UNIVERSIDAD NACIONAL DEL CENTRO DEL PERÚ
FACULTAD DE INGENIERÍA MECÁNICA
TESIS
PRESENTADA POR EL BACHILLER:
DE LA CRUZ BLAS UZ JHONNATAN
PARA OPTAR EL TÍTULO PROFESIONAL DE:
INGENIERO MECÁNICO
HUANCAYO – PERÚ 2021
DIAGNÓSTICO DE PARÁMETROS DE OPERACIÓN QUE MITIGAN LA VIBRACIÓN EXCESIVA DE BOMBAS DE LODO
EN LA COMPAÑÍA MINERA ANTAMINA S.A.
ASESOR
Ing. Dr. Rolando Gamaniel Montalván Lozano
AGRADECIMIENTO (opcional)
DEDICATORIA
La presente tesis lo dedico a mi esposa, por su apoyo incondicional cada día; a mis padres, por darme la educación que hoy tengo; a mis hermanos, por ser mis guías con buen ejemplo;
a mi tío, que desde muy pequeño recibí su apoyo, enseñanzas, valores y a todas mis amistades que creyeron en mí.
Uz Jhonnatan De La Cruz Blas
RESUMEN
En la presente tesis se realizó un diagnóstico de los parámetros de operación en bombas de lodo de la Compañía Minera Antamina S.A., la cual cuenta con dos bombas de lodo 18x16 SRH y 16x14 SRH, presentando problemas de vibración excesiva de 16.20 mm/s reduciéndolo a 5.86 mm/s, por lo que la bomba a inicio presenta condiciones críticas, este problema conlleva a que el personal de trabajo este constantemente programando paradas de mantenimiento, generando pérdida económica y productividad.
El objetivo principal de este estudio es mitigar la vibración excesiva en las bombas de lodo; ya que, con un correcto diagnóstico de los parámetros de operación deficientes se procedería a realizar la corrección de la frecuencia de vibración excesiva en las bombas de lodo, evaluando la medición de flujo para así poder estimar los puntos de operación actual del sistema de bombeo.
La presente investigación desarrolla un método descriptivo del tipo básico, nivel de investigación descriptivo con un diseño descriptivo simple y para ello la recolección de datos fue la técnica documental y empírica.
Se concluyó, que los parámetros de operación son, caudal, altura, potencia hidráulica, rendimiento y altura neta positiva de succión (NPSH); así mismo, se consideró el estado de conversación de los elementos de fijación, pernería,
soldadura y la frecuencia de vibración del motor eléctrico; se procedió a realizar la corrección inmediata de los puntos más críticos logrando reducir considerablemente la vibración excesiva en dichas bombas de lodo.
Palabras claves: bomba de lodo, vibración, caudal, altura, potencia hidráulica.
ABSTRACT
In the present thesis, a diagnosis of the operating parameters in sludge pumps of Mining Company Antamina S.A. was made, which has two 18x16 SRH and 16x14 SRH slurry pumps, presenting problems of excessive vibration of 16.20 mm/s reducing it to 5.86 mm/s, so that at the beginning presents critical conditions, this problem leads to the work staff is constantly scheduling maintenance stops, generating economic loss and productivity.
The main objective of this study is to mitigate the excessive vibration in the slurry pumps; since, with a correct diagnosis of the deficient operating parameters, it would be possible to correct of the excessive vibration frequency in the slurry pumps, evaluating the flow measurement in order to estimate the current operating points of the pumping system.
The present investigation a descriptive method of the basic type; descriptive research level with a simple descriptive design and for this, the data collection was the documentary and empirical technique.
It was concluded that the operating parameters are flow, head, hydraulic power, performance and net positive suction head (NPSH); likewise, the state of conversation of the fastening elements, welding and the vibration frequency of
the electric motor were considered; the Immediate correction of the most critical points was carried out, achieving a considerable reduction of the excessive vibration in said slurry pumps.
Key Word: mud pump, vibration, flow rate, head, hydraulic power.
ÍNDICE GENERAL
Página
ASESOR ... 2
AGRADECIMIENTO ... 3
DEDICATORIA... 4
RESUMEN ... 5
ABSTRACT ... 7
ÍNDICE GENERAL ... 9
INTRODUCCIÓN ... 19
CAPÍTULO I PLANTEAMIENTO DEL ESTUDIO 1.1 Fundamentación del problema. ... 22
1.2 Formulación del problema. ... 23
1.2.1 Problema general. ... 23
1.2.2 Problemas específicos. ... 23
1.3 Objetivos de la investigación. ... 24
1.3.1 Objetivo general. ... 24
1.3.2 Objetivos específicos. ... 24
1.4 Justificación. ... 24
1.4.1 Razones que motivan la investigación ... 24
1.4.2 Importancia de la investigación ... 25
1.5 Limitaciones del estudio... 26
CAPÍTULO II MARCO TEÓRICO 2.1 Antecedentes de la investigación. ... 27
2.2 Bases teóricas... 30
2.2.1 Bombas Hidráulicas ... 30
2.2.2 Tipos de bombas ... 30
2.2.3 Rendimiento de las Bombas Centrífugas ... 42
2.2.4 Leyes de afinidad para Bombas Centrífugas ... 43
2.2.5 PUNTO DE OPERACIÓN DE UNA BOMBA ... 45
2.2.6 CARGA DE SUCCION NETA ... 47
2.2.7 BOMBAS EN PARALELO ... 51
2.2.8 BOMBAS EN SERIE ... 52
2.2.9 BOMBAS DE ETAPAS MULTIPLES... 53
2.2.10 FACTORES PARA LA SELECCIÓN DEL TIPO DE BOMBA ... 54
2.2.11 MANTENIMIENTO DE BOMBAS CENTRIFUGAS ... 55
2.2.12 VIBRACIONES EN BOMBAS CENTRIFUGAS ... 58
2.2.13 ANALISIS VIBRACIONAL ... 59
a) Parámetros de la Vibración ... 59
b) Tipos de Vibración ... 61
c) Fundamentos de Transformada de Fourier ... 63
d) Análisis Espectral de Bomba Centrifuga ... 64
e) Norma de Vibración ... 68
2.2.14 PARÁMETROS DE SELECCIÓN EN BOMBAS CENTRIFUGAS ... 69
a) Carcasa. ... 73
b) Sellos. ... 73
c) Ejes y rodamientos. ... 74
d) Accionamiento de las bombas para lodos ... 76
2.2.15 PROTECCION CONTRA EL DESGASTE EN BOMBAS DE LODO 78 a) Abrasión ... 78
b) Erosión ... 78
c) Opciones de protección ... 79
d) Selección de materiales ... 80
e) Parámetros de selección ... 80
2.3 Bases conceptuales. ... 82
2.3.1 Parámetros de operación ... 82
2.3.2 Bomba de lodo ... 82
2.3.3 Vibración ... 82
2.3.4 Mantenimiento ... 82
2.3.5 Productividad ... 82
2.3.6 Caudal ... 82
2.3.7 Potencia hidráulica ... 83
2.3.8 Rendimiento ... 83
2.3.9 NPSH ... 83
2.3.10 Porta rodamientos ... 83
2.4 Hipótesis. ... 83
2.5 Operacionalización de las variables. ... 83
2.5.1 Variable Independiente. ... 84
2.5.2 Variable Dependiente. ... 84
2.5.3 Operacionalización de variables: ... 85
CAPÍTULO III METODOLOGÍA DE LA INVESTIGACIÓN 3.1 Método de investigación. ... 87
3.2 Tipo de investigación. ... 87
3.3 Nivel de investigación. ... 88
3.4 Diseño de la investigación. ... 88
3.5 Población, muestra o unidad de observación. ... 89
3.6 Técnicas e instrumentos de recolección de datos... 89
3.6.1 Técnicas de recolección de datos. ... 89
3.6.2 Instrumentos de recolección de datos ... 90
3.7 Procedimiento de recolección de datos. ... 91
CAPÍTULO IV PARÁMETROS A CONSIDERAR PARA MITIGACION EXCESIVA EN BOMBAS 4.1 CONDICIONES OPERACIONALES ... 93
4.1.1 Caudal (Q) ... 93
4.1.2 Altura total de la bomba (H) ... 94
4.1.3 Potencia hidráulica (Ph) ... 95
4.1.4 Rendimiento de la bomba (η) ... 95
4.1.5 NPSH (Net Positive Suction Head) ... 96
4.2 ENSAYOS NO DESTRUCTIVOS ... 96
4.2.1 Inspección Visual ... 97
4.2.2 Partículas Magnéticas ... 98
4.3 ELEMENTOS DE FIJACIÓN ... 100
4.4 ANÁLISIS VIBRACIONAL ... 102
CAPÍTULO V RESULTADOS DE LA INVESTIGACIÓN 5.1 Presentación de resultados ... 106
5.1.1 Tablas y gráficos. ... 106
5.1.1.1 CONDICIONES DE OPERACIÓN ... 107
a) Características bombas Warman 18x16 SRH ... 107
b) Características bombas Warman 16x14 SRH ... 113
5.1.1.2 ENSAYOS NO DESTRUCTIVOS ... 118
5.1.1.3 ELEMENTOS DE FIJACIÓN ... 120
5.1.1.4 ANALISIS VIBRACIONAL ... 129
5.2 Discusión e interpretación de resultados. ... 139
5.2 Aportes y aplicaciones. ... 141
CONCLUSIONES ... 143
RECOMENDACIONES ... 145
BIBLIOGRAFÍA ... 147
ANEXOS ... 150
ÍNDICE DE FIGURAS
Fig. N° 2.1. Clasificación de los tipos de bombas ... 31
Fig. N° 2.2. Bomba de engranajes ... 32
Fig. N° 2.3. Bomba de Pistón ... 32
Fig. N° 2.4. Bomba de aspas ... 33
Fig. N° 2.5. Bomba de tornillos ... 34
Fig. N° 2.6. Bomba de cavidad progresiva ... 35
Fig. N° 2.7. Bomba de lóbulos ... 35
Fig. N° 2.8. Bomba de diafragma ... 36
Fig. N° 2.9. Bomba peristáltica ... 37
Fig. N° 2.10. Bomba de chorro ... 38
Fig. N° 2.11. Bomba sumergible ... 39
Fig. N° 2.12. Bomba de autoarranque ... 40
Fig. N° 2.13. Bomba vertical de turbina ... 41
Fig. N° 2.14. Bomba centrífuga de molino ... 42
Fig. N° 2.15. Curva de rendimiento de una bomba centrifuga (carga total vs capacidad) ... 43
Fig. N° 2.16. Curvas de rendimiento de una bomba centrifuga ... 43
Fig. N° 2.17. Punto de operación de una bomba ... 45
Fig. N° 2.18. Propiedades de la atmosfera ... 48
Figura 2.19. Detalles de la línea de succión de la bomba y definición de términos
para el cálculo de la NPSH ... 50
Fig. N° 2.20. Rendimiento de bombas en paralelo ... 52
Fig. N° 2.21. Rendimiento de bombas en serie ... 53
Fig. N° 2.22. Desface entre dos ondas ... 60
Fig. N° 2.23. Distintas medidas de Amplitud ... 61
Fig. N° 2.24. Vibración Armónica Simple... 61
Fig. N° 2.25. Vibración Armónica Compuesta ... 62
Fig. N° 2.26. FFT de una onda de vibración compuesta ... 63
Fig. N° 2.27. Señal de forma sinodal y su espectro de frecuencia ... 65
Fig. N° 2.28. Señal de tren de Pulsos y su Espectro de Frecuencia ... 66
Fig. N° 2.29. Señal de Amplitud Modulada y su espectro de Frecuencia ... 66
Fig. N° 2.30. Espectro de desalienación o falla en el eje (mm/s vs cpm) ... 67
Fig. N° 2.31. Espectro de Cavitación ... 67
Fig. N° 2.32. Espectro de Cavitación ... 69
Fig. N° 4.1. Diagrama – Altura total de la bomba (H) ... 94
Fig. N° 4.2. Cordón de soldadura de la Bomba 325-PPS-008 ... 97
Fig. N° 4.3. Identificación de elementos de fijación ... 102
Fig. N° 4.4. Espectro de aceleración ... 103
Fig. N° 4.5. Espectro de velocidad ... 104
Fig. N° 4.6. Espectro de desplazamiento ... 104
Fig. N° 5.1. Bomba Warman 18x16 SRH ... 107
Fig. N° 5.2. Información del motor GE ... 108
Fig. N° 4.3. Datos de flujos (m3/hr) ... 109
Fig. N° 4.4. Datos de flujos (m3/hr) - Continuación ... 109
Fig. N° 4.5. Estimación del factor de espuma ... 109
Fig. N° 4.6. Estimación del factor de espuma (Continuación) ... 110
Fig. N° 4.7. Estimación de pérdida de carga hidráulica ... 110
Fig. N° 4.8. Curva del sistema ... 111
Fig. N° 4.9. Curva de Performance reflejando puntos de Operación [m3/hr] vs [m.c.p]... 112
Fig. N° 4.10. Bomba Warman 16x14 SRH ... 114
Fig. N° 4.11. Datos de flujos (m3/hr) ... 115
Fig. N° 4.12. Estimación de pérdida de carga hidráulica ... 116
Fig. N° 4.13. Curva del sistema ... 116
Fig. N° 4.14. Curva de Performance reflejando puntos de Operación [m3/hr] vs [m.c.p]... 117
Fig. N° 4.15. Identificación de puntos de bloqueo ... 120
Fig. N° 4.16. Desmontaje de la bomba en dos partes (prensa y succión) ... 121
Fig. N° 4.17. Desmontaje del porta y traslado del motor eléctrico ... 122
Fig. N° 4.18. Pintado del nuevo bastidor y descarificado de la base de concreto ... 123
Fig. N° 4.19. Traslado y nivelado del nuevo SKID (bastidor) ... 124
Fig. N° 4.20. Encofrado y vaciado del contorno del SKID ... 125
Fig. N° 4.21. Montaje del motor eléctrico ... 126
Fig. N° 4.22. Desmontaje del acople FALK ... 126
Fig. N° 4.23. Montaje del nuevo porta con el acople instalado en la carcasa recuperada. ... 127
Fig. N° 4.24. Montaje de la bomba ... 128
Fig. N° 4.25. Verificación del funcionamiento del equipo ... 128
Fig. N° 4.26. Diagrama referencial de la bomba de lodo ... 129
Fig. N° 4.27. Soltura mecánica en el base plate de la bomba ... 131
Fig. N° 4.28. Espectro de velocidad del análisis al portarodamientos. ... 133
Fig. N° 4.29. Espectro de velocidad del análisis al motor ... 137
Fig. N° 4.30. Espectro de velocidad del análisis al portarodamientos. ... 138
ÍNDICE DE TABLAS
Tabla 2.1. Fallas más frecuentes y causas más probables ... 56
Tabla 2.2. Diseño del impulsor en Bombas de Lodo ... 71
Tabla 2.3. Clasificación de las bombas de acuerdo al tamaño de partícula de los sólidos ... 81
Tabla 2.4. Operacionalización de la variable independiente ... 86
Tabla 2.5. Operacionalización de la variable dependiente ... 86
Tabla 3.1. Instrumentos de recolección de datos (1) ... 90
Tabla 3.2. Instrumentos de recolección de datos (2) ... 91
Tabla 4.1. Formato para Inspección Visual ... 98
Tabla 4.2. Formato para Inspección por Partículas Magnéticas ... 100
Tabla 4.3. Formato para registro de valores globales para vibración ... 104
Tabla 4.4. Límites de alarmas establecidas referenciales ... 105
Tabla 5.1. Resultados de Inspección Visual ... 119
Tabla 5.2. Resultados de Inspección por Partículas Magnéticas ... 119
Tabla 5.3. Datos del equipo (bomba) sujeto a ser evaluado. ... 130
Tabla 5.4. Registro de valores globales de vibración. ... 132
Tabla 5.5. Limites alarmas establecidas referenciales. ... 133
Tabla 5.6. Datos del equipo (bomba) sujeto a ser evaluado. ... 134
Tabla 5.7. Registro de valores globales de vibración. ... 135 Tabla 5.8. Limites alarmas establecidas referenciales. ... 136
INTRODUCCIÓN
Uno de los principales sistemas en una Unidad Minera viene a ser sus diferentes sistemas de bombeo, ya que mediante estos pueden desplazar diferentes fluidos de un lugar a otro y así poder continuar con los diferentes procesos que abarca el sector minero en general. La Compañía Minera Antamina S.A. cuenta con diversas bombas de lodo, las cuales dos de las mismas se encontraban en estado crítico por presentar vibración excesiva, lo que está ocasionando que disminuya su vida útil y que el equipo no trabaje eficientemente, perjudicando las operaciones de mencionada compañía.
La presente investigación está basada en el diagnóstico de los parámetros de operación más relevantes al momento de evaluar el estado de una bomba de lodo, esto con el objetivo de mitigar y/o reducir considerablemente los valores altos de vibración, ya que contar con un equipo industrial con este tipo de falla provoca que los tiempos de parada de la producción sean más constantes y prolongados, ocasionando pérdidas económicas para la empresa.
Por otra parte, establecer que parámetros de operación deben ser considerados para mitigar la vibración excesiva en bombas lodo, servirá como base para programar futuras actividades de Mantenimiento Predictivo, ya que al saber que puntos son los más críticos o que puntos son de falla más constante, se podrá
predecir posibles fallas o anomalías en el equipo, obteniendo una mejor gestión del mantenimiento, ahorrando montos de dinero que pueden ser empleados en mejorar distintos sectores con las que cuenta la Unidad Minera y cumpliendo diariamente con las metas de producción establecidas por la misma.
En la presente investigación se empleó el método DESCRIPTIVO ya que se observaron y registraron datos reales de la medición de flujo, condiciones hidráulicas y de operación, así como la inspección visual del estado de diversos componentes de la bomba de lodo, esto con el único objetivo de realizar un correcto diagnóstico de los parámetros de operación que puedan contribuir a mitigar el problema de vibración excesiva.
En el CAPÍTULO I, se describe el planteamiento del estudio que específicamente se da a conocer la formulación de problema de las bombas de lodo: 18x16 SRH / 16x14 SRH, la fundamentación y, así como también los objetivos que es lograr mitigar las vibraciones excesivas, así como también la justificación y las limitaciones de la presente investigación.
En el CAPÍTULO II, se describe el marco teórico, veremos en primer lugar, los antecedentes de la investigación, dichos antecedentes nos muestran estudios sobre el mejoramiento, diseño, selección y configuración de sistemas de bombeo para diversas aplicaciones, en segundo lugar, están las bases teóricas, donde se expone todo lo relacionado a las bombas hidráulicas, desde su definición, clasificación, selección y mantenimiento, Por otro lado, se citó cada una de las bases teóricas y conceptuales que ayudaron a describir la presente investigación; para finalizar se determinó el cuadro de la operacionalización de variables indicando las dimensiones e indicadores para cada una de ellas.
En el CAPÍTULO III, se describe la metodología de la investigación, donde se expone el método, tipo, nivel, y diseño de la investigación, así como también la unidad de observación que viene a ser las bombas de lodo 18x16 SRH y 16x14 SRH; por último, se realizó las técnicas de recolección como son la documental, la empírica y los instrumentos de recolección de datos.
En el CAPÍTULO IV, se da a conocer que parámetros se deben de considerar para mitigar y/o reducir considerablemente la vibración excesiva en las bombas
de lodo, en este capítulo se detallan pequeñas definiciones, formatos y procedimientos que servirán para cumplir con el mencionado objetivo.
En el CAPÍTULO V se presentan los resultados de la investigación, discusión e interpretación, aportes y aplicaciones. Cabe resaltar que los resultados están basados en la aplicación y corrección (si la condición lo ameritaba) de cada parámetro expuesto en el capítulo anterior en las bombas de lodo.
Finalmente, se presentan las conclusiones y recomendaciones del presente trabajo de investigación, así mismo como los anexos y la bibliografía con sus respectivas citas según la norma APA.
Uz J. De La Cruz Blas
CAPÍTULO I
PLANTEAMIENTO DEL ESTUDIO 1.1 Fundamentación del problema.
Desde ya una década, la minería se posicionó como la actividad económica más importante del país, y es que aun actualmente las minerías tienen mucha relevancia en el Perú, por tal motivo nosotros como ingenieros que buscamos laborar en este tipo de sector, debemos adaptarnos acorde a las necesidades de la empresa y usar una buena gestión de los recursos tecnológicos para lograr resultados que sean positivos como reducir costos y aumentar la productividad.
Las minerías siempre han estado relacionadas con el manejo de diferentes fluidos, (generalmente agua), donde el avance constante de los recursos tecnológicos conllevó a mejorar sus herramientas de gestión para ya no solamente el manejo del agua, sino para otros tipos de fluidos que requieren de un mayor cuidado y/o precaución.
Los sistemas de bombeo han sido desde siempre un tema de mucha importancia para las minerías, ya que su uso y finalidad contribuye a la solución de problemas relacionados a la succión y/o descarga de diferentes
fluidos (aguas superficiales, aguas subterráneas, lubricantes, lodo, etc.), por tal motivo parámetros como, su diseño (selección), instalación y mantenimiento son tareas que un ingeniero mecánico no debe descuidar en su día a día de labor.
En la Compañía Minera Antamina S.A. se evidenció un problema en una visita realizada a fines de agosto del 2018, se encontró que dos de sus bombas de lodo: 18x16 SRH / 16x14 SRH, presentaban vibración excesiva lo que implicaba que debía cambiarse todos los componentes mecánicos, generando pérdidas económicas en dicha Compañía. Por tal motivo, en esta investigación nos avocaremos más a cómo realizar un correcto diagnóstico de los parámetros para una adecuada selección de bombas, con el fin de evitar problemas de recirculación del fluido, operación ineficiente / alto consumo de potencia, vibración excesiva.
La solución a este problema obedece a un correcto diagnóstico de los parámetros para la selección futura de una bomba, y contribuir a que los periodos de mantenimiento disminuyan, para lo cual se realizó la medición de flujo para poder estimar los puntos de operación actual del sistema de bombeo, y se evaluaron las condiciones hidráulicas y de operación.
1.2 Formulación del problema.
1.2.1 Problema general.
¿Cómo realizar un correcto diagnóstico de los parámetros de operación para la mitigación de vibración excesiva de bombas de lodo en la COMPAÑÍA MINERA ANTAMINA S.A.?
1.2.2 Problemas específicos.
a) ¿Qué problemas de mayor incidencia se presentan en las bombas de lodo de la Compañía Minera Antamina S.A.?
b) ¿Qué parámetros de selección son de mayor relevancia para un adecuado análisis de las condiciones en una bomba de lodo?
c) ¿Cuáles son las condiciones hidráulicas y de operación que caracterizan a las actuales bombas de lodo en la Compañía Minera Antamina S.A.?
1.3 Objetivos de la investigación 1.3.1 Objetivo general.
Realizar un correcto diagnóstico de los parámetros de operación para la mitigación de vibración excesiva de bombas de lodo en la COMPAÑÍA MINERA ANTAMINA S.A.
1.3.2 Objetivos específicos.
a) Analizar qué problemas de mayor incidencia se presentan en las bombas de lodo de la Compañía Minera Antamina S.A.
b) Identificar los parámetros de operación de mayor relevancia para realizar un adecuado análisis a las condiciones de las bombas de lodo.
c) Determinar y evaluar las condiciones hidráulicas y de operación que caracterizan a las actuales bombas de lodo en la Compañía Minera Antamina S.A.
1.4 Justificación.
1.4.1 Razones que motivan la investigación
La industria minera hoy en día sigue creciendo y teniendo mucha relevancia en la economía del país, la carrera de ingeniería mecánica maneja un amplio campo de acción, es por ese motivo que también nos encontramos trabajando en el sector minero velando por el correcto funcionamiento y mantenimiento de sistemas muy importantes que contribuyen al proceso de extracción y tratado del mineral.
La propuesta de diagnóstico de parámetros de operación en bombas de lodo presenta beneficios, siendo ello lo siguiente:
Aspecto económico; Uno de los sistemas importantes en el sector minero son los sistemas de bombeo, donde su elemento principal:
LA BOMBA, requiere de un correcto análisis para que sea seleccionado acorde a los parámetros establecidos, es decir, realizar un correcto diagnostico contribuirá a reducir costos de mantenimiento, y, por ende, aumentar la productividad, factores muy importantes para cualquier industria.
Aspecto social; Con el correcto diagnóstico de los parámetros de operación de las bombas de lodo, se logrará en gran parte reducir las vibraciones excesivas que estas presentaban, para lo cual el capital ahorrado en realizar el mantenimiento de las bombas puede ser utilizado en otras necesidades en los diferentes niveles y servicios de la minera como: drenaje minero, sistemas de almacenamiento, tratamiento de aguas, desarrollo de software para minería, ventilación etc.
Aspecto ambiental; Al reducir la vibración excesiva en las bombas de lodo, se reducirá también la contaminación sonora producida por el mismo, lo que en términos ambientales se traduce en que se contribuirá a no alterar el delicado equilibrio de ecosistemas cercanos, así como también se evitará efectos dañinos en el trabajador a causa de ruidos excesivos como son el insomnio e irritabilidad, pérdida auditiva.
1.4.2 Importancia de la investigación
La importancia de esta investigación es que resuelve el problema de no contar con parámetros establecidos en cuanto a la selección de bombas de lodo, ya que, basándonos en el contexto, son bombas de las cuales depende la Compañía Minera Antamina S.A.
El impacto logrado es que tales resultados explican un diagnostico particular de parámetros para la selección de bombas de lodo, a fin de evitar principalmente problemas de vibración.
1.5 Limitaciones del estudio.
Se mencionan algunas limitaciones para el presente estudio:
El diseño es realizado para el caso específico de bombas de lodo en la Compañía Minera de Antamina S.A, porque de querer seleccionarse otros tipos de bombas, esta investigación solo constituye una referencia.
La aplicación de los resultados requiere la decisión de las autoridades de la Compañía Minera de Antamina S.A, es decir, la nueva consideración de parámetros de selección de bombas de lodo también es un tema de toma de decisiones de las autoridades de mencionada Compañía.
El diagnóstico de los parámetros para la selección de bombas de lodo se realiza teniendo en cuenta los requerimientos dados por la Compañía Minera Antamina S.A.
CAPÍTULO II MARCO TEÓRICO
2.1 Antecedentes de la Investigación.
(Rodriguez Ayala, 2014) desarrolló la tesis para obtener el título profesional de Ingeniero Mecánico de la Facultad de Ingeniería Mecánica de la Universidad Nacional del Centro del Perú, titulado “MEJORAMIENTO DEL SISTEMA DE BOMBEO PARA EVACUACIÓN EFICIENTE DE AGUAS SUBTERRÁNEAS EN VOLCAN COMPAÑÍA MINERA S.A.A - UNIDAD SAN CRISTOBAL”. Quién indica que: Mejoró el sistema de bombeo para evacuación eficiente de aguas subterráneas, la metodología usada fue evaluar el sistema anterior de bombeo, las condiciones hidráulicas y de operación con la finalidad de cotejar los resultados y poner en práctica las mejoras obtenidas; en conclusión, se obtuvieron tres bombas instaladas en serie, con un motor eléctrico de 350 HP cada una.
Dicho antecedente contribuyó con la presente investigación, porque se tomó como guía, la metodología de evaluación del sistema de bombeo y las condiciones de operación de la misma. Esto debido a que existe un cierto grado de similitud y relación en cuanto al modelo de las bombas
evaluadas, ya que se puede apreciar que el ámbito geográfico en ambos estudios estuvo enfocado en solucionar un problema de “bombas” en una compañía minera.
(Rojas Pérez, 2017) desarrolló la tesis para obtener el título profesional de Ingeniero Mecánico de la Facultad de Ingeniería Mecánica de la Universidad Nacional del Centro del Perú, titulado “DISEÑO DEL SISTEMA DE BOMBEO PARA EL ABASTECIMIENTO OPTIMO DE AGUA POTABLE DEL DISTRITO DE HUANCÁN – HUANCAYO”. Quién indica que: diseñó un sistema de bombeo para el abastecimiento óptimo de agua potable del distrito de Huancán, provincia Huancayo, la metodología se basó en utilizar el registro de datos hidráulicos del actual sistema de bombeo para identificar las limitaciones técnicas, como resultado de la operación de las dos bombas se identificó un aumento del caudal de 40 l/s hasta 52 l/s, además las pérdidas por fricción son de 25.5 m y por la presencia de accesorios en la línea 2,09 m.
Dicho antecedente contribuyó con la presente investigación, porque se tomó como referencia la metodología empleada para realizar el registro de datos hidráulicos de un sistema de bombeo ya existente. En la presente investigación también se tomó como referencia las bombas de lodo existentes en la compañía minera, de la cual se tuvo que evaluar sus condiciones hidráulicas a fin de identificar correctamente los parámetros de operación para la mitigación de la vibración excesiva.
(Auccacusi Montejo, 2014) desarrolló la tesis para obtener el título profesional de Ingeniero Mecánico de la Facultad de Ingeniería Mecánica de la Pontificia Universidad Católica del Perú, titulado “ANÁLISIS TÉCNICO Y ECONÓMICO PARA LA SELECCIÓN DEL EQUIPO ÓPTIMO DE BOMBEO EN MUSKARUMI - PUCYURA - CUSCO USANDO FUENTES RENOVABLES DE ENERGÍA”. Quién indica que: realizó el análisis técnico/económico para la selección del equipo óptimo de bombeo, se determinó que el caudal de agua necesario para 3 hectáreas de cultivo durante el día más seco del año es de aproximadamente 3 l/s por lo que se necesitó bombear un volumen de 282 m3 al día. Por esta razón, se decidió
emplear una bomba solar, donde la inversión aproximada del proyecto de bombeo y riego ascendía a $39 000 cuyo valor actual neto era de $54 000.
Dicho antecedente se relaciona con el presente estudio porque se tomó como referencia el análisis técnico empleado para seleccionar el sistema de bombeo óptimo y/o apropiado. Se realizó dicho análisis con el fin de comprobar que la selección de las bombas de lodo hayan sido las adecuadas para cumplir con las características de operación en la Compañía Minera Antamina S.A., ya que inicialmente se consideró la inadecuada selección de equipo de bombeo como un causante de la vibración excesiva.
(Torres Gutiérrez, 2017) desarrolló la tesis para obtener el título profesional de Ingeniero Mecánico de la Facultad de Ingeniería Mecánica de la Universidad Nacional del Centro del Perú, titulado “CONFIGURACIÓN DEL SISTEMA DE BOMBEO ESTACIONARIO APLICANDO EL ENFOQUE POET PARA MEJORAR LA EFICIENCIA ENERGÉTICA EN COMPAÑÍA MINERA CHUNGAR – VOLCAN”. Quién indica que: propuso la aplicación del enfoque POET, estableciendo una configuración óptima de operación de un sistema de bombeo para drenaje de aguas ácidas; la configuración del proyecto fue de tipo cascada de 2 niveles, con HDT de 282 y 269.15 m respectivamente, la capacidad de bombeo es de hasta 900 l/s, con tres trenes de 300 l/s en cada estación, además, se propuso realizar la automatización para las configuraciones de operación, por lo que fue importante procesar datos de caudal de entrada y salida de la bomba en cada estación, además del nivel y volumen de los embalses, perfil de demanda de potencia activa y consumo de energía.
Dicho antecedente se relaciona con el presente estudio porque se tomó como referencia la metodología empleada para el análisis de la configuración del sistema de control y modo de operación del sistema de bombeo, dicha metodología servirá para una futura y posible reestructuración de la configuración operativa de las bombas de lodo en la Compañía Minera Antamina S.A, a fin de evitar nuevos acontecimientos
relacionados a vibración excesiva, y así, contribuir a mejorar la eficiencia energética de la compañía minera en mención.
2.2 Bases teóricas.
2.2.1 Bombas Hidráulicas
“Una máquina de fluido es un sistema mecánico que intercambia energía con el fluido que está contenido o que circula a través de ella. Son máquinas de fluido las bombas, los ventiladores, los compresores, las turbinas hidráulicas, las turbinas de vapor y de gas, pero también los tornillos de Arquímedes o las ruedas hidráulicas.
La gran complejidad del flujo en estas máquinas, aun supuesto ideal, hace que su estudio sea motivo de investigación permanente y que su diseño se apoye tanto en la experimentación como en el desarrollo de teorías y simulaciones que analicen el flujo tridimensional. En el sentido más amplio del término, una bomba hidráulica es una máquina generadora que trabaja con un fluido incompresible en la que se produce una transformación de energía mecánica en hidráulica” (De Las Heras Jiménez, 2011).
2.2.2 Tipos de bombas
“Es común que se clasifiquen las bombas como de desplazamiento positivo o cinéticas. El tipo de bomba de chorro o eyectora es una versión especial de bomba cinética centrífuga. Se proporciona una estructura de clasificación más amplia, con muchas de las variantes que tienen que ver con la orientación de la bomba (Horizontal, vertical, en línea), el tipo de impulsor de la bomba (acoplamiento cercano, acoplamiento alejado, impulso magnético) o el diseño mecánico de ciertas características, como los apoyos y montajes de los rodamientos” (Mott, 2006).
Fig. N° 2.1. Clasificación de los tipos de bombas Fuente: (Mott, 2006)
BOMBAS DE DESPLAZAMIENTO POSITIVO
Lo ideal es que las bombas de desplazamiento positivo es que se envíen volumen fijo de fluido en cada revolución del eje impulsor de la bomba, su capacidad de la bomba solo se ve alterada de forma moderada por las diferencias de presión debido a deslizamientos pequeños (holguras entre la carcasa y el rotor, pistones, aspas). Las bombas de desplazamiento positivo operan con fluidos dentro de un rango amplio de viscosidades (Mott, 2006 pág. 385)
Bombas de Engranes.
Compuesto por dos engranes que giran dentro de una carcasa, en sentido contrario y muy ajustados uno con el otro. La periferia exterior de los dientes del engrane se adapta exactamente con la superficie interior de la carcasa. La presión con que se entrega dependerá de la resistencia del sistema. Este tipo de bombas desarrollan presiones en el sistema en el rango de 1500 a 4000 psi (10.3 a 27.6 MPa). El gasto que se entrega varía según las dimensiones de los engranes y la velocidad de giro, que es de hasta 4000 rpm. Para obtener flujos volumétricos de 1 a 50
gal/min (4 a 190 L/min) se debe probar con unidades de tamaño diferente (Mott, 2006 pág. pág. 409).
Fig. N° 2.2. Bomba de engranajes
Fuente: http://scielo.sld.cu/img/revistas/rcta/v22s1/f0110513.gif
Bombas de Pistón. –
A través de válvulas de succión los pistones transportan el fluido en forma alternada al interior de sus cilindros, y luego lo fuerzan a salir por válvulas de descarga contra la presión del sistema. En caso se requiera variar la entrega de fluido de cero al máximo, se debe cambiar el ángulo de la placa y carrera de los pistones. La máxima presión puede alcanzar los 5000 psi o 34.5 MPa (Mott, 2006 pág. 386).
Fig. N° 2.3. Bomba de Pistón
Fuente: http://www.ashm.mx/blog/wp-
content/uploads/2017/09/corte-transversal-bomba-de-pistones-de- placa-ondulante.png
Bombas de Aspas.
Compuesta por un rotor excéntrico que contiene a su vez, un conjunto de aspas deslizantes que operan dentro de una carcasa. El líquido ingresa por el puerto de succión en el lado izquierdo, luego es atrapado en un espacio entre dos aspas sucesivas, y así se lleva al puerto de descarga a la presión del sistema. Después, las aspas se retraen hacia sus ranuras en el rotor, conforme regresan al lado de entrada, o succión, de la bomba. Cuando varían la posición del rotor respecto del anillo de levas y la carcasa este tipo de bombas son capaces de rendir desde cero hasta el flujo volumétrico máximo.
Para adaptar el rendimiento de la unidad de potencia de fluido a los requerimientos del sistema, la entrega variable puede ser del tipo manual, eléctrica, hidráulica o neumática. Comúnmente la presión varía de 2000 a 4000 psi o 13.8 a 27.6 MPa. (Mott, 2006 pág. 387).
Fig. N° 2.4. Bomba de aspas Fuente: http://3.bp.blogspot.com/-
ZhhHhUc1GBU/T7t71m4rZkI/AAAAAAAABjs/PGwNGjFdz4Y/s1600/
Bomba+de+paletas.jpg
Bombas de Tornillos.
Las bombas de tornillo no distribuyen el fluido por impulsos hacia la salida (descarga), dicha característica les permite operar a 3000 psi o 20.7 MPa, además de velocidades altas y son menos ruidosas en
comparación a la bombas de engranes, pistón y aspas (Mott, 2006 pág. 387).
Fig. N° 2.5. Bomba de tornillos
Fuente: http://galeon.hispavista.com/frenando/img/3screw.jpg
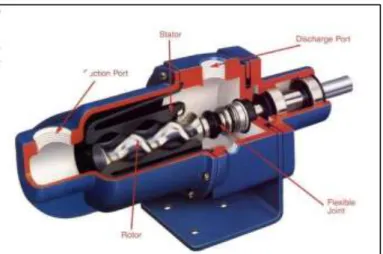
Bombas de cavidad progresiva.
Esta bomba genera un flujo suave, por lo que es empleado para transportar fluidos de procesos. A medida que el rotor central grande gira dentro del estator, se producen cavidades que avanzan hacia el extremo de descarga de la bomba que desplaza el material (fluido). En caso se requiera incrementar la resistencia a la abrasión el rotor debe ser fabricado de una placa de acero con capas gruesas de cromo duro. Para aplicaciones comunes, los estatores pueden ser fabricados de caucho natural o cauchos sintéticos. A fin de disminuir el balanceo y mejorar la eficiencia existe un acoplamiento de compresión entre el rotor metálico y el estator de caucho. Las capacidades de flujo pueden alcanzar los 1860 gal/min o 7040 L/min, y la capacidad de presión los 900 psi o 6.2 MPa. Las bombas de cavidad progresiva se adaptan a una gran variedad de fluidos, por ejemplo, agua dulce, lodos, líquidos muy viscosos, fluidos abrasivos, productos farmacéuticos y hasta incluso alimentos
.
(Mott, 2006 pág.3888).
Fig. N° 2.6. Bomba de cavidad progresiva
Fuente: https://prodetecs.com/wp-content/uploads/2018/07/moyno- min.jpg
Bomba de lóbulos.
"Los dos rotores que giran en sentido contrario tienen dos, tres o más lóbulos que coinciden uno con otro y se ajustan muy bien en su contenedor. El fluido se mueve alrededor de la cavidad formada entré los lóbulos contiguos
"
(Mott, 2006).Fig. N° 2.7. Bomba de lóbulos
Fuente:http://www.sapiensman.com/neumatica/images/bomba- de-lobulos.jpg
Bombas de pistón para transferencia de fluidos.
Pueden ser del tipo simplex, también llamados de actuación única, o del tipo dúplex., también llamados de actuación doble.
Estas bombas comúnmente están adaptadas para manejar una capacidad de flujo mayor y operar a presiones bajas. Además, este tipo de bombas usualmente operan haciendo uso de un impulsor tipo cigüeñal (Mott, 2006 pág. 388).
Bombas de diafragma.
"En este tipo de bombas sólo el diafragma entra en contacto con el fluido, con lo que se elimina la contaminación provocada por los elementos de operación. Las válvulas de succión y descarga se abren y cierran en forma alternada" (Mott, 2006).
Su aplicación va generalmente dirigida al sector construcción minería, hidrocarburos, alimentos, procesos químicos y PTAR. La mayor parte son de actuación doble con dos diafragmas en lados opuestos de la bomba. El diafragma es fabricado de diversos materiales diferentes, pero de similar composición al caucho. Estas bombas son accionadas por energía neumática que se opera a través de una válvula de control direccional. (Mott, 2006 pág. 390).
Fig. N° 2.8. Bomba de diafragma
Fuente: http://tekmain.cl/wp-content/uploads/Bombas-de- diafragma-accionadas-por-aire-Lincoln-Tekmain.jpg
Bombas peristálticas.
El fluido se detiene por completo dentro de un tubo flexible a través de un ciclo de bombeo. El tubo se dirige entre un conjunto
y atrapan un volumen dado entre los rodillos adyacentes.
Mayormente usado en aplicaciones químicas, el material para la fabricación de tubo dependerá del fluido que se bombea, por ejemplo, alcalino, acido o solvente. (Mott, 2006 pág. 390).
Fig. N° 2.9. Bomba peristáltica
Fuente:https://sc01.alicdn.com/kf/HTB1UPCLHFXXXXX1XpXXq 6xXFXXX1/202013448/HTB1UPCLHFXXXXX1XpXXq6xXFXXX1 .jpg
BOMBAS CINETICAS.
“Este tipo de bombas añaden fuerza al fluido cuando lo aceleran con la rotación de un impulsor. El fluido se lleva al centro del impulsor y después es lanzado hacia fuera por las aspas. Al salir del impulsor, el fluido pasa por una voluta en forma de espiral, donde baja en forma gradual y ocasiona que parte de la energía cinética se convierta en presión de fluido" (Mott, 2006 pág. 392).
Bombas de chorro.
Se utiliza a menudo en sistemas de plomería domésticos y consta de una bomba centrífuga en combinación con un rociador o un conjunto de boquilla. La siguiente figura muestra la configuración general de una bomba de chorro de pozo profundo. Aquí, la bomba principal y el motor están en el suelo en la boca del pozo, y el jet set está en
el fondo cerca de la línea de flotación. La bomba envía agua a presión al pozo, a través de una manguera de presión, y a la boquilla. El chorro que sale de la boquilla crea un vacío detrás de él, lo que hace que el agua fluya fuera del pozo con el chorro. El flujo combinado pasa por el difusor, donde se ralentiza y convierte la energía cinética del agua en presión. Con el difusor dentro del colector de admisión, el agua se envía a la entrada de la bomba, donde es movida por el impulsor. Parte del flujo se descarga en el sistema de alimentación y el resto se recicla al chorro para un funcionamiento continuo.
(Mott, 2006 pág. 393).
Fig. N° 2.10. Bomba de chorro Fuente: (Mott, 2006)
Bombas sumergibles.
Están diseñados para sumergir completamente bombas centrífugas, motores de accionamiento y dispositivos de succión y descarga. Estas bombas ayudan a eliminar el agua no deseada de los sitios de construcción, minas, servicios públicos subterráneos, tanques industriales y bodegas de carga. La entrada de la bomba está ubicada en la parte inferior, lo que permite que el agua fluya a través del filtro hacia el ojo del impulsor resistente al desgaste. El gas de escape fluye hacia arriba a través del paso anular entre el núcleo y el cárter del motor. En la unidad, el flujo se recolecta y fluye hacia un drenaje o conducto ubicado en el centro. El motor seco está sellado en el centro de la bomba. (Mott, 2006 pág. 395).
Fig. N° 2.11. Bomba sumergible
Fuente:http://2.bp.blogspot.com/_uo943KO8U_0/RoT7akjxPPI/AAAAAA AFA/0XTOMFwf9tE/w1200-h630-p-k-no-nu/bomba.PNG
Bombas de autoarranque.
Es importante tener las condiciones adecuadas en el lado succión al arrancar la bomba para que el fluido llegue al impulsor y se establezca un flujo constante de líquido. El término inicio describe este proceso. La forma preferida de poner en marcha la bomba es colocar la fuente de líquido en el eje del impulsor, permitiendo que la gravedad llene la entrada. Sin embargo, a menudo es necesario extraer líquido de la fuente debajo de la bomba. Esto hace que la bomba cree un vacío parcial para levantar el líquido y expulsar el aire en el tubo de la bomba (Mott, 2006 pág. 396).
En la figura 2.12 se muestra uno de los muchos modelos de bomba de arranque automático. La gran cámara de llenado retiene el líquido durante el apagado. Una vez iniciado, el impulsor comienza a extraer aire y agua del colector de admisión hacia la carcasa. Se recircula una cierta cantidad de agua bombeada para mantener la bomba en funcionamiento. Al mismo tiempo, sale aire por la salida y este proceso continúa hasta que se forma una corriente de líquido.
Estas bombas pueden levantar hasta 25 pies de líquido. (Mott, 2006 pág. 396).
Fig. N° 2.12. Bomba de autoarranque
Fuente:https://es.scribd.com/presentation/353171299/Bombas-de- autoarranque-pptx
Bombas verticales de turbina.
A menudo es preferible bombear el líquido del sumidero utilizando una bomba de impulsor vertical. La bomba está montada directamente en la brida de soporte de entrega del tanque al que está conectada la tubería de entrega. Algunas hélices están montadas en serie en la parte inferior del sumidero que se extiende hacia el interior del tanque. El impulsor inferior succiona el líquido hacia la boquilla de succión y lo mueve al siguiente impulsor. Cada etapa aumenta la capacidad de carga de bomba. Las ruedas son impulsadas por un eje conectado al motor eléctrico de la unidad. Los cojinetes guían el eje de cada rueda hacia los puntos intermedios y
de ralentí del eje largo. Se ha tenido especial cuidado para evitar que el producto se propague al medio ambiente. Si lo desea, se usa acero inoxidable o hierro fundido para tratar una variedad de líquidos, desde agua hasta combustible, alimentos, alcohol, acetona, glicerina, pinturas y más. (Mott, 2006 pág. 396).
Fig. N° 2.13. Bomba vertical de turbina
Fuente: https://es.scribd.com/presentation/353171299/Bombas-de- autoarranque-pptx
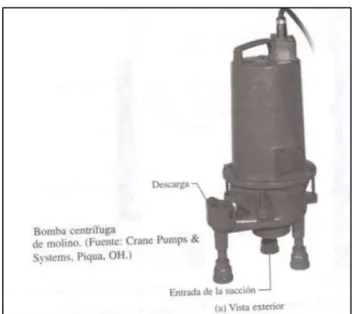
Bombas centrifugas de molino.
Si necesita bombear líquidos con muchos sólidos, se recomienda utilizar una bomba con un mezclador incorporado. La trituradora está conectado al eje del motor en la entrada de la bomba y reduce el tamaño del sólido antes de que pase a través del motor y se descarga al drenaje para el procesamiento final. Estas bombas suelen estar equipadas con un interruptor de flotador automático que controla el nivel de líquido en el tanque de almacenamiento. (Mott, 2006 pág. 398).
Fig. N° 2.14. Bomba centrífuga de molino
Fuente:https://es.scribd.com/presentation/353171299/Bombas-de- autoarranque-pptx
2.2.3 Rendimiento de las bombas centrifugas
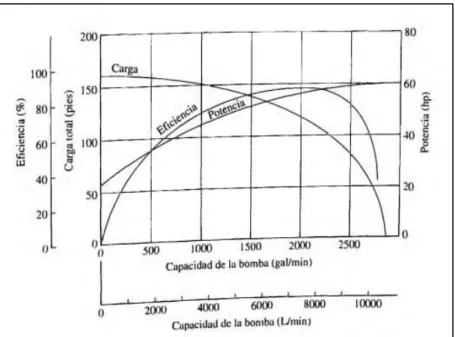
Debido a que las bombas centrífugas no son de los tipos de desplazamiento positivo, existe una dependencia fuerte entre la capacidad y la presión que debe desarrollar la bomba. Esto hace que la medición de su rendimiento sea algo complicada. La curva de rendimiento común grafica la carga total sobre la bomba ha versus la capacidad o descarga Q, como se observa en la figura 2.15. La carga total ha se calcula con la ecuación general de la energía.
Representa la cantidad de energía que se agrega a una unidad de peso del fluido conforme pasa por la bomba (Mott, 2006).
Para operar con éxito una bomba, también son importantes la eficiencia y la potencia requeridas. La figura 2.16 presenta una medición más completa del rendimiento de una bomba, en la que se superpone las curvas de carga, eficiencia y potencia, y se grafica estas tres versus la capacidad. La operación normal debe estar en la vecindad del pico de la curva de la eficiencia, con eficiencias que por lo común están en el rango de 60 a 80%, para bombas centrífugas (Mott, 2006).
Fig. N° 2.15. Curva de rendimiento de una bomba centrifuga (carga total vs capacidad)
Fuente: (Mott, 2006)
Fig. N° 2.16. Curvas de rendimiento de una bomba centrifuga Fuente: (Mott, 2006)
2.2.4 Leyes de afinidad para bombas centrifugas
La mayoría de bombas centrifugas se operan a velocidades distintas para obtener capacidades variables. Además, una carcasa de
bomba de tamaño dado es susceptible de dar acomodo a impulsores de diámetros diferentes. Es importante entender la manera en que varían la capacidad, la carga y la potencia, cuando se modifica la velocidad o diámetro del impulsor. A continuación, se presenta una lista de estas relaciones, denominadas leyes de afinidad. El símbolo N se refiere a la velocidad de rotación del impulsor, por lo general en revoluciones por minuto (r/min o rpm) (Mott, 2006 pág. 400).
Cuando la velocidad varía:
a) La capacidad varía en forma directa con la velocidad:
𝑄1
𝑄2
=
𝑁1𝑁2 (2.1) b) La capacidad de carga total varía con el cuadrado de la velocidad:
ℎ𝑎1
ℎ𝑎2
= (
𝑁1𝑁2
)
2 (2.2)c) La potencia que requiere la bomba varía con el cubo de la velocidad:
𝑃1
𝑃2
= (
𝑁1𝑁2
)
3 (2.3) Cuando el diámetro del impulsor varía:a) La capacidad varía en forma directa con el diámetro del impulsor 𝑄1
𝑄2
=
𝐷1𝐷2 (2.4) b) La carga total varía con el cuadrado del diámetro del impulsor:
ℎ𝑎1
ℎ𝑎2
= (
𝐷1𝐷2
)
2 (2.5) c) La potencia que requiere la bomba varía con el cubo del diámetrodel impulsor:
𝑃1
𝑃2
= (
𝐷1𝐷2
)
3 (2.6)2.2.5 Punto de funcionamiento de una bomba
El punto de funcionamiento de la bomba se define como el flujo volumétrico suministrado cuando se ínstala en un sistema en particular. El manómetro total desarrollado por la bomba está determinado por la resistencia del sistema correspondiente al mismo o caudal volumétrico. La curva de eficiencia de la bomba es un gráfico del caudal volumétrico y la altura total suministrada por la bomba y está influenciada por el sistema en el que está conectada. (Mott, 2006 pág.
410).
Fig. N° 2.17. Punto de operación de una bomba Fuente: (Mott, 2006)
La curva A del sistema es un gráfico de resistencia presentado por un sistema en particular con todas las válvulas completamente abiertas.
En el extremo izquierdo, la curva comienza a una altura de carga específica correspondiente a un caudal volumétrico de cero. Esto muestra la resistencia del sistema antes de que se establezca un caudal determinado. Sin embargo, la bomba lleva el líquido a la altura del punto objetivo del sistema, donde mantiene la presión.
Este punto se denomina carga estática total Ho . (Mott, 2006 pág. pág.
410).
𝐻
𝑜=
𝑝2−𝑝1𝛾
+ (𝑧
2− 𝑧
1)
(2.7) Donde: Ho: Carga estática total o altura geodésica.
Z2: Altura de descarga.
Z1: Altura de succión
P2: Presión en el recipiente de descarga.
P1: Presión en el recipiente de succión.
ϒ: Peso específico del fluido
"La ecuación prescribe que la bomba debe desarrollar una carga igual a la diferencia de carga de presión entre los dos puntos de referencia, más la diferencia de carga de elevación antes que se envíe algún flujo"(Mott, 2006).
Sin embargo, la bomba puede funcionar con cargas más pesadas y también cuando se suministra líquido al sistema. A medida que el fluido comienza a fluir a través de las tuberías, válvulas y accesorios del sistema, crea una carga adicional a medida que se produce la pérdida de energía. La pérdida de energía es proporcional al transductor de presión en la tubería y, por lo tanto, aumenta en función en función del cuadrado del caudal volumétrico. Está relacionado con la forma de la curva exponencial del sistema. (Mott, 2006 pág. 410).
A medida que aumenta el caudal con el aumento correspondiente en las alturas totales, la curva del sistema finalmente se cruza con la curva de rendimiento de la bomba. El punto de funcionamiento real la bomba en este sistema es donde la curva del sistema se cruza con la curva de rendimiento de la bomba. (Mott, 2006).
Esto determina cuanto flujo se dirige realmente al sistema. Una vez que se activa, la bomba buscará en forma automática este punto de
operación. Así, cuando opera en este punto, la bomba envía un flujo volumétrico Q1 contra una carga total h1 (Mott, 2006).
Pero suponga que en realidad quisiera enviar un flujo volumétrico más bajo, Q2. Una forma de lograrlo con esta bomba en particular sería incrementar la resistencia carga total) sobre la bomba, lo que haría que el punto de operación retrocediera a la izquierda a lo largo de la curva de rendimiento de aquélla. Esto podría hacerse con el cierre parcial de una válvula en la línea de descarga, proceso que se denomina estrangulamiento. La resistencia incrementada cambiaría la curva del sistema por aquélla con la leyenda Curva B, y el nuevo punto de operación 2 resultaría en el envío del flujo volumétrico deseado Q2 a la carga total nueva h2 (Mott, 2006).
Debe entenderse que en general no es deseable el estrangulamiento porque se desperdicia virtualmente la energía que representa la diferencia entre las cargas totales en los puntos 1 y 2. Debe especificar con cuidado una bomba que tenga el punto de operación que se desea muy cerca de la curva de la bomba, sin tener que hacer un estrangulamiento. Si el sistema debe operarse a tasas de flujo diferentes, es más deseable utilizar un impulso de velocidad variable"
(Mott, 2006).
2.2.6 Carga de succión neta
Una parte importante del proceso de selección de la bomba es asegurarse de que las condiciones del fluido que ingresa a la bomba sean las adecuadas para mantener un flujo de fluido adecuado. El factor principal es la presión del fluido en la entrada de la bomba. El diseño del sistema de tuberías de succión debe proporcionar suficiente presión para evitar la formación de burbujas de vapor en el líquido en movimiento, una condición conocida como cavitación.
La tendencia a formar burbujas de vapor depende de la naturaleza del líquido, su temperatura y la presión de succión. (Mott, 2006 pág. 411).
Cavitación:
Si la presión de succión en la entrada de la bomba es demasiado baja, se formarán burbujas de aire como si el líquido estuviera hirviendo. El líquido ingresa a la bomba a través de un puerto de succión en el ojo central del impulsor. Dado que esta puede girar, el fluido acelera hacia fuera a lo largo de la pala con respecto a la carcasa, formando lo que se conoce como una espiral. A través de este proceso, la presión del fluido continúa aumentando. Si se forman burbujas de vapor en la entrada debido a una presión excesivamente baja, se desinflarán cuando lleguen al área de alta presión. El colapso de las burbujas libera una gran cantidad de energía, afectando las palas del impulsor y provocando una rápida erosión de su superficie. (Mott, 2006 pág. 401).
Cuando ocurre la cavitación, el caudal volumétrico se reduce, lo que reduce significativamente la eficiencia de la bomba. La bomba se vuelve ruidosa y emite un ruido fuerte e intermitente, como si el líquido tuviera grava. Sí se le permite continuar. La bomba pronto será destruida. Debe apagarse inmediatamente para determinar y corregir la causa de la cavitación antes de reanudar la operación. (Mott, 2006 pág. 412).
Fig. N° 2.18. Propiedades de la atmosfera Fuente: (Mott, 2006)
Succión positiva neta requerida – NPSH.
Los fabricantes de bombas son los encargados de determinar el nivel de la presión de succión que se necesita, con el fin de evitar la cavitación, estos valores son conocidos como la carga de succión positiva neta requerida, NPSHB de la bomba y vanará en función a la condición de capacidad de operación (flujo volumétrico) y carga total sobre la bomba.
Es tarea del diseñador del sistema de bombeo garantizar que la carga de succión neta positiva disponible, NPSHA, este por encima de la NPSHR (Mott, 2006 pág. 413).
El American National Standards Institute (ANSI) y el Hydraulic Institute (HI) emiten juntos estándares que especifican un margen mínimo de 10% para la NPSHA sobre la NPSHR, por los que se define como:
𝑀 = 𝑁𝑃𝑆𝐻
𝐴− 𝑁𝑃𝑆𝐻
𝑅 (2.8)𝑁𝑃𝑆𝐻
𝐴> 1.10 𝑁𝑃𝑆𝐻𝑅 (2.9)
Cálculo de la NPSHA
“El valor de la NPSHA depende de la presión del vapor del fluido que se bombea, las pérdidas de energía en el tubo de succión, la ubicación del almacenamiento de fluido y la presión que se aplica a éste” (Mott, 2006).
𝑁𝑃𝑆𝐻
𝐴= ℎ
𝑠𝑝± ℎ
𝑠− ℎ
𝑓− ℎ
𝑣𝑝 (2.10)Donde:
psp = Presión estática (absoluta) sobre el fluido en el depósito
hsp = Carga de presión estática (absoluta) sobre el fluido en el almacenamiento, se expresa en metros o en pies de líquido;
h
sp= p
sp/ y
hs = Diferencia de elevación desde el nivel del fluido en el depósito a la línea central de la entrada de succión de la bomba; se expresa en metros o en pies.
Si la bomba está abajo del depósito, hs es positiva.
Si la bomba está arriba del depósito, hs es negativa.
hf = Pérdida de carga en la tubería de succión, debido a la fricción y pérdidas f menores; se expresa en metros o en pies.
pvp = Presión de vapor (absoluta) del líquido a la temperatura a que se bombea.
hvp = Carga de presión de vapor del líquido a la temperatura de bombeo; se expresa en metros o en pies de líquido;
h
vp= p
vp/ y.
En el ítem (a) de la figura 2.19 se detalla un tanque presurizado ubicado sobre la bomba y en el ítem (b) se observa que la bomba impulsa el líquido desde un tanque no presurizado ubicada debajo de ella.
Figura 2.19. Detalles de la línea de succión de la bomba y definición de términos para el cálculo de la NPSH
Fuente: (Mott, 2006)
Efecto de la velocidad de la bomba sobre la NPSH
Los valores encontrados en diferentes catálogos de fabricantes de bombas sobre la NPSH son para el agua y se aplican sólo a la velocidad de operación indicados en los mismos. En este sentido, si la bomba opera a velocidad diferente, la NPSH nueva se calculará con:
(𝑁𝑃𝑆𝐻
𝑅)
2= (
𝑁2𝑁1
)
2(𝑁𝑃𝑆𝐻
𝑅)
1 (2.11) donde los subíndices 1 y 2 se refieren a los datos del catálogo y a las condiciones con la velocidad nueva de operación, respectivamente. A la velocidad de la bomba en rpm se le denota con N. (Mott, 2006).2.2.7 Bombas en paralelo
Muchos sistemas de flujo de fluidos requieren flujos volumétricos que varían mucho, por lo que son difíciles de obtener con una bomba sin provocar que opere muy lejos de su punto óptimo de eficiencia.
Ejemplo de esto es un hotel de muchos niveles que requiere la distribución de agua que varía según la ocupación y hora del día (Mott, 2006).
Una solución frecuente de este problema es utilizar dos o más bombas en paralelo, cada una de las cuales extrae el fluido de la misma fuente de entrada y lo envían a un colector común para hacerlo llegar a todo el sistema. El pronóstico del rendimiento de sistemas en paralelo requiere comprender la relación entre las curvas de las bombas y la curva del sistema de aplicación. En teoría, agregar una segunda bomba duplica la capacidad del sistema. Sin embargo, conforme ocurre un flujo volumétrico más grande en el sistema de tubería, se crea una carga mayor, lo que hace que cada bomba envíe menos flujo (Mott, 2006).
La figura 2.20 ilustra este concepto. Observe que la bomba 1 opera sobre la curva de rendimiento más baja y que a una carga H1
distribuye un flujo volumétrico Q1, lo que está cerca de su capacidad máxima práctica en el punto 1 de operación. Si se necesitara un flujo mayor, se activaría una segunda bomba, idéntica a la otra, y el flujo aumentaría. Pero también crecerían las pérdidas de energía debido a la fricción y a las pérdidas menores, como lo indica la curva del sistema; sin embargo, la bomba 1 experimenta la carga más alta y su entrega cae de nuevo a Q’1. Una vez que se alcanza la condición
de equilibrio nueva, las bombas 1 y 2 distribuyen flujos iguales, cada uno de los cuales es la mitad del flujo total. Debe seleccionarse las bombas de modo que tengan una eficiencia razonable en todas las capacidades y cargas, esperadas” (Mott, 2006).
“Se aplica análisis similares a sistemas con tres o más bombas, pero es necesario estudiar con cuidado la operación de cada bomba con todas las combinaciones posibles de carga y flujo, porque podrían surgir otras dificultades. Además, algunos diseñadores emplean dos bombas idénticas; operan una a velocidad constante y la segunda con un impulsor de velocidad variable, para tener un ajuste continuo con la demanda. Estos sistemas también requieren análisis especiales y debe consultarse al fabricante de la bomba (Mott, 2006).
Fig. N° 2.20. Rendimiento de bombas en paralelo Fuente: (Mott, 2006)
2.2.8 Bombas en serie
Dirigir la salida de una bomba a la entrada de otra bomba produce la misma potencia con una carga total a la suma de los dos valores. Este método permite la operación contra cargas anormales.
La figura 2.21 muestra el funcionamiento de dos bombas conectadas en serie. Está claro que cada bomba lleva el mismo caudal volumétrico Qtotai. La bomba 1 transfiere el líquido de la fuente, aumentando ligeramente la presión y enviando este líquido presurizado a la bomba 2. La bomba 1 trabaja contra la altura Hi producida por la pérdida de la línea de succión y el aumento de la presión inicial. Luego, la bomba 2 toma la salida de la bomba 1 para aumentar aún más la presión y llevar el líquido a su destino final. La bomba de doble cabezal H2 es la diferencia dinámica total TDH en el punto de trabajo de la bomba combinada. (Mott, 2006).
Fig. N° 2.21. Rendimiento de bombas en serie Fuente: (Mott, 2006)
2.2.9 Bombas de etapas múltiples
Es posible obtener un rendimiento similar al que se logra con el uso de bombas en serie, por medio del empleo de bombas de etapas múltiples. Se dispone dos o más impulsores en la misma carcasa, de modo que el fluido pasa en forma sucesiva de uno al siguiente.
Cada etapa incrementa la presión del fluido, por lo que se desarrolla una carga total elevada (Mott, 2006).
2.2.10 Factores para la selección del tipo de Bomba
Los principales factores que determinan si se debe utilizar una bomba de desplazamiento positivo son la presión, el caudal y las siguientes características del fluido, como se describe a continuación:
a) Índice de acidez-alcalinidad (pH).
b) Condiciones de viscosidad.
c) Temperatura.
d) Presión de vaporización de líquido a la temperatura de bombeo.
e) Densidad.
f) Materiales en suspensión, tamaño, naturaleza, etc.
g) Condiciones de abrasión.
h) Contenido de impurezas, etc.
Características generales de los diferentes tipos de bombas:
Las bombas de desplazamiento positivo reciprocante son aplicables para:
a) Gastos pequeños.
b) Presiones altas.
c) Líquidos limpios.
Las de desplazamiento positivo rotatorio para:
a) Gastos pequeños y medianos.
b) Presiones altas.
c) Líquidos viscosos.
Las bombas “dinámicas” del tipo centrífugo para:
a) Gastos grandes.
b) Presiones reducidas o medianas.
c) Líquidos de todo tipo, excepto viscosos.
“Las bombas reciprocante se usaron mucho y su sustitución por las centrifugas ha corrido al parejo de la sustitución del vapor por energía eléctrica, como fuente de energía” (Viejo Zubicaray, 2005).
Las bombas centrifugas tienen como ventaja las condiciones de descarga constante a una presión dada, además, no presentan problemas de válvulas, que son tan comunes en las reciprocante.
Actualmente las bombas centrifugas también cubren el campo de las altas presiones, que se logran mediante las bombas de varios pasos accionadas a altas velocidades
.
(Viejo Zubicaray, 2005 pág. 32).En cuanto a capacidades, las bombas centrifugas se han construido para gastos que van desde un galón por minuto a más de un millón de galones por minuto. Las gigantescas bombas usadas en las presas de almacenamiento europeas y americanas requieren motores que, en algunos casos, exceden los 100 000 hp.
Aproximadamente 2/3 partes de las bombas usadas hoy en día son centrifugas (Viejo Zubicaray, 2005).
2.2.11 Mantenimiento de bombas centrifugas
“El mantenimiento y la frecuencia de las revisiones dependen de las horas de funcionamiento de la bomba, de la severidad de las condiciones de servicio y de los materiales utilizados en su construcción” (De Las Heras Jiménez, 2011).
(De Las Heras Jiménez, 2011) detalla que el mantenimiento y la frecuencia de revisiones se reducen aplicando las siguientes recomendaciones:
•
Debe observarse una ligera fuga de líquido de la empaquetadura (si va con prensaestopas). Esta fuga es necesaria para identificar el sello hidráulico que mantiene el aire afuera mientras sirve como refrigerante para la empaquetadura y el eje. Una fuga excesiva indica desgaste y de los prensaestopas deben repararse o reemplazarse; El motor y la bomba deben funcionar sin vibraciones, saltos o ruidos;
Los c