existen diferentes paqueterías de software que contienen aplicaciones para cada rama específico, estas aplicaciones contienen herramientas especificas para el diseño en cada rama descartando las herramientas que no serán utilizadas en esa área, facilitando la interface entre el diseñador y la computadora.
La estereolitografía se apoya de las aplicaciones de diseño de piezas mecánicas contenidas en programas comerciales como AutoCAD, Solid Works, CATIA, NX, entre otros. Es importante recalcar que el diseño mecánico no es la única rama del dibujo asistido por computadora y por tanto existen mucho otros Software que no serán compatibles con las máquinas de impresión tridimensional, ya que su propósito estará relacionado con otras áreas como la electrónica, eléctrica, análisis de mecánica de fluidos, entre otros. De esta forma las máquinas de fabricación de prototipos tridimensionales toman del diseño el más esencial objeto para el cual fueron creadas, este es la formación de piezas sólidas acercándose lo más fielmente posible al diseño mecánico digital previsto por el diseñador.
Los primeros sistemas CAD estaban severamente limitados por la capacidad gráfica de los ordenadores, de hecho no podían reproducir más que caracteres alfanuméricos, pero con el desarrollo acelerado de las tarjetas de exclusivas para el procesamiento de gráficos se pudieron representar gráficos tridimensionales. Estos son generados a través de una serie de vectores en forma de maya, eventualmente con el desarrollo paralelo entre tarjetas y software se mejoró en la calidad de la representación de los sólidos, pudiendo agregar efectos de luz y sombra color, tipo de material, entre otros.
La tecnología CAD es un eslabón importante en la fabricación de de piezas ya que no solo es herramienta fundamental de la estereolitografía, sino ésta establece un enlace con las máquinas de control numérico con ciertos paquetes computacionales para coordinar el movimiento que tendrán las herramientas de la máquina de control numérico para poder fabricar la pieza previamente diseñada. Así la máquina envía la configuración de herramientas disponibles y sus capacidades, y la computadora envía los datos de la geometría a diseñarse como dimensiones, ubicación de barrenos, tolerancias, etcétera.
Aplicación del láser en los procesos de estereolitografía. Página 12 cambiando de herramienta, limpiando la mesa de trabajo y muy frecuentemente llevando la pieza a otras máquinas de que tienen herramental para una geometría en específico. La segunda es que en ocasiones en ciertas geometrías los herramentales que contienen las máquinas de control numérico no pueden acceder a ciertas partes de la pieza, lo cual hace que sea imposible su fabricación por este método de manufactura.
A pesar de que las máquinas de control numérico computarizado utilizan como una gran herramienta dibujo asistido por computadora CAD, pueden prescindir de el ya que pueden ser programadas de acuerdo a movimientos coordenados de los herramentales, en cambio las máquinas estereolitográficas son las primeras en la historia que dependen totalmente del apoyo del dibujo asistido. Esto se debe a que por la propia naturaleza del proceso se debe de formar una geometría a partir únicamente de una geometría definida por una maya de vectores lo cual tiene ciertas implicaciones a considerar en el momento de diseñar, una de ellas es que todas las caras que integran el sólido deben de estar unificadas como una sola pieza. De no ser así, la pieza se puede ser creada con las deficiencias geométricas del modelo digital provocando defectos, y en el peor de los casos estructuras marginalmente resistentes.
Para poder manipular el diseño es convertido a un formato llamado STL, todas maquinas de manufactura de aditivos usan este tipo de formato, que debe su nombre a la palabra en inglés STreoLitography, fue utilizado por primera vez en la década de los noventa por la empresa 3D Systems que fue la primera en comercializar este tipo de máquinas. En resumen este tipo de formato es una forma de representar el modelo puramente por su geometría, al crear este archivo se borran los historiales de modelado, datos de construcción y demás datos que no están relacionados con la geometría del modelo, posteriormente se representa el modelo a través de la unión de caras triangulares. EL tamaño mínimo de estos triángulos puede ser pre establecido por los programas de diseño para garantizar el que en el modelo real no aparezcan triángulos, para garantizar esto, el tamaño de los triángulos esta en relación a la distancia de la cara que representan, entre menor sea el área del triangulo, menor será las distancia entre este y la superficie que representa, la aproximación ideal es que el tamaño de las caras sea menor al de la resolución de la máquina.
Aplicación del láser en los procesos de estereolitografía. Página 13 Las tecnologías CAD has tenido un rápido avance en los siguientes rubros:
- Realismo. Actualmente se puede visualizar una pieza en diferentes ambientes, materiales, efectos de luces y sombras. En general se pueden observar un modelo con una mayor aproximación a su fabricación como sólido real.
- Campos de aplicación e interface hombre-máquina. Definitivamente la actualización de las paqueterías CAD ha mejorado exponencialmente las aplicaciones directas que puede tener esta tecnología, es por esto que en la actualidad existen muchas paqueterías para un área del diseño ingenieril o no ingenieril en específico. En lo que respecta a la interface, es importante mencionar que debido a la sencillez de manipulación y al diseño tan intuitivo de los ambientes de diseño actualmente el aprendizaje de estas paqueterías no está acotado sólo a estudiantes de ingeniería e ingenieros, sino que cualquier persona puede aprender a crear modelos tridimensionales, por lo menos a un nivel básico.
- Herramientas de ingeniería. En la actualidad los cálculos posibles en estas paqueterías son importantes herramientas como cálculos de masa, longitudes, tolerancias, análisis de elemento finito (a nivel básico), simulaciones de movimiento e incluso la extensión de sus archivos puede ser utilizada para la exportación a paqueterías de análisis de mecánica de fluidos, entre otras importantes funciones.
- Velocidad. La velocidad con la que se puede diseñar un modelo en la actualidad es exponencialmente superior a la de hace algunos años.
- Precisión. En la actualidad los modelos no solo son utilizados apara representar prototipos, sino también para hacer aproximaciones y simulaciones de la pieza en su ambiente real, es por eso que los parámetros de tolerancia se han vuelto cada vez más estrictos para acercar la pieza tanto como sea posible a la realidad.
- Complejidad. Hace tiempo era inimaginable la representación de un vehículo completo por medio de modelos tridimensionales digitales, actualmente es un proceso cotidiano para todas las armadoras, esto debido a la gran capacidad de complejidad que han adquirido tanto el software como el hardware.
1.2.3 Láser.
Aplicación del láser en los procesos de estereolitografía. Página 14 láser para la transformación de los materiales, el primero es por medio de la generación, en este método la energía transmitida por el láser debe de ser suficiente como para fundir el material, unirlo y eventualmente, al ser retirada la emisión de luz sobre el área el material será solidificado otra vez, en este método son utilizados algunos termoplásticos en forma de gránulos que al ser fundidos tomaran la forma que se pretende. El segundo caso es la solidificación por medio de la cura de un material fotosensible, este es sometido a reacciones químicas al aplicársele energía en una longitud de onda específica. Posteriormente estudiaremos estas reacciones y el efecto que tiene el láser sobre los materiales.
1.2.4 Impresión.
Las tecnologías de impresión pueden ser aplicadas a la estereolitografía, ya que con los avances actuales es posible colocar en el cabezal de las máquinas inyectores de tinta para imprimir ciertas regiones en una pieza. Por otras parte el principio utilizado por las impresoras láser es el mismo que el implementado en las máquinas estereolitográficas, por lo tanto en la actualidad es posible usar partes comunes con impresora para tratar de reducir el costo de fabricación.
1.2.5 Materiales.
Existe una gran cantidad de materiales disponibles para fabricación de prototipos tridimensionales, aunque en nuestro país la tecnología en otros países está empezando a tener una gran presencia, por lo cual la demanda los materiales utilizados para la creación de prototipos va en aumento.
Los materiales utilizados dependen de la construcción de la máquina y su principio de funcionamiento, en el caso de las máquinas estereolitográficas que usan como principio de funcionamiento la foto polimerización utilizan resinas fotosensibles, aunque también existen en el mercado materiales como polvos de nylon y otros plásticos para las máquinas que funden material, en algunas máquinas son utilizados materiales adhesivos que en conjunto con fibras para la construcción del prototipo.
1.2.6 PLC (Programmable Logic Controller) y tarjetas de control.
Aplicación del láser en los procesos de estereolitografía. Página 15 instituciones para la estandarización de los productos estos dispositivos han desarrollado la capacidad de ser escalables, recibir prácticamente señal de cualquier dispositivo ya sea una señal analógica como la emitida por ciertos tipos de controladores e instrumentos de medición o digital como la emitida por drivers y encoders. También son capaces de emitir señales analógicas y digitales a actuadores y motores, y no sólo eso, también pueden realizar operaciones lógicas con la información que reciben para poder dar un control con mayores capacidades.
En la actualidad existen en el mercado los PAC (Programmable Automated Controller) estos dispositivos tienen aún una mayor capacidad de conectividad con diferentes dispositivos, una interface de programación más amigable, con aplicaciones específicas para control de varios servomotores y estrategias de control muy específicas en general, tiene un costo mayor comparado al de un PLC, sin embargo existen aplicaciones únicas en estos dispositivos que pueden ser de gran ayuda de acuerdo a las necesidades que se tengan.
En una máquina de manufactura de aditivos después de haber sido procesado el archivo se convierte en una serie de instrucciones iteradas que deben de llevarse a cabo por los mecanismos, estos pueden ser controlados por el propio micros procesador de la computadora aunque es altamente recomendable la aplicación de micro controladores (dentro de un PLC o no), la ventaja de la utilización de estos dispositivos en las máquinas es que estás diseñados específicamente para el control de movimiento y arranque de motores, así como la recepción de señales de sensores y encoders. Por otra parte si es necesario agregar más dispositivos que controles otras funciones específicas en la máquina se puede hacer al
agregar módulos completamente adaptables al PLC llamados “slots” por su
término en idioma inglés.
Una desventaja de el uso de un PLC es el costo que implica su implementación en una máquina, para la creación de máquinas que cumplan con requerimientos industriales y fabricación de piezas en tamaños considerables es una buena opción, sin embargo el uso de tarjetas integradas con micros controladores puede ser una alternativa para la reducción del costo de la máquina. En los siguientes capítulos de ahondará en el tema y se harán algunas propuestas para la implementación de este hardware.
1.2.7 CNC (Control Numérico Computarizado)
Aplicación del láser en los procesos de estereolitografía. Página 16 funcionamiento como el movimiento coordinado de motores controlados por una computadora (ya sea un PLC, micro controlador o PC) y que las dos tienen como objeto principal la fabricación de una pieza prediseñada, las máquinas de control numérico tienen como desventaja y ventajas sobre las impresoras tridimensionales.
Aplicación del láser en los procesos de estereolitografía. Página 17
1.3 Pasos a llevar a cabo en el proceso de generación de una pieza por manufactura de aditivos.
En todos los procesos de manufactura existe una secuencia de pasos a llevar a cabo para la generación de la pieza final, si bien es cierto que algunos pasos no se cumplen en ciertos casos, la mayoría de los casos caen sobre la secuencia descrita a continuación. A pesar de los diferentes fabricantes las máquinas de apegan a la siguiente serie de pasos descritos.
Gibson, Rosen y Stucker en su libro Aditive Manufacturing Technologies proponen la siguiente serie de pasos, algunos otros autores como Paulo Jorge Bartolo en su libro Stereolithography, Materials, Processes and Aplications hacen una descripción mucho más general, mencionando sólo las partes más esenciales del proceso.
Aplicación del láser en los procesos de estereolitografía. Página 18
1.3.1. Conceptualización y CAD.
La realización de un concepto siempre empieza de una idea, descripciones textuales o simples bocetos para dar un panorama de como lucirá o cual será el trabajo que desarrollará o la función que tentativamente tendrá, en el desarrollo de ingeniería actual es indispensable contar con programas de dibujo asistido por computadora, en ellos se puede hacer un dibujo complejo, con medidas precisas tanto en ángulo como en longitud y sobre todo nos permiten modificar cualquier parámetro ajustándolo a las nuevas especificaciones. Sólo al tener la capacidad de representar objetos tridimensionales virtualmente se puede tener la capacidad de reproducirlos físicamente. Existen muchas maneras de generar un dibujo CAD tridimensional como la creación de superficies que se unen por medio de puntos o superficies las cuales son deformadas modificando su grosor con comandos especiales para dar cierta forma en especifico, una de las tecnologías más revolucionarias en la actualidad para representar rápidamente objetos reales en dibujos virtuales para posteriormente ser modificados es la utilización de un escáner tridimensional que por medio de láseres capta los parámetros geométricos de la pieza en que se desea reproducir y los traduce en un archivo CAD para después representarla en una pantalla de computadora.
Aplicación del láser en los procesos de estereolitografía. Página 19 de diseño CAD en la paquetería de CATIA.
Los modelos CAD son creados a partir de algoritmos lógicos y ecuaciones geométricas contenidas en el código del programa utilizado, las operaciones básicas que se pueden llevar a cabo es la construcción de un puntos, líneas rectas o curvas y planos. Todas estas líneas son creadas con referencia a un sistema de coordenadas absolutas aunque las interfaces permiten colocar ejes coordenados en puntos deseados por el diseñador haciendo más fácil la colocación de elementos.
La forma más común de crear archivos de tres dimensiones es creando un plano de referencia con respecto a un plano de los ejes rectangulares, a una ángulo o distancia de estos mismos plano o con respecto a una superficie previamente creada. El siguiente paso es crear la geometría de una de las caras del objeto que se desea representar, usualmente el que aporta un mayor volumen, finalmente esa cara es extruida a la dimensión deseada como podemos observar en la siguiente figura.
El diseño asistido por computadora cumple con los siguientes propósitos:
- Representación del diseño. Como ya hemos descrito anteriormente, esta tecnología pretende representar objetos en tres dimensiones y visualizarlos de manera rápida y fácil.
Aplicación del láser en los procesos de estereolitografía. Página 20 una máquina que estará en movimiento, se debe de haber un análisis de elemento finito para saber si las partes más vulnerables del diseños resistirán a los esfuerzos y las frecuencias de vibración a las que será sometido.
- Compatibilidad entre componentes. Es muy frecuente que en el diseño de una máquina existan diferentes diseñadores para los diferentes componentes, en el momento de hacer el ensamble final de todos los modelos pueden existir roces e interferencias. Es común que haya algún diseñador asignado para encontrar estos errores en el diseño y debe de comunicar estas deficiencias a los dueños de las partes para que se llegue a un acuerdo y los componentes ensamblen de manera correcta.
- Generación de planos. Es muy importante que los modelos puedan ser evaluados por las personas encargadas de su manufactura, es por esto que las paqueterías cuentan con herramientas para generar planos de las piezas diseñadas incluyendo acotaciones, tolerancias y diversos datos acerca del diseño.
Es importante el conocimiento de estas herramientas ya que son el antecedente de la manufactura de la pieza y el operador de una máquina de manufactura de aditivos debe de conocerlos para satisfacer las necesidades del diseñador.
1.3.2 Generación del archivo STL y partición de la pieza.
Debido a las diferentes empresas que veden productos CAD y a la gran cantidad de formatos existentes en el mercado para los archivos generados por estas paqueterías era muy difícil que las máquinas de estereolitografía fueran capaces de admitir y procesar todos las extensiones de archivo, es por esto que la empresa
3D Systems creó la extensión “.stl” para el formato con el mismo nombre,
haciendo alusión al propósito para el que fue creada la tecnología por su nombre en inglés (Stereolithography). Este archivo es de dominio público, por lo tanto puede ser adoptado por cualquier fabricante, lo cual ha sido un éxito, fue bien recibido y actualmente es un formato universal utilizado para las máquinas de impresión tridimensional.
Aplicación del láser en los procesos de estereolitografía. Página 21 flotante definido por el estándar 754 de la IEEE. Mientras que el formato ASCII almacena la información mediante comandos previamente indicados organizados en líneas de instrucción, como se programaría un archivo en C++, definitivamente la cantidad de código que contendrá en el formato ASCII es mucho mayor a la del formato de IEEE; sin embargo, una de sus ventajas es que puede ser leída y comprendida. A continuación se muestra como se conformaría un archivo de extensión STL en formato ASCII.
solid cup
… …
facet normal -4.470293E -2 7.003503E -01 -7.123981E-01 outer loop
vertex -2.812284E+00 2.298693E+01 0.000000E+00 vertex -2.812284E+00 2.296699E+01 -1.960784E-02 vertex -3.124760E+00 2.296699E+01 0.000000E+00 endloop
endfacet
… …
end solid
Como se puede observar en el código anterior, el formato comienza con la palabra
“solid” seguida del nombre del archivo descrito y termina con la palabra “end solid”, entre estas dos líneas son definidos las caras perpendiculares y sus
vértices coordinadamente.
Existen dos reglas importantes en el momento de la generación de un archivo extensión STL y se describen a continuación:
1) Regla de la orientación de las caras. Como ya se mencionó antes, las caras definen la superficie del sólido y esto implica que la definición de los vértices de cada triangulo se establezca en sentido anti horario.
2) Regla de adyacencia. Cada uno de las caras triangulares debe de compartir dos vértices con cada uno de las caras adyacentes a ella, por cada borde en una cara debe de existir una cara compartiendo ese borde. En el momento en que los vértices de una cara están ordenados, entonces el vértice que comparte con otra cara debe de ser el opuesto al que comparte con otra, este principio es conocido como la regla de Möbius.
Aplicación del láser en los procesos de estereolitografía. Página 22 Para el aseguramiento del principio de adyacencia es importante asegurar que el modelo cumple con las siguientes consistencias:
- El número de triángulos debe de ser conocido. - El número de caras debe de ser múltiplo de tres.
- El número de triángulos debe de ser igual a dos terceras partes el número de bordes.
- El número de vértices está dado por:
V = 0.5 x T + 2
Donde V es el número de vértices y T el número de triángulos.
Para asegurarse de que todo el conjunto de triángulos comprende un volumen cerrado es necesario utilizar la regla de Eüler para un sólido. De acuerdo con esta regla un sólido debe de cumplir con la siguiente condición:
T – E + V – H = 2 x (B – P)
Donde E corresponde al número de bordes, H el número de orificios en las caras (entiéndase como los orificios a lo largo del cuerpo completo), B el número de cuerpos sólidos separados y P como el número de pasajes.
Al utilizar la regla de adyacencia para un poliedro triangular, nuestra ecuación se reduce a:
Las desventajas de la utilización de una estructura en forma de mosaico descrita por el archivo STL como un estándar para la estereolitografía son las siguientes:
- Es sólo una aproximación de primer orden del modelo CAD original. - Tiene un alto grado de redundancia.
Aplicación del láser en los procesos de estereolitografía. Página 23 En la siguiente imagen podemos observar la diferencia entre el archivo CAD y su representación en STL.
1.3.3 Transferencia a la maquinaria y manipulación del archivo STL. En teoría, una vez que se tiene el archivo STL se puede introducir por medio de una memoria a la máquina estereolitográfica, sin embargo no es recomendable, ya que se pueden llevar a cabo ciertas acciones para mejorar la construcción de la pieza, por ejemplo, se puede reposicionar, seccionar, reorientar, añadir un texto tridimensional e incluso colocar alguna pieza adicional, es muy común que se construya más de una pieza al mismo tiempo. No todas las máquinas cuentan con este tipo de opciones, sin embargo también existen paquetes de libre descarga que pueden llevar a cabo ésta tarea.
Es probable que si los parámetros de conversión a un archivo STL no son los adecuados el archivo tendrá imperfecciones y por lo tanto su conformación será imprecisa, tomando en cuenta este fenómeno algunas empresas han desarrollado software para la corrección del mallado. Algunas de estas paqueterías son VisCAM Mesh por la empresa MarCam Engineering o Discrete Geometry Kernel (DGK) de Discretize. En este tipo de software se pueden hacer modificaciones al archivo como la reducción de los elementos de mallado, editar y reparar archivos STL dañados, creación de geometrías complejas, refinar superficies, mallado de mayor calidad, entre otras operaciones.
Aplicación del láser en los procesos de estereolitografía. Página 24 El seccionado por capas transversales de una pieza en la estereolitografía puede ser constante o adaptativo. Es decir, de acuerdo con la forma del contorno, la máquina puede recomendar reducir el grosor de las capas para lograr un mayor grado de fidelidad. Esta estrategia permite la mejor manufactura de superficies con alto grado de curvatura y por ende, un mejor acabado en la pieza final.
1.3.4. Variables en la máquina. En la actualidad de máquinas estereolitográficas tanto de investigación como comerciales tiene una gran cantidad de variables y cada máquina tiene opciones de maquinado diferentes, en algunas se pueden definir parámetros de calidad, algunas tienen opciones de impresión rápida a baja calidad de acabado y algunas otras memoria para guardar los parámetros establecidos anteriormente y ahorrar tiempo de trabajo de maquinado.
A pesar de que las máquinas de impresión tridimensional funcionan bajo el mismo principio es existen máquinas para diferentes propósitos y por tanto las variables pueden cambiar de una a otra. Por ejemplo, algunas empresas cuentan con máquinas estereolitográficas para a la fabricación de piezas tan grandes como tableros de instrumentos automotrices y algunas investigaciones recientes tratan de la micro estereolitografía, un proceso mediante el cual se pueden generar piezas con una exactitud del orden de algunos nanómetros.
Dicho lo anterior podemos concluir que cada diseño tendrá un portafolio de consideraciones diferente a otras marcas y máquinas por el simple hecho de que cada máquina es construida para un propósito diferente.
1.3.5 Construcción. Consiste en la implementación de la máquina que tiene programado un software especial ya antes mencionado para interpretar los datos y trabajar de una a una cada sección, empezando con la parte más baja de la pieza y subiendo sección tras sección hasta finalizar el prototipo, con la ayuda de los programas mencionado anteriormente la construcción del prototipo depende completamente de la máquina. El funcionamiento de esta maquina es muy parecido en principio al de una impresora laser, en este caso, la luz UV se refleja en el líquido, al estar en contacto con la luz se genera la polimerización. Sólo las regiones del líquido que sean alcanzadas por el laser serán polimerizadas. Cuando el láser termine de hacer el mapeo de la sección la máquina se encargará de posicionar la mesa de trabajo a la altura en el eje Z de la siguiente sección y sucesivamente hasta terminar.
Aplicación del láser en los procesos de estereolitografía. Página 25 extrae con guantes de látex y con herramental como palas o cuñas. Debido a que ha pasado un intervalo de tiempo muy corto desde que la reacción se llevó a cabo en la pieza, el proceso de polimerización no ha sido concretado al cien por ciento por lo cual la consistencia de sólido no es del todo rígida y debe de ser tratada con sumo cuidado para evitar que la propia maniobra de extracción sea causante de modificaciones a la geometría en el modelo previamente diseñado computacionalmente.
En ciertos diseños es necesario generar soportes bajo algunas geometrías salientes en la pieza. Debido a la solidificación las moléculas del la pieza que se está diseñando se encuentran, esto dependerá de la complejidad de la geometría y de cómo se haya programado su proceso de fabricación en la máquina estereolitográfica. Los soportes se pueden agregar en el software que contiene la máquina y estos deben de ser lo suficientemente fuertes para poder soportar la parte superior de la pieza, pero lo suficientemente delgados para poder ser retirados de la pieza final.
Aplicación del láser en los procesos de estereolitografía. Página 26
Capítulo 2. El fenómeno de
fotopolimerización.
Sin duda el fenómeno más importante en la estereolitografía láser es el de fotopolimerización, ya que es la base fundamental de este tipo de proceso e involucra una múltiple cantidad de factores. Los fotopolímeros fueron desarrollados en la década de 1960 y gracias a sus propiedades fueron utilizados en una gran variedad de aplicaciones, en la industria de la fabricación de pinturas y en la odontología por ejemplo. A mediados de los años ochentas del siglo pasado Charles Hull experimentó con los materiales curables con luz ultravioleta exponiéndolos al escaneo de un láser, de esta manera descubrió que se puede crear un patrón solido, y curando un nuevo patrón sobre el anterior pudo crear al primer prototipo tridimensional con la técnica de estereolitografía láser. La primera empresa de máquinas creadoras de prototipos tridimensionales fue creada muy poco tiempo después de este suceso, desde ese momento hasta la actualidad se ha innovado en una gran cantidad de técnicas para crear prototipos 3D.
2.1 Polimerización.
Para hablar de foto-polimerización, tenemos que partir del concepto de polimerización. En la naturaleza existen moléculas con un alto peso molecular llamadas macromoléculas, los polímeros son parte de este grupo, la particularidad de los polímeros es que contienen una unidad que se repetirá cíclicamente, gracias a esta propiedad se pueden formar moléculas de alto peso molecular como ya se ha mencionado anteriormente. Dicha unidad está formada por una molécula pequeña que se unirá a moléculas de su misma especie mediante un proceso químico, generalmente es
llamada como unidad constitucional repetitiva (UCR) o unidad monomérica.
El grado de polimerización “X” logrado
está relacionado con la cantidad de UCR´s que se repiten en la cadena y el peso molecular de la macromolécula está indicado por el peso molecular de la unidad monomérica multiplicada por el factor de polimerización. Cuando un polímero proviene de un solo
Aplicación del láser en los procesos de estereolitografía. Página 27 Un monómero tiene como particularidad intrínseca tener por lo menos 2 grupos funcionales, los grupos funcionales determinan la capacidad del monómero para formar enlaces con otras moléculas. Por ejemplo, un monómero con funcionalidad igual a dos podrá formar dos conexiones con moléculas externas, mientras que un monómero con funcionalidad igual a 3 podrá formar conexiones con otras tres moléculas. Gracias a esta propiedad los monómeros pueden formar cadenas ramificadas o lineales, los monómeros con funcionalidad grado dos podrán formar polímeros lineales, mientras que los monómeros con funcionalidad igual ó superior a tres podrán formar cadenas ramificadas o en forma de redes, como se muestra en la figura.
Una de las clasificaciones de los procesos de polimerización es polimerización por adición o por cadena y polimerización por etapas o condensación. En el caso de este estudio se recurre a la polimerización por adición y a continuación se describen sus principales características.
- La polimerización transcurre mediante la adición continua de monómero a una cadena en crecimiento, que contiene un extremo activado hasta el momento de su terminación.
- La reacción transcurre sin pérdida de materia, por lo que la unidad constitucional repetitiva del polímero y el monómero presentan una estequiometria idéntica.
- En cualquier instante a lo largo de la polimerización, la mezcla de reacción tiene una composición constituida por monómero y polímero de elevado peso molecular.
La polimerización en cadena se puede subdividir en polimerización radical y polimerización iónica, donde las partículas reactivas son radicales libres o iones respectivamente. En el caso de la polimerización iónica, ésta se subdivide a su vez como catiónica o aniónica, si las especies propagantes son cationes o aniones. En el caso de este estudio la investigación se enfocará a la polimerización por radicales libres.
Aplicación del láser en los procesos de estereolitografía. Página 28
2.1.1. Iniciación. Esta fase involucra la creación del centro activo del radical libre y normalmente tiene lugar en dos pasos. El primero es la formación de radicales libre a partir del iniciador y el segundo es la adición de uno de estos radicales libres a una molécula de monómero:
Donde I representa el iniciador, al radical libre formado en la descomposición del primero, M el monómero, y las constantes de descomposición del iniciador y de iniciación respectivamente.
Los radicales se pueden generar mediante la descomposición térmica o fotoquímica de sustancias como peróxido de benzoilo (PB) o del azobisisobutironitrilo (AIBN), entre otras. En la siguiente imagen se muestra la descomposición de estas dos moléculas.
Aplicación del láser en los procesos de estereolitografía. Página 29 Sucesivamente:
El tiempo requerido típicamente para cada adición de monómero es del orden de un milisegundo, así varias miles de adiciones pueden tener lugar dentro de un segundo.
2.1.3 Terminación.
En ésta etapa termina el crecimiento de la cadena que forma la macromolécula, usualmente el mecanismo utilizado es una reacción bi-molecular que implica que dos cadenas crecientes se unen formando una sola terminando el proceso de polimerización. Como se muestra en la siguiente imagen.
Alternativamente un átomo de hidrógeno puede ser abstraído de una cadena creciente por otra en una reacción conocida como desproporción, a continuación representada.
Así se forman dos tipos de moléculas, una con un extremo saturado y la otra con un extremo insaturado; en este caso las cadenas tienen moléculas con fragmentos iniciadores solamente en un extremo, mientras la combinación da como resultado moléculas con fragmentos iniciadores en ambos extremos.
Aplicación del láser en los procesos de estereolitografía. Página 30
2.1.4 Copolímeros. Hasta el momento se ha analizado la polimerización desde homopolímeros; es decir, desde moléculas con estructuras idénticas que se unen a partir de un cierto proceso. Cuando se polimerizan dos o más monómeros se obtiene un copolímero, es importante aclarar que en la polimerización por condensación se pueden usar dos moléculas iniciales que formarán una sola unidad constitucional repetitiva, lo cual no quiere decir que se formará un copolímero. Como se mencionó al inicio de este capítulo, la característica básica de un copolímero es su constitución a base de dos o más unidades constitucionales repetitivas enlazadas en la misma cadena.
La ventaja de la utilización de copolímero es que las propiedades resultantes de la combinación de dos o más monómeros no resultan en una macromolécula con las mismas propiedades que la polimerización de estos componentes por separado. Gracias a esta propiedad se puede hacer uso de diferentes técnicas para variar la ubicación de las moléculas y la cantidad de cada una de ellas en el polímero, obteniendo así una gama muy grande de propiedades en los materiales.
-Tipos de copolímero.
La forma más simple de crear un copolímero es vía radical con dos monómeros, de los cuales resultan los siguientes tipos de combinación:
Al azar. Los dos radicales pueden adicionarse a cualquiera de los monómeros y formar un copolímero con unidades de A y B distribuidas aleatoriamente, es decir los monómeros pueden seguir cualquier orden.
⎯A⎯A⎯B⎯A⎯B⎯B⎯A⎯B⎯A⎯A⎯B⎯B⎯B⎯A⎯
Un ejemplo de este tipo de copolímero se consigue cuando se copolimerizan estireno y butadieno y que bajo ciertas condiciones de polimerización produce un elastómero sustituto del caucho.
Copolímero Alternantes. El radical libre en crecimiento, que termina en una de las unidades, tiende a adicionarse al monómero opuesto y por ende los monómeros están dispuestos según un ordenamiento alternado.
⎯A⎯B⎯A⎯B⎯A⎯B⎯A⎯B⎯A⎯B⎯A⎯B⎯A⎯B⎯
El sarán es un polímero alternante, producto de la copolimerización del cloruro de vinilo con cloruro de vinilideno (1,1-dicloroetileno), y que se usa comercialmente como una película para envolver alimentos.
Aplicación del láser en los procesos de estereolitografía. Página 31 monómero unidas a secuencias del segundo y éstas se distribuyen a lo largo de la cadena formando bloques de diferentes tamaños. Bajo condiciones particulares de polimerización, se pueden obtener polímeros dibloque A-B, que están formado por un solo bloque de cada secuencia o tribloques A-B-A o A-B-C formados por dos o tres tipos de monómeros.
⎯A⎯A⎯A⎯A⎯A⎯A⎯B⎯B⎯B⎯B⎯B⎯B⎯B⎯
Copolímeros de injerto. La cadena principal de las macromoléculas está formada por un tipo de unidad estructural, pero presenta ramificaciones laterales formadas por cadenas que tienen unidades repetitivas del otro tipo, que aparecen como injertadas en la cadena principal.
Esta clase de copolímero es comúnmente preparado de pre polímeros que poseen grupos funcionales a lo largo de la cadena y que pueden ser activados para iniciar la polimerización de un segundo monómero, formando así ramificaciones sobre el pre polímero. Los grupos pueden ser activados de diferentes maneras dependiendo de la naturaleza del grupo funcional.
Muchas veces los copolímero en bloque y de injerto poseen las propiedades de ambos homopolímeros, mientras que las estructuras alternantes y al azar, pueden llegar a tener propiedades particulares que no son simplemente el promedio ponderado de las de los respectivos homopolímeros.
Aplicación del láser en los procesos de estereolitografía. Página 32
2.1.5 Estructura de las cadenas formadas por polímeros.
Como ya antes hemos mencionado según la forma de las cadenas los polímeros pueden ser clasificados como polímeros lineales, ramificados o entrecruzados o en forma de red. Los casos descritos anteriormente, donde las unidades monoméricas se encuentran unidas una al lado de la otra a lo largo de una sola dirección son denominadas polímeros lineales. Ahora bien, bajo ciertas condiciones o con ciertos tipos de monómeros, se pueden obtener polímeros con otro tipo de arquitectura que se caracterizan por tener ramificaciones que se generan a partir de la cadena principal.
Los polímeros ramificados pueden ser obtenidos en procesos de polimerización por etapas o en cadena, aunque las razones por las que éstas se generan son generalmente diferentes en ambos casos. Las diferencias entre todos estos tipos de polímeros se muestran en la primera imagen de este capítulo. Es importante hacer notar en este punto, que el término polímero ramificado no se refiere a polímeros lineales que contienen grupos laterales en la estructura del monómero.
La presencia de ramificaciones tiene efectos significativos en muchas propiedades físicas del polímero. El cambio más importante en las propiedades es la disminución en la cristalinidad. Los polímeros ramificados no pueden acomodarse fácilmente en una red cristalina como lo hacen los polímeros lineales. Por otra parte, los polímeros ramificados son mucho menos solubles que sus homólogos lineales y los polímeros entrecruzados son materiales insolubles. El entrecruzamiento puede ocurrir durante el proceso de polimerización o después mediante reacciones químicas diversas. El entrecruzamiento es usado para impartir buenas propiedades elásticas en algunos elastómeros, así como también para proporcionar rigidez y estabilidad dimensional a algunos materiales llamados termoplásticos. Estos últimos poseen altos grados de entrecruzamiento y se emplean en la fabricación de diversos enseres.
Un ejemplo característico de un polímero ramificado es el polietileno de baja densidad, que es un material suave que se emplea, entre otras cosas, para fabricar tuberías, bolsas y como recubrimiento de cables. Las ramificaciones de las cadenas son consecuencia de la sustracción de un hidrógeno de la parte intermedia de la cadena por el radical libre de uno de los extremos, permitiendo el crecimiento de una ramificación a causa del radical allí generado.
Aplicación del láser en los procesos de estereolitografía. Página 33 plano se llama sindiotáctica. Cuando los grupos sustituyentes están distribuidos de manera aleatoria a lo largo del plano de la cadena principal se denomina atáctica.
2.1.6 Peso Molecular
El peso molecular de los polímeros es una propiedad de fundamental importancia para su aplicación. La utilidad y las propiedades mecánicas, asociadas a los materiales poliméricos, son consecuencia de su peso molecular, del cual dependen de forma considerable.
Así, en la mayoría de los casos, es únicamente para un determinado intervalo de pesos moleculares, donde una dada propiedad de un polímero será óptima para una aplicación particular. Por todo ello el control del peso molecular es esencial para la aplicación práctica de un proceso de polimerización.
Debido a las características propias de los polímeros en cuanto a su formación, y a diferencia de los compuestos formados por moléculas pequeñas, una muestra de polímero está constituida por una mezcla de polímeros homogéneos pero con distinta longitud de cadena y en consecuencia, de diferente peso molecular, por lo que se consideran materiales poli dispersos.
Para los polímeros, solo es posible determinar un peso molecular promedio, de un peso estadístico relativo a todas las moléculas presentes en la muestra.
El valor promedio del peso molecular se puede indicar mediante una expresión del tipo:
Donde:
= Número de moléculas con un grado de polimerización dado.
= Peso molecular correspondiente a dicha fracción.
Dicha fracción puede ser utilizando el peso molecular (Wx) o de manera cuantitativa, es decir por el número de moléculas (Nx), por lo tanto obtendríamos las siguientes ecuaciones:
Aplicación del láser en los procesos de estereolitografía. Página 34 Existen varios métodos para la determinación experimental del peso molecular promedio. Como estas técnicas tienen fundamentos distintos, los pesos moleculares medidos son diferentes.
El peso molecular promedio está dado por la viscosidad intrínseca[η] de una
disolución que es básicamente la medida del tamaño o extensión en el espacio de las moléculas de un polímero y se relaciona empíricamente con el peso molecular para polímeros lineales.
La viscosidad de soluciones diluidas, sin embargo, no es una medida directa de la masa molecular su valor reside en la sencillez de la técnica y el hecho que puede relacionarse empíricamente con la masa molecular para muchos sistemas.
El Mv se define como:
Donde α es una constante. Los pesos moleculares, viscosidad promedio y peso promedio son iguales cuando α=1. Sin embargo, Mv es casi siempre menor que Mw puesto que α está por lo general en el intervalo de 0,5 y 0,9. Obviando el
procedimiento experimental, la [η] se puede determinar haciendo un gráfico donde
se extrapolan las viscosidades de una serie de soluciones de polímero.
Relación entre los diferentes pesos moleculares.
En general más de un peso molecular es requerido para caracterizar razonablemente una muestra de polímero. Ya que sí se hace un análisis de las ecuaciones que definen los tres tipos de pesos moleculares promedio definidos puede notarse que:
Aplicación del láser en los procesos de estereolitografía. Página 35 La relación Mw/Mv depende de la anchura de la curva y es usada como una medida de polidispersidad del polímero. Para todos los polímeros esta relación es siempre mayor que uno y se incrementa con el aumento de la polidispersidad.
Cumpliéndose en todos los casos que: Mw/Mn ≥ 1
El caracterizar un polímero considerando únicamente Mn sin tener en cuenta la polidispersidad puede resultar sumamente engañoso ya que las propiedades de un polímero dependen en mayor grado de las moléculas de mayor tamaño que las más pequeñas.
Técnica de GPC o Cromatografía de Exclusión por tamaño
Con esta técnica se pueden fraccionar polímeros de acuerdo con su tamaño molecular, además es útil para determinar los valores de peso molecular del polímero, su distribución de pesos moleculares y la forma de la curva de la distribución; esta última resulta ser de mucha importancia ya que muchas de las propiedades de los polímeros dependen marcadamente de la curva de distribución.
Esta técnica emplea como principio que las cadenas de polímero de mayor tamaño disueltas en un solvente apropiado son retenidas por menor tiempo al ser pasadas por una columna rellena de material poroso; por lo tanto la fracción de mayor tamaño molecular es captada
primero por el elemento de medición. El GPC permite medir con la ayuda de una curva de calibración el Mv, Mw, y Mn. Aquí el volumen de elución de la muestra está relacionado con Mi y la altura de la curva (hi) con la cantidad relativa del polímero captado Wi. Para un