UNIVERSIDAD NACIONAL DEL CENTRO DEL PERÚ
ESCUELA DE POSGRADO
UNIDAD DE POSGRADO DE LA FACULTAD DE INGENIERÍA METALÚRGICA Y DE MATERIALES
PRESENTADA POR:
HUANCAYO – PERÚ 2021
TESIS:
“EVALUACIÓN DE REACTIVOS COLECTORES EN LA
FLOTACIÓN DE MINERALES DE ZINC Y LA PRODUCTIVIDAD EN LA COMPAÑÍA MINERA “SIMSA” CHANCHAMAYO - JUNÍN 2020”.
Bach. Edwar d Luigui Suarez Tar que
PARA OPTAR EL GRADO ACADÉMICO DE:
MAESTRO EN INGENIERÍA METALÚRGICA
UNIVERSIDAD NACIONAL DEL CENTRO DEL PERÚ ESCUELA DE POSGRADO
UNIDAD DE POSGRADO DE LA FACULTAD DE INGENIERÍA METALÚRGICA Y DE MATERIALES
Exp. N° 231547
ACTA DE SUSTENTACIÓN DE TESIS N° 010-2023/ UPG FIMM
PARA OPTAR EL GRADO ACADÉMICO DE MAESTRO EN INGENIERIA METALURGICA En la Plataforma Virtual de la Unidad de Posgrado de la Facultad de Ingeniería Metalúrgica y de Materiales de la Universidad Nacional del Centro del Perú, siendo las 11:00 horas del 27 de junio del año 2023, se reúne el Jurado de Sustentación de Tesis presidido por:
Doctor Manuel Ruben Guerreros Meza e integrado por:
Maestro Ciro Blademiro Zenteno Cuba (secretario) Doctor Manuel Ruben Guerreros Meza (miembro) Maestro Cesar Marino Basurto Contreras (miembro) Maestro Ciro Blademiro Zenteno Cuba (miembro)
Se reunieron para la sustentación oral y pública de la Tesis para optar el grado Académico de Maestro en Ingenieria Metalurgica, que solicitó el Bachiller SUAREZ TARQUE EDWARD LUIGUI.
El acto de sustentación comenzó con la lectura de la Resolución N° 042-2023-UPG FIMM/EPG UNCP, de fecha 20 de junio del año 2023 por parte del secretario; se hizo la presentación respectiva de la tesis titulada: “EVALUACIÓN DE REACTIVOS COLECTORES EN LA FLOTACIÓN DE MINERALES DE ZINC Y LA PRODUCTIVIDAD EN LA COMPAÑÍA MINERA
“SIMSA” CHANCHAMAYO - JUNÍN 2020”
Concluida la exposición del sustentante, se formuló las preguntas y estas fueron defendidas y absueltas por el graduando; luego de la deliberación del jurado evaluador se dio como resultado, que es el siguiente:
CALIFICATIVO:
Siendo las 12:30 horas se da por culminado el acto se sustentación.
Se expide la presente acta en Huancayo a los 27 días del mes de junio del año 2023.
____________________________
Maestro Ciro Blademiro Zenteno Cuba Secretario
______________________________
Doctor Manuel Ruben Guerreros Meza Presidente
______________________________
Doctor Manuel Ruben Guerreros Meza Miembro del Jurado
_____________________________
Maestro Cesar Marino Basurto Contreras Miembro del Jurado
____________________________
Maestro Ciro Blademiro Zenteno Cuba
BUENO
UNIVERSIDAD NACIONAL DEL CENTRO DEL PERÚ
UNIDAD DE POSGRADO DE LA FACULTAD DE INGENIERÍA METALÚRGICA Y DE MATERIALES
"Año de la unidad, la paz y el desarrollo"
A: Mg. Jaime González Vivas
Atentamente;
Es grato dirigirme a Usted, en primer lugar, para expresarle mis cordiales saludos, y a la vez hacer de su conocimiento que en conformidad al reglamento del Registro Nacional de Trabajo de Investigación (RENATI), para optar el grado Académico, que después de haber realizado la tesis titulada “EVALUACIÓN DE REACTIVOS
COLECTORES EN LA FLOTACIÓN DE MINERALES DE ZINC Y LA PRODUCTIVIDAD EN LA COMPAÑÍA MINERA “SIMSA” CHANCHAMAYO - JUNÍN 2020”, el cual ha sido desarrollada por el bachiller: SUAREZ TARQUE, EDWARD LUIGUI , como parte de los requisitos para optar el grado de maestro en: Ingenieria Metalurgica.
Que, habiendo revisado la tesis en mención, en calidad de Profesor Asesor, con el software antiplagio (TURNITIN), se ha obtenido como resultado un 19 % de similitud, dando la conformidad respectiva y remitiendo los archivos digitales del software para la culminación del trámite respectivo.
Es cuanto cumplo con informar a Ud. Para los fines pertinentes y aprovecho la oportunidad para hacerle llegar mi estima personal.
INFORME N°019-2021-CMBC-UPG/FIMM-UNCP
DIRECTOR DE LA UNIDAD DE POSGRADO DE LA FACULTAD DE INGENIERIA METALÚRGICA Y DE MATERIALES DE LA UNCP.
DE : Mg. César Marino Basurto Contreras
ASUNTO : INFORME DE ORIGINALIDAD DEL SOFTAWARE ANTIPLAGIO (TURNITIN) DE TESIS PARA GRADO ACADÉMICO.
FECHA : Huancayo, 15 de diciembre del 2021
19 %
INDICE DE SIMILITUD
18 %
FUENTES DE INTERNET
2 %
PUBLICACIONES
11 %
TRABAJOS DEL ESTUDIANTE
1 3 %
2 2 %
3 2 %
4 1 %
5 1 %
6 1 %
7 1 %
“EVALUACIÓN DE REACTIVOS COLECTORES EN LA FLOTACIÓN DE MINERALES DE ZINC Y LA PRODUCTIVIDAD EN LA
COMPAÑÍA MINERA “SIMSA” CHANCHAMAYO - JUNÍN 2020”.
INFORME DE ORIGINALIDAD
FUENTES PRIMARIAS
hdl.handle.net
Fuente de Internet
Submitted to Universidad Nacional del Centro del Peru
Trabajo del estudiante
repositorio.undac.edu.pe
Fuente de Internet
Submitted to Universidad Nacional San Antonio Abad del Cusco
Trabajo del estudiante
repositorio.udec.cl
Fuente de Internet
repositorio.unjfsc.edu.pe
Fuente de Internet
gestiopolis.com
Fuente de Internet
www.clubensayos.com
1 %
9 < 1 %
10 < 1 %
11 < 1 %
12 < 1 %
13 < 1 %
14 < 1 %
15 < 1 %
16 < 1 %
17 < 1 %
18 < 1 %
Fuente de Internet
b-ok.org
Fuente de Internet
www.dm.uba.ar
Fuente de Internet
www.scribd.com
Fuente de Internet
revistasinvestigacion.unmsm.edu.pe
Fuente de Internet
Submitted to Universidad Nacional Mayor de San Marcos
Trabajo del estudiante
www.ibm.com
Fuente de Internet
repositorio.uladech.edu.pe
Fuente de Internet
www.umcervantes.cl
Fuente de Internet
idoc.pub
Fuente de Internet
Submitted to Universidad Cesar Vallejo
Trabajo del estudiante
vsip.info
< 1 %
20 < 1 %
21 < 1 %
22 < 1 %
23 < 1 %
24 < 1 %
25 < 1 %
26 < 1 %
27 < 1 %
28 < 1 %
29 < 1 %
30
Submitted to Universidad Nacional Abierta y a Distancia, UNAD,UNAD
Trabajo del estudiante
repositorio.igp.gob.pe
Fuente de Internet
todosloshechos.es
Fuente de Internet
vlsi-soc.pe
Fuente de Internet
www.bolivianchemistryjournal.org
Fuente de Internet
repositorio.uni.edu.pe
Fuente de Internet
repositorio.utp.edu.co
Fuente de Internet
docplayer.es
Fuente de Internet
alicia.concytec.gob.pe
Fuente de Internet
repositorio.unsa.edu.pe
Fuente de Internet
culturelebusinesscase.nl
< 1 %
31 < 1 %
32 < 1 %
33 < 1 %
34 < 1 %
35 < 1 %
36 < 1 %
37 < 1 %
38 < 1 %
39 < 1 %
40 < 1 %
< 1
tlacotalpanesturismo.com.mx
Fuente de Internet
www.intec.unl.edu.ar
Fuente de Internet
digibug.ugr.es
Fuente de Internet
www.janedoe.nl
Fuente de Internet
repositorio.unasam.edu.pe
Fuente de Internet
Submitted to CONACYT
Trabajo del estudiante
www.docstoc.com
Fuente de Internet
www.mdpi.com
Fuente de Internet
repositorio.unheval.edu.pe
Fuente de Internet
gim55grozny.ru
Fuente de Internet
iaidres.org.mx
42 < 1 %
Excluir citas Activo Excluir bibliografía Activo
Excluir coincidencias < 15 words
www.buenastareas.com
Fuente de Internet
DNI: 19841527
ORCID: 009-0003-2677-5413 Asesor
Ms. César Marino BASURTO CONTRERAS
Dedicatoria
A Dios, por concederme la vida, a mi esposa Liz Milsa compañera de vida, por apoyarme siempre su comprensión y amor.
A mis queridos hijos; Nataniele Antonella, Edward Thiago y Alizze Rafaela que son la fuerza para seguir adelante en mi formación profesional.
A mis queridos padres: Moisés Suárez y Elavia Tarque porque supieron inculcarme sus valores y sus sabios consejos en todo momento.
A mis queridos hermanos Sandy, Lourdes y Kriss por su apoyo constante y desinteresado.
Agradecimiento
A mi asesor Mg. César Basurto Contreras por su dedicación y paciencia para la realización del presente trabajo, a los Docentes de la Unidad de Posgrado de la Facultad de Ingeniería Metalurgia y de Materiales, y a mis familiares en su conjunto que me apoyaron incondicionalmente durante mi formación profesional.
Índice
Asesor ... iii
Dedicatoria ... iv
Agradecimiento ... v
Índice ... vi
Índice de tablas ... ix
Índice de figuras ... x
Resumen ... xi
Abstract ... xiii
Introducción ... xv
CAPITULO I MARCO TEÓRICO 1.1. Antecedentes o Marco Referencial. ... 18
1.1.1 Antecedentes internacionales de la investigación ... 18
1.1.2 Antecedentes nacionales de la investigación ... 26
1.2. Bases Teóricas y Conceptuales. ... 31
1.2.1. Reactivos colectores en la flotación de minerales de zinc. ... 31
1.2.1.1. Caracterización de los reactivos colectores. ... 34
1.2.2. Productividad de la flotación de minerales de zinc: ... 37
1.2.3. Definiciones conceptuales ... 41
1.2.3.1 Flotación de minerales de Plomo - Zinc. ... 41
1.2.3.2 Recuperación del zinc. ... 43
1.2.3.3. Calidad del concentrado de Zinc. ... 44
1.2.3.4. Producción de concentrados de zinc en el Perú ... 45
1.2.3.5.¿Cómo se miden los concentrados? ... 46
1.2.3.6 Diseños experimentales. ... 46
1.2.3.6.1 ¿Que son los Diseños Factoriales? ... 47
1.2.3.6.2 ¿Cuándo usar los diseños factoriales? ... 47
1.2.3.6.3 ¿Por qué usar los Diseño Factoriales? ... 48
1.2.3.6.4 Principios para el diseño experimentación en la investigación ... 48
1.2.3.6.5 Aplicación de los diseños factoriales en el procesamiento de minerales ... 49
1.2.3.6.6 Pruebas metalúrgicas con diseño factorial. ... 50
1.3 Términos básicos. ... 50
1.4. Hipótesis de investigación ... 53
1.4.1. Hipótesis General... 53
1.4.2 Hipótesis Específicos ... 54
1.4. Operacionalización de variables. ... 55
CAPITULO II DISEÑO METODOLÓGICO 2.1. Tipo y Nivel de la investigación. ... 56
2.2. Métodos de investigación... 57
2.3. Diseño de la investigación ... 57
2.4. Población y muestra ... 58
2.4.1. Población. ... 58
2.4.2. Muestra ... 58
2.4.3 Técnicas de muestreo. ... 58
2.5. Técnicas e instrumentos de recopilación de datos. ... 59
2.5.1. Técnicas de recolección de datos. ... 59
2.5.2. Instrumentos de recolección de datos... 59
2.6. Técnicas de procesamiento de datos ... 59
CAPÍTULO III ANÁLISIS Y DISCUSIÓN DE RESULTADOS 3.1 Aplicación de los Diseños Experimentales en el análisis ... 61
3.1.1 Diseño Factorial Fraccionado - Etapa Screening. ... 61
3.1.2. Pruebas de flotación para realizar el diseño factorial fraccionado. .... 61
3.1.3. Cálculo de los efectos para el diseño factorial fraccionado... 62
3.1.4. Análisis de Varianza... 63
3.1.5. Cálculo de Modelo Matemático. ... 65
3.1.6. Análisis de Residuos. ... 66
3.1.7. Aplicación de T-Student. ... 66
3.2. Optimización por diseño central compuesto (minitab) ... 67
3.3. Estimación de Modelo Matemático. ... 72
3.3.1. Modelo matemático a escala natural... 73
3.3.2. Evaluación del modelo matemático... 73
3.3.3. Determinación de las Condiciones Óptimas de las Variables ... 74
3.3.4 Prueba de Hipótesis de las medias de dos muestras. ... 76
Conclusiones ... 79
Recomendaciones ... 80
Referencias bibliográficas. ... 81
Anexo ... 86
Índice de tablas
Tabla 1 Dosis según la prueba ... 23
Tabla 2 Dosificación de reactivos ... 23
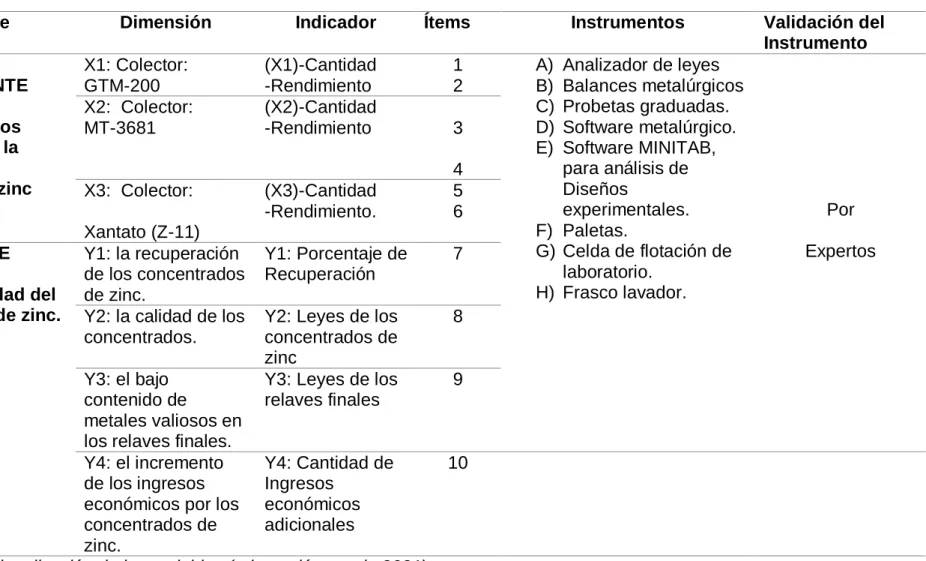
Tabla 3 Operacionalización de las variables ... 55
Tabla 4 Recuperaciones de Zinc obtenidas para la Etapa Screening ... 62
Tabla 5 Tabla A Valores a escala real de las variables ... 62
Tabla 6 Matriz de Diseño a Escala Codificada, con 3 Variables. ... 63
Tabla 7 Matriz con real que Incluye la Recuperación de Zinc ... 63
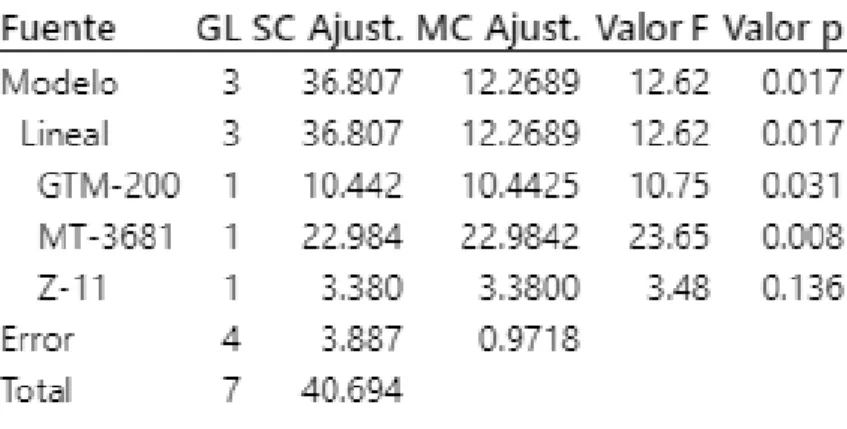
Tabla 8 Análisis de varianza. ... 64
Tabla 9 Desviación estándar y R-cuadrado... 65
Tabla 10 Coeficientes de Modelo Matemático, Etapa Screening. ... 65
Tabla 11 Aplicación de Grado de Significancia de Cada Variable t-Student ... 67
Tabla 12 Aplicación de t-Student Analizado con el “t” de Tablas. ... 67
Tabla 13 Resumen del porcentaje de las recuperaciones del Zinc ... 68
Tabla 14 Balance metalúrgico para diseño central compuesto, prueba 1. ... 69
Tabla 15 Balance Metalúrgico para diseño central compuesto, prueba 2 ... 69
Tabla 16 Balance metalúrgico para diseño central compuesto, prueba 3 ... 69
Tabla 17 Balance metalúrgico para diseño central compuesto, prueba 4 ... 69
Tabla 18 Balance metalúrgico para diseño central compuesto, prueba 5 ... 70
Tabla 19 Balance metalúrgico para diseño central compuesto, prueba 6 ... 70
Tabla 20 Balance metalúrgico para diseño central compuesto, prueba 7 ... 70
Tabla 21 Balance metalúrgico para diseño central compuesto, prueba 8 ... 70
Tabla 22 Balance metalúrgico para diseño central compuesto, prueba 9 ... 71
Tabla 23 Balance metalúrgico para diseño central compuesto, prueba 10 ... 71
Tabla 24 Balance metalúrgico para diseño central compuesto, prueba 11 ... 71
Tabla 25 Balance metalúrgico para diseño central compuesto, prueba 12 ... 71
Tabla 26 Balance metalúrgico para diseño central compuesto, prueba 13 ... 72
Tabla 27 Variable Superior e Inferior de los colectores GTM-200 y MT-3681 ... 72
Tabla 28 Variable Superior e Inferior de los colectores GTM-200 y MT-3681 ... 72
Tabla 29 Resumen del modelo ... 73
Tabla 30 Coeficientes de Modelo Matemático ... 73
Tabla 31 Análisis de la Varianza ... 73 Tabla 32 Porcentaje de Recuperaciones de los dos colectores: Z-11 y MT-3681 77
Índice de figuras
Figura 1 Secuencia de selección de Variables ... 61
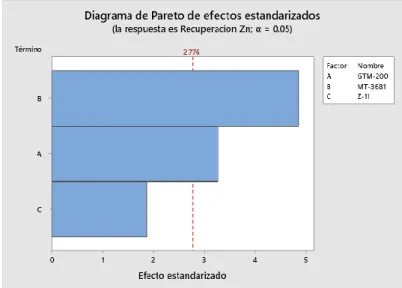
Figura 2 Diagrama de Pareto ... 65
Figura 3 Residuos para Recuperación del Zinc. ... 66
Figura 4 Diagrama de flujo de las pruebas de flotación para optimizar la recuperación del zinc con diseño central compuesto. ... 68
Figura 5 Normal de efectos estandarizados. ... 74
Figura 6 Pareto de efecto estandarizado ... 74
Figura 7 Optimización de recuperación de Zn ... 75
Figura 8 Diseño Central Compuesto de superficie de % de Recuperación de Zn. ... 75
Figura 9 Contorno de % de Recuperación de Zn Vs. GTM-200: MT-3681 ... 76
Figura 10 Valores individuales de Z-11 (Recuperación de Zn); MT- 3681 Recuperación de Zn) ... 78
Figura 11 Caja de Z-11(Recuperación de Zn); MT-3681(recup.Zn) ... 78
Resumen
Los procesos de concentración de minerales han incluido desde comienzos del siglo anterior a la flotación por espumas, que es considerado como uno de los más importantes descubrimientos tecnológicos de los últimos tiempos en el área de, las industrias extractivas minero metalúrgicas, que consiste en la aplicación de los principios de la físico-química de superficies, tales como la hidrofobicidad de las especies valiosas con respecto a la hidrofobicidad de los minerales de ganga. En este estudio hemos considerado como objetivo principal verificar experimentalmente el incremento de la mejora de la productividad de los minerales sulfurados de zinc, mediante la selección y evaluación optima y posterior aplicación de los reactivos colectores en el proceso de flotación en la Compañía Minera San Ignacio de Morococha S.A.A. ubicado en el distrito de, provincia de Chanchamayo, Región de Junín, a 17 Km. al sur de la ciudad de San Ramón, en el flanco occidental de la cordillera oriental, y entre alturas de 1,200 a 2,300 msnm, San Vicente procesa actualmente 2 400,00TM/DIA de recursos con leyes de 7.69% Zn y 0.57% Pb. Con leyes de zinc en el concentrado de zinc por alrededor del 52% y con recuperaciones menores del 80%. Después de haber realizado las pruebas experimentales y su análisis posterior, se nota claramente que la calidad y la recuperación se incrementan, realizar estudios para metalúrgicos a los diferentes tipos de colectores orientado a evaluarlos y seleccionar el colector que incremente la calidad y la recuperación del zinc. Para ello utilizamos la técnica de los diseños experimentales con la ayuda del software del Minitab, la cual ayudó a determinar el colector más adecuado para nuestro tipo de mineral de zinc.
Se evaluaron los reactivos colectores, en primer lugar, el GTM-200, en segundo lugar, el MT-3681 y finalmente el Z-11. Para lo cual. primeramente, se utilizó el diseño factorial 23, donde se evaluaron las 3 variables a 2 niveles y finalmente la optimización mediante el diseño hexagonal para determinar el colector que tiene mayor influencia en el proceso y mayor efectividad.
Elementalmente el resultado obtenido mediante la presentación de tesis se logrados optimizarse las recuperaciones en zinc a 96.04% en comparaciones de otros resultados promedios de las plantas del 94.73%; lo cual demuestran las mejoras en un 1.3%.
Las aplicaciones de las distribuciones de probabilidades T-students en los programas estadísticos Minitab que nos ayuda para las selecciones de la variable que claramente influirán en las recuperaciones en Zinc, identificando la variable independiente influyente tales como: dosificación de los colectores MT-3681 y GTM-200.
Palabras claves: Recuperación del zinc, Los reactivos colectores, Diseños experimentales, programa estadístico Minitab.
EL AUTOR
Abstract
The mineral concentration processes have included, since the beginning of the previous century, foam flotation, which is considered one of the most important technological discoveries of recent times in the area of mining and metallurgical extractive industries, which consists of the application of of the principles of surface physico-chemistry, such as the hydrophobicity of valuable species with respect to the hydrophobicity of gangue minerals. In this study we have considered as the main objective to experimentally verify the increase in the improvement of the productivity of zinc sulphide minerals, through the selection and optimal evaluation and subsequent application of the collecting reagents in the flotation process in the Compañía Minera San Ignacio de Morococha SAA located in the district of, Chanchamayo province, Junín Region, 17 km south of the city of San Ramón, on the western flank of the eastern mountain range, and between heights of 1,200 to 2,300 meters above sea level, San Vicente currently processes 2 400.00TM / DAY of resources with grades of 7.69% Zn and 0.57% Pb. With zinc grades in the zinc concentrate of around 52% and with recoveries of less than 80%. After having carried out the experimental tests and their subsequent analysis, it is clearly noted that the quality and recovery increase, carry out studies for metallurgists to the different types of collectors aimed at evaluating them and select the collector that increases the quality and recovery of zinc. . For this we used the technique of experimental designs with the help of Minitab software, which helped determine the most suitable collector for our type of zinc ore.
The collecting reagents were evaluated, firstly, the GTM-200, secondly, the MT-3681 and finally the Z-11. For which. First, the factorial design 23 was used, where the 3 variables were evaluated at 2 levels and finally the optimization through the hexagonal design to determine the collector that has the greatest influence on the process and the greatest effectiveness.
In general, the results obtained through this research work have been able to optimize zinc recovery to 96.04% compared to the average plant result of 94.73%;
which shows an improvement of 1.3%.
The application of the T-student probability distribution in the Minitab statistical program helped us in the selection of variables that directly influence the recovery of Zinc, identifying the influential independent variables such as: dosage of the MT-3681 and GTM-200 collectors .
Keywords: Zinc recovery, Collecting reagents, Experimental designs, Minitab statistical program.
THE AUTHOR
Introducción
En la industria Minera- Metalúrgica se debe de optimizar todos los procesos involucrados debido a que los costos de producción, cada día, son más altos y las leyes de cabeza son más variables, e inclusive cada día están bajando más y más (se pueden tener leyes altas llegando a un promedio de 15% de ZnS, así como leyes bajas menores del 2% de ZnS).
Con esta idea se debe de realizar diferentes evaluaciones en cada uno de los circuitos de las plantas concentradoras para determinar los parámetros que influyan significativamente en el proceso de flotación del zinc. La realización del presente trabajo nos conllevo a el incremento de la recuperación del zinc en el concentrado de zinc en la flotación de minerales sulfurados de zinc (ZnS), mediante uso de un nuevo colector el GTM-200.
En un proceso de “optimización primero se tiene que definir correctamente un criterio de optimización; en conclusión, determinar lo que se va a optimizar” (Valverde, 1992). Para lograr podrá definir que: “la flotación de minerales es un proceso de concentración de minerales donde se separa el mineral valioso de la ganga(estéril), la separación se logra con un tratamiento físico-químico que modifica la tensión superficial del mineral”
(Tecsup, 2006). La tensión superficial disminuye, y en consecuencia se
“facilita la formación de espuma, así como se la hace más estable. La espuma está formada por un conjunto de burbujas de aire, que se forman más fácilmente cuanto menor es la tensión superficial del medio en que se intenta crear” (Otero, 1976).
La adherencia selectiva de burbujas es: “el factor esencial del proceso de flotación y, una vez que se ha conseguido, la fuerza de la gravedad permite efectuar la separación con gran sencillez. Las burbujas que interesan para la flotación son huecos macroscópicos en el seno de la pulpa, llenos de gas” (Taggart, 1966). “El método efectivo de prueba es relativamente directo y normalmente y se realiza en una máquina de flotación de laboratorio, de operación intermitente. Después de hacer flotar un número dado de muestras con diferentes niveles de reactivos colectores y manteniendo las
otras variables constantes, los productos de la flotación y los productos residuales se analizan por los elementos de interés” (Kelly, 1990).
La prueba en flotaciones nos permite optimizarse las recuperaciones en zinc (Bueno, 2003). “Para dichas pruebas se envían las muestras para el ensayo de leyes a laboratorio químico, en seguida se programa una serie de pruebas con las variables independientes significativas para la optimización de zinc. Estas variables son obtenidas con t-student y la optimización con la aplicación de modelos cuadráticos” (Manzaneda, 2004).
Actualmente en el Perú, los diferentes yacimientos mineros van agotando sus minerales sobre todo sulfurados y por otro lado se van encontrando con otra realidad, que es la baja del precio de los metales en el mercado mundial especialmente del cobre, plomo, zinc, plata y otro polimetálicos, pero el precio del zinc viene logrando su incremento en mercado mundial de metales como el presente trabajo está orientado a investigar el comportamiento las bajas recuperaciones y bajas leyes del Zinc en el concentrado de zinc de la planta concentradora” “San Vicente” de la Compañía minera SIMSA. con alta ley de cabeza y además produce concentrado de plomo, el estudio está orientado a hacer evaluaciones metalúrgicas con los reactivos colectores más importantes, para ellos estamos utilizando la técnica de los diseños experimentales, con ayuda del software MINITAB que nos permitirá determinar el reactivo adecuado para incrementarse las productividades en Zinc en los concentrados en Zinc.
En la planta concentradora “San Vicente” se realizara los estudios de Optimizaciones de las recuperaciones en zinc en las etapas de flotaciones, siendo capaz de esta manera, lo que presumimos el cambio del colector Z- 11 por el uso de otro tipo de colector, pudiendo ser esto el MT-3618 o en todo caso el GTM-200 y por otro lado, pudimos notar que también se logra reducir el consumo de Sulfato de cobre (CuSO4), “bajar el escape de valores metálicos en el relave y por otro lado la mejora del control de costos de los procesos productivos de la compañía minera, todo ello, contribuirá a la eficiencia en la toma de decisiones respecto de las optimizaciones necesarias para lograr una mayor competitividad en el mercado” (Higidio Morales, J. O.,2018).
Por tales motivos las pruebas experimentales que se realizaran son de suma importancia y nos ayudara buscar las distintas formas de minimizar los costos de producción y generar mayor rentabilidad.
EL AUTOR
CAPITULO I MARCO TEÓRICO
1.1. Antecedentes o Marco Referencial.
1.1.1 Antecedentes internacionales de la investigación
Novoa Delgado, G. y Vargas Espinoza, L.A., (2013), En su trabajo de Investigación: “Variables y Propiedades que influyen en el proceso de flotación”, realizada en el Departamento de Ingeniería Metalúrgica y Minas, Facultad de Ingeniería y Ciencias Geológicas de la Universidad Católica del Norte, Antofagasta, Chile.
Donde manifiesta lo siguiente en su trabajo: El proceso de flotación está gobernado por una gran cantidad de variables las que interactúan entre sí, y cuyo conocimiento contribuirá a comprender mejor el proceso en sí y obtener finalmente un mejor rendimiento en las aplicaciones prácticas .La creciente implementación de la flotación en diversas faenas mineras a nivel mundial y en especial a nuestro país, hace de total importancia el aporte de nuevas tecnologías que puedan facilitar el proceso o disminuir los costos de operación para cada planta.
A raíz de esto se han ido mejorando o sustituyendo variables las cuales afectan directamente a la recuperación metalúrgica.
De La Rosa Canales, J.M., (2013); en su trabajo de Investigación:” Flotación selectiva de minerales sulfuros de plomo-zinc en presencia de reactivos naturales del tipo quebracho”, para optar el grado Académico de Maestro en Metalurgia, en el Programa de
Maestría y Doctorado en Ingeniería Maestría en Metalurgia, en la Universidad Nacional Autónoma de México. Donde en su trabajo llega a las siguientes conclusiones:
A partir de las pruebas efectuadas por potencial zeta se puede afirmar, que el xantato etílico de potasio es un excelente reactivo para flotar la galena a valores de pH entre 9 y 11 y que, en presencia del quebracho colorado, no existe competencia entre ellos, por lo que la galena presentará un carácter de hidrofobicidad con xantato y/o quebracho.
Con base a las pruebas efectuadas por potencial zeta se puede afirmar que la esfalerita se puede flotar a valores de pH entre 6 y 8, mientras que es factible deprimirla a valores de pH entre 9 y 11 en presencia de xantato etílico de potasio y quebracho colorado.
A mayor concentración de quebracho colorado se tiene una mayor recuperación de zinc en los estériles primarios de plomo, siendo 20 mg/L de quebracho la mejor condición para trabajar un circuito de flotación primaria de plomo.
A menor concentración de xantato etílico de potasio se tienen las mejores leyes y recuperaciones de plomo en el concentrado primario de plomo, siendo 1.5 x 10-4 M de XEK la mejor condición para trabajar un circuito de flotación primaria de plomo.
A mayor concentración de sulfato de cobre la ley de zinc aumenta, mientras que la recuperación de zinc disminuye en el concentrado primario de zinc, siendo 1.5 x 10-4 M de CuSO4 la mejor condición para trabajar un circuito de flotación primaria de zinc.
A mayor velocidad de agitación la recuperación de plomo aumenta y la ley disminuye en el concentrado primario de plomo, siendo 1300 rpm la condición adecuada para trabajar un circuito de flotación primaria de plomo.
A mayor velocidad de agitación la recuperación de zinc aumenta y la ley disminuye en el concentrado primario de zinc, siendo 1300 rpm la condición adecuada para trabajar un circuito de flotación primaria de zinc.
La cinética de recuperación de plomo en la celda primaria de Pb muestra que a tiempos cortos de recolección se tienen altas recuperaciones, mientras que a tiempos largos de recolección la recuperación es baja, siendo el tiempo óptimo de flotación de 150 segundos la condición adecuada para trabajar un circuito de flotación primaria de plomo.
La cinética de recuperación de zinc en la celda primaria de Zn muestra que a tiempos cortos de recolección se tienen altas recuperaciones, mientras que a tiempos largos de recolección la recuperación es baja, siendo el tiempo óptimo de flotación de 300 segundos la condición adecuada para trabajar un circuito de flotación primaria de zinc.
La ley y recuperación de plomo en el concentrado primario de plomo aumenta a pH más básicos, teniéndose las mejores condiciones de flotación primaria de plomo a pH 10, con una recuperación de 80.84% y una ley de 20.82 %.
Al aumentar el pH a valores más básicos la ley de zinc aumenta y la recuperación disminuye en la flotación primaria de zinc siendo importante en este circuito obtener altas recuperaciones con el sacrificio de la ley, teniéndose las mejores condiciones de flotación primaria de zinc a pH 9 con una recuperación de zinc de 78.56% y una ley de zinc de 10.69%.
Se estableció un circuito primario de flotación selectiva de plomo utilizando xantato etílico de potasio y quebracho para obtener un
concentrado de plomo con una ley de 20.82 % y una recuperación de 80.84% con las siguientes condiciones de operación: 20 mg/L de quebracho colorado como reactivo depresor del zinc, 1.5x10-4 M XEK como reactivo colector del plomo, pH 10, 0.16 mL de espumante MIBC, 5 minutos de acondicionamiento de reactivos, 1300 rpm y 2.5 minutos de flotación.
Se estableció un circuito de flotación selectiva de zinc utilizando sulfato de cobre para obtener un concentrado de zinc con una ley de 10.69% y una recuperación de 78.56% con las siguientes condiciones de operación: 1.5x10-4 M CuSO4 como activador, pH 9, 0.08 mL de espumante MIBC, 5 minutos de acondicionamiento de reactivos, 1300 RPM y 5 minutos de flotación
La Galena (PbS) y la escalerita (ZnS) son dos minerales que se encuentran formando una mena compleja de Pb-Zn; por tanto, la flotación selectiva utilizando quebracho colorado como depresor de zinc, es una ruta adecuada para separarlos y obtener concentrados de Pb y Zn con altas leyes y recuperaciones.
Es factible utilizar quebracho colorado como reactivo depresor del zinc en un circuito de flotación selectiva de Pb-Zn teniendo como principal ventaja que es un reactivo natural biodegradable, no es tóxico y es amigable con el medio ambiente.
Tito Cruz, A., (2011), en su trabajo de investigación:
“Optimización del proceso de flotación de concentrados de zinc y plata en el ingenio minero del sur-Sección “ROSICLER” mediante diseño experimentales”, desarrollado en la Carrera de Ciencias Química, Facultad de Ciencias Puras, Universidad nacional Mayor de San Andrés de la Paz, Bolivia. Donde manifiesta que llego a las siguientes conclusiones:
Para la optimización del proceso de flotación de concentrados de zinc y plata se realizó un diagnóstico con el fin de obtener una línea base del funcionamiento del Ingenio Minero Rosicler y poder realizar el proceso de optimización. Se verifico y estableció un método de
muestreo sistemático el cual tiene grandes beneficios industriales y económicos en la planta empleando una herramienta adecuada de muestreo, se dieron las recomendaciones necesarias en el punto 5.2.2.
Si se tiene un buen muestreo no existirá diferencias entre las leyes de compra y leyes de ingenio, por tanto, no se tendrá pérdidas económicas las que se tiene actualmente. Se estableció la influencia de la dosificación de reactivos mediante pruebas experimentales en laboratorio variando las concentraciones de los reactivos de flotación en función al porcentaje de sólidos del mineral de cabeza y además se emplearon depresores de piritas los cuales incrementaron el porcentaje de recuperación de los concentrados de zinc y plata La influencia del pH en la flotación de zinc y plata es de mucha importancia esta se debe encontrar en un rango de 10,5 a 12 ya que a este pH la pirita se encuentra deprimida por el calcio que se introduce como oxido de calcio para subir el pH, y por tanto la flotación de esfalerita es mucho más óptimo. Se realizó un análisis granulométrico para determinar el porcentaje de tamaño de grano en todo el proceso de flotación, y se pudo concluir que 92,9% del tamaño de grano se encuentra entre 100 y -200 mallas Tyler, tamaño de grano muy fino que perjudica el proceso de flotación, se dieron las recomendaciones necesarias en la parte 5.3.6. Se optimizó el proceso de flotación en el Ingenio Minero Rosicler, habiéndose encontrado cambios en el proceso que podrían ser introducidos para incrementar la recuperación de 85% a 88.5% u 89.5%
mediante dos métodos que se encuentran descritos en la parte 5.4.5.1.
Como conclusión final observando todo lo realizado en el trabajo se pudo realizar la optimización del proceso de flotación de concentrados de zinc y plata en el Ingenio Minero del Sur Sección Rosicler con técnicas, sencillas y herramientas que no requieren de mucha inversión económica ya que es posible incrementar el porcentaje de recuperación del 85% a 89,5%.
Velásquez Barrenechea, V. (2018), en su investigación titulada:
“Optimización de la recuperación de cobre en el circuito de flotación de CODELCO-El Salvador en base a la evaluación de nuevas
formulaciones de reactivos de flotación”, realizada en el departamento de Ingeniería Metalúrgica, de la Facultad de Ingeniería, de la Universidad de Concepción, chile. Donde manifiesta lo siguiente:
Las mejores formulaciones del reactivo son para optimizarse las recuperaciones en Cu en las escorias provenientes de las fundiciones en los laboratorios como se muestra en la tabla:
Tabla 1 Dosis según la prueba
Prueba Dosis
Alternativa 2
Hostaflot NP-107 (50 gpt) Hostaflot E-980 (50 gpt)
Flotanol H-70 (40 gpt)
Esta logra un aumento de cuatro puntos porcentuales de recuperación de Cu en comparación con la flotación estándar de laboratorio.
La mejor opción para optimizar la recuperación de Cu de la mezcla alimentada con mayor proporción de material de rajo “QM” es la siguiente tabla.
Tabla 2 Dosificación de reactivos Xantato
343 (g/t)
Hostaflot E-501 (g/t)
Aero-3758 (g/t)
Aero-3730 (g/t)
Espumante (g/t)
- 20 18 12 28
De esta forma se logra aumentar en 2,0 puntos porcentuales la recuperación de Cu con respecto a la formulación estándar de reactivos.
Con respecto a la prueba industrial con escoria, la nueva formulación de colectores aumenta la recuperación de Cu, logrando 4 puntos en promedio más con respecto al estándar en cada fase de prueba (71% vs 67% aproximadamente), bajo condiciones de
operación equivalentes (P80, tonelaje o niveles de procesamiento, pH, etc.).
Por otra parte, se debe trabajar con niveles de procesamiento no superior a los 190 t/h de escoria, debido a que, al sobrepasar este límite, el P80 empieza a incidir de forma negativa en la recuperación de Cu disminuyendo la recuperación de Cu en 3 puntos porcentuales, en comparación con los períodos restantes de pruebas.
García, J.F..; Guadalupe I.; Alcaraz B., Ibarra, A. y Alaní R.;
(2017) En su trabajo de investigación: “Incremento en ley de concentrados de zinc mediante remolienda antes de limpias”, presentada en la “XXXII Convención Internacional de Minería Guadalajara, Jalisco, México”, octubre 25 - 28, 2017.
Donde manifiesta que: Durante 2017 en Unidad Velardeña del Grupo Peñoles se efectuaron pruebas de remolienda a concentrados de zinc para incrementar ley y reducir insoluble. El mineral se caracteriza por tener esfalerita con alta concentración de fierro en solución sólida lo cual dificulta obtener grado 50% de zinc consistentemente al moler cabeza a un K80 de 45 µm. Además, por el grado de asociación mineralógica, los concentrados contienen alrededor de 4.6% de insoluble. Los flujos del circuito de zinc evaluados con remolienda fueron: concentrado primario 1, concentrado primario 2 y 3, concentrado agotativo, medios de limpia 1 y concentrado final.
Posterior a la remolienda se realizaron pruebas de cinética a la granulometría original y con cuatro niveles de remolienda. Como complemento se efectuaron pruebas de flotación en circuito abierto y finalmente pruebas en circuito cerrado sobre cabeza con y sin remolienda. En todos los casos se logró mejorar grado de zinc y reducir insoluble con remolienda. Adicionalmente se determinó la energía específica requerida para varios niveles de tamaño de partícula, llegando a las siguientes conclusiones: Las pruebas de flotación de circuito abierto realizadas con tres etapas de limpia, confirmaron el efecto que tiene la disminución de tamaño de partícula en la disminución de impurezas, sobre todo en insoluble y el consecuente
incremento en grado de zinc. En este caso se realizaron pruebas en tres flujos: concentrado primario 2 y 3, concentrado agotativo y medios de limpia 1. Se efectuaron las pruebas de flotación a tres tamaños de partícula y en tres etapas de limpia. Como complemento final, se realizaron dos pruebas de flotación en circuito cerrado a partir de una muestra de alimentación al circuito de flotación. Para el caso del primerio 2 y 3 se logró incrementar el grado de zinc de 25.5 a 47.9%, con la consecuente disminución de insoluble de 32 a 5% al disminuir el tamaño de partícula de 51 a 18 micrones. Efectos similares al primario 2 y 3, se obtuvieron con los flujos del concentrado agotativo y medios de la limpia 1. Lo anterior indica que es posible incrementar la calidad del concentrado de zinc a través de remolienda. Las pruebas se realizaron considerando dos esquemas: sin remolienda, para lo cual solamente se flotó con tres etapas de limpia y el otro fue con remolienda a un tamaño de partícula con K80≈ 20 µm en circuito de zinc previo a etapa de flotación en limpias. La Tabla 5 muestra los balances en circuito cerrado. Con la remolienda, la ley de insoluble disminuyó de 3.3 a 1.0% y su distribución de 1.0 a 0.2%. La remolienda también permitió incrementar la liberación del zinc y el grado aumento de 42.1 a 51.6%, disminuyendo la recuperación en 1% con este incremento de grado.
Cabe notar que el grado de zinc obtenido sin remolienda, fue inferior al obtenido en planta debido a que se dio prioridad a la recuperación.
Como referencia, el concentrado de zinc obtenido en planta en el mes que se realizaron las pruebas, obtuvo 0.39 g/t de oro, 32 g/t de plata, 0.3% de plomo, 50.19% de zinc y 11.68% de fierro. La recuperación de zinc fue 88%. Con base en las pruebas de remolienda y flotación de los diversos flujos del circuito de zinc de Velardeña se deduce lo siguiente:
El tamaño de partícula que optimizó el grado del concentrado de zinc fue 15 µm.
La energía específica obtenida para tamaño de partícula de 15 µm fuev14.7 kWh/t.
La curva grado vs recuperación de zinc fue mejor con remolienda.
La curva grado vs recuperación de insoluble también fue mejor con remolienda.
Hay una correlación estrecha entre zinc e insoluble.
Se considera factible reducir insoluble de 5.6 a alrededor de 1%
remoliendo a 15 µm.
1.1.2 Antecedentes nacionales de la investigación
Castro Chamorro, J., (2004), tesis titulada “Optimización del proceso de flotación de concentrado de zinc en la Compañía Minera Yauliyacu S.A. mediante diseños experimentales”, investigación realizada en la Facultad de Ingeniería Geológica, Minera, Metalúrgica Y geográfica de la E. A.P. de Ingeniería Metalúrgica de la Universidad nacional “Mayor de San Marcos”, donde llega a las siguientes conclusiones: “El trabajo se ha realizado en la Planta Concentradora de la Empresa Minera Yauliyacu S.A., el cual tiene por objetivo la evaluación Metalúrgica de los parámetros que intervienen en el proceso de flotación de minerales en el circuito de zinc, para poder solucionar los problemas de alto contenido de Fe en el concentrado de zinc y minimizar los contenidos de zinc que se van al relave”. (p.204)
Meza Chapca, L., (1919), su trabajo de investigación:
“Evaluación metalúrgica en el circuito de flotación para la recuperación de cobre, plomo y zinc en la planta concentradora Iscaycruz – Oyón, Lima – 2019”, realizada en la Escuela Profesional de Ingeniería Metalúrgica, de la Facultad de Ingeniería, de Cerro de Pasco. Donde concluye: “La producción obtenida en el año 2018, cayó significativamente respecto del año 2017, debido principalmente a la operación de dos meses de la Unidad Iscaycruz, dado su cierre temporal ocurrido a fines de febrero”. (p.106)
Chirio Infantes, J.L., (2018); en su trabajo de investigación:
“Investigación para la optimización del proceso de flotación de concentrado de zinc en la compañía minera Yauliyacu S.A”, donde se concluyó: “que el método de explotación del mineral es mediante Sub Level Stoping Cuerpos que ha permitido elevar la producción en forma
sostenida desde 56000 TPM hasta 106000 TPM en la actualidad y el costo del método SLC es menor comparativamente al resto de los demás métodos de minado de esta unidad, y por lo tanto permite recuperar bloques mineralizados de menores valores económicos en forma rentable. Con la ayuda de los diseños experimentales usando el software estadístico estatgraphics Centurion XVI, lo cual se usó el diseño factorial simple con dos puntos centrales, para evaluar los parámetros que intervienen en la flotación de zinc (CuSO4, Z-11, pH)”,
“y posteriormente determinar las dos variables más significativas que entran a la etapa de optimización (CuSO4 y pH). para las dos variables se determinó los valores óptimos del CuSO4, (0,5465 kg/TM) y pH (11,5) que correspondan a la cima de la superficie y obteniendo una recuperación de 94.12% de zinc en la etapa de Rougher mejorando la calidad del concentrado de zinc y produciendo un ahorro en el consumo de CuSO4”, “a nivel de laboratorio con las dosificaciones optimas de sulfato de cobre y pH se obtuvo una recuperación de 89.85%. Respecto al Sulfato de cobre llegamos a obtener un consumo óptimo de 0.5465 Kg/TM de CuSO4, a nivel industrial de la planta se utiliza un promedio de 0.754 Kg/TM de CuSO4, de lo cual hay un valor agregado de 0.2075 Kg/T”.(p.154)
Inga Paucar, A. (2020); En su investigación titulada:
“Optimización en la recuperación de zinc de minerales polimetálicos mediante el proceso de flotación en la empresa mines and Metals Trading Perú- Huancavelica”. Tesis válida de Posgrado en Facultad de Ingeniería Geológica, Minera, Metalúrgica y Geográfica de la U.N.M.S.M. donde concluye: “El presente trabajo de investigación tuvo como objetivo principal optimizar la recuperación de zinc en la segunda etapa de flotación de minerales polimetálicos de la empresa Mines and Metals Trading Perú donde su Recuperación promedio anual de Zinc es de 82% Las muestras se tomaron de la planta concentradora Recuperada, el muestreo de mineral fresco se realizó en la faja N°01 que alimenta a la molienda primaria y las muestras de pulpa se obtuvieron de las colas de flotación bulk Pb/Ag. Durante el estudio se
realizó pruebas preliminares de flotación con la finalidad de seleccionar las variables independientes que tienen mayor influencia en la variable dependiente” “(Recuperación de zinc) haciendo uso del programa estadístico MINITAB. Para la flotación preliminar se tomó como base las dosificaciones de acuerdo al historial del proceso de planta concentradora Recuperada. Las variables de mayor influencia se seleccionaron con el T-student del programa estadístico MINITAB obteniendo el de mayor orden de significancia, el tiempo de remolienda (minutos) y luego el sulfato de cobre (g/TM)”. (p.114)
%Recuperación de Zn = -46.31 + 0.6714 X1 + 6.389 X2 - 0.000857X1ˆ2 - 0.1534X2ˆ2 - 0.01378 X1X2
Donde:
X1 = Sulfatos de cobres(g/TM).
X2 = Tiempos de remoliendas(minutos).
Se manifiesta que “acuerdo al modelo se obtiene valores reales máximos de sulfato de cobre (CuSO4) de 351.06 g/TM y el tiempo de remolienda de 5.06 minutos que representa el P80 igual a 20 micras.
Al remplazar los valores reales máximos de las variables independientes se obtiene la máxima recuperación teórica de zinc de 88.00%. Con las variables independientes óptimas obtenidas se realizaron pruebas metalúrgicas con mineral fresco para comparar la viabilidad de la investigación obteniéndose 87.70% de recuperación de zinc” Inga Paucar, A. (2020);
Cortez Marcelo, C., (2019), en su investigación titulada: “Flotación de zinc sin el uso de cal para la recuperación de concentrado de zinc, en la Unidad de Producción Andaychagua - Compañía Minera Volcán S.A.A.- 2019”, realizada en la Escuela Profesional de Ingeniería Metalúrgica de la Facultad de Ingeniería , de la Universidad “Daniel Alcides Carrión” de cerro de Pasco, donde manifiesta lo siguiente: “El presente trabajo de investigación se refiere al estudio y etapas en la implementación de un proceso de flotación de zinc Sin Cal. (CaO) La cual se basa en la filosofía de seleccionar y optimizar el reactivo
colector adecuado que permita una flotación suficientemente selectiva para No utilizar un depresor y así también mejorar la alcalinidad del pH en el relave. Para ello se consideró a la planta Concentradora de minerales de Andaychagua de 3000 TMSD, una planta de mediana minería para así poder aplicar según los resultados dados en plantas de gran minería o altos tonelajes de producción. En el estudio a nivel laboratorio se aplicó diseño experimental en pruebas batch a dos reactivos de flotación: colectores tionocarbamatos F-1661, F-4277, todos de la marca Flottec-Diamond”. (p.126)
Alvarado Dávila, C.M. y Plasencia Fernández; O.E. (2019), en su trabajo de Investigación titulado: “Influencia de la dosificación de los colectores AP-3418 y AR-404 sobre la recuperación de plomo y zinc por flotación selectiva de un mineral polimetálico de la empresa minera Occidental 2 de Cajamarca S.R.L”, realizado en la Carrera de Ingeniería de minas, facultad de Ingeniería, Universidad Nacional del Norte, Cajamarca, Perú. Donde asevera que: “se estudió la influencia de la dosificación de los colectores AP-3418 y AR-404 sobre la recuperación de plomo y zinc por flotación selectiva de un mineral polimetálico, del nivel 2 de la veta murciélago de la empresa Minera Occidental 2 de Cajamarca S.R.L. El estudio experimental se realizó en una celda de flotación de laboratorio, modelo Denver D-12, utilizando mineral con una granulometría 60% -200 mallas con una ley de 4.48%
de plomo y 14.82% de Zinc”. (p.126)
Champa Henríquez, O.M., (2018), en su trabajo de Investigación titulado ” Obtención de minerales sulfurados de zinc a partir de relaves minerales sulfurados", realizado en la Unidad de investigación de la Facultad de Ingeniería Química de la Universidad del Callao, donde manifiesta lo siguiente: “El principal objetivo del presente trabajo fue la de producir concentrados de minerales sulfurados de zinc a partir de relaves minerales sulfurados almacenados a través de los años de tratamiento en una planta concentradora. Las pruebas metalúrgicas experimentales se guiaron de acuerdo al diseño establecido teniendo como variables la densidad de pulpa de tratamiento, la granulometría
del relave y los reactivos químicos de flotación”. “Los concentrados obtenidos fueron aceptables y similares a materias primas constituidas por mezclas de relaves y minerales frescos. Así por ejemplo, con una ley de cabezas (relave) de 5% de zinc se obtuvo un concentrado de 38.1% de ley de zinc en peso, con radio o razón de concentración (R) igual a 11.1, con eficiencia (E) igual a 64.58% Las condiciones que se dieron para la obtención de los resultados en el laboratorio de operaciones y procesos unitarios de la Facultad de Ingeniería Química de la UNAC, fueron excelentes, tanto para la manipulación de los relaves en el equipo de flotación Denver D-12, como en la preparación de la pulpa y de los reactivos químicos.”
Serva Hualparuca, J. y Llauce Núñez, J. R., (2020); en su trabajo de investigación: “Determinación de los reactivos de flotación orientado a incrementar la productividad del zinc en el circuito de zinc en la Planta Concentradora “Santander”, realizada en la Facultad de Ingeniería Metalúrgica y de Materiales, de la Universidad Nacional del Centro del Perú, de Huancayo. Resume su trabajo en lo siguiente:
“El problema para el desarrollo del presente trabajo radicaba en las bajas recuperaciones de los valores metálicos y sobre todo las leyes sobre estos valores, el plomo apenas llegaba a los 78%, la plata a los 60% y el zinc a los 88%,” tanto como “el zinc y la plata se escapan en el relave en un 11% y 20% promedio respectivamente, siendo esto bastante preocupante para la empresa incluso incrementándose esto con que la ley del zinc en el concentrado de zinc apenas se llegaba a un 48% promedio, ya que se debe saber que la ley de cabeza del zinc promedio estaba por encima del 4,5%. El mineral en estudio no solamente presentaba esfalerita, sino también marmatita; por lo que el fierro;
como sabemos, se encuentra en su estructura química. La presencia de pirrotita y hematita, dificultaba la flotación de zinc por lo que debíamos usar un colector selectivo y un depresor de Fierro. La muestra que se utilizó para el presente estudio fue el relave de flotación del circuito de plomo, cabeza del circuito de
zinc. Esta muestra fue filtrada y secada con la finalidad de trabajar en pesos similares y el agua fue recibida en un tanque apropiado, la cual fue usada en las pruebas experimentales. Al inicio de un proceso de optimización, cuando todavía no se tiene un buen conocimiento del comportamiento del proceso, generalmente la lista de factores o variables que pueden influir en el proceso son muchas”. (p.214)
1.2. Bases Teóricas y Conceptuales.
1.2.1. Reactivos colectores en la flotación de minerales de zinc.
En el proceso de flotación, comúnmente se requiere una serie de reactivos, donde los colectores tornan la superficie del mineral a hidrofóbico y toman un papel preponderante. Por otro lado, se tienen los espumantes que son surfactantes usados para disminuir el tamaño de burbuja y promover la estabilidad de la espuma. Los espumantes tienen estructura heteropolar que los hace adsorberse en una superficie aire-agua, o sea, en la superficie de las burbujas, para satisfacer tanto su parte polar como su parte apolar.
“La flotación es una técnica de concentración que aprovecha la diferencia entre las propiedades superficiales o interfaciales del mineral, o especies de valor, y la ganga. Se basa en la adhesión de algunos sólidos a burbujas de gas generadas en la pulpa por algún medio externo, en la celda de flotación” (Ayllón Meresi, D.E. 2013).
“La flotación se basa en el proceso de concentración de minerales con alto valor económico a nivel industrial a partir de minerales complejos de alta y baja ley en oro y plata” (Moslemi, H., Gharabaghi, M. 2017). “Estos elementos por su naturaleza especial, requieren a veces de otros métodos de recuperación más eficiente, como, por ejemplo, concentración gravimétrica, cianuración y flotación, o una combinación de estos” (Gómez, D. M. 2012). “En el proceso de flotación, partículas flotables son colectadas en la espuma dejando la
parte no flotable en la pulpa (Bustamante Rúa, M.O., Tobón Suárez, C.M.,” Naranjo Gómez, D. 2012).
“El proceso de recuperación tiene sentido sólo si el costo de recuperación es mucho menor que el valor del metal precioso. Además, las restricciones impuestas a la eliminación de residuos y las estrictas regulaciones ambientales exigen una viabilidad económica y tecnologías ecológicas” ((Suca Pari, J. C. 2017).
“Existe el interés en la industria minera por analizar modificadores de superficie orgánicos (también conocidos como colectores y promotores) en superficies minerales en plantas de concentración” (Flores, C. y Kael, J. 2018). “En este sentido, un tensoactivo iónico de una carga atrae iones de la carga opuesta. Los iones se concentran en una espuma después de la adsorción del tensoactivo en burbujas de gas ascendentes” (Nirdosh, I.y Ramanathan, N., 2018).
“Entre las variables que se deben considerar en los procesos de flotación por espumas se encuentran: el tipo de mineral, la granulometría, la calidad del agua, la familia química del colector utilizado, la altura del colchón de espumas, el flujo de aire en m3/h, así como el porcentaje de sólidos de la pulpa y el diseño del circuito, calidad y cantidad de reactivos, factores todos que influyen en el rendimiento de recuperación del mineral valioso durante la flotación”
(Flores, C., Kael, J. 2018).
“Los depresores son reactivos que impiden la flotabilidad de un mineral, esto se logra previendo la adsorción del colector sobre la superficie del mineral. Según información obtenida se ha reportado que alrededor del 70% de los minerales en las colas o relaves constituyen la fracción liviana o ganga. Esta fracción está compuesta principalmente de cuarzo (50%) y silico-aluminatos alcalinos y de hierro (25%) por lo que se suele utilizar un depresor como el silicato de sodio”
(Romero., & Jasmany, R. 2018).
“Los activadores por su parte sirven para aumentar la adsorción de los colectores sobre la superficie de los minerales o para fortalecer el enlace entre éstos y el colector. Los principales activadores utilizados son: el sulfato de cobre, nitrato de plomo y sulfito de sodio. En la activación de los minerales de zinc en la mayoría de las plantas concentradoras del Perú se utilizan el sulfato de cobre como activador del zinc ya que en la bibliografía se reporta como el activador más usado en el caso de la flotación de zinc o de los minerales portadores de zinc tales como: pirita, pirrotina, blenda, esfalerita y estibina” (Suca Pari, J. C. 2017).
“Los colectores proporcionan propiedades hidrofóbicas a las superficies minerales. Son compuestos heteropolares ya que contienen un grupo polar (cargado) y un grupo no polar (descargado) de manera que, cuando se adhiera a la partícula mineral, las moléculas del colector se orienten de tal forma que el grupo no polar o cadena de hidrocarburos, se extienda hacia afuera, formando una película hidrofóbica de hidrocarburos en la superficie. Particularmente la combinación de xantatos con ditiofosfatos, ha mostrado mejores recuperaciones de minerales sulfurados con contenido de plata y oro”
(Cobos Granda, C. J. 2018).
“Las cantidades de espumantes que se dosifican en el proceso de flotación depende del tipo de mineral a ser tratado, pero los valores que se emplean normalmente fluctúan entre 5 a 25 g/Ton” (Bustamante Rúa, M.O., Tobón Suárez, C.M., Naranjo Gómez, D. 2012).
“La densidad de la pulpa o porcentaje de sólidos óptimo en la flotación de minerales influye en la recuperación del metal, pues la alta viscosidad de la pulpa no apoya a la dispersión del aire o una adecuada formación de la burbuja. En general, en la primera etapa de flotación, en plantas concentradoras de sulfuros, el porcentaje de sólidos es de aproximadamente entre 30% - 40%, sin embargo, en etapas posteriores como cleaner y recleaner el porcentaje de sólidos es menor.
Se ha manifestado que el tema flotación de minerales se usa para los sulfuros, debido a que el uso de este proceso es muy favorable y que
ha sido supeditado a la minería de veta, donde se genera la hidrofobicidad de los sulfuros asociados al oro. Esto implica que los estudios de hidrofobicidad selectiva del oro nativo son escasos en la literatura y por lo tanto, la dosificación de los reactivos no está bien determinada” (Antoniete, H., Eduardo, M. 2018).
En un sistema de flotación los reactivos se dividen de acuerdo a la función específica que desempeñan en: colectores, espumantes y modificadores. Los colectores y espumantes son sustancias orgánicas empleadas generalmente en dosificaciones comprendidas entre 1 a 1000 g/ton de alimentación. Químicamente, son clasificados como surfactantes (“del inglés surfactant”) (Chemometrics and Intelligent Laboratory Systems 74 (2004) ), “es decir, molécula de carácter doble, que consiste de un grupo polar y un grupo no polar. El grupo polar posee un momento de dipolo permanente y representa la parte hidrofílica de la molécula”. “El grupo no polar no posee un dipolo permanente y representa la parte hidrofóbica de la molécula. Los surfactantes cumplen dos papeles fundamentales en la flotación.
Primero, se adsorben en la interfase sólido/líquido y actúan como colectores tornando hidrofóbica la superficie de ciertos minerales.
Segundo, influyen en la cinética de la adhesión burbuja/mineral, actuando como espumantes. De esta forma el espumante actúa principalmente en la interfase líquido/aire, promoviendo la formación de la espuma a través de la disminución de la tensión superficial. Los modificadores son sustancias inorgánicas u orgánicas empleadas en cantidades que generalmente varían entre 20 a 1000 g/ton”.
(Universidad de Atacama, Apuntes de concentración de minerales I, 2017).
1.2.1.1. Caracterización de los reactivos colectores.
“La caracterización de los reactivos colectores para las pruebas experimentales se sustenta en las diferentes estructuras químicas que presentan. Al analizar la química de los reactivos de flotación es muy conveniente clasificarlos en dos grupos distintos”:
a) Aquello usado concretamente para el mineral sulfurado
b) Es aquel usado para el mineral no sulfurado.
i) Los Xantatos
“Los xantatos son colectores ampliamente usados,
especialmente para minerales de fácil tratamiento donde la selectividad (especialmente frente a sulfuros de fierro y elementos nocivos) no es un tema importante. Son suministrados en forma de polvo o pellets y son fácilmente solubles en agua y se pueden presentar en cualquier concentración de dosificación. Las soluciones de xantato tienen una estabilidad a largo plazo relativamente pobre. Los xantatos se encuentran disponibles en un rango de largo de cadena de carbono generalmente de C2 a C5. La fuerza de colección generalmente aumenta con el aumento del largo de la cadena, pero la selectividad disminuye. Los xantatos son relativamente inestables a un bajo pH y, por lo tanto, no son apropiados para la flotación en circuitos ácidos. Su estructura química es”:
ii) Los Ditiofosfatos
“Promotor AEROFLOAT 241: Sal de amonio del promotor AEROFLOAT 25. Soluble en agua en todas proporciones. Es el más selectivo de todos los promotores líquidos AEROFLOAT. Ampliamente usado en la flotación de Pb en minerales Pb-Zn y como colector secundario para algunos minerales de cobre”.
“Promotor AEROFLOAT 242: sal de amonio del promotor AEROFLOAT 31. Soluble en agua, debe ser preparado mínimo al 10%
para evitar la precipitación del colector secundario. Ampliamente usado para la flotación de Pb desde minerales Pb/Zn y Cu/Pb en minerales Cu/Pb/Zn. Mejora la recuperación de plata en estos minerales”.
“Los promotores AEROFLOAT 25 y 31 deben agregarse a la pulpa sin diluirse. Debido a que ellos se encuentran en forma ácida, la premezcla con agua o con los promotores AEROFLOAT 241 o 242, o cualquier otro producto acuoso podrían liberar el gas H2 S. La estructura química de los nitrofosfatos es:”
iii) Ditiofosfinatos Dialquilos.
Aerophine 3418
“Es un exclusivo colector de sulfuros en base fósforo. Se desarrolló originalmente para la flotación de Cu y minerales activados de Zn. Otorga alta selectividad. Es altamente efectivo frente a minerales de sulfuro de fierro, escalerita desactivada y elementos nocivos. Tiene baja contribución a la espumación, incluso en minerales que contienen minerales de arcilla, rápida cinética, buena recolección de partículas gruesas, excelente colector para metales preciosos, metales del grupo del platino galena y sulfuros de cobre desde minerales complejos, polimetálicos o masivos. La estructura química del Aerophine es:”
iv) Serie 400 De los Promotores AERO.
“Usado para la flotación de minerales de Cu alterados y secundarios, minerales de Zn y Pb alterados y metales preciosos en circuitos alcalinos. Excelente colector para la pirita argentífera y pirita aurífera en circuitos ácidos y neutros. La estructura química del AERO 404 y sus similares es:”
1.2.2. Productividad de la flotación de minerales de zinc:
En la optimización en el proceso de: “flotación del concentrado de zinc con aplicación de los diseños experimentales, estos métodos de mejoramiento son modelos estadísticos donde se puede obtener la máxima información con el mínimo posible de pruebas que reducen en forma eficaz los costos en la investigación, son muy importantes las innovaciones tecnológicas de equipos y de optimización metalúrgica en los procesos de concentración de minerales específicamente en el caso de zinc” (Chirio, J., 2018).
La optimización de las Plantas de Procesamiento de minerales principalmente de zinc es fundamental en esta época donde la competitividad es muy importante para reducir costos y mejorar la calidad del producto con análisis comparativos y simulaciones de la eficiencia del proceso e incrementar las recuperaciones de los metales en las concentraciones.
Conforme una mina avanza a través de su ciclo de vida, y conforme cambia la alimentación a la planta, el proceso de operación de la planta se debe revisar y ajustar continuamente para mantener un desempeño óptimo.
Entonces, se hace importante evaluar cuidadosamente cada etapa del proceso desde la interfaz mina-molienda hasta el tratamiento de residuos. Para lo cual se debe de utilizar soluciones integrales para reducir costos de operación, aumentar la producción y recuperación de metales, y mejorar la eficiencia y rendimiento en general del proceso por medio de softwares de análisis comparativo y simulación o por otra metodología.
Por lo tanto, se deben de formar equipos de metalurgistas e ingenieros de procesamiento de minerales que tengan en su mayoría
bastante experiencia práctica en una amplia gama de ambientes operativos con especializaciones en conminución (trituración y molienda), problemas de flotación complejos, y optimización de la mina a la molienda.
Lo que se recomienda, para incrementar la productividad de una empresa Minero-Metalúrgica sor realizar las siguientes actividades estratégicas:
Definición de parámetros de diseño de la planta, evaluación y optimización de circuito e interfaz mina a molienda, modelación de procesos, estudios de expansión, estimación de costos de capital y de operación, análisis costo-beneficio, Selección y tamaño del equipo y auditorías contables de metales.
También se hace fundamental optimizar la producción y maximizar los rendimientos económicos a través de soluciones de proceso a la medida de los requerimientos específicos del proyecto Minero-Metalúrgico.
“La importancia del mantenimiento en la mayor parte de los sistemas productivos ha ido aumentando rápidamente debido a una serie de factores entre los cuales se destacan: Tendencia creciente de los riesgos potenciales de falla. Importancia cada vez mayor de los equipos en las actividades productivas. Ahorro energético y protección del medio ambiente. Necesidad de alcanzar y asegurar altos niveles de calidad. Extensión de la producción” “Justo a tiempo". “Cumplimientos con los objetivos de seguridad del área y/o Empresa. En este camino encontramos que la mayoría de las empresas tienen que estar sometidas a un proceso constante de Mejoramiento Continuo de tal manera que se puedan obtener mayores utilidades mediante la eliminación o reducción significativa de pérdidas. Por lo tanto, el Mantenimiento no puede ni debe ser la excepción y debe concebirse orientado a los negocios y orientado a los resultados. Para ello debemos tener en mente el objetivo a cumplir, que es la Competitividad.
Para ser competitivos existen algunos factores claves como es la Calidad y la Productividad. Estos f