UNIVERSIDAD NACIONAL DEL CENTRO DEL PERÚ
FACULTAD DE INGENIERÍA METALÚRGICA Y DE MATERIALES
TESIS
“EVALUACIÓN DEL CIRCUITO DE CLASIFICACIÓN PARA MEJORAR EL SISTEMA DE RELAVE EN LA COMPAÑÍA
MINERA AZULCOCHA MINING S.A”
PRESENTADA POR LOS BACHILLERES:
ÑAUPAS LEDESMA, Jack Paul LIZANA TAIPE, Jesica
PARA OPTAR EL TITULO PROFESIONAL DE INGENIERO METALURGISTA Y DE MATERIALES
HUANCAYO – SETIEMBRE
ASESOR
M.Sc. José Luis Yarasca Bejarano
DEDICATORIA
La presente tesis está dedicada a mis padres, que sin su apoyo incondicional, dedicación y amor hubiera podido lograr mis metas como profesional, a ellos les estaré eternamente agradecida.
Jesica Lizana
DEDICATORIA
A Dios y a mis padres por estar presente en mi vida académica y brindarme todo su apoyo y dedicación en mi desarrollo profesional.
Jack Ñaupas
AGRADECIMIENTO
A Dios por iluminar mi camino y brindarme la sabiduría adecuada para seguir adelante, a mi estimada y querida FIMM de la UNCP, y especialmente a los catedráticos quienes me formaron con las capacidades adecuadas para desarrollarme como profesional.
LOS AUTORES
INTRODUCCIÓN
“LA COMPAÑÍA MINERA AZULCOCHA MINING S.A.” en la actualidad está desarrollando sus operaciones con normalidad, teniendo en cuenta su proceso de Flotación diferenciada o selectiva de diferentes minerales tales como plomo cobre y zinc, con una leyes adecuadas para una correcta flotación. Cada capítulo detallara aspectos importantes que nos ayudara a comprender el objetivo alcanzado de la de la tesis.
La tesis presentada cuenta con los siguientes capítulos donde se presentara las generalidades, formulación de la investigación, marco teórico, y especialmente la investigación experimental además de discusiones y resultados sin olvidar la conclusiones y recomendaciones que la tesis proporcionara.
Cada capítulo contara con imágenes ilustraciones tablas , balances que nos ayudara a comprender mejor el trabajo de investigación además de la interpretación de cada una de ella.
Esperando la complacencia de los jurados presentamos el trabajo de investigación el cual nos permitirá obtener el título de Ingeniero Metalurgista y de Materiales.
RESUMEN
El presente trabajo de investigación titulado “EVALUACION DEL CIRCUITO DE CLASIFICACIÓN PARA MEJORAR EL SISTEMA DE RELAVE EN LA COMPAÑÍA MINERA AZULCOCHA MINING S.A.” muestra un mejoramiento de relaves a través de la disminución de elementos valiosos como el zinc, plomo y cobre esto se da atreves del mejoramiento de la clasificación en el circuito de molienda específicamente en la remolienda, para ello se hizo un análisis detallado de todos los factores que afectan este proceso es así que se determinó los cálculos necesarios para el circuito de molienda y remolienda tales como el work index, dimensionamiento del molino, densidades , caudales, eficiencia del molino, cálculo del volumen de bolas entre otros.
Cabe destacar que se hizo un análisis de la granulometría de los circuitos de molienda y remolienda esto analizando la malla a la que se trabaja, se usó modelos matemáticos para mejorar la eficiencia de recuperación con el fin de no perder fracciones gruesas de mineral valioso en los relaves, además de mejorar la eficiencia de flotación.
El presente trabajo muestra cálculos pertenecientes a la empresa esto nos ayudó a comprender los factores que afectan el proceso de molienda y remolienda, cuenta con balances metalúrgicos de estas secciones que fue desarrollado por nosotros además de un análisis a los hidrociclones el cual nos ayudó a analizar el proceso de clasificación.
ÍNDICE
ASESOR ... i
DEDICATORIA ... ii
AGRADECIMIENTO ... iii
INTRODUCCIÓN ... iv
RESUMEN ... v
ÍNDICE ... vi
ÍNDICE DE TABLAS ... viii
ÍNDICE DE ILUSTRACIONES ... x
CAPITULO I ... 1
GENERALIDADES... 1
1.1. Datos Referentes A La Compañía Minera ... 1
1.1.1. MÁS DATOS... 2
1.1.2. SEQUÍA DE PROYECTOS ... 3
1.1.3. UBICACIÓN ... 4
1.1.4. CONCESIONES O UNIDADES ECONÓMICAS ADMINISTRATIVAS MINERAS ... 4
1.1.5. TERRENO SUPERFICIAL ... 5
CAPITULO II ... 7
FORMULACIÓN DE LA INVESTIGACIÓN ... 7
1.2. PLANTEAMIENTO DEL PROBLEMA ... 7
1.3. FORMULACIÓN DEL PROBLEMA ... 8
1.4. OBJETIVOS ... 9
1.5. JUSTIFICACION ... 9
1.6. HIPÓTESIS ... 10
1.7. VARIABLES ... 11
1.8. METODOLOGIA ... 11
1.9. METODOLOGÍA ... 13
CAPITULO III ... 14
MARCO TEÓRICO ... 14
3.1. EVALUACIÓN ... 14
3.2. CIRCUITO ... 15
3.4. MODELOS MATEMÁTICOS: ... 17
CAPITULO IV ... 20
METODOLOGÍA EXPERIMENTAL DE LA INVESTIGACIÓN ... 20
4.1. ÁREA DE MOLIENDA ... 20
4.1.1. Caracterización de los flujos de pulpa. ... 24
4.1.2. Velocidad crítica ... 24
4.1.3. Densidad de pulpa. ... 25
4.1.4. Descripción del Proceso... 26
4.2. CLASIFICACIÓN ... 26
4.2.1. Descripción del Proceso... 27
4.2.2. Cálculos efectuados en el circuito de molienda. ... 28
4.2.3. Velocidad operativa ... 29
4.2.4. Velocidad critica ... 29
4.3. Parámetros básicos de un hidrociclón ... 32
4.4. Criterios de Selección de Ciclones ... 36
4.5. Ecuación volumétrica del agua ... 37
4.6. ÁREA DE FLOTACIÓN ... 39
4.7. CIRCUITO DE FLOTACIÓN CIRCUITO BULK. ... 40
4.8. CIRCUITO DE FLOTACIÓN SEPARACIÓN PLOMO – COBRE. ... 41
4.9. FLOTACIÓN DE ZINC. ... 41
4.9.1. Colectores ... 42
4.9.2. Modificadores de superficie ... 43
4.9.3. Activadores ... 44
4.9.4. Espumante. ... 45
4.9.5. Reactivo regulador de Ph. ... 46
4.9.6. Diagrama de dosificación de reactivos. ... 47
4.9.7. Variables de flotación ... 47
CAPITULO IV ... 52
PROCEDIMIENTO METODOLÓGICO... 52
EVALUACIÓN DEL CIRCUITO DE CLASIFICACIÓN ... 52
5.1. CÁLCULOS METALÚRGICOS. ... 52
5.1.1. Evaluación ... 52
5.1.2. Análisis del concentrado de cobre ... 56
5.1.3. Análisis del concentrado de plomo ... 59
5.1.4. Análisis del concentrado de zinc ... 62
5.1.5. Análisis de la cabeza ... 65
5.1.6. Análisis del relave... 68
5.1.7. Análisis del alimento del molino ... 72
5.1.8. Análisis de la descarga del molino ... 75
5.1.9. Análisis de la celda serrana ... 78
5.2. Análisis granulométrico del ciclón ... 78
CONCLUSIONES ... 82
RECOMENDACIONES ... 83
ÍNDICE DE TABLAS
Tabla 1: Faja alimentadora... 21
Tabla 2: Molino de bolas Marcy ... 21
Tabla 3: Hidrociclones ... 21
Tabla 4 :Bombas ... 21
Tabla 5: Características de los molinos ... 25
Tabla 6: Molino de Bolas MARCY 6' x 8' M-1 ... 28
Tabla 7: Hidrociclón Kreb's (H -1/2) 10" ø ... 28
Tabla 8: cálculos para las velocidades y las características de cada uno de los molinos ... 30
Tabla 9: Balance de masa y flujo para el hidrociclon D-10. ... 34
Tabla 10: % Passing en el Rebose de un tamaño determinado ... 36
Tabla 11: Balance metalúrgico de masa de la segunda guardia. ... 54
Tabla 12: Correlacion y T-Student de las recuperaciones. ... 55
Tabla 13:Balance de masa del composito del mes de agosto- Plomo. ... 56
Tabla 14:Prueba t Cu – Pb ... 57
Tabla 15: Prueba t Cu - Fe ... ¡Error! Marcador no definido. Tabla 16:Prueba t Cu – Zn ... 57
Tabla 17:Prueba t Cu – Ag ... 57
Tabla 18: Prueba t Cu - Fe ... 58
Tabla 19: Balance de masa del composito del mes de agosto - plomo ... 59
Tabla 20: Prueba t Pb – Cu ... 60
Tabla 21: Prueba t Pb – Zn ... 60
Tabla 22: Prueba t Pb – Ag ... 61
Tabla 23: Prueba t Pb – Fe ... 61
Tabla 24: Balance de masa del composito del mes de agosto - Zinc. ... 62
Tabla 25: Prueba t Zn – Cu ... 63
Tabla 26: Prueba t Zn – Pb ... 63
Tabla 27: Prueba t Zn – Ag ... 64
Tabla 28: Prueba t Zn – Fe ... 64
Tabla 30:Prueba t Zn – Cu ... 66
Tabla 31: Prueba t Zn – Pb ... 66
Tabla 32: Prueba t Zn – Ag ... 67
Tabla 33: Prueba t Zn – Fe ... 67
Tabla 34: Balance de masa composito del mes de agosto - Relave... 68
Tabla 35: Prueba t Fe – Cu ... 70
Tabla 36: Prueba t Fe – Pb ... 70
Tabla 37: Prueba t Fe – Zn ... 71
Tabla 38: Prueba t Fe – Ag ... 71
Tabla 39: Análisis de alimento al molino ... 72
Tabla 40: Prueba t Zn – Cu ... 73
Tabla 41: Prueba t Zn – Pb ... 73
Tabla 42: Prueba t Zn – Ag ... 74
Tabla 43: Prueba t Zn – Fe ... 74
Tabla 44: Análisis de descarga del molino ... 75
Tabla 45: Prueba t Zn – Cu ... 76
Tabla 46: Prueba t Zn – Pb ... 76
Tabla 47: Prueba t Zn – Ag ... 77
Tabla 48: Prueba t Zn – Fe ... 77
Tabla 49: Balance de celda serrana ... 78
Tabla 50: Análisis Granulométrico para el Hidrociclón D-10 (H-1/2). ... 78
Tabla 51: Parámetros y eficiencias registrados ... 80
Tabla 52: Condiciones de operación - ciclones D-10" ... 80
ÍNDICE DE ILUSTRACIONES
Ilustración 1: Campamento de la Compañía Minera AZULCOCHA MINING. ... 3
Ilustración 2:Ubicación de la Mina Azulcocha... 5
Ilustración 3:Instrumentos de Evaluación ... 15
Ilustración 4: Ejemplo de Circuito ... 17
Ilustración 5: T de student ... 18
Ilustración 6: Flow Sheet del circuito de molienda Planta Concentradora... 21
Ilustración 7 : Flow Sheet del circuito de molienda Planta Concentradora... 22
Ilustración 8: Descripción correcta de descarga del ciclon. ... 35
Ilustración 9 : Esquema fisicoquímico de flotación ... 40
CAPITULO I GENERALIDADES
El primer capítulo de nuestro trabajo de investigación, iniciamos con las generalidades y aspectos relevantes a la Compañía Minera Azulcocha Mining y otros datos de interés.
1.1. Datos Referentes A La Compañía Minera
La mina Azulcocha, que se ubica en la Región Junín, cerca del poblado de Chupaca, reporta importantes yacimientos mineros, cuenta con 21 concesiones mineras que cubren un área de 3,648 hectáreas. Asimismo, informes técnicos, bajo las normas NI 43-101, confirman la existencia de reservas probadas-probables y recursos inferidos en mina con leyes de 6.7% Zn. Adicionalmente, es posible realizar la recuperación de zinc y oro del depósito de relaves de la mina antigua.
Cabe precisar que durante el periodo 2006-2012 se invirtió en Azulcocha un monto superior a US$ 23 millones, sin gastos generales ni IGV. Dicha inversión estuvo dirigida a exploración, estimación de reservas, rehabilitación de labores mineras, planta de procesamiento y facilidades complementarias a la producción (energía, agua, campamentos, etc.).
Además, la mina Azulcocha también tiene aprobado el Estudio de Impacto Ambiental (EIA) y cuenta con acuerdos suscritos con las comunidades locales. “De acuerdo con Macroinvest, la transacción de venta de Azulcocha se espera ejecutar en el primer trimestre de 2018”, estimó la fuente a Rumbo Minero.
1.1.1. MÁS DATOS
Según: es.scribd.com, dice: “La unidad minera cuenta con reservas probadas y planta de procesamiento construida con capacidad de 689 toneladas día”.
Precios del zinc al alza, superando US$ 3,400 por tonelada, los niveles
más altos desde 2007.
Según: es.scribd.com, dice: “Azulcocha es una pequeña mina de zinc, explotada en la década de los 70 y rehabilitada por la desaparecida Vena Resources en joint venture con Trafigura, quien la puso en fideicomiso tras la caída del precio de los metales. En Azulcocha hay reservas que ascienden a 24 millones de toneladas con una ley promedio de 7% de zinc”.
Ilustración 1: Campamento de la Compañía Minera AZULCOCHA MINING.
Según: www.invergroups.com, dice: “En la actualidad, Azulcocha mining tiene pasivos por US$20 millones, de los que debe US$3.2 millones a Trafigura. Los préstamos fueron usados para invertir en la construcción de la mina, principalmente en la planta concentradora con capacidad de procesamiento de 689 toneladas por día (TPD)”.
Según: www.invergroups.com, dice: “De acuerdo al convenio, Trafigura pagará US$2.5 millones al cumplimiento de ciertas condiciones y US$2.5 millones en 23 meses, comenzando el 1° de octubre del 2013 con un pago de US$100 mil y el final será de US$200 mil”.
1.1.2. SEQUÍA DE PROYECTOS
“Azulcocha es importante porque refleja la carrera de 100 metros planos que están corriendo las empresas mineras para aprovechar el mayor precio del zinc, adquiriendo los pocos activos vendibles de este metal que hay en el mercado”, apunta Ricardo Carrión.
Es el caso de esta mina y de contadísimos proyectos de zinc, como Ayawilca (Pasco), de Tinka Resources, y Accha (Cusco), desarrollado por Zincore Metals. Se trata, en ambos casos, de activos en manos de mineras junior, desarrollados con el objetivo explícito de ser vendidos.
Los restantes, que tampoco son muchos, se encuentran en poder de grandes mineras interesadas en desarrollarlos para generar flujo de caja, como Bongará (Nexa), El Padrino (Milpo) y San Gregorio (El Brocal, subsidiaria de Buenaventura).
1.1.3. UBICACIÓN
La Mina Azulcocha se ubica en los Andes del Perú Central, en el distrito de Tomas, perteneciente a la provincia de Yauyos, departamento de Lima. Basado en el sistema UTM y usando como base el PSAD56, la propiedad está dentro de las coordenadas 425,800 y 427,500 Este y 8’664,500 y 8’671,000 Norte. La altura sobre el nivel del mar varía de 4,200 a 4,600 msnm.
1.1.4. CONCESIONES O UNIDADES ECONÓMICAS ADMINISTRATIVAS MINERAS
La UEA Azulcocha cuenta con 15 concesiones en un total de 2,036.34 has, las que se encuentran descritas en la tabla 2.2, Ubicación UEA Azulcocha (Ingemmet)
Ilustración 2:Ubicación de la Mina Azulcocha
1.1.5. TERRENO SUPERFICIAL
Azulcocha mining cuenta con acuerdo con las comunidades dentro del área donde se encuentra la UEA Azulcocha por medio de Contratos de Arrendamiento hasta el año 2025.
Dichos contratos contemplan participación de los comuneros en la mano de obra del proyecto, apoyos sociales en educación, salud o temas técnicos a favor de las comunidades.
1.1.1. Comunidad Campesina de Shicuy
La comunidad Campesina de Shicuy a arrendado a la empresa Azulcochamining un total de 701 hectáreas de su terrenos denominado Jatun Huasi 02, dicha área representa la intersección de las concesiones de la UEA Azulcocha con el terreno de propiedad de dicha comunidad.
1.1.2. Comunidad Campesina de Tomas
La comunidad Campesina de Tomas a arrendado a la empresa Azulcochamining un total de 1548.55 hectáreas de sus terrenos, dicha área representa la intersección de las concesiones de la UEA Azulcocha con el terreno de propiedad de dicha comunidad.
1.1.3. Medio ambiente, permisos y relaciones comunitarias La U.E.A.
Azulcocha cuenta con la aprobación de su Estudio de Impacto Ambiental para la Explotación y Beneficio de 689 TM/día, con Resolución Directoral Nº046-2009-MEM-AAM de febrero del 2009.
CAPITULO II
FORMULACIÓN DE LA INVESTIGACIÓN
En el segundo Capítulo, se sigue la secuencia del esquema: formulación de la investigación (problema, objetivos y justificación de la tesis), que nos permitirá plantear la hipótesis y las variables.
1.2. PLANTEAMIENTO DEL PROBLEMA
La Compañía AZULCOCHA MINING S.A. de acuerdo al proyecto Azulcocha consiste en la rehabilitación de una mina subterránea de zinc y manganeso.
El yacimiento cubre un área de 8.600 hectáreas, que comprenden nueve concesiones en buena categoría e incluye los funcionamientos de un antimonio de zinc, Mina Gran Bretaña, que funcionó de 1975 a 1986. Se están realizando nuevas exploraciones para ampliar la capacidad del proyecto. El proyecto es desarrollado por Azulcocha Mining S.A., empresa
Según: web6.bnamericas.com, dice: “El siguiente proyecto se encuentra en la base de datos de Project Profile, a pesar de no tener una inversión determinada, pues se prevé que será un proyecto de gran envergadura e influyente en el desarrollo de la La capacidad de tratamiento de mineral es de 689 TMD aprox, el sistema de recuperación de valores es por flotación diferencial. El proceso completo que se somete el mineral es de cuatro etapas de chancado que trabaja con circuito cerrado y tres etapas de clasificación, molienda primaria (cuenta con dos molinos uno de barras y el otro de bolas), y molienda secundaria para reducir el tamaño de mineral desde 8 pulgadas hasta 100 micras, tamaño en que se considera liberado el mineral valioso de la ganga. El proceso de recuperación por flotación es selectivo y diferencial, que más adelante se describirá”.
Según: es.scribd.com, dice: “La tesis busca analizar las variables que puedan afectar el circuito de clasificación para mejorar el sistema de relave ya que se buscar optimizar los resultados con la menor afectación de los relaves de la compañía la actualidad la mayor parte de los circuitos de flotación de zinc de la Minería Peruana cuentan con circuitos de remolienda, estas pueden ser: Cerrada cuando los remolidos retornan a la alimentación general de flotación y Abierta cuando los remolidos son flotados en una etapa cleaner-scavenger y las colas van directamente al relave”.
1.3. FORMULACIÓN DEL PROBLEMA 1.3.1. Problema general:
¿Se podrá Evaluar el circuito de Clasificación en la alimentación y descarga del molino y flotación en el circuito de cobre, plomo, zinc para
mejorar el sistema de relave en la Compañía Minera Azulcocha Mining S.A.?
1.3.2. Problemas específicos:
a) ¿Se podrá mejorar los parámetros de clasificación en molienda y flotación para mejorar el sistema de relave en la Compañía Minera Azulcocha Mining S.A.?
b) ¿Se podrá aplicar métodos y modelos matemáticos para optimizar y mejorar el sistema de relave a través de mejoras en el circuito de molienda y flotación en la Compañía Minera Azulcocha Mining S.A.?
1.4. OBJETIVOS
1.4.1. Objetivo General:
Evaluar y Optimizar el circuito de clasificación de molienda y flotación para mejorar el sistema de relave en la Compañía Minera Azulcocha Mining S.A
1.4.2. Objetivos Específicos:
a) Identificar los parámetros de Clasificación para mejorar el sistema de relave a través de un análisis en los hidrociclones en la Compañía Minera Azulcocha Mining S.A.
b) Aplicar métodos y modelos matemáticos para optimizar el sistema de relave a través de mejoras en el circuito molienda y flotación en la Compañía Minera Azulcocha Mining S.A
1.5. JUSTIFICACION
La presente tesis se justifica de acuerdo a los siguientes criterios:
a) Según: es.scribd.com, dice: “La remolienda de los minerales de cobre plomo zinc esta conceptuada para mejorar la flotabilidad de los valores de zinc que por ser gruesos tienen una cinética de flotación muy lenta y que normalmente se pierden en las fracciones gruesas de los relaves finales.
Quienes hacen remolienda saben que se trata de disminuir los gruesos de lenta flotabilidad de las cargas circulantes de valores de zinc donde la Compañía Minera Azulcocha Mining S.A. no podía ser la excepción”.
b) En la empresa referida se emplea el método de Flotación Selectiva o Diferencial para el tratamiento de los minerales, para lo cual son chancados y molidos a una granulometría de 52% malla -200. La separación de los valores de cobre, plomo, zinc y plata en concentrados, se realiza a partir de pulpas acuosas por medio de burbujas y en base a las propiedades hidrofílicas e hidrofóbicas de estas materias.
1.6. HIPÓTESIS
1.6.1. Hipótesis General:
La Evaluación del circuito de Clasificación mejorara el sistema de relave en la Compañía Minera Azulcocha Mining S.A
1.6.2. Hipótesis Específicas:
a) Los parámetros de Clasificación a través de una evaluacion en los circuitos de molienda y flotación mejora el sistema de relave en la Compañía Minera Azulcocha Mining S.A.
b) La aplicación de modelos matemáticos como, Tstudent optimiza el sistema de relave en la Compañía Minera Azulcocha Mining S.A
1.7. VARIABLES
1.7.1. Variable Independiente:
Circuito de Clasificación 1.7.2. Variable Dependiente:
Sistema de Relave
1.8. METODOLOGIA
1.8.1. Tipo de investigación.
El tipo de la investigación a ejecutarse es aplicativo, cualitativo, cuantitativo, exploratorio, y explicativo.
1.8.2. Diseño de investigación.
El Diseño es de la investigación es experimental, con el estudio del Circuito de Clasificación para mejorar el sistema de relave.
1.8.3. Toma de muestra.
En esta investigación se realizó la muestra por zonas en donde se analizó a la totalidad de la sección de Clasificación para que tengamos una muestra representativa.
Según: tesisdeinvestig.blogspot.com, dice: “La muestra es la que puede determinar la problemática ya que les capaz de generar los datos con los cuales se identifican las fallas dentro del proceso”.
Según Tamayo, T. Y Tamayo, M (1997), “afirma que la muestra ¨ es el grupo de individuos que se toma de la población, para estudiar un fenómeno estadístico¨ (p.38)”.
A. TIPOS DE MUESTRAS
Muestreo aleatorio simple:
Según: tesisdeinvestig.blogspot.com, dice: “La forma más común de obtener una muestra es la selección al azar. Es decir, cada uno de los individuos de una población tiene la misma posibilidad de ser elegido. Si no se cumple este requisito, se dice que la muestra es viciada. Para tener la seguridad de que la muestra aleatoria no es viciada, debe emplearse para su constitución una tabla de números aleatorios”.
Muestreo estratificado:
Según: tesisdeinvestig.blogspot.com, dice: “Una muestra es estratificada cuando los elementos de la muestra son proporcionales a su presencia en la población. La presencia de un elemento en un estrato excluye su presencia en otro. Para este tipo de muestreo, se divide a la población en varios grupos o estratos con el fin de dar representatividad a los distintos factores que integran el universo de estudio. Para la selección de los elementos o unidades representantes, se utiliza el método de muestreo aleatorio”.
Según: tesisdeinvestig.blogspot.com, dice: “Muestreo por cuotas: se divide a la población en estratos o categorías, y se asigna una cuota para las diferentes categorías y, a juicio del investigador, se selecciona las unidades de muestreo. La muestra debe ser proporcional a la población, y en ella deberán tenerse en cuenta las diferentes categorías. El muestreo por cuotas se presta a distorsiones, al quedar a criterio del investigador la selección de las categorías”
Muestreo intencionado:
También recibe el nombre de sesgado. El investigador selecciona los elementos que a su juicio son representativos, lo que exige un conocimiento previo de la población que se investiga.
Muestreo mixto:
se combinan diversos tipos de muestreo. Por ejemplo: se puede seleccionar las unidades de la muestra en forma aleatoria y después aplicar el muestreo por cuotas.
Muestreo tipo:
Según: tesisdeinvestig.blogspot.com, dice: “La muestra tipo (master simple) es una aplicación combinada y especial de los tipos de muestra existentes. Consiste en seleccionar una muestra "para ser usada" al disponer de tiempo, la muestra se establece empleando procedimientos sofisticados; y una vez establecida, constituirá el módulo general del cual se extraerá la muestra definitiva conforme a la necesidad específica de cada investigación”.
1.9. METODOLOGÍA
La tesis presentada corresponde a una investigación científica ya que los pasos usados nos llevan a conocimientos ya que aplicamos métodos y una serie de técnicas que nos llevaron a conseguir nuestros objetivos.
CAPITULO III MARCO TEÓRICO
El marco teórico implica el análisis del problema desde el punto de vista teórico en el cual se estudian los aspectos más resaltantes del estudio y al procesamiento vinculado a la propuesta de esta tesis.
3.1. EVALUACIÓN
El concepto de evaluación se refiere a la acción y a la consecuencia de evaluar, un verbo cuya etimología se remonta al francés évaluer y que permite indicar, valorar, establecer, apreciar o calcular la importancia de una determinada cosa o asunto.
Según lo expresa Maccario se trata de un acto donde debe emitirse un juicio en torno a un conjunto de información y debe tomarse una decisión de acuerdo a los resultados que presente un alumno.
Por su parte Pila Teleña dice que consiste en una operación que se realiza dentro de la actividad educativa y que tiene como objetivo alcanzar el mejoramiento continuo de un grupo de alumnos. A través de ella se consigue la información exacta sobre los resultados alcanzados por ese alumno durante un período determinado, estableciendo comparaciones entre los objetivos planeados al inicio del período y los conseguidos por el alumno.
Ilustración 3:Instrumentos de Evaluación 3.2. CIRCUITO
Un circuito lineal, que consta de fuentes, componentes lineales (resistencias, condensadores, inductores) y elementos de distribución
lineales (líneas de transmisión o cables), tiene la propiedad de la superposición lineal. Además, son más fáciles de analizar, usando métodos en el dominio de la frecuencia, para determinar su respuesta en corriente directa, en corriente alterna y transitoria.
Un circuito resistivo es un circuito que contiene solo resistencias, fuentes de voltaje y corriente. El análisis de circuitos resistivos es menos complicado que el análisis de circuitos que contienen capacitores e inductores. Si las fuentes son de corriente directa (corriente continua), se denomina circuito de corriente directa (o continua).
3.3. ELEMENTOS DE UN CIRCUITO:
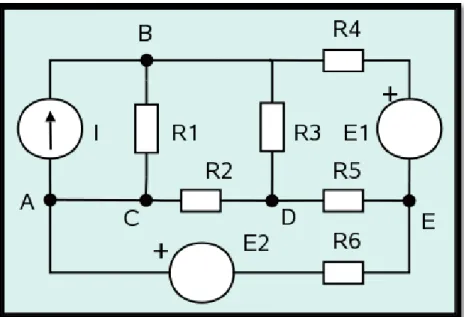
Según, es.wikipedia.org, dice: “Componente: un dispositivo con dos o más terminales en el que puede fluir interiormente una carga. En la figura 1 se ven 9 componentes entre resistores y fuentes”.
Según, es.wikipedia.org, dice: “Nodo: punto de un circuito donde concurren más de dos conductores. A, B, C, D, E son nodos. C no se considera un nuevo nodo, porque se puede considerar el mismo nodo que A, ya que entre ellos no existe diferencia de potencial o tener tensión 0 (VA - VC = 0)”.
Rama: porción del circuito comprendida entre dos nodos consecutivos. En la figura 1 hay siete ramales: AB por la fuente, BC por R1, AD, AE, BD, BE y DE. Obviamente, por un ramal solo puede circular una corriente.
Malla: cualquier camino cerrado en un circuito eléctrico.
Fuente: componente que se encarga de proporcionar energía eléctrica al circuito entero. En el circuito de la figura 1 hay tres fuentes: una de intensidad, I, y dos de tensión, E1 y E2.
Conductor: es un objeto de material que permite el libre flujo de corriente,- sin resistencia-, haciendo contacto entre dos o más componentes electrónicos.
Ilustración 4: Ejemplo de Circuito
3.4. MODELOS MATEMÁTICOS:
En el ámbito de las ciencias aplicadas como la ingeniería y la tecnología , los modelos matemáticos utilizan algún tipo de modelo matemáticos para demostrar una relación entre las variables de operación para estudiar diversos comportamientos de sistemas para observar la realidad y comprender situaciones difíciles.
Modelos matemáticos: Busca representar fenómenos o relaciones entre ellos a través de una formulación matemática. Una clasificación de estos modelos los ordena como:
Modelos deterministas: Según, www.redicces.org.sv,dice:“Aquellos en los cuales se asume que tanto los datos empleados como el o los fenómeno(s) mismo(s) son completamente conocidos, por lo menos
en principio, y que las fórmulas empleadas son lo suficientemente exactas como para determinar precisamente el resultado, dentro de los límites determinados por la observación. (por ejemplo: las fórmulas de la ley de gravitación universal de Newton)”.
Modelos estocásticos y probabilísticos: En el cual no se asume lo anterior, lo que implica que el resultado es una probabilidad. Existe por tanto incertidumbre. (por ejemplo, algunas de las formulaciones de la Relación de indeterminación de Heisenberg y Modelo estadístico)
Ilustración 5: T de student
Modelos numéricos: En los que la realidad física y las condiciones iniciales se representan mediante un conjunto de números, a partir de ellos se calculan u obtienen por algún medio otros resultados numéricos que reflejan cierto efecto de las condiciones iniciales. Estos modelos permiten “experimentar” a través de simulaciones en
un computador u ordenador de modelos matemáticos o lógicos. (por ejemplo: Simulación numérica y Método de Montecarlo)
CAPITULO IV
METODOLOGÍA EXPERIMENTAL DE LA INVESTIGACIÓN
En este capítulo haremos una descripción en el circuito de molienda y flotación con el fin de recabar información y determinaremos la población, muestra, y la aplicación del modelo matemático T de student así mismo haremos uso haremos uso del programa Excel para dicho trabajo y a si evaluar y optimizar el circuito de clasificación de molienda y flotación para mejorar el sistema de relave en la Compañía Minera Azulcocha Mining S.A. a continuación se describe el los proceso de la empresa.
4.1. ÁREA DE MOLIENDA
La molienda es el segundo proceso de reducción de tamaño hasta rangos muy finos. Generalmente, constituye la etapa previa al proceso de flotación, y por lo tanto prepara al mineral adecuadamente en características tales
como el grado de liberación, tamaño de partícula o propiedades superficiales.
Flow Sheet del circuito de molienda Planta Concentradora
Ilustración 6: Flow Sheet del circuito de molienda Planta Concentradora
Tabla 1: Faja alimentadora ALIMENTADORES
A - 1 Alimentador de faja 24" X 24.2' Tabla 2: Molino de bolas Marcy
MOLINOS
M - 1 Molino de Bolas Marcy 6' X 8' Tabla 3: Hidrociclones
HIDROCICLONES
H - ½ Hidrociclón Kreb's 10" ø Tabla 4 :Bombas
BOMBAS
B - 7/8 Bomba Ash 6" X 6"
345
Según; repositoriouncp.edu.pe, dice:; “Los molinos son equipos en los que se realiza dicha operación, generalmente son cilindros rotatorios llamados molinos que son forrados interiormente con materiales resistentes, cargados en una fracción de su volumen con mineral, barras o bolas de acero que al girar el molino ejercerán fuerzas de impacto, abrasión y de desgaste sobre el mineral reduciendo su tamaño”.
La molienda de mayor práctica se realiza en húmedo, con pulpas de 50 a 80 % de sólidos.
Para el cumplimiento de este objetivo generalmente se cuenta con tres etapas (sub procesos) de reducción denominada molienda primaria.
En los circuitos abiertos de molienda el mineral pasa a través de los molinos sin una etapa de clasificación paralela. Se usan cuando es necesario producir arenas con radios de reducción menores a 20, o cuando se trata de remoler un material fino.
En los circuitos cerrados de molienda se trabaja con un clasificador cuyo producto grueso retorna nuevamente al molino, mientras que el fino pasa al proceso posterior.
Ilustración 7 : Flow Sheet del circuito de molienda Planta Concentradora
En consecuencia, hablaremos de algunos parámetros, términos que están relacionados a la sección de molienda.
Dilución de la mezcla alimentada al molino.
Según, es.scribd.com, dice: “En este caso, el término dilución (agua/mineral), lo expresaremos en función del porcentaje de sólidos (densidad de pulpa) y diremos que en un proceso de molienda húmeda rango de porcentaje de sólidos, fuera del cual la eficiencia de molienda disminuye clara y rápidamente. Este será el porcentaje de sólidos óptimo o crítico. Cuando la difusión de la pulpa en el interior del molino es insuficiente, o sea está operan a una alta concentración de sólidos, la pulpa se hace altamente viscosa dificultando la fácil y rápida descarga del molino, dando un producto grueso”.
Según, es.scribd.com, dice: “Excesiva cantidad de agua agregada al molino disminuye el tiempo de residencia de las partículas, produciéndose un cortocircuitaje del producto no molido por efecto de la descarga más rápida y aumenta la segregación de gruesos y finos en el interior del molino, es decir, la carga moledora opera sobre una pulpa no homogénea. También una excesiva dilución de la pulpa en el molino produce lo que le podríamos llamar el lavado de la carga de bolas y forros, disminuyendo la adherencia de una adecuada película sobre la superficie de los cuerpos molturadores, por tanto, permitiendo contactos improductivos entre bola-bola y bola- casco, más produciendo un innecesario desgaste de acero, sin trabajo útil de molienda y disipación de potencia como energía calórica.
Operacionalmente se estima que el máximo porcentaje de sólidos permisible en molienda de minerales silíceos, se aproxima al 78% u 80%
en etapas de molienda primaria en molinos de barras y fluctúa entre 70% a 85% para molienda secundaria con molinos de bolas y de entre 60% a 65%
para molienda muy fina en molinos de bolas (re-molienda)”.
4.1.1. Caracterización de los flujos de pulpa.
Generalmente en una Planta Concentradora, en sus circuitos de molienda y concentración, se suele caracterizar los flujos de pulpas utilizando los siguientes términos:
4.1.2. Velocidad crítica.
Velocidad crítica es la velocidad a la cual la fuerza centrífuga es suficientemente grande para causar que partículas se adhieran a los forros o blindajes del molino rotando junto con el molino.
Esta velocidad crítica se determina con la siguiente formula:
Nd=76.63*(D^-0.5)
En la que el diámetro interior del molino esta dado en pies.
El tonelaje de mineral seco.
El porcentaje de sólidos en seco.
Densidad del sólido seco.
Distribución granulométrica, y
Composición química.
En consecuencia, esta información permite evaluar lo siguiente:
El caudal de pulpa, Q, en m3/min o m3/h.
El porcentaje de sólidos en volumen, Cv.
La densidad de pulpa, g/cm3 o t/m3.
Caudal de agua, m3/h.
Contenido fino en cada flujo.
El tonelaje de pulpa, Tp, en t/h.
Tabla 5: Características de los molinos
d METROS d PIES MOLINO
BARRAS
MOLINO BOLAS
0.91-1.83 3-6 76-73 80-78
1.83-2.74 6-9 73-70 78-75
2.74-3.66 9-12 70-67 75-72
3.66-4.57 12-15 67-64 72-69
4.57-5.49 15-18 69-66
4.1.3. Densidad de pulpa.
Según, www.dspace.espol.edu.ec, dice: “La densidad de pulpa es un factor vital en toso proceso metalúrgico, una vez establecido la dilución optima que se debe mantener en todos los puntos del circuito se puede calcular el tonelaje, carga circulante, etc”.
El conocimiento de este parámetro es esencial de las diversas etapas del procesamiento de un mineral como: molienda, clasificación, flotación, separación solido – líquido y transporte de concentrados y relaves. Por eso es sorprendente que se dependa mucho de un instrumento utilizado actualmente para este efecto sea la Balanza Marcy, con sus limitaciones.
4.1. Descripción del circuito de molienda Planta Concentradora
Planta concentradora GERMANIA en el área de molienda podemos encontrar 1 molino. Así mismo se cuenta con clasificador que es un Hidrociclon. El ciclon denominado por su diámetro como D10.
El proceso de molienda empieza con la descarga del mineral, depositado en la tolva de fino de capacidad de 150 TM, mediante la faja alimentadora
de faja N° 4 quien alimenta al molino primario 6’x8’. Claro está que en el ingreso al molino primario 12TMH (este valor depende del stock de mineral).
4.1.4. Descripción del Proceso
En la Planta para la molienda primaria se cuenta con un molino de bolas MARCY de 6’ x 8’el molino primario opera en circuito abierto, se le agrega agua y reactivos (Cianuro y Sulfato de Zinc); el reactivo depende de la ley de cabeza si se cuenta con alta ley de fierro se agrega cianuro, pero lo común solo es Sulfato de zinc y agua. Las bolas cuentan con un diámetro aproximado de 3’’; cuyo producto es descargado en la bomba 1/2, la cual envía el flujo a un hidrociclón tipo 10” Ø, para su respectiva clasificación.
El tonelaje de tratamiento de mineral que alimenta al molino primario es controlado en una balanza de celda de carga Thermo Scientific. El tonelaje se registra cada hora en un reporte diario llamado “Control de Tonelaje y Densidades - Molienda”, el tonelaje promedio tratado diariamente es de 10 a 12 TMH.
En esta etapa, la densidad de los productos debe ser de 2,150 gr/l a 2,250 gr/l. El operador de molienda controla manualmente la densidad mediante la adición de agua en la alimentación de los molinos.
4.2. CLASIFICACIÓN
Información adicional previa a tener en cuenta.
Se denomina clasificación, a la separación de un conjunto de partículas de tamaños heterogéneos en dos porciones, cada una conteniendo partículas de granulometría u otra propiedad más específica que el conjunto original.
La clasificación se realiza por diferencia de tamaños y de gravedad
específica que originan diferentes velocidades de sedimentación entre las partículas en un fluido.
Las operaciones de clasificación se efectúan en diferentes tipos de aparatos tales como clasificadores helicoidales, los de rastrillo, el ciclón.
4.2.1. Descripción del Proceso
El sistema de clasificación está constituido por bombas horizontales que recibe la pulpa de descarga de los molinos y alimenta a un hidrociclón. En el caso de la descarga de la molienda primaria a través de la bomba 1/2 se alimenta a un ciclón D-10 generando dos productos de finos y gruesos que sirve de alimento como ya se mencionó líneas arriba. El overflow que es la pulpa fina se envía al circuito de flotación al banco B y el underflow que es la pulpa gruesa constituye la carga circulante o que retorna al cajón de las bombas 11/12.
4.2.2. Cálculos efectuados en el circuito de molienda.
Tabla 6: Molino de Bolas MARCY 6' x 8' M-1
Tabla 7: Hidrociclón Kreb's (H -1/2) 10" ø
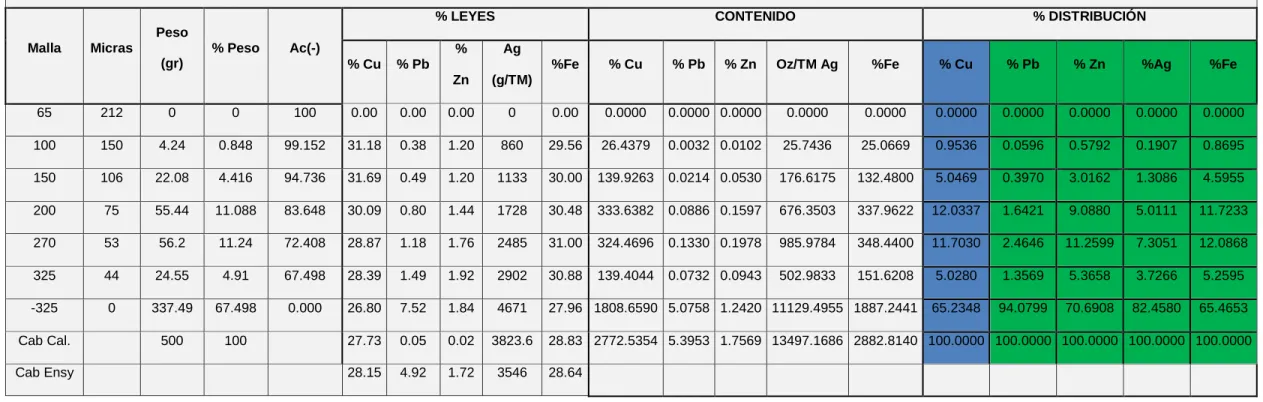
También se procedió a hallar las Gravedades Específicas en cada punto de muestreo. Éste paso se realizó posterior al muestreo, después del filtrado y secado del material obtenido en cada punto de muestreo. EL laboratorio se llevó a cabo en el laboratorio de resultado obtenido de las Gravedades Específicas y % de Solidos se muestra en las siguientes tablas
DENSIDAD DE PULPA(g/l)
Molino de Bolas MARCY 6' x 8' M-1
ALIMENTO DESCARGA ALIMENTO DESCARGA
D1 D2 D3 D4 D promedio Dpromedio
2420 2250 2485 2400 2335 2442.5
DENSIDAD DE PULPA(g/l)
Hidrociclón Kreb's (H -1/2) 10" ø
ALIMENTO OVERFLOW UNDERFLOW ALIMENTO OVERFLOW UNDERFLOW
D1 D2 D3 D4 D5 D6 Dpromedio Dpromedio Dpromedio
1910 1830 1540 1490 2770 2590 1870 1515 2680
Después de obtener las Gravedades específicas, se realizó el en el laboratorio el análisis granulométrico para poder calcularlos diferentes parámetros, tanto de los molinos primarios, molinos secundarios y remolienda. En general en el circuito de Molienda. Los siguientes resultados se mostrarán algunas especiaciones de molienda, etc.
4.2.3. Velocidad operativa
El cálculo de las velocidades de operación para cada molino se tomó de manera práctica al calcular el número de revoluciones por cierto tiempo.
4.2.4. Velocidad critica
Según: es.scribd.com, dice: “La velocidad crítica del molino es la máxima velocidad en la cual las bolas o barras están pegadas a los forros del molino debido a la fuerza centrífuga, haciendo nula la molienda. Es importante saber la velocidad crítica para ver el trabajo normal de los molinos. La siguiente nos relaciona o nos da un indicativo entre el diámetro del molino y su respectiva velocidad crítica”:
𝑽𝒄 =𝟕𝟔. 𝟔𝟑
√𝑫 Gravedad Especifica Donde:
P: Peso de la fiola (+ tapa) seco M: Peso de la fiola (+ tapa) + mineral S: Peso de la fiola (+ tapa) + mineral + agua
W: Peso de la fiola (+ tapa) + agua G. E. = M − P
W + M − P − S
Dónde:
Vc: Velocidad crítica en RPM D: Diámetro del molino en ft
El boletín de Allis Chalmers nos brinda una relación para el cálculo de velocidad de operación para molinos de bolas, es la siguiente:
𝑽𝒐 = 𝟓𝟕 − 𝟒𝟎 ∗ 𝑳𝒐𝒈(𝑫) Dónde:
Vo: Velocidad de operación conveniente D: Diámetro del molino en ft
En la siguiente tabla se muestra el resumen de los cálculos para las velocidades y las características de cada uno de los molinos:
Tabla 8: cálculos para las velocidades y las características de cada uno de los molinos
MOLINO
DIMENCIONES (pies)
VELOCIDAD (RPM)
ROTACIÓN
MOTOR
Identificación Marca
Diámetro (pulg.)
Longitud Vop Vc %Vc HP
AMPERAJE (A)
VOLTAJE (V) Molino 6' x
8' M-1
MARCY 8 6 20.32 27.07 75.06 Horario 250 52.5 2.3kv
Cálculo del índice de trabajo (Wi) de los molinos
Para el cálculo del Índice de Trabajo (Wi), necesitamos hallar previamente el consumo de energía (KW – hr/TMS) de cada molino. Para hallar el consumo de energía podemos aplicar la siguiente fórmula:
𝑪𝒐𝒏𝒔𝒖𝒎𝒐 𝒅𝒆 𝑬𝒏𝒆𝒓𝒈í𝒂 =𝟏. 𝟕𝟑 ∗ 𝑨 ∗ 𝑭𝒑 ∗ 𝑲𝒗 𝑻
A: Amperios que se consumen
Fp: Factor de Potencia (0.7 a 0.8), normalmente se toma 0.75 pero para cálculos se trabajó con 0.8
T: Tonelaje de alimentación máxima en TMS Kv: Kilovatios
El cálculo de la Potencia consumida para moler el mineral se realiza bajo la siguiente relación:
𝑷𝒐𝒕𝒆𝒏𝒄𝒊𝒂 = 𝑪𝒐𝒏𝒔𝒖𝒎𝒐 𝒅𝒆 𝑬𝒏𝒆𝒓𝒈í𝒂 ∗ 𝑹 ∗ (𝟏. 𝟑𝟒𝟏 𝑯𝑷 𝑲𝑾) Dónde: R es la cantidad de TMS que se trata por Hora
La Potencia consumida nos ayuda a saber el % Eficiencia a la cual trabajan nuestros molinos:
𝑬𝒇 =𝑯𝑷 (𝒄𝒂𝒍𝒄𝒖𝒍𝒂𝒅𝒐) 𝑯𝑷 (𝒊𝒏𝒔𝒕𝒂𝒍𝒂𝒅𝒐)
La relación entre la Potencia instalada y el consumo de Energía nos da a conocer una estimación del tonelaje máximo tratable para cada molino:
𝑻𝒐𝒏𝒆𝒍𝒂𝒋𝒆 𝑴á𝒙𝒊𝒎𝒐 =𝑯𝑷 𝒊𝒏𝒔𝒕𝒂𝒍𝒂𝒅𝒐 ∗ 𝟎. 𝟕𝟒𝟔 𝑬𝒏𝒆𝒓𝒈í𝒂 𝒄𝒐𝒏𝒔𝒖𝒎𝒊𝒅𝒂 Resumiendo, todos los cálculos, mostramos la siguiente tabla:
Numéricamente el Índice de Trabajo representa los KW – hr/TMS para reducir un mineral de tamaño 80 % passing, para lo cual se emplea la fórmula de Bond:
𝑾 = 𝑾𝒊 ∗ [ 𝟏𝟎
√𝑷𝟖𝟎− 𝟏𝟎
√𝑭𝟖𝟎]
Realizando los respectivos cálculos, obtenemos los siguientes resultados:
Consideramos que nuestro Índice de trabajo calculado es el índice de
de trabajo adecuado y debidamente corregido debido a las características de cada molino, la relación es la siguiente:
𝑾𝒊 (𝒄𝒐𝒓𝒓𝒆𝒈𝒊𝒅𝒐) = 𝑾𝒊 (𝒃𝒂𝒔𝒆) ∗ 𝑭𝟏 ∗ 𝑭𝟐 ∗ 𝑭𝟑 ∗ 𝑭𝟒 ∗ 𝑭𝟓 ∗ 𝑭𝟔 ∗ 𝑭𝟕 Procederemos a calcular los factores de corrección del Índice de Trabajo (Wi) para el molino Primario Marcy 10’ x 13’. Solo se procede a la corrección del Wi de este molino porque es nuestro molino de referencia y es el que indica nuestro Wi.
Factores de Corrección del Wi (base) para el molino Primario Marcy 6’ x 8’
A continuación, se realiza la evaluación de los hidrociclón 4.3. Parámetros básicos de un hidrociclón
Un ciclón estándar se define como aquel en que existen adecuada relación geométrica entre el diámetro del ciclón, el área de ingreso de pulpa, tuvo de vortex, orificio de apex y que tenga la longitud suficiente que permita el adecuado tiempo de retención para una aceptable clasificación de partículas.
El parámetro de mayor importancia es el diámetro del ciclón, que es el diámetro interno de la cámara cilíndrica que recibe la alimentación.
El segundo parámetro más importante es el área de tubo de ingreso, generalmente en un orificio rectangular con la dirección mayor paralela al eje del ciclón, se recomienda que sea 0.05 veces el diámetro del ciclón al cuadrado.
Otro parámetro importante es el Vortex, por donde se descargan las partículas finas. Es sabido que la principal función de éste es el control de separación y el flujo que ingresa al ciclón. El tubo Vortex debe tener una
material directamente hacia el rebose. Se recomienda sea 0.35 veces el diámetro del ciclón.
La sección cilíndrica también es importante, se encuentra entre la cámara de alimentación y la sección cónica, tiene el mismo diámetro que la cámara de alimentación, su función es incrementar el tiempo de retención. Se recomienda que la longitud sea igual al diámetro.
Finalmente, la sección cónica (con un ángulo que varía entre 10 a 20 grados) tiene como función dar tiempo de retención. La sección cónica termina en el orificio del Apex. Debe ser como mínimo el 10% del diámetro del ciclón.
Tabla 9: Balance de masa y flujo para el hidrociclon D-10.
DESCRIPCIÓN TMSPH Peso
Pulpa (TMPH)
%Sp %Sv G.E Densidad Pulpa
CAUDAL (m3/Hr) Caudal PULPA SOLIDOS AGUA GPM
Alimento 223.16 314.27 71.01 45.79 2.90 1.87 168.08 76.95 91.13 739.99 Over Flow 105.53 210.31 50.18 24.52 3.1 1.515 138.84 34.04 104.79 611.23 Under Flow 117.63 135.52 86.80 64.62 3.6 2.68 50.58 32.68 17.90 222.66
Comentario: En la descarga del overflow del hidrociclon es punto muy importante, punto donde en este caso sirve para controlar la densidad de pulpa variable importante para la flotación en este punto la densidad optima debe de ser 1600 g/l. la razón es porque es aquí donde se inicia la clasificación que es alimentado por el molino primario y carga circulante. Esta densidad se controla manualmente corrigiendo con agua. Así mismo se observó una correcta forma de descarga, esto nos puede pronosticar que las variables relacionadas con la geometría del hidrociclon son correctas. La descarga que se pudo observar se muestra a continuación (imagen a).
(a)Forma correcta de descarga (observada)
Ilustración 8: Descripción correcta de descarga del ciclon.
(b) menor cantidad de gruesos van a la descarga (c) Mayor cantidad de finos van a la descarga de gruesos
4.4. Criterios de Selección de Ciclones
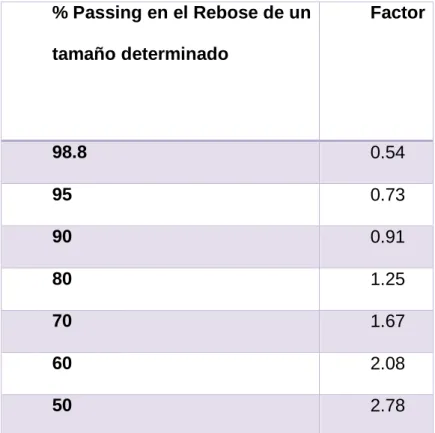
En el diseño de circuitos de molienda – clasificación, el objetivo es producir un rebose que tenga cierta característica granulométrica, generalmente referida a las mallas +65 y 200.Krebbs Engineering propone una relación para la distribución de tamaños en el rebose con el D50c. Se muestra la siguiente tabla Relación entre F(x)F y el d50c del hidrociclón.
Tabla 10: % Passing en el Rebose de un tamaño determinado
La relación indicada en la tabla anterior es para sistemas típicos de molienda en distribuciones de tamaño promedio y puede variar ligeramente con las características particulares de cada mena.
La separación en el ciclón está definida por la siguiente ecuación de corte:
𝑫𝟓𝟎𝒄 (𝒂𝒑𝒍𝒊𝒄𝒂𝒄𝒊ó𝒏) = 𝑫𝟓𝟎𝒄 (𝒃𝒂𝒔𝒆) ∗ 𝑪𝟏 ∗ 𝑪𝟐 ∗ 𝑪𝟑
El D50c (base) es el tamaño en micrones que un ciclón estándar puede
% Passing en el Rebose de un tamaño determinado
Factor
98.8 0.54
95 0.73
90 0.91
80 1.25
70 1.67
60 2.08
50 2.78
𝑫𝟓𝟎 (𝒃𝒂𝒔𝒆) = 𝟐. 𝟖𝟒 ∗ 𝑫𝟎.𝟔𝟔 Donde:
“D” es el diámetro del ciclón en cm.
Los factores de corrección del D50c (base) tienen el siguiente criterio:
Factor de corrección C1.
Se debe a la influencia de concentración de sólidos contenidos en la pulpa alimentada y queda definida por la siguiente relación:
𝑪𝟏 = (𝟓𝟑 − 𝑽 𝟓𝟑 )
−𝟏.𝟒𝟑
Donde
“V” es % de sólidos en volumen del alimento al ciclón.
Factor de corrección C2
Se debe a la caída de presión entre las presiones de alimentación y rebose.
La caída de presión es una medida de energía utilizada en el ciclón para alcanzar la separación. Se recomienda que esa caída sea entre 40 y 70 KPa (5 a 10 PSI). Queda definida por a la siguiente relación:
𝑪𝟐 = 𝟑. 𝟐𝟕 ∗ (𝑷)−𝟎.𝟐𝟖 Donde
“P” es la caída de presión en KPa.
Se deduce que una alta caída de presión tendrá como resultado una separación fina y una baja caída de presión debe conducir a una separación gruesa.
4.5. Ecuación volumétrica del agua
La presente ecuación se refiere a la relación del caudal de agua con las dimensiones que presenta el ciclón, la ecuación es la siguiente:
𝑊𝑂𝐹 = 𝐵𝑜 + 𝐵1 ∗ (𝑊𝐹) + 𝐵2 ∗ (𝑆𝑃𝐼𝐺) Dónde:
WOF = Agua en rebose en TMH WF = Agua en alimento en TMH SPIG = Diámetro del Apex en pulg.
B0, B1, B2 = Constantes típicas para cada sistema
Linch y Rao luego de muchos experimentos proporcionan los siguientes valores que se consideran constantes:
B1 = 1.1 B2 = - 10
B0 varía con el mineral Ecuación del d50c
𝐿𝑛(𝐷50𝑐) = 𝐶𝑜 + 𝐶1 ∗ (𝑉𝐹) + 𝐶2 ∗ (𝑆𝑃𝐼𝐺) + 𝐶3 ∗ (𝑃) + 𝐶4 ∗ (𝑊𝑂𝐹) Dónde:
P = Presión de alimentación en PSI VF = Diámetro del vortex en pulgadas WOF = Agua en rebose en TMH SPIG = Diámetro del Apex en pulg.
C0, C1, C2, C3, C4 = Constantes típicas para cada sistema
Linch y Rao luego de muchos experimentos proporcionan los siguientes valores que se consideran constantes:
C1 = 0.3846 C2 = - 0.2857 C3 = 0.0935 C4 = 0.0192
C0 varía con el mineral
4.6. ÁREA DE FLOTACIÓN
La flotación es uno de los procesos más selectivos para la separación de especies sulfurosas, y de Plomo- zinc y cobre – zinc. La separación de las especies a través del proceso de flotación, se produce gracias a la diferencia en las propiedades fisicoquímicas de la superficie de cada una de ellas. La flotación surgió a partir del proceso de separación en medios densos, ya que la dificultad para la obtención de fluido con algunas densidades particulares obligó a la utilización de modificadores de superficie, con el fin de mejorar la selectividad del proceso. Estos modificadores permiten convertir selectivamente en hidrofóbica la especie a separar, de tal forma que ante la presencia de un medio constituido por agua y aire (burbujas), la especie hidrofóbica rechace el agua y se adhiera a las burbujas de aire que ascienden hacia la superficie del líquido.
Las burbujas de aire se pegan a las partículas si estas desplazan el agua de su superficie, lo que ocurre cuando tienen un comportamiento hidrofóbico.
Siempre y cuando el conjunto de partículas adheridas a las burbujas de aire tenga una densidad global inferior a la del medio de separación, estas podrán viajar junto con las burbujas hacia la superficie, no obstante, se requiere que la burbuja tenga la resistencia suficiente para llegar a la superficie sin romperse.
Una vez las burbujas de aire alcanzan la superficie, se requiere que se forme una espuma que mantenga retenida las partículas, porque de lo contrario las burbujas se reventarán y las partículas flotadas viajarán de nuevo hacia el fondo de la celda de separación. Por el contrario, las partículas no hidrofóbicas que tengan una densidad superior a la del medio en el que ocurre la separación se hundirán.
Ilustración 9 : Esquema fisicoquímico de flotación
En consecuencia, los minerales que beneficia la planta Concentradora Germania, tienen como mayor contenido sulfuros de plomo, zinc, cobre y plata;
para su procesamiento y obtención de concentrados de valor, estos sulfuros se separan mediante una flotación diferencial, primero se flotan los sulfuros de plomo, con contenido de plata, y seguidamente los sulfuros de zinc. Así mismo también se puede realizar una flotación inversa respecto al plomo y cobre esto depende mucho de la ley de cabeza, es decir en algunos casos se cuenta con una ley de cabeza de cobre y plomo en la relación de uno.
En tanto en el área de flotación se cuenta en tres etapas:
Circuito de flotación bulk.
Circuito de flotación de separación plomo – cobre
Circuito de flotación zinc.
4.7. CIRCUITO DE FLOTACIÓN CIRCUITO BULK.
El hidrociclon D - 10 alimenta con los productos finos (over flow) a la celda serrana 5x5 bulk, esta celta tiene doble función en la sección, uno de ellos es de ser acondicionador y también sus espumas es concentrado de plomo- cobre que pasa a los bancos de separación que son celdas de 10 pies, y su relave pasa a los a la flotación rogher, cuyas espumas pasan a los bancos de limpieza que posteriormente pasa a las celdas de separación plomo – cobre. El relave de scavenger, de flotación bulk, pasa a un acondicionador 5x5 de zinc.
Circuito de flotación circuito bulk limpieza.
En la etapa de limpieza Bulk es la continuación del circuito de flotación Bulk; se cuenta con la instalación de un banco, que está inmerso rogher, escavenger y cleaner. Son las espumas de la tercera limpieza quien alimentara a la siguiente tapa de separación plomo –zinc.
4.8. CIRCUITO DE FLOTACIÓN SEPARACIÓN PLOMO – COBRE.
Se recupera en gran parte el plomo de una manera directa sin que pase por flotación Bulk esto es aprovechando el grado de liberación del plomo, se tomó la decisión de la instalación de una celda de 10 pies, que cuenta con tres etapas de limpieza, en la cual se flota el cobre y se deprime el plomo, cuyos dos productos salen como concentrad final
Una observación que resalta es que se puede aplicar en este circuito una flotación inversa, claro está dependerá de factores como la ley de cabeza plomo/cobre, dosificación de reactivos.
4.9. FLOTACIÓN DE ZINC.
El circuito de flotación de zinc, el circuito está conformado por bancos de 24 pies, donde se divide en tres partes las cuales son: rogher, scavenger y cleaner, este último cuyo producto es el concentrado de zinc y el relave producido en este circuito pasa a ser el relave final que se envía a un cajón y de aquel cajón en mandado hacia la presa de relave final.
Las dosificaciones se mostrarán más adelante. En la etapa de flotación se cuenta con una molienda terciaria o remolienda, esta remolienda se realiza con el objetivo de permitir al zinc obtener un grado de liberación óptimo.
Los reactivos de flotación juegan un papel muy importante en este proceso, estos al ser añadidos al sistema cumplen determinadas funciones que
hacen posible la separación de los minerales valiosos de la ganga.
Aprovechando de las propiedades fisicoquímicas. Por tanto, se agrupan en familias debido a que se complementan, pero tienes distinta función a continuación se muestra la clasificación.
4.9.1. Colectores
Según: repositorio.uncp.edu.pe, dice: “Los colectores cuya función principal es la de proporcionar propiedades hidrofóbicas a las superficies de los minerales. Los colectores con compuestos orgánicos de carácter heteropolar. Su grupo polar es la parte activa que los une a la superficie de un mineral en base a un mecanismo de adsorción. La interpretación de este fenómeno contempla la eliminación de una parte de la capa hidratada con formación de un contacto trifásico entra al aire, el agua y el mineral. La interface solido - líquido y líquido gas son de gran importancia en la formación de un contacto estable y es precisamente la función de un colector el incluirlas en la dirección deseada”. En la planta concentradora se cuenta con:
Xantato Isopropilico de Sodio (Z-11)
La preparación del xantato (Z -11) es a diario, este reactivo es un colector muy eficaz usado universalmente, es un reactivo fuerte pero menos selectivo, es por ello que en la planta se realiza la preparación en una proporción de (Z-11/Z-6) mejorando sus propiedades significativamente.
Posee la característica de producir una acción rápida o casi instantánea, la función principal es cubrir la superficie de los sulfuros valiosos. Señalar que para la preparación el xantato es transportado de almacén con un cargador frontal que viene en bolsas de 25 Kg. en forma de pellets de
color amarillo; en cuanto a la preparación es de 2 bolsas de 25 Kg. El Z- 6 (Amílico de Potasio), 2 bolsas de 25 Kg, obteniendo en promedio 0.1
% de concentración en ambos colectores en un tanque de 83 pies3, para luego ser alimentado a cada punto que sea útil. La concentración estándar que trabaja la planta es a una concentración de 0.1%.
MT- 738
Reactivo químico que sirve como colector en la recuperación de plata, de muy alta eficiencia los resultados de las recuperaciones lo muestran.
4.9.2. Modificadores de superficie
Según: repositorio.uncp.edu.pe, dice: “Que sirven para la regularización de las condiciones del funcionamiento de los colectores y aumenta la selectividad. Los modificadores por su parte sirven para crear condiciones favorables en la superficie de los minerales para el funcionamiento selectivo de los colectores. En primer lugar, están los reguladores de pH, o sea ácidos y bases inorgánicos que mediante un mecanismo iónico influyen la potencial electrocinético y la película hidratada de los minerales. Además, están los activadores que son reactivos que favorecen la formación de superficies hidrofóbicas y los depresores, que favorecen la hidratación de superficies de minerales”.
Depresores
La función específica de los depresores es la disminución de la flotabilidad de un mineral haciendo su superficie más hidrofílica, estos reactivos se utilizan para incrementar la selectividad de la flotación volviendo hidrofilicas, entre los depresores tenemos:
Sulfato de Zinc (ZnSO4)
Este reactivo tiene por finalidad deprimir al zinc, esto lo lograra convirtiendo su superficie hidrofilica para que pueda salir como relave, su preparación es de 12 bolsas de 25kg (tanque 1), obteniendo un grado de concentración de 5% este se mide con un densímetro y este valor esta correlacionado con una data experimental realizada en la planta, tabla que se mostrara más adelante.
Cianuro de sodio (NaCN).
Reactivo depresor que tiene por finalidad deprimir el hierro, para obtener un concentrado limpio de fierro ganga principal del mineral.
Así mismo la preparación es en un tanque de 126 pies3, a una concentración de 1.7%.
Complejo bisulfito.
Se le denomina complejo porque está preparado por bisulfito + CMC + fosfato mono sódico en una proporción de (6 de bisulfito + 2de CMC+2de fosfato mono sódico), este reactivo se prepara en un tanque aproximadamente de 97pies3, para luego ser dosificado en la flotación de separación a una concentración del 10%. Así mismo en ocasiones es necesario agregar solo bisulfito para que ayude en deprimir el zinc.
4.9.3. Activadores
Los reactivos activadores aumentan la flotabilidad de ciertos minerales, mejorando y ayudando a la absorción de un colector, restablece la flotabilidad de un mineral que ha sido deprimido.
Sulfato de Cobre (CuSO4).
El sulfato de cobre, es un reactivador de la esfalerita que es utilizada en el circuito de Zinc con el propósito de activar a lo que se ha deprimido en
el circuito de Bulk; su preparación es de 36 bolsas de 25kg (tanque 1), obteniendo un grado de concentración entre mide con un densímetro y este valor esta correlacionado con una data experimental realizada en la planta, tabla que se mostrara más adelante.
4.9.4. Espumante.
Según: repositorio.uncp.edu.pe, dice: “Los espumantes que permite la formación de una espuma estable, de tamaño de burbujas apropiado para llevar los minerales al concentrado. Los espumantes son reactivos tenso activos de carácter heteropolar, que se adsorben selectivamente en la interface gas - líquido para formar una espuma estable. La parte apolar es generalmente un radical orgánico y la parte polar se caracteriza por la presencia de un grupo hidrofílico”.
Según: repositorio.uncp.edu.pe, dice: “Los espumantes a menudo tienen propiedades de colectores y viceversa. Este carácter de funciones dobles generalmente dificulta él estudia de una fórmula de flotación y la tendencia moderna en la síntesis de reactivos de flotación en la etapa de producirlos con una sola función”.
Son agentes tensoactivos que se adicionan a objeto o superficie del mineral de:
Estabilizar la espuma
Disminuir la tensión superficial del agua
Mejorar la cinética de interacción burbuja – partícula
Disminuir el fenómeno de unión de dos o más burbujas (coalescencia).
El espumante que se utiliza en la planta es el H-53, la cual es una sustancia que le gusta el aire y forman capa alrededor de la burbuja, su función principal es reforzar las burbujas de aire hacerles más resistentes.
La cantidad que se suministra el H53 es de acuerdo a la cabeza del mineral, para este caso debido a un análisis de diseño hexagonal se determinó que preparando en la proporción de 3/1 con MIBC proporciona mejores resultados es por ello que se utiliza en la sección de flotación de zinc MIBC/H-53 (3/1).
Para el caso de la sección de flotación Bulk se usa solo MIBC.
Descripción
El MIBC, es usado ampliamente como espumante en la flotación de minerales sulfurados de cobre y en la flotación de oro y plata. Se utiliza también una mezcla con otros espumantes cuando se requiere de una espumación más resistentes como en el caso explicado con el H-53.
La velocidad de espumación del MIBC es mayor que la obtenida con otros espumantes. Esta menor persistencia es ventajosa en aquellos casos en que desea obtener un manejo adecuado de los concentrados en instalaciones en las cuales un exceso de espumación no es recomendable.
El MIBC permite un excelente control del proceso de flotación porque no tiene características colectoras.
4.9.5. Reactivo regulador de Ph.
Son los reactivos que controlan la acides o alcalinidad de la pulpa, es un reactivo que cambia la concentración de ion hidrogeno de la pulpa, lo