INSTITUTO POLITÉCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA
SECCIÓN DE ESTUDIOS DE POSGRADO E INVESTIGACIÓN
DESARROLLO DE UN MODELO MATEMÁTICO PARA
INCREMENTAR LA PRODUCTIVIDAD DEL TORNEADO CON CNC
TESIS
QUE PARA OBTENER EL TÍTULO DE
DOCTOR EN CIENCIAS CON ESPECIALIDAD
EN INGENIERÍA MECÁNICA
PRESENTA:
M. EN C. LUIS RIVERA MACÍAS
AGRADECIMIENTOS
Como un tributo a mis padres, que me dieron la razón de ser
A mi familia, por el apoyo incondicional
A todas las personas que en una u otra forma colaboraron en la realización de esta investigación.
A la Dra. Rocío Ruiz de la Barrera, por el apoyo y facilidades otorgadas en el desarrollo de la presente investigación.
A mis maestros, por el aporte de sus conocimientos y sugerencias en mi formación académica.
Agradezco a:
SEGEPI-ESIME-IPN
Universidad Tecnológica de Tulancingo Bombardier Transportation
Ejes tractivos, S. A. de C. V.
Mexicana de suministros agropecuarios, S. A. de C. V.
DESARROLLO DE UN MODELO MATEMÁTICO PARA
INCREMENTAR LA PRODUCTIVIDAD DEL TORNEADO CON CNC
ÍNDICE
Simbología vi
Resumen ix
Abstract x
Introducción 1
Objetivos 2
Justificación 2
Contribución 3
CAPÍTULO 1. Estado del arte del proceso de torneado con CNC 4 1.1. Estado del arte de los modelos matemáticos aplicados
al proceso de torneado con CNC 4
1.2. Estado del arte de las herramientas de corte para metales 10 1.3. Estado del arte de los materiales a tornear 15
1.4. Estado del arte en tornos con CNC 20
CAPÍTULO 2. Propuesta del modelo matemático 29
2.1. Trabajo experimental 30
2.2. Captura dela información de campo del proceso de torneado actual 31 2.3. Análisis de la información capturada relacionada con el torneado
de ruedas de ferrocarril 38
2.5. Captura de datos relacionados con el maquinado de tubos
guardaflechas en la empresa Ejes tractivos S. A. de C. V. 47 2.6. Valores de las variables utilizadas en el proceso de torneado con
CNC en la producción de tapones para bombas de diesel en la
empresa Mexicana de suministros agropecuarios S. A. de C. V. 61 2.7. Información del proceso de torneado con CNC en la producción de elemen-tos para transmisión de potencia en la empresa Mecánica Falk, S.A. 80 2.8. Desarrollo de un modelo matemático para incrementar la
Productividad en el proceso de torneado con CNC 95
Conclusiones 106
CAPÍTULO 3. Validación del modelo matemático desarrollado 107 3.1. Modelo matemático propuesto y variables que lo integran 107 3.2. Validación del modelo matemático propuesto 108
3.3. Análisis del torneado con CNC 109
3.4. Aplicación del análisis de varianza 120
3.5. Equipo utilizado
Conclusiones 129
BIBLIOGRAFÍA 133
). ). ).
fr - avance lineal (fr = n * f) (mm/ min).
orse Power).
SIMBOLOGÍA
Ai - factor estadístico i-ésimo.
ABij - combinación de factores estadísticos. At1 - constante.
a - profundidad de corte (mm). Bj - factor estadístico j-ésimo.
M
C - costo actual por tiempo de corte ($/ tiempo).
l
C - costo por tiempo ocioso de la máquina herramienta ($/ tiempo). CR - costo por reemplazo de la herramienta de corte ($/ herramienta).
T
C - costo de la herramienta ($/ herramienta)
CV - constante numérica del proceso de torneado. D - diámetro de la pieza a tornear (mm
D0 - diámetro inicial de la pieza (mm Df - diámetro final (mm
Eijk - error estadístico. f - avance (mm/ rev).
s r f
f , - fuerzas de corte durante el torneado (kgf). H0 - hipótesis nula.
H1 - hipótesis alterna.
HBN - número de dureza Brinell. HP - unidad de potencia (H I - valor i-ésimo.
del filo de la herramienta de corte. ostras (cáscara). ración. in). eado (mm). .
q, r el filo de la herramienta de corte.
* a) (mm2).
). in).
Tp - del filo de la herramienta de corte considerando el acabado
Tm - herramienta de corte, considerada en el modelo
Tm - para efectuar un corte de torneado de un extremo al otro de la pieza (L/ fr)
ático desarrollado (mm)
. C.) (m/ min). / min).
K3 - factor numérico que relaciona la duración K4 - factor por presencia de c
K5 - factor de refrige K - valor k-ésimo.
K0 - costo directo del trabajo ($/m L - longitud de torn
N - potencia (kw).
n - número de revoluciones por minuto (n = V / πD0), (rpm) Pz - fuerza de corte de torneado para acero AISI 1045 (Nw). p, - constantes para determinar la vida útil d
q - sección de la viruta (q = s rpm - revoluciones por minuto.
sy - avance utilizado en modelo matemático desarrollado (mm T - tiempo de vida del filo de la herramienta de corte (m Tc - tiempo ocioso en el torneado (min).
Te - tiempo causado por el cambio de la herramienta de corte (min.). tiempo de vida útil
superficial (min).
tiempo de vida útil del filo de la matemático desarrollado (min). tiempo
(min).
tx - profundidad de corte, en el modelo matem Uc - costo por unidad producida ($/ pieza).
U - velocidad de corte (Modelo matemático de Chen Vr - velocidad de eliminación de material (m
- valor numérico.
losario de términos
d mple con las expectativas del cliente.
edios posibles. o se espera.
Productividad: antidad de bienes y servicios producidos y la cantidad
Tecnología: roducción que se pueden aplicar en una
actividad de producción determinada. π
G
AISI: American Iron and Steel Institute.
ASTM: American Society for Testing Materials. Calida : Es cuando un artículo o servicio cu
CNC: Control Numérico Computarizado.
Eficiencia: Capacidad para lograr un fin empleando los mejores m Eficacia: Capacidad de lograr el efecto que se desea
Eficaz: Que se produce el efecto propio o esperado. Es la relación entre la c
de recursos utilizados.
Desarrollo de un modelo matemático para incrementar la productividad del torneado con CNC
RESUMEN
Debido al desarrollo mundial de los nuevos materiales, máquinas herramienta y herramientas de corte, México se ve en la imperiosa necesidad de estar al nivel de las naciones industrializadas, las cuales producen las máquinas herramientas necesarias para fabricar los bienes de capital que éstas consumen o producen para exportar, como es el caso de los países asiáticos, que proveen a la mayoría de los otros utilizando la maquinaria y tecnología de punta. Por esta razón se presenta el desarrollo de un modelo matemático y su metodología para incrementar la productividad del torneado con CNC, optimizando los tornos y las herramientas de corte durante el tiempo productivo. Se considera que el uso de este modelo matemático y la metodología empleada ayudará de forma significativa al desarrollo del sector manufacturero nacional.
La investigación consiste en:
El estudio del estado del arte en procesos de torneado con CNC, en el cual participan
los modelos matemáticos, materiales que se tornean, herramientas de corte y las máquinas herramienta.
Realización de maquinados y captura de la información de campo relacionada con los procesos de torneado con CNC.
Análisis de la información capturada.
Desarrollo del modelo matemático, considerando y justificando nuevas variables y valores de éstas.
Development of a mathematical model for increasing the productivity with CNC lathes
ABSTRACT
This paper aims to specify the elements and variables required for developing a mathematical model to be used for increase the production whit CNC lathes. Current mathematical models for machining operations have been developed for use with conventional machine tools and their cutting tools and are, thus, inadequate for guiding the CNC machine programmer towards the optimal use of this facility.
INTRODUCCIÓN
En esta investigación se presenta el desarrollo de un modelo matemático para incrementar la productividad del torneado con CNC y su metodología, para aprovechar al máximo las características de las máquinas herramienta y herramientas de corte modernas, debido a la importancia que tiene para un país la investigación de los procesos de manufactura como elementos constituyentes del proceso de producción, con miras a profundizar en su conocimiento y estar en posibilidad de desarrollarlos y utilizarlos de acuerdo con las necesidades particulares de este sector industrial.
Dada la importancia que en un proceso de producción tienen los procesos de torneado con CNC, esta investigación inicia con el estudio del estado del arte en el proceso de torneado
con CNC, el cual nos dio una panorámica de la evolución y situación actual de todos los
elementos que tienen que ver con los procesos de torneado (tornos con CNC, herramientas de corte, modelos matemáticos utilizados y materiales a tornear).
La investigación continuó con la captura de información relativa al torneado en empresas manufactureras que cuentan con este tipo de maquinaria, ésta se relacionó con los tornos que tienen las empresas, herramientas de corte que utilizan, los modelos matemáticos que usan para determinar los parámetros de corte que emplean en la programación del CNC de los tornos y los materiales que tornean, y los parámetros de corte a los cuales trabajaban los tornos.
OBJETIVOS
Objetivo general
Desarrollar un modelo matemático que incremente la productividad en el torneado con
CNC en las industrias que tienen este tipo de máquinas herramienta.
Objetivos particulares
Identificación de deficiencias en los procesos de torneado con CNC
Justificación de las variables que integran al nuevo modelo matemático para incrementar la productividad en el torneado con CNC.
Validación de la utilización del modelo matemático en campo para incrementar la productividad del maquinado con tornos de CNC.
JUSTIFICACIÓN
La justificación para el desarrollo del modelo matemático se fundamenta en lo siguiente: Los modelos matemáticos que actualmente se utilizan, no cubren las propiedades o atributos que tienen tanto los tornos con CNC como las herramientas de corte modernas.
CONTRIBUCIÓN
Las aportaciones son:
Un modelo matemático que demuestre que la productividad en los procesos de torneado con CNC, se puede incrementar hasta en un 33 por ciento.
Pasos indispensables para que el modelo matemático considere las características modernas de tornos con CNC y herramientas de corte modernas.
Los beneficios que aporta este trabajo a la industria manufacturera, que cuenta con maquinaria de CNC, son:
Mejor control de calidad en el producto. Menor tiempo en la producción por pieza. Mayor seguridad en el desarrollo del trabajo. Mayor competitividad en el mercado.
Mayores beneficios económicos para la empresa.
Además para la aplicación de este modelo matemático en empresas que utilizan equipo con
CAPÍTULO 1. ESTADO DEL ARTE DEL PROCESO DE TORNEADO CON CNC
1.1.ESTADO DEL ARTE DE LOS MODELOS MATEMÁTICOS APLICADOS
AL PROCESO DE TORNEADO CON CNC
El estado del arte es una presentación panorámica de la evolución y el estado actual del campo o área de estudio.
Definición de modelo matemático
El modelo matemático se define como una función-objetivo y restricciones que se expresan en términos de las variables (alternativas) de decisión del problema.
Es aquel modelo que describe el comportamiento de un sistema a través de relaciones matemáticas y supone que todas las variables relevantes son cuantificables. Por ende tienen una solución óptima.
Otra definición sostiene que es la representación de todas las características importantes de un sistema con el propósito de derivar las ecuaciones matemáticas que determinen su comportamiento.
Es cualquier conjunto de ecuaciones o estructuras matemáticas completas y consistentes, que es elaborado para corresponder a alguna otra entidad. Puede ser una entidad física, biológica, social, psicológica o conceptual, incluso otro modelo matemático.
La construcción de un modelo matemático cumple con un mínimo de objetivos: Obtener respuestas sobre lo que sucederá en el mundo físico.
1.1.1. Desarrollo histórico (evolución) de los modelos matemáticos aplicados al torneado
Probablemente, fue a principios del siglo XX cuando se desarrolló el primer modelo matemático, que correspondió a F. W. Taylor, utilizado para determinar el tiempo de vida del filo de la herramienta de corte, el cual se basa en la siguiente ecuación [1], [2], [3],[4], [5]:
vf Dl Tm =π
(1)
Para determinar la velocidad de corte, se efectúa un rearreglo de esta ecuación y nos da la ecuación (2), que se utiliza para determinar la velocidad de corte en el torneado.
f T
DL v
m π
= (2)
Donde:
Tm = tiempo de maquinado (min)
D = diámetro de pieza de trabajo (mm) L = longitud de la parte de trabajo (mm) f = avance (mm/ rev)
V = velocidad de corte (m/min)
1.1.2. Modelo matemático propuesto por. Q. Meng, J. A. Arsecularatne y P. Mathew. 2000
Despejando la velocidad de corte de la ecuación (1) se tiene:
1 1
1 1
t t
b = A
* * fct ddt
T
U (2)
= ida útil del filo de la herramienta (min) At1 = constante
) rte (mm) = avance (mm/rev)
.1.3. Modelo matemático desarrollado por M. C. Chen. 2004
ng machining economics models f turning operations using the scatter search approach” [21].
Donde:
T tiempo de v
1 t
b
= velocidad de corte (m/min U
1 t
c
f = profundidad de co
1 t
d d
1
Modelo matemático utilizado en la investigación: “Optimizi o
[
]
⎥ ⎦ ⎢ ⎣ ⎤ ⎡ + + ⎥ ⎦ ⎤ ⎢ ⎣ ⎡ + + + + + + ⎥ ⎦ ⎤ ⎢ ⎣ ⎡ + = + + + = t s s r r p c o o s s s r o T R l M DL DL n k f V DL f V DL n t t k n h L h t k f V DL f V DL n k C C C C UC 1000 1000 ) 1 )( ( 1000 1000 2 1π
π
π
π
π
π
s s r rp V f V f
Donde:
Uc = costo por unidad producida
M
C = costo actual por tiempo de corte
($/ min) D = diámetro de la pieza de trabajo (mm)
ocesos de torneado (kgf)
a del filo de la herramienta.
o (min)
icial (min) r, Vs = velocidades de eliminación de material y de acabado (m/min)
articipan en el modelo matemático considerado en cada una estas investigaciones. CR = costo de reemplazo de herramienta
T
C = costo de la herramienta
Cl
= costo por tiempo ocioso de la máquina
r f
f , s = fuerzas de corte durante los pr K0 = costo directo del trabajo ($/min)
L = longitud de la pieza a maquinar (mm)
p, q, r = constantes de la ecuación para determinar la vid T = tiempo de vida útil del filo de la herramienta (min) Tc = constante del tiempo ocioso de maquinad
Te = tiempo de cambio de herramienta (min)
Tp = tiempo de vida de la herramienta, considerando el acabado superf
V
Tabla 1. Presentación de algunas investigaciones relacionadas con el torneado, así como las variables que participan en los modelos matemáticos utilizados en éstas
Autor/año Investigación Proceso Variables
F. W. Taylor. 1912 Determinación del tiempo de la vida útil del filo de la herramienta de corte
Torneado Tiempo de maquinado. Diámetro de pieza de trabajo Longitud de la parte de trabajo Avance
Velocidad de corte M. Eugene Merchant. 1945 Mechanics of the metal
cutting process. I. Orthogonal Cutting and a Type 2 chip
Corte de metales Velocidad de corte Longitud de la viruta
Relación de longitudes de la viruta Espesor de la viruta
Densidad del material a cortar Peso por unidad de longitud Ángulos de la herramienta de corte Q. Meng, J. A.
Arsecularatne, P. Mathew. 2000.
Calculation of optimum cutting conditions for turning operations using a machining theory
Torneado Tiempo de vida útil del filo de la herramienta
Constante Velocidad de corte Profundidad de corte Avance
M. C. Chen. 2004 Optimizing machining economics models of turning operations using the scatter search approach
Torneado Costo por unidad producida Costo actual por tiempo de corte. Costo de reemplazo de herramienta Costo de la herramienta
Costo por tiempo ocioso de la máquina ($/ min)
Diámetro de la pieza de trabajo Fuerzas de corte durante los procesos de torneado Costo directo del trabajo Longitud de la pieza a maquinar Constantes
Vida del filo de la herramienta Tiempo de cambio de herramienta. Velocidades de eliminación de material y de acabado Jawahir, I. S.
Sadler; J. P. Da, Z. J. Wang, X. UK. Center for manufacturing.
University of Kentucky.**
Optimization of machining performance in turning operations
Torneado Velocidad de corte Avance
Profundidad de corte Rugosidad
Fuerza de corte Tiempo de torneado
By Dr. Mandara D. Savage & Dr. Joseph C. Chen. 1999
Effects of Tool Diameter Variations in
On-Line Surface Roughness Recognition System
Taladrado Velocidad de corte Avance
Rugosidad
Geometría de las herramientas Radu Pavel, Keith Sinram,
Dana Combs, Michael Deis, Ioan Marinescu.
University of Toledo, MIME Toledo, OH.**
Surface Quality and Tool Wear in Interrupted Hard Turning of 1137 Steel Shafts
Torneado Velocidad de corte Avance
Profundidad de corte Rugosidad
Department of Mechanical Engineering
The University of Michigan. 2002
Ahmet Murat PINAR, Abdulkadir G¨ULL¨U Gazi University, Ankara-TURKEY. 2004
Time Minimization of CNC Part Programs in a Vertical Machining
Center in Terms of Tool Path and Cutting Parameter Criteria
Centro de maquinado
Potencia
Profundidad de corte
Constante que relaciona el avance por punta de la herramienta de corte
Joseph C. Chen, Mr. Luke H. Huang, Ms. Ashley X. Lan, & Mr. Samson Lee. 1999
Analysis of an Effective Sensing Location for an In-process Surface Recognition
System in Turning Operations
Torneado Velocidad de corte Avance
Rugosidad Vibraciones
Ty G. Dawson Thomas R. Kurfess.**
Machining hardened steel with ceramics- coated and uncoated CBN cutting tools.
Torneado Velocidad de corte Avance
Profundidad de corte
Material de la herramienta de corte Volumen de material removido Tug˘rul O. zel, Yig it Karpat.
2004
Predictive modeling of surface roughness and tool wear in hard
turning using regression and neural networks
Torneado Dureza Rocwell-C Filo de la herramienta de corte Velocidad
Avance
Longitud de la pieza a maquinar Jingrong Lu, O. Burak
Ozdoganlar,
Shiv G. Kapoor, Richard E. DeVor,
University of Illinois at Urbana-Champaign, Urbana, IL.**
A process-model based methodology for comprehensive process planning of contour turning operations
Torneado Velocidad de corte Avance
Profundidad de corte
Tiempo de vida de la herramienta de corte
Acabado superficial Potencia
** Estas investigaciones no indican el año de su publicación.
Las características que definen a los modelos matemáticos son las variables consideradas en el proceso de torneado. A los primeros modelos matemáticos los conforman pocas variables, pero conforme se fueron desarrollando nuevos materiales para herramientas de corte y del material a tornear, también se fueron considerando más variables en dichos modelos [1], [2], [3], [4], [5], [6], [19], [20].
1.2. ESTADO DEL ARTE DE LAS HERRAMIENTAS DE CORTE PARA METALES
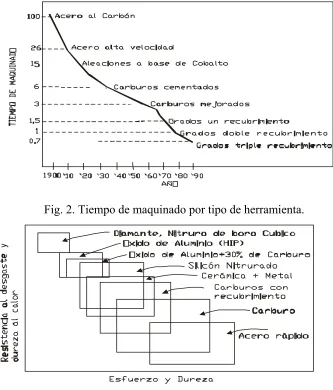
Evolución de las herramientas de corte para metales [32], [33], [34], [35], [48]
Fig. 2. Tiempo de maquinado por tipo de herramienta.
[image:22.612.139.472.77.467.2]Características de un buril de acero rápido
Fig.5. Buril de acero rápido.
Fig. 7. Herramientas de corte (insertos) modernas, utilizadas para el corte de metales.
1.2.1. C
Herram
pequeños lotes de producción.
Se utilizan como herramientas de mano para trabajar la madera.
Contenido de carbon de 0.9 a 1.35% con una dureza de alrededor de 62 HRC. Máxima velocidad de corte 10 m/ min.
Temperatura baja es su principal propiedad de esta herramienta de corte. Herramienta de corte de acero de alta velocidad
Es acero aleado con tungsteno 14-22%, cobalto, molibdeno, cromo y vanadio. Con tratamiento térmico apropiado mejora las características de la herramienta.
Puede cortar materiales de alta resistencia, con velocidad de corte entre 16 y 20 m/min.
aracterísticas de las herramientas de corte para metales
ientas de acero al carbón Tiempo de vida útil limitado.
so para U
Herramientas de corte de Stellite
Pertenecen a una familia de aleaciones hechas de cobalto, cromo, tungsteno y carbón. Se forma el material usando los hornos eléctricos, aplicando una técnica.
El material tiene una dureza de 60-62° Rockwell C; con alta temperatura presenta buenas propiedades.
La velocidad de corte es entre 25 y 35 m/min, se puede utilizar en los aceros suaves. Estas herramientas utilizan portaherramientas especiales.
Herramientas de carburo de Tungsteno
Son producidas por sinterizado de granos de carburo de tungsteno en una matriz del cobalto.
Otros materiales se incluyen a menudo para aumentar dureza, tales como el titanio, el cromo, el molibdeno, etcétera.
La fuerza de compresión es alta comparada con la de tensión, a menudo van soldadas en buriles o se utilizan con portaherramientas especiales.
Estas herramientas de corte (insertos) tienen a menudo ángulos negativos. La velocidad de corte de estas herramientas sobrepasa los 100 m/min. La temperatura le proporciona buenas propiedades.
Los líquidos refrigerantes y lubricantes se pueden utilizar para aumentar la vida de la herramienta, pero no se requieren.
Las aleaciones especiales son necesarias para cortar aceros. Herramientas de corte de cerámica
Óxidos de cerámicas sinterizadas o cementados tales como óxidos de aluminio sinterizados a 1800 °F.
Los líquidos refrigerantes no son necesarios.
Estas herramientas mantienen sus propiedades a alta temperatura. Se usan a menudo con portainsertos especiales.
Herramienta de corte de diamante
Es un material muy duro con alta resistencia a las operaciones de la abrasión. Es muy buena herramienta para tornear y barrenar con acabado fino.
Debe tornearse con baja vibración para prolongar la vida de la herramienta.
El polvo de diamante también es usado como polvo para acabar las herramientas del carburo de tungsteno.
Herramientas de corte de óxidos cementados
Se producen usando las técnicas de la metalurgia de polvos. Satisfacen alta velocidad de acabado.
Su velocidad de corte va de 100 a 2500 m/min. Su uso no requiere líquidos refrigerantes.
Tienen alta resistencia al desgaste abrasivo y a la craterización [4], [5], [33], [34], [35], [48].
1.3.ESTADO DEL ARTE DE LOS MATERIALES A TORNEAR
El estudio del estado del arte es una presentación panorámica de la evolución y el estado actual del campo o área de estudio. Los aceros se presentan en las siguientes normas, dependiendo del país de que se trate. Japan (JIS), German (DIN), Russian (GOST), American (AISI, SAE, AISI-SAE, ASTM), English (BS, EN, GB) and French (AFNOR) and the Standing Cuban Standard (NC). El número de la norma indica la composición química, el grado del material, propiedades mecánicas, tratamientos térmicos, durezas, etcétera [4], [14], [26], [27], [33].
1.3.1. Evolución de los materiales que se someten al torneado
La evolución sucede cuando los aceros son sometidos a algún tratamiento térmico, como: Recocido
Normalizado Temple Revenido
El tratamiento térmico que se da a los aceros es en función de la resistencia que se desea tener en la pieza que se somete al proceso de torneado.
1.3.2. Características de los materiales que se tornean
La característica principal que identifica a los materiales que se someten al proceso de torneado es la maquinabilidad,la cual está en función de los elementos químicos y porcentaje que tiene el material que se va a maquinar. Esta propiedad indica la mayor o menor facilidad que presenta el material a su maquinado y a la obtención de un acabado perfecto.
En comparación con los aceros aleados normales, los aceros de herramientas son mucho más difíciles de maquinar.
Para evaluar la maquinabilidad se usan varios criterios, los más importantes son los siguientes: 1. Vida de la herramienta, 2. Fuerza y potencia, 3. Acabado superficial y 4.Fa-cilidad de eliminación de la viruta.
Elementos que forman parte de la maquinabilidad
Temperatura
Causa los siguientes problemas:
La profundidad de corte. El filo desgastado. Fluidos de corte
Los fluidos de corte son usados para: Reducir la fricción y el desgaste. Reducir las fuerzas de corte. Lubricar la zona de corte.
Refrigerar la herramienta y la pieza. Limpiar la zona de virutas.
Proteger las nuevas superficies maquinadas. Tipos de fluidos de corte:
Aceites para corte. Fluidos químicos.
Refrigerante
Para cumplir con sus funciones debe tener las siguientes cualidades:
Buena capacidad de enfriamiento. Buenas cualidades lubricantes. Resistencia a la herrumbre. Estabilidad-larga duración. No ser tóxico.
Transparencia. No inflamable.
Baja viscosidad, para permitir que se sedimenten con rapidez las virutas.
Tabla 2. Aplicación de refrigerantes
Material para tornearse Refrigerante
Hierro fundido En seco
Aire comprimido Aceite soluble
Acero Aceite soluble
Aceite sulfurado Aceite mineral
Aluminio Aceite soluble
Keroseno Agua de sosa Hierro forjado Aceite soluble
Manteca Hierro maleable En seco
Aceite soluble
Latón En seco
Aceite de parafina Manteca
Los refrigerantes realizan tres funciones importantes: Reducen la temperatura en la acción de corte.
Aminoran la fricción de las virutas que se deslizan por la cara de la herramienta. Disminuyen el desgaste de la herramienta y aumentan su duración.
1.3.3. Formación de viruta
Las operaciones de maquinado realizadas en tornos producen virutas de tres tipos básicos: discontinuas, continuas y continuas con borde acumulado.
Las virutas discontinuas o segmentadas se originan cuando se cortan metales frágiles, como el hierro colado o fundido y bronce duro, e incluso cuando se cortan metales dúctiles en deficientes condiciones de corte. La vibración de la máquina o de la herramienta hace que se produzcan virutas discontinuas cuando se cortan metales dúctiles.
1.4. ESTADO DEL ARTE EN TORNOS CON CNC
Un torno con CNC es un equipo de trabajo que permite manufacturar piezas de distintos materiales y en repetidas ocasiones a través de corte [1], [2], [4], [5].
Los trabajos que se pueden realizar en los tornos son:
Tallado de roscas. Realización de barrenos. Realización de escariado. Moleteado de superficies. Corte o tronzado.
Careado.
Tabla 3. Descripción de los tornos
Característica Descripción
Potencia Representada por la capacidad del motor en HP
Distancia entre puntos Es la longitud que existe entre el husillo principal y la máxima distancia al cabezal móvil.
Peso neto Peso de toda la máquina.
Volteo sobre la bancada Es el máximo diámetro que una pieza puede tener. Se considera como el doble de la distancia que existe entre el centro del husillo principal y la bancada (radio máximo de trabajo de una pieza). Volteo sobre el escote Distancia del centro del husillo a la parte baja de la bancada, no
siempre se especifica porque depende de si la bancada se puede desarmar.
Volteo sobre el carro Distancia del centro del husillo al carro portaherramientas. Paso de la barra Diámetro máximo de una barra de trabajo que puede pasar por el
husillo principal.
Tabla 4. Clasificación de los tornos
Clasificación Nombre Características
Por su movimiento principal
Vertical El eje z del torno es vertical, por lo regular se utilizan para el trabajo en piezas de gran peso.
Horizontal Son los tornos más conocidos y utilizados, el eje z del torno es horizontal y puede haber de varios tamaños.
Tornos de taller Torno de banco Torno pequeño que se monta sobre un banco o una mesa de trabajo robusta; se usa para piezas ligeras y pequeñas. Torno rápido Se utiliza para operaciones de corte ligero y de acabado, se
monta sobre una mesa y es fácil de operar y mover. Torno para cuatro
herramientas o de taller mecánico
Está equipado con una serie de accesorios que permiten realizar una serie de operaciones de precisión. En su torre portaherramientas se pueden colocar cuatro herramientas. Torno de escote o
bancada partida
Tiene una sección en su bancada que se puede desmontar bajo el plato, con esto se pueden trabajar piezas de mayor diámetro.
La figura 9 muestra un torno universal utilizado desde principios del siglo XX.
Fig. 9. Torno universal.
Fig. 10. Torno con CNC, serie CK7520.
1.4.1. U
n torno con CNC es una máquina altamente automatizada capaz de realizar múltiples rvención humana. Las operaciones típicas son quellas que usan herramientas de corte con movimiento rotatorio. Las siguientes
e corte.
Descripción de un centro de torneado con CNC
Un cen s operaciones de torneado y
secuenciado automático del cambio de herramientas, todas bajo control computarizado. Además los centros de torneado sofisticado pueden realizar la verificación de las dimensiones de la pieza maquinada. Otras funciones que pueden realizar los tornos con CNC son:
Control de la vida de las herramientas (sensores que indican cuando las herra-mientas ya están desgastadas).
so de los tornos con CNC
U
operaciones de maquinado con la mínima inte a
características hacen a los tornos con CNC una máquina productiva y diferente a los tornos
convencionales:
Cambio automático de la herramienta.
La capacidad de mezanine de herramientas fluctúa entre 12-80 herramientas d
En la siguiente tabla se presentan algunos de los resultados de la producción celular integrada con máquinas herramienta con CNC[1], [2], [3], [4], [5].
Tabla 5. Beneficios de la implementación de producción celular
Reducción en tiempo perdido 30-60%
Incremento de la calidad del producto 2-5 veces el nivel anterior Aprovechamiento de los recursos humanos 3-35 veces
Incremento de la productividad de las operaciones de producción 40-70% Incremento de la productividad de las máquinas 2-3 veces Reducción de trabajo en el proceso 30-60% Reducción de los costos de personal 5-20%
1.4.2. Productividad
Introducción
En esta investigación el concepto de productividad tiene que ver con calidad, producción, costos bajos, tiempos estándares, eficiencia, innovación, métodos modernos de trabajo y tecnología, entre otros elementos que hacen que la productividad sea un tema considerado por una empresa que desea mantenerse en el terreno productivo.
La calidad participa en la empresa cuando crea conciencia de calidad y productividad en todos y cada uno de los miembros de una organización, a través del trabajo en equipo y el intercambio de experiencias y conocimientos, así como el apoyo recíproco.
Todo ello, para el estudio y resolución de problemas que afecten el adecuado desempeño y la calidad de un área de trabajo, proponiendo ideas y alternativas con un enfoque de mejora continua.
Las características de calidad pueden ser de tres tipos: 1. Del tipo “el nominal es el mejor”; 2. Del tipo “entre más bajo mejor” y 3. Del tipo “entre más alto mejor”.
Philip B. Crosby sostiene que un producto es de alta calidad si se produce de acuerdo con los planos y dentro de las tolerancias permitidas. Es precisamente este enfoque el que se ha aplicado tradicionalmente en el control de la calidad que se obtiene mediante el control estadístico del proceso.
El control estadístico del proceso consiste en las actividades que se realizan para asegurar la calidad de un producto mientras se está fabricando. Los objetivos típicos de los planes de control estadístico de procesos son:
1. Proveer información temprana sobre si el artículo que se está produciendo cumple o no con las especificaciones del diseño.
2. Detectar los cambios en el proceso que den señales de que los futuros productos no cumplirán las especificaciones.
El primer objetivo se logra mediante el uso de las gráficas de control (para las medias
X y los rangos R) como las que se muestran en la figura 11. Al graficar los promedios y los rangos de las características de calidad del producto cuya calidad deseamos controlar, estamos obteniendo una información temprana sobre si dicho producto está o no cumpliendo con las especificaciones acordadas entre el diseñador y el productor.
El segundo objetivo se logra mediante el análisis de las gráficas de control previamente establecidas. Por ejemplo, aun cuando un solo punto se salga de los límites de control de la gráfica esto constituye una señal determinante para indicarnos que en el futuro nuestro proceso se saldrá de control y, por tanto, debemos tomar las medidas necesarias para corregirlo.
LCL = 12.161 UCL = 13.719
X
14
13
12
X = 12.940
UCL = 2.86
3 2 0 R X X X X X X X X X X X X X X X X X X X X X X X X X 2 1 K
R X = 1.35
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25
1. Un solo punto fuera de los límites de control.
2. Una corrida de ocho o más puntos en una hilera arriba (o abajo) de la línea central.
3. Seis puntos consecutivos en tendencia creciente (o decreciente).
4. Dos de tres puntos consecutivos cercanos (tercio exterior) a un límite de control.
Fig. 12. Cambios en el proceso que señalan que en el futuro los productos no cumplirán con las especificaciones.
La productividad en las máquinas y equipos está dada como parte de sus características técnicas. En relación con los recursos humanos o trabajadores se deben considerar otros factores que influyen en la productividad.
Otros aspectos importantes en la productividad son: la relación de la cantidad producida por recursos utilizados, la calidad de los bienes y servicios que se producen en la unidad de tiempo considerada. Otra forma de definir productividad sería:
Productividad = productos/ mano de obra, materia prima, maquinaria, energía capital = salida/ entradas
Medición de la productividad
La productividad se define como la relación entre insumos y productos, en tanto que la eficiencia representa el costo por unidad de producto, es decir, el número de piezas pro-ducidas por hora/técnico, considerando también lo inherente en ese evento.
Existen diversas formas de medir la productividad de forma cuantitativa, ya que no se considera el aspecto cualitativo de la producción.
El estándar de productividad es la productividad base que sirve de referencia. Lo más importante es definir la tendencia en las empresas por medio del uso de índices de productividad a través del tiempo y realizar las correcciones necesarias con el fin de aumentar la eficiencia y que sean más rentables.
Los elementos indispensables para aumentar la productividad de una empresa son el capital humano y la inversión en la capacitación de los recursos humanos.
Factores internos que afectan la productividad: Infraestructura.
Materiales. Energía.
Políticas tributarias locales aceptables. Disponibilidad de capital.
CAPÍTULO 2. PROPUESTA DEL MODELO MATEMÁTICO
Introducción
El propósito de este capítulo es la propuesta del modelo matemático aplicable en los procesos de manufactura con tornos de CNC.
Para el desarrollo del modelo matemático se utilizó la información de campo y la información teórica actualizada específica para la determinación de la velocidad de corte, en función de la potencia disponible en el torno y de los parámetros de corte capturados en campo (ver tablas), relacionada con la velocidad de corte y aplicando la teoría del corte de metales [1], [2], [3], [4], [32], [33]. Y con base en las pruebas de campo, se descubrieron las carencias del modelo matemático existente, ya que éste no contempla la variable profundidad de corte, la constante que relaciona al material que se tornea (CV) y la constante (Kv) que relaciona el proceso de torneado que se efectúa (careado, desbaste, etc.), además se consideraron los nuevos valores de las variables que ya estaban consideradas en el modelo matemático
existente (el avance y el tiempo), las cuales dieron como resultado el desarrollo de un modelo matemático para usarse en tornos con CNC.
La calidad del producto en ambos casos se consideró satisfactoria, ya que las dimensiones finales de la pieza estaban dentro de las especificaciones del producto solicitadas.
Otros aspectos que se observaron, pero que no fueron considerados para el desarrollo del nuevo modelo matemático, fueron: los métodos de trabajo, la distribución de planta, ambiente laboral y salarios.
Objetivos
El objetivo general de este capítulo es el de proponer un modelo matemático que incremente la productividad en el torneado con CNC. En tanto, los objetivos específicos son:
Conocer y evaluar los modelos existentes en las empresas donde se realizó la investigación de campo.
Determinar las diferencias o requerimientos en el torneado con CNC.
Identificar y justificar las variables que se requieren en el nuevo modelo matemático
2.1. TRABAJO EXPERIMENTAL
Hipótesis 1: El modelo matemático que se utiliza para determinar los valores de los parámetros que se usan en el CNC de los tornos, no corresponden a los avances tecnológicos (nuevos materiales, nuevos equipos, no considera algunas variables importantes para el torneado con CNC).
Hipótesis 2: El modelo matemático actual que se utiliza para determinar los valores de los parámetros que se usan en la programación del control numérico computarizado, no considera las características de las máquinas herramienta ni de las herramientas de corte modernas.
Hipótesis 3: El modelo matemático propuesto es funcional (validación práctica).
Propuesta de solución:
Diagnóstico actual de campo del uso de tornos con CNC. Diagnostico actual de herramientas de corte (insertos). Diagnóstico actual de procesos de torneado.
Diagnóstico actual de modelos matemáticos utilizados en el torneado con CNC.
Criterios de solución:
Selección de empresas manufactureras de diversos sectores productivos. Realización de pruebas de capacidad tecnológica de las máquinas herramienta. Realización de pruebas de herramientas de corte.
Las pruebas se realizaron en:
Bombardier Transportation, S. A.
Ejes tractivos, S. A. de C. V.
Mexicana de suministros agropecuarios, S. A. de C. V. Mecánica Falk, S. A. de C. V.
2.2. CAPTURA DE LA INFORMACIÓN DE CAMPO DEL PROCESO DE TORNEADO ACTUAL
El diseño del formato se originó después de haber realizado la captura de los primeros datos y una vez que ya se conocía a los operarios de los turnos que laboraban en las empresas, además de usar la información consultada, la capacidad de 10 muestras por tabla fue por comodidad de las herramientas utilizadas en campo, por su legibilidad, pero se puede utilizar mayor o menor número de pruebas por tabla o por hoja, siempre y cuando se mantenga el formato establecido.
Tabla 6. Formato para la captura de los parámetros de corte
Investigación de campo realizada en la empresa:
Pieza torneada:
Material:
Cantidad:
Número de muestras:
Captura de datos 1 2 3 4 5 6 7 8 9 10
rpm
Vel. de corte
(m/min.)
Avance (mm/min)
Prof. de corte (mm)
Long. de torneado
(mm)
Máquina
Herramienta de
corte
Tiempo de torneado
(min)
Tiempo de cambio
de hta.
Tiempo de medición
(min)
Diámetro inicial
(mm)
Diámetro final
(mm)
Duración del inserto (núm. de piezas o
min)
Modelo matemático
utilizado
Tabla 7. Captura de información de la empresa: Bombardier Transportation
Máquina herramienta Torno convencional para maquinado de perfil de ruedas de ferrocarril
Marca: Modelo: Número de serie: Potencia: Rango de rpm:
Herramienta de corte Inserto Marca: Modelo: Catálogo
Vida del filo de la herramienta:
Número de piezas producidas por filo de la herramienta de corte:
Herramientas matemáticas utilizadas para la programación del maquinado de las piezas.
Aplicación de la teoría del maquinado para torneado convencional
Material a procesar Ruedas de acero Clase B Acero: Carbón: Manganeso: Fósforo: Sulfuro: Silicón: HBN:
Área del material a tornear Diámetro mayor:
Diámetro del área de rodadura: Ancho del área de rodadura:
Parámetros de corte del material rpm: Prof. de corte: Avance:
Tiempo de tomar medidas: Tiempo de cambio de herramienta: Tiempo de maquinado de la pieza:
Tabla 7. Captura de información actual, empresa: Bombardier Transportation
Máquina herramienta Torno convencional para maquinado de perfil de ruedas de ferrocarril Marca: W.M. SELLERS & Co. Inc. Philadelphia, Pa.
Modelo: N/A Número de serie: N/A Potencia: 30 HP Rango de rpm: 15
Herramienta de corte Inserto
Marca: Kennametal Modelo: KRR-658671 Catálogo 7501
Vida del filo de la herramienta: 60 min Número de piezas producidas por filo de la
herramienta de corte: 2 (dos perfiles de ruedas de ferrocarril) Herramientas matemáticas
utilizadas para la programación del maquinado de las piezas.
Aplicación de la teoría del maquinado para torneado convencional
Material a procesar Ruedas de acero Clase B Acero: AISI 1045 Carbón: 0.57-0.67% Manganeso: 0.60-0.85% Fósforo: menor de 0.05% Sulfuro: menor de 0.05% Silicón: mayor a 0.15% HBN: 277-341
Área del material a tornear Diámetro mayor: 675 mm (de la guía o ceja): Diámetro del área de rodadura: 635 mm Ancho del área de rodadura: 60 mm Parámetros de corte del material rpm: 15
Prof. de corte: 1.0-2.43 mm Avance: 4.35-7.10 mm
Tiempo de tomar medidas: 2:10-2:47 min. Tiempo de cambio de herramienta: 2:45-4:25 min.
Tiempo de maquinado de la pieza: 0.45-1.05 (una pasada a toda la área de rodado)
A continuación la figura 13 muestra un torno que se utiliza para tornear el perfil de las ruedas de ferrocarril de la empresa: Bombardier Transportation.
Fig. 13. Torno utilizado en el torneado del perfil de ruedas para ferrocarril
Bombardier Transportation
La siguiente figura muestra la superficie donde se realiza el torneado a las ruedas de ferrocarril.
6
3
5
m
m
A rea d e m aq u in ad o
La siguiente figura muestra las herramientas de corte (insertos) utilizadas en el maquinado de ruedas de ferrocarril.
Fig. 15. Dimensiones de la rueda de ferrocarril.
ilizadas en el torneado rril.
Fig. 16. Herramientas de corte ut
Tabla 9. Captura de los valores de las variables utilizadas en el proceso de torneado de perfiles de ruedas de ferrocarril
Investigación de campo realizada en la empresa: Bombardier Transportation Pieza torneada: ruedas de ferrocarril
Material: ruedas de acero Cantidad: 120 piezas
Número de muestras:
Captura de datos 1 2 3 4 5 6 7 8 9 10
rpm 15.00 15.00 15.00 15.00 15.00 15.00 15.00 15 15 15
Vel. de corte (m/min)
Avance (mm/min) 7.1 6.3 5.4 5.8 4.35 5.7 4.7 5.8 5.4 5.2
Prof. de corte (mm) 1.83 2.1 2.43 2.4 2.16 2.28 2.15 2.23 2 1.98
Long. de torneado (mm) 60 60 60 60 60 60 60 60 60 60
Máquina Torno Univ. Torno Univ. Torno Univ. Torno Univ. Torno Univ. Torno Univ. Torno Univ. Torno Univ. Torno Univ. Torno Univ.
Herramienta de corte KRR 658671 Kennametal Cte. Cte. Cte. Cte. Cte. Cte. Cte. Cte. Cte.
Tiempo de torneado (min) 02:00 02:30 02:40 02:30 02:20 03:00 02:30 03:00 02:30 02:45
Tiempo de cambio de hta. 02:45 03:00 03:15 03:05 03:05 03:20 03:05 03:15 03:00 03:10
Tiempo de medición (min) 02:30 02:10 02:20 02:30 02:47 02:10 02:35 02:05 02:20 02:25
Diámetro inicial (mm) 680, 640 680, 640 680, 640 680, 640 680, 640 680, 640 680, 640 680, 640 680, 640 680, 640
Diámetro final (mm) 675,635 675,635 675,635 675,635 675,635 675,635 675,635 675,635 675,635 675,635
Duración del inserto (núm.
2.3. ANÁLISIS DE LA INFORMACIÓN CAPTURADA RELACIONADA CON EL TORNEADO DE RUEDAS DE FERROCARRIL
En la tabla se observan las condiciones de maquinado en que está trabajando esta empresa, los valores de las variables más significativas se muestran a continuación:
Valor promedio de la velocidad de corte = 32 m/min
Valor promedio del avance = 5.575 mm / rpm (0.220 pulg/ rpm) Valor promedio de la profundidad de corte = 2.156 mm (0.085”) Valor promedio del tiempo de torneado = 2.34 min
Valor promedio del tiempo utilizado en el cambio de herramienta de corte = 3.06 min Valor promedio del tiempo utilizado en tomar medidas en el torneado = 2.23 min Valor de la potencia disponible 21.0 HP
Las revoluciones por minuto del torno son de 15 rpm El diámetro de las ruedas es de 635.00 mm
La longitud de maquinado es de 60.00 mm Productividad = 7.83 piezas / hora
Aplicación de la teoría del maquinado en el maquinado del perfil de las ruedas para ferrocarril
[13], [14], [15], [16], [31].
Cálculo de la velocidad de torneado
1000 dn v= π
Para:
Para:
d = 640 mm n = 15 rpm V = 30.16 m/ min Para:
d = 640 mm n = 25 rpm V = 50.26 m/ min
El consumo de la potencia de corte, para acero AISI 1045, es:
102 * 60 *v Pz =
Nc (kw)
Donde:
V = velocidad de corte (m/ min)
Substituyendo:
Pz = fuerza de corte (kg)
96 . 2 102 * 6 c 0 32 * 95 . 565 = =
N (kw)
2 . 5 102 * 60 53 * 95 . 565 = = c
N (kw)
2.3.2. Teoría del maq
V = velocidad de corte (m/min)
uinado
n = V / πD0 n = rpm
El avance del torneado se expresa generalmente en mm/rev. Éste se puede convertir a velocidad de avance lineal en m/min mediante la fórmula:
fr = n* f
fr = velocidad de avance mm/min
f = avance mm/rev
El tiempo para efectuar una pasada de torneado de un extremo al otro de la pieza está dado por:
Tm = L / fr
Donde
Tm = tiempo de maquinado real en min.
L = longitud de la parte cilíndrica que se tornea en mm.
Fig. 17. Operación de torneado.
2.4. DETERMINACIÓN DE LAS DEFICIENCIAS DEL TORNEADO
EN LA EMPRESA BOMBARDIER TRANSPORTATION
Aplicando la teoría del maquinado, se observó que la potencia que tiene el torno soporta un incremento de 300% de las revoluciones por minuto que actualmente se utilizan en el husillo del torno, por lo que se le propuso a las autoridades de la empresa que se incrementaran las revoluciones.
Los valores del avance y la profundidad de corte que se utilizan en esta empresa, de acuerdo la literatura actualizada, se considera que pueden ser incrementados estos parámetros.
Las herramientas de corte (Insertos) utilizados en esta empresa, a la fecha de realización de la investigación de campo, se considera que tienen dos generaciones de retraso.
Se comprobará el funcionamiento del torno con la velocidad incrementada, para ver si existen problemas relacionados con las vibraciones o rigidez, de igual forma, cuando se cambien las herramientas de corte y se incrementen los parámetros de corte, para ver si existen problemas relacionados con las vibraciones o rigidez [5], [34], [41], [50].
Parámetros de torneado de ruedas de ferrocarril de bibliografía[50]
Velocidad de 55.0 a 160 m/ min. Avance de 6.0 mm a 12.0 mm/ rpm Profundidad de corte de 2.0 a 4.0 mm.
Tabla 10. Captura de valores de las variables utilizadas en el proceso de torneado de perfiles de ruedas de ferrocarril, con 25 revoluciones por minuto
Investigación de campo realizada en la empresa: Bombardier Transportation Pieza torneada: Ruedas de ferrocarril
Material: Ruedas de acero Clase B (Acero AISI 1045)*
Cantidad: 120
Número de muestras:
Captura de datos 1 2 3 4 5 6 7 8 9 10
rpm 25 25 25 25 25 25 25 25 25 25
Vel. de corte (m/min)
Avance (mm/min) 6.5 6.2 5.2 4.8 4.5 5.4 4.6 4.8 5.7 6.1
Prof. de corte (mm) 1.78 2.03 2.03 2.5 2.03 2.28 2.08 1.78 1.73 2.1
Long. de torneado (mm) 60 60 60 60 60 60 60 60 60 60
Máquina Torno U. Torno U. Torno U. Torno U. Torno U. Torno U. Torno U. Torno U. Torno U. Torno U.
Herramienta de corte 658671 KRR Cte. Cte. Cte. Cte. Cte. Cte. Cte. Cte. Cte.
Tiempo de torneado (min) 1.5 1.55 1.45 1.5 1.4 1.5 1.5 1.45 1.35 1.4
Tiempo de cambio de hta. 2.05 0 01:50 02:05 0 02:30 02:30 02:24 0 02:32
Tiempo de medición (min) 2..15 02:12 01:55 02:00 02:15 02:22 02:20 02:12 02:20 02:25
Diámetro inicial (mm) 680, 640 680, 640 680, 640 680, 640 680, 640 680, 640 680, 640 680, 640 680, 640 680, 640
Diámetro final (mm) 675,635 675,635 675,635 675,635 675,635 675,635 675,635 675,635 675,635 675,635
Duración del inserto (núm. de
Tabla 11. Captura de valores de las variables utilizadas en el proceso de torneado de perfiles de ruedas de ferrocarril, con 25 rpm
Investigación de campo realizada en la empresa: Bombardier Transportation
Pieza torneada: Ruedas de ferrocarril
Material: Ruedas de acero Clase B (Acero AISI 1045)* Cantidad: 120
Número de muestras:
Captura de datos 1 2 3 4 5 6 7 8 9 10
rpm 25 25 25 25 25 25 25 25 25 25
Vel. de corte (m/min)
Avance (mm/min) 5.9 4.7 5.2 5.1 5.2 5.7 6.05 5.9 4.9 5.5
Prof. de corte (mm) 1.28 2.05 1.5 2.03 1.73 2.1 2.23 1.73 2.23 2
Long. de torneado (mm) 60 60 60 60 60 60 60 60 60 60
Máquina Torno U. Torno U. Torno U. Torno U. Torno U. Torno U. Torno U. Torno U. Torno U.
Herramienta de corte KRR 658671 Cte. Cte. Cte. Cte. Cte. Cte. Cte. Cte. Cte.
Tiempo de torneado (min) 01:50 01:35 01:40 01:50 01:50 01:30 01:35 01:50 01:55 1.45
Tiempo de cambio de hta. 3.1 0 02:55 0 02:40 02:35 02:50 02:28 02:40 2.4
Tiempo de medición (min) 02:10 03:05 02:25 02:18 02:25 02:15 02:35 02:38 02:15 02:20
Diámetro inicial (mm) 680, 640 680, 640 680, 640 680, 640 680, 640 680, 640 680, 640 680, 640 680, 640 680, 640
Diámetro final (mm) 675,635 675,635 675,635 675,635 675,635 675,635 675,635 675,635 675,635 675,635
Duración del inserto (núm.
Tabla 12. Captura de valores de las variables utilizadas en el proceso de torneado de perfiles de ruedas de ferrocarril, con 25 rpm
Investigación de campo realizada en la empresa: Bombardier Transportation
Pieza torneada: Ruedas de ferrocarril
Material: Ruedas de acero Clase B (Acero AISI 1045)* Cantidad: 120
Número de muestras:
Captura de datos 1 2 3 4 5 6 7 8 9 10
rpm 25.00 25.00 25.00 25.00 25.00
Vel. de corte (m/min)
Avance (mm/min) 5.2 6.1 5.9 5.2 5.1
Prof. de corte (mm) 1.9 2.1 1.72 1.65 1.8
Long. de torneado (mm) 60 60 60 60 60 Máquina Torno U. Torno U. Torno U. Torno U. Torno U. Herramienta de corte KRR 658671
Tiempo de torneado (min) 2.00 1.35 1.40 1.55 1.50
Tiempo de cambio de hta. 2.25 2.37 0.00 2.40 0.00
Tiempo de medición (min) 2.25 2.25 2.10 2.25 2.28
Diámetro inicial (mm) 680, 640 680, 640 680, 640 680, 640 680, 640
Diámetro final (mm) 675,635 675,635 675,635 675,635 675,635
Duración del inserto (núm.
2.4.1. Análisis de las tablas 10, 11 y 12
Los valores de estas tablas indican que se aceptó el incremento de las revoluciones por minuto en el proceso de torneado del perfil de ruedas de ferrocarril, la potencia del torno soportó el cambio sin presentar algún problema.
Aplicación de la teoría del maquinado para determinar la velocidad de corte del torno
1000 dn v= π
Para:
V = 53 m/ min
V = 50.26 m/ min
ontinuación:
m (0.085”)
in mar medidas en el torneado = 2.15 min
e: 15 rpm
00 mm D = 680 mm
n = 25 rpm
Para:
D = 640 mm n = 25 rpm
Los valores de las variables más importantes, se muestran a c Valor promedio de la velocidad de corte = 53 m/min
Valor promedio del avance = 5.575 mm/ rpm (0.220”/ rpm) Valor promedio de la profundidad de corte = 2.156 m Valor promedio del tiempo de torneado = 1.91 min
Valor promedio del tiempo utilizado en el cambio de herramienta de corte = 1.7 m Valor promedio del tiempo utilizado en to
Los valores de las tablas 10, 11 y 12 se consideran satisfactorios para la empresa debido al un incremento obtenido de 46% en la productividad. El comportamiento de la máquina herramienta y la herramienta fue aceptable.
Conclusiones
Las revoluciones en el husillo del torno tuvieron un incremento de 60%, el cual se considera satisfactorio, ya que al utilizar este porcentaje en tiempo productivo se incrementa la productividad de forma substancial.
La productividad tuvo un incremento real de 46%, ya que de 7.83 aumentó a 11.43 piezas/ hora.
El avance y la profundidad de corte se mantuvieron constantes. De la bibliografía consultada se observa que estos valores se pueden incrementar de forma significativa. El consumo de potencia en el torno es de 40% de su capacidad, es decir, se pueden incrementar más los parámetros de corte en el proceso de torneado del perfil de las ruedas de ferrocarril.
Los tornos convencionales que posee esta empresa tienen una vida de uso de más de 30 años, éstos se pueden optimizar al realizar algunos cambios y con el uso de herramientas de corte modernas, se pueden utilizar parámetros de corte mayores.
Las herramientas de corte que se utilizaron en la investigación de campo tienen un retraso de más de 10 años.
La viruta que se forma es continua, de color cobrizo, lo que indica que el calor producido por la fricción del corte se va en el material desprendido, lo cual es bueno para el tiempo de vida útil del filo de la herramienta de corte.
Las vibraciones ocasionadas por el corte de material son aceptables, ya que no causan problema en la calidad del producto, porque sale con las dimensiones dentro del rango especificado.
2.5. CAPTURA DE DATOS RELACIONADOS CON EL MAQUINADO DE TUBOS GUARDAFLECHAS, EN LA EMPRESA EJES TRACTIVOS S. A. DE C. V.
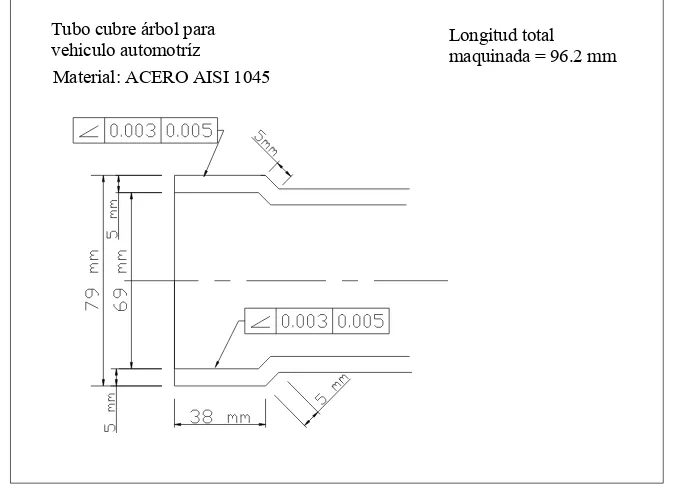
La pieza que se procesa en la empresa Ejes tractivos S. A. de C. V. es el tubo guardaflecha, el cual se ensambla por un lado con el diferencial y por el otro, en su parte exterior, lleva soldado el soporte para la colocación del sistema de frenado, mientras que por la parte interna lleva un retén para evitar la fuga de aceite del diferencial (hacia afuera) del sistema de frenado
(fig. 17).
Tubo cubre árbol para vehiculo automotríz
Material: ACERO AISI 1045
[image:58.612.150.488.220.464.2]Longitud total maquinada = 96.2 mm
Fig. 17. Tubo guardaflechas para vehículo automotriz.
Tabla 13. Datos de elementos o variables que intervienen en el proceso de torneado con CNC a tubos guardaflechas para usarse en vehículos automotrices, en la empresa Ejes tractivos S. A de C. V.
Máquina herramienta Torno con CNC
Marca: SENEKA FALLS
Serie: 25EW13 Potencia: 15 HP
Rango de rpm: 300 a 3000
Herramienta de corte Inserto
Marca: Kennametal
Número de serie: SNMG120412-MA-VE6005 Tiempo de vida del filo de la herramienta: 60 min Número de piezas producidas por filo de la
Herramienta de corte: 16-30 piezas.
Herramientas matemáticas utilizadas para la programación del maquinado de las piezas
Aplicación de la teoría del maquinado para torneado convencional.
Observaciones:
Material a procesar Acero AISI 1018
Geometría del material a procesar Diámetro inicial exterior: 81 mm Diámetro exterior final: 79.3 mm. Diámetro interior inicial: 69.0 mm Diámetro interior final: 63.0 mm
Parámetros de corte del material Vel. de corte: Variable
Prof. de corte: (variable ver tablas de los valores de los parámetros de corte).
Aplicación de refrigerante Sí ( x ), No ( )
Otras actividades en la pieza procesada Tiempo de colocación de brida: (ver datos en las tablas correspondientes)
Tipo de producción El tipo de producción es en serie /JOB SHOP (tipo taller)
Instalaciones Buena ( ), Regular ( x ), Mala ( )
Observaciones:
Ambiente laboral Bueno ( ), Regular ( x ), Malo ( ) Observaciones:
Recursos humanos Especializado ( x )
Tabla 14. Captura de valores de los parámetros del torneado con CNC del tubo guardaflecha, procesado en la empresa Ejes tractivos S. A. de C. V.
Investigación de campo realizada en la empresa: Ejes tractivos S. A. de C.V.
Pieza torneada: Tubo guardaflecha Material: Acero AISI 1018
Cantidad: 150
Número de muestras:
Captura de datos 1 2 3 4 5 6 7 8 9 10
rpm 1065 890 1100 98 920 1030 840 975 1220 1035
Vel. de corte (m/min)
Avance (mm/min) 0.76 0.76 0.76 0.76 0.76 0.76 0.76 0.76 0.76 0.76
Prof. de corte (mm) Variable
Long. de torneado (mm) 96.2 96.2 96.2 96.2 96.2 96.2 96.2 96.2 96.2 96.2
Máquina Torno con CNC
Herramienta de corte SNMG120412-MA-VE6005
Tiempo de torneado (seg) 42 50 52 70 54 52 58 48 52 50
Tiempo de cambio de hta.
Tiempo de medición (min)
Diámetro inicial (mm) Ext. 81, Int.
75 Cte. Cte. Cte. Cte. Cte. Cte. Cte. Cte. Cte.
Diámetro final (mm) Ext.: 79.3,
Int. 69 Cte. Cte. Cte. Cte. Cte. Cte. Cte. Cte. Cte. Duración del inserto (núm. de piezas o min)
2.5.1. Análisis de la tabla 14
La tabla muestra los siguientes valores de la investigación de campo de las variables consideradas en el proceso de torneado de tubos guardaflecha:
Las revoluciones en el husillo tienen un valor promedio de 1005 rpm. El avance tiene un valor constante de 0.76 mm/rpm.
La profundidad de corte se considera constante y su valor varía en función del sobre material que hay que remover, y ésta puede ser hasta de 0.76 mm.
El tiempo de torneado tiene un valor promedio de 52.8 segundos. La productividad es de 68 piezas/ hora.
El diámetro y la longitud de la pieza a tornear, se consideran constantes. La herramienta de corte y sus características se consideran como constante. La aplicación de refrigerante se considera como constante.
Los espacios en blanco se deben a que no ocurrió ningún evento durante la captura de datos.
Conclusión
Los datos de la tabla 14 capturados en campo muestran una media de 1005 rpm.
La desviación estándar tiene un valor de 165 rpm, lo que equivale a 16.5% de variación, lo que nos indica que el material que no es homogéneo.
El tiempo del proceso de torneado tiene un valor medio de 52.8 segundos, su desviación es de 10.6 segundos, equivalente a 20% de la variación de sus valores, lo que confirma la variabilidad de las características del material que se tornea.
El valor de las variables (profundidad de corte, diámetro y longitud) no se comenta debido a que no muestran los cambios que van teniendo en el curso del proceso de torneado en la pantalla del torno con CNC.
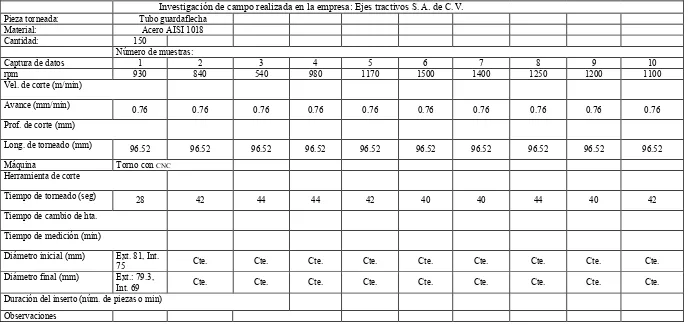
Tabla 15. Captura de valores de los parámetros del torneado con CNC del tubo guardaflecha, en la empresa Ejes tractivos S. A. de C. V.
Investigación de campo realizada en la empresa: Ejes tractivos S. A. de C. V.
Pieza torneada: Tubo guardaflecha Material: Acero AISI 1018 Cantidad: 150
Número de muestras:
Captura de datos 1 2 3 4 5 6 7 8 9 10
rpm 930 840 540 980 1170 1500 1400 1250 1200 1100
Vel. de corte (m/min)
Avance (mm/min) 0.76 0.76 0.76 0.76 0.76 0.76 0.76 0.76 0.76 0.76
Prof. de corte (mm)
Long. de torneado (mm) 96.52 96.52 96.52 96.52 96.52 96.52 96.52 96.52 96.52 96.52
Máquina Torno con CNC
Herramienta de corte
Tiempo de torneado (seg) 28 42 44 44 42 40 40 44 40 42
Tiempo de cambio de hta.
Tiempo de medición (min)
Diámetro inicial (mm) Ext. 81, Int.
75 Cte. Cte. Cte. Cte. Cte. Cte. Cte. Cte. Cte. Diámetro final (mm) Ext.: 79.3,
Int. 69 Cte. Cte. Cte. Cte. Cte. Cte. Cte. Cte. Cte. Duración del inserto (núm. de piezas o min)
2.5.2. Análisis de la tabla 15
Ésta, igual que la tabla anterior, muestra los valores de campo de las variables consideradas en el proceso de torneado de tubos guardaflecha. Los valores de las variables son:
Las revoluciones en el husillo tienen un valor promedio de 1152 rpm. El avance tiene un valor constante de 0.76 mm/ rpm.
La profundidad de corte se considera constante y su valor varía en función del sobre material hasta de 0.76 mm.
El tiempo de torneado tiene un valor promedio de 42 segundos. La productividad es de 90 piezas por hora.
El diámetro y la longitud de la pieza a tornear se consideran constantes. La herramienta de corte y sus características se consideran como constante. La aplicación de refrigerante se considera como constante.
Conclusión
Los datos de la tabla 15 muestran una media de 1152 rpm.
La desviación de las revoluciones por minuto es de 312 rpm, lo cual demuestra una inestabilidad del material que se tornea.
El tiempo del proceso de torneado para una pieza terminada, tiene un valor medio de 40 segundos. Su desviación es de 12 seg, equivalente a 30% de la variación de sus valores, lo que representa un incremento en la productividad.
Tabla 16. Captura de valores de los parámetros del torneado con CNC del tubo guardaflecha, procesado en la empresa Ejes tractivos, S. A. de C. V.
Investigación de campo realizada en la empresa: Ejes tractivosS. A.deC.V.
Pieza torneada: Tubo guardaflecha Material: Acero AISI 1018
Cantidad: 150
Número de muestras:
Captura de datos 1 2 3 4 5 6 7 8 9 10
rpm 920 1060 940 890 1120 1030 940 830 990 820
Vel. de corte (m/min)
Avance (mm/min) 0.76 0.76 0.76 0.76 0.76 0.76 0.76 0.76 0.76 0.76
Prof. de corte (mm)
Long. de torneado (mm) 96.52 96.52 96.52 96.52 96.52 96.52 96.52 96.52 96.52 96.52
Máquina Cte.
Herramienta de corte Cte.
Tiempo de torneado (seg) 54 50 52 48 46 44 50 48 52 48
Tiempo de cambio de hta.
Tiempo de medición (min)
Diámetro inicial (mm) Ext. 81, Int.
75 Cte. Cte. Cte. Cte. Cte. Cte. Cte. Cte. Cte.
Diámetro final (mm) Ext.: 79.3,
Int. 69 Cte. Cte. Cte. Cte. Cte. Cte. Cte. Cte. Cte. Duración del inserto (núm. de piezas o min)
2.5.3. Análisis de la tabla 16
La tabla 16, muestra la misma variación que las ocurridas en las anteriores. Las revoluciones en el husillo tienen un valor promedio de 954 rpm. El avance tiene un valor constante de 0.76 mm/ rpm.
La profundidad de corte tiene, se considera constante y su valor varía en función del sobre material hasta de 0.76 mm.
El tiempo de torneado tiene un valor promedio de 49 segundos. La productividad relacionada con esta tabla es de 73 piezas por hora. El diámetro y la longitud de la pieza a tornear se consideran constantes. La herramienta de corte y sus características se consideran como constantes. La aplicación de refrigerante también se considera como constante.
Conclusión
![Fig. 1. Clasificación de los modelos matemáticos [49].](https://thumb-us.123doks.com/thumbv2/123dok_es/4973344.75831/16.612.84.532.93.639/fig-clasificacion-modelos-matematicos.webp)