UNIVERSIDAD NACIONAL DEL CENTRO DEL PERU
FACULTAD DE INGENIERÍA QUÍMICA
“REMOCIÓN DE ZINC DE LAS AGUAS DE MINA EN EL NIVEL 3900 DE LA COMPAÑÍA MINERA LOS
QUENUALES - UNIDAD DE PRODUCCIÓN YAULIYACU A NIVEL DE LABORATORIO”
TESIS
PARA OPTAR EL TITULO PROFESIONAL DE INGENIERO QUÍMICO
PRESENTADO POR:
Bach. CERAS CUADROS, Caty Bach. OCHOA LEÓN, Hans Gianny
HUANCAYO – PERÚ
2013
ASESOR :
Ms. MANUEL NESTARES GUERRA
DEDICATORIA
CATY Dedico este trabajo con todo mi cariño a lo más preciado que Dios me pudo dar, a mi madre Serafina que lucha diariamente por mi bienestar y sobresalir en la vida, a mi padre Teófilo por el esfuerzo que hace para darme lo mejor y por apoyarme en todo momento de la vida para ser fuerte y perseverante, a mi hermana René por su apoyo incondicional en la realización y culminación de la tesis, a mi amigo y hermano Fredy por su apoyo cognitivo y por sus sabios consejos que me ayudan a desarrollarme como persona y una profesional, a mis hermana Elizabeth que me corrige con sabiduría y alienta a seguir adelante a pesar de las pruebas que nos da la vida, a mi hermano Goyo por su apoyo en la culminación de la tesis, a mi primo Ciro por su ayuda y ejemplo para sobre salir en la vida, a mis demás hermanos, Mónica, Elmer, Carla, Alexandra y a mi sobrinos por el apoyo que siempre recibo para seguir adelante en todas las áreas de mi vida y a mi amado Hans que se esfuerza más allá de sus fuerzas para darme lo mejor y por su apoyo constante de manera incondicional, para poder culminar esta tesis.
HANS Con una inmensa gratitud dedico esta tesis, a Dios que es el mentor de la tesis, a mi padre Raúl Ochoa, por su apoyo incondicional y sus sabios consejos que día a día me da para caminar hacia el triunfo y la felicidad, a mi hermosa madre Alicia León, quien con su esfuerzo me forjó por el amplio camino del saber y de la vida, a mi querido hermano Henrry por su apoyo y exigencia para desarrollarme como buen profesional y liderar en la vida, a mi linda hermana Daysi por ser mi amiga y apoyarme en forma moral y cognitiva para el desarrollo de esta tesis, y a toda mi familia por ser mi apoyo constante brindado día a día para la culminación de mi carrera profesional y a Caty Ceras, que me da fuerzas para continuar cumpliendo nuestras metas con su gran ejemplo de esfuerzo y dedicación que le pone a la vida; que es la variable, de mi corazón, raíz incalculable que hizo verdadera mi ecuación; ya sea en balancear la materia y la energía, así como calcular el diámetro de la tubería; ya sea en velocidad de vaciado o sea en concentraciones de iones, su respuesta siempre ha estado, como una solución a mis ecuaciones; su presencia estará en series de potencia para poderte explicar, o en la solución de cualquier ecuación diferencial.
AGRADECIMIENTO
Deseamos expresar nuestro más profundo agradecimiento en primer lugar a Dios, por darnos la vida y la oportunidad de poder lograr nuestras metas, a nuestros padres por su apoyo económico, moral, por el gran esfuerzo y amor que nos impulsan a continuar, a nuestros amados hermanos, por su apoyo incondicional en el camino de la vida, a nuestros familiares, por estar siempre presentes en los momentos difíciles y a todas las personas que mediante su apoyo y colaboración hicieron posible la culminación de esta tesis.
Un sincero agradecimiento a nuestro asesor Manuel Nestares Guerra por su compromiso y dedicarnos su tiempo al realizar nuestra tesis; al ingeniero Andrés Rojas Quinto y al ingeniero Olga Angulo Gutiérrez por su amistad y por el apoyo al facilitarnos equipos y materiales; al ingeniero Arturo Melgar Merino por su apoyo incondicional y orientación durante el desarrollo de nuestras tesis; al ingeniero Fredy Ceras Cuadros por compartirnos sus conocimientos y su experiencia laboral, a todos los docentes de nuestra Facultad de Ingeniería Química de la UNCP que nos brindaron sus conocimientos y consejos para la culminación de nuestra carrera universitaria.
RESUMEN
La unidad minera “Los Quenuales” cuenta con un tratamiento de agua de mina del Nivel 3900, que se realiza mediante la dosificación de cal, y la dosificación de floculante (Polychem PC 7220), estas aguas de mina tratadas aun contienen metales solubles, que se encuentran fuera de los Límites Máximos Permisibles para descargas de líquidos minero-metalúrgicos establecidos en el DS N° 010-2010- MINAM., que son conducidas por el túnel Graton, y posteriormente vertidas al río Rímac, que causan impactos negativos en la flora y fauna existentes en sus alrededores.
En este contexto el trabajo tiene como finalidad remover el zinc de las aguas de mina de la compañía minera “Los Quenuales”, empleando los procesos de neutralización, coagulación - floculación y sedimentación a nivel de laboratorio, empleando una metodología de tipo experimental, teniendo como variable dependiente a la concentración de zinc y como variables independientes a la cantidad de agente neutralizante (NaOH), la cantidad de coagulante (FeCl3) y la cantidad de floculante (Polychem PC 7220), con un diseño factorial 23, cuyos niveles fueron determinados en el equipo de jarras obteniéndose 8 mL y 13 mL para NaOH, 8 mL y 14 mL para FeCl3 y de 5 mL y 7 mL para Polychem, como nivel bajo y nivel alto respectivamente para cada variable, donde se demostró que la interacción entre la cantidad de NaOH y la cantidad de FeCl3, tienen mayor incidencia significativa en el proceso de la remoción del zinc.
La determinación de la concentración de zinc del agua de mina a la salida del nivel 3900, fue de 70,47 ppm; y después del tratamiento se comprobó la remoción de zinc mediante la lectura de la concentración final de zinc en el fotómetro, que se obtuvo como mejor resultado 0,07 ppm en el módulo que se encuentran por debajo de los Límites Máximos Permisibles, obteniéndose una eficiencia de 99,90 %.
Los resultados obtenidos durante el desarrollo de la tesis, fueron gracias a las combinaciones de los niveles de las variables en los procesos de neutralización, coagulación – floculación y sedimentación; el rango de pH con el que se trabajó fue de 7 a 8,5 para precipitar el zinc como Zn(OH)2, ya que a un valor mayor de pH el zinc se solubiliza; la dosis del coagulante también es una variable de importancia donde se debe tener en cuenta que al añadir mayor cantidad de coagulante la
turbidez aumenta, debido a que el coagulante (FeCl3) añadido esta en exceso y ya no habría reacción, por lo que el agua se satura de iones Fe+3, finalmente las partículas formadas en las etapas anteriores, precipitan con ayuda de éste porque en su composición presenta el grupo imidamina, cuya composición presenta nitrógeno, el cual ayuda atrapar el zinc y aglomerar al resto de sólidos suspendidos, dándose la formación de lodos en el que se logró remover el zinc, ésta cantidad de lodos que se removió, se comprobó con la cantidad de lodos que se produjo según el balance de materia en el módulo y la determinación de la cantidad de lodos en el módulo por peso, cuyos valores son de 3,246 g y 3,181 g respectivamente, existiendo una diferencia de 0,065 g por la presencia de mínimas cantidades de impurezas y cantidades de sólidos suspendidos.
ABSTRACT
The mining unit with one Quenuales treatment of mine water level 3900, which is performed by the dosage of lime, and the dosage of flocculant (Polychem PC 7220), these treated mine water still contain soluble metals, which are outside the permissible limits for discharges of liquid-metal mining established in Supreme Decree No. 010-2010-MINAM., which are conducted by the Graton tunnel, and then discharged into the river Rimac, causing negative impacts on flora and fauna existing surroundings.
This research aims to remove zinc from mine waters of the mining company's Quenuales, using the processes of neutralization, coagulation - flocculation and sedimentation in the laboratory, using an experimental methodology, with the dependent variable a zinc concentration as independent variables and the amount of neutralizing agent (NaOH), the amount of coagulant (FeCl3) and the amount of flocculant (Polychem PC 7220), with a factorial design 23, whose levels were determined in the computer jar yielding 8 mL and 13 mL NaOH, 8 mL and 14 mL FeCl3 and 5 mL and 7 mL Polychem such as low and high level respectively for each variable, which showed that the interaction between the amount of NaOH and the amount of FeCl3, have greater effect in the process of the removal of zinc.
The determination of the concentration of zinc mine water level at the output of 3900, was 70,47 ppm and was found after treatment with zinc removal by reading the final concentration of zinc in the photometer, which best result obtained as 0,07 ppm in the module are below permissible limits, obtaining an efficiency of 99,90 %.
The results obtained during the development of theses were due to the combinations of levels of the variables in the processes of neutralization, coagulation - flocculation and sedimentation, the pH range which was worked from 7 to 8,5 for precipitate the zinc as Zn(OH)2, at a higher pH range, the zinc is solubilized, the dose of coagulant is also an important variable which must be taken into account because if overdosed, the phenomenon appears restabilization colloidal particle, due to the saturation of the surface charge of the particle, which hinders the formation of agglomerates and flocs, finally the particles formed in the previous stages with the aid of this precipitate because its composition presents the group imidamina , whose composition has nitrogen, which helps trap the zinc and
the rest of agglomerating suspended solids, sludge formation occurring in which the zinc removal was achieved, this amount of sludge to be removed, it was found the amount of sludge that was produced according to the material balance in the module and determining the amount of sludge in the module by weight, whose values are 3,181 g and 3,246 g respectively, with a difference of 0,065 g by the presence of trace amounts of impurities and amounts suspended solids.
INTRODUCCIÓN
Algunos metales son esenciales para la vida, un exceso de estos pueden ser una amenaza para la salud humana y para el medio ambiente. Cada año mueren niños a causa de enfermedades ocasionadas por el agua. En los países más pobres, uno de cada cinco niños mueren antes de los cinco años de edad, principalmente por enfermedades infecciosas relacionadas con el agua, producidas como consecuencia de la insuficiencia de esta, tanto en cantidad y en calidad. Un porcentaje de las industrias que actualmente se instalan en los países en vías de desarrollo como el nuestro no cumplen con las normas del estado.
Se sabe que las aguas de las industrias vertidas a los ríos están contaminadas, por lo tanto requieren un control adecuado de sus plantas de tratamiento. Es sabido que algunas industrias no cuentan con dichas plantas de tratamiento, de esta forma la contaminación es manifiesto, así como también existen industrias que poseen tratamiento pero no funciona adecuadamente o no se tiene un control de sus vertimientos las que ocasionan peligrosas y grandes afectaciones en la salud y al ambiente.
El manejo de los recursos de agua constituye una parte vital e integral en las operaciones mineras debido al potencial de contaminación del agua y su efecto consecuente en la salud humana y el medio ambiente. El manejo ambiental de este recurso comprende en el manejo de aguas en minas.
En la unidad minera Yauliyacu – Quenuales se realiza laboreo minero donde desarrollan explotaciones de diferentes zonas, en distintos niveles, configurando una estructura con galerías, y chimeneas por las que discurren cursos de agua con diferentes composiciones y contenido de sólidos y metales. Los efluentes de las aguas de mina que se descargan de las operaciones mineras en el nivel 3900 contienen concentraciones altas de zinc que reporta la empresa con una eficiencia empírica de remoción baja.
En la tesis desarrollada presentamos una alternativa de tratamiento mediante la neutralización, la coagulación – floculación y sedimentación para remover el zinc que genera las aguas de mina de la empresa minera Yauliyacu – Quenuales.
OBJETIVOS OBJETIVO GENERAL:
Remover el zinc de las aguas de mina que descarga el nivel 3900 de la compañía minera “Los Quenuales” - unidad de producción Yauliyacu, empleando el proceso de neutralización por control directo de pH (con adición de NaOH), el proceso de coagulación por adición de coagulante inorgánico (FeCl3), el proceso de floculación por adición de floculante orgánico (Polychem PC 7220) y la sedimentación por zonas, a nivel de laboratorio.
OBJETIVOS ESPECÍFICOS:
Determinar los parámetros físicos y la concentración de zinc en el agua de mina a la salida del nivel 3900 de la compañía minera Los Quenuales - unidad de producción Yauliyacu.
Determinar los niveles de las variables: la cantidad de agente neutralizante (NaOH), cantidad de coagulante (FeCl3) y cantidad de floculante (Polychem PC 7220) en el equipo de jarras.
Construir un módulo para los procesos de neutralización, coagulación - floculación y sedimentación para remover metales.
Establecer la cantidad de agente neutralizante (NaOH), la cantidad de coagulante (FeCl3) y la cantidad de floculante (Polychem PC 7220) para la remoción de zinc empleando el proceso de neutralización, coagulación - floculación y sedimentación a nivel de laboratorio.
Comprobar la remoción de zinc después del tratamiento en el módulo con la lectura de concentración final de zinc en el fotómetro, para cumplir con los Límites Máximos Permisibles para Descargas de Líquidos Minero - Metalúrgicos establecidos en el DS N° 010 - 2010 - MINAM.
Determinar la eficiencia de remoción de zinc en el módulo, en función de la concentración inicial del zinc en el agua de mina y la concentración final de zinc después del tratamiento.
Comparar la cantidad de lodos producidos en el módulo con la cantidad de lodos obtenidos en el balance del módulo.
NOMENCLATURA
A Cantidad de hidroxido de sodio (mL)
B Cantidad de coagulante (mL)
C Cantidad de floculante (mL)
R1 Repetición número 1
R2 Repetición número 2
r1 Reacción número 1
r2 Reacción número 2
r3 Reacción número 2
V Velocidad constante (m/s)
Vc Velocidad crítica (m/s)
Vs Velocidad de sedimentación (m/s)
tc Tiempo critico (s)
Re Rendimiento (%)
n Numero de replicas
Q1 Caudal de agua de mina (mL/s)
Q2 Caudal de agua tratada (mL/s)
Q3 Caudal de lodos (mL/s)
Co Concentración inicial de sólidos suspendidos (mg/L) Cf Concentración final de sólidos suspendidos (mg/L)
Clodos Concentración de lodos (mg/L)
INDICE DE CONTENIDOS
DEDICATORIA iii
AGRADECIMIENTO v
RESUMEN vi
ABSTRACT viii
INTRODUCCIÓN x
OBJETIVOS xi
NOMENCLATURA xii
ÍNDICE xiii
ÍNDICE DE FIGURAS xvii
ÍNDICE DE GRÁFICOS xviii
ÍNDICE DE TABLAS xix
CAPITULO I
PLANTEAMIENTO DEL ESTUDIO
1.1. PLANTEAMIENTO DEL PROBLEMA 20
1.2. FORMULACIÓN DEL PROBLEMA 21
1.3. JUSTIFICACIÓN 21
1.4. HIPOTESIS 22
1.4.1.UNIDAD DE ANÁLISIS 22
1.4.2.VARIABLES 23
CAPITULO II MARCO TEORICO
2.1. ASPECTOS GENERALES DE LA COMPAÑÍA MINERA LOS
QUENUALES UNIDAD DE PRODUCCIÓN YAULIYACU 24
2.1.1. ANTECEDENTES 24
2.1.2. UBICACIÓN GEOGRÁFICA 25
2.3. ORIGEN DE LAS FUENTES POTENCIALES DE GENERACIÓN
DE AGUAS RESIDUALES EN LA INDUSTRIA MINERA 28
2.3.1. AGUA DE MINA 28
2.3.2. DRENAJE ÁCIDO DE MINA 28
2.3.3. RELAVES 29
2.3.4. DRENAJE ÁCIDO DE RELAVE 29
2.3.5. AGUAS RESIDUALES DOMÉSTICAS 29
2.4. ESTÁNDARES DE CALIDAD DE LAS AGUAS EN LA INDUSTRIA
MINERO-METALÚRGICA 30
2.4.1. LÍMITE MÁXIMO PERMISIBLE 30
2.4.2. LÍMITE EN CUALQUIER MOMENTO 31
2.4.3. LÍMITE PROMEDIO ANUAL 31
2.5. PROCESOS PARA EL TRATAMIENTO DE LAS AGUAS
RESIDUALES DE LA INDUSTRIA MINERO-METALÚRGICA 31
2.5.1. NEUTRALIZACIÓN 33
2.5.2. SEPARACIÓN SÓLIDO – LÍQUIDO 34
2.5.2.1. Coagulación / Floculación 34
2.5.2.2. Sedimentación 36
2.5.2.3. Filtración 39
2.5.3. AIREACIÓN 40
2.5.4. PRECIPITACIÓN QUÍMICA 40
2.5.5. ADSORCIÓN 41
2.5.6. INTERCAMBIO IÓNICO 42
2.5.7. OSMOSIS INVERSA 42
2.5.8. ELECTRODIÁLISIS 43
2.5.9. MÉTODOS BIOLÓGICOS PASIVOS-HUMEDALES 43
2.5.10. MÉTODOS BIOLÓGICOS - INGENIERÍA ECOLÓGICA 43
2.6. ANÁLISIS DE VARIANZA 44
2.7. MUESTREO DE AGUAS RESIDUALES E INDUSTRIALES 47
CAPITULO III PARTE EXPERIMENTAL
3.1. DISEÑO EXPERIMENTAL 50
3.2. PROCEDIMIENTO EXPERIMENTAL 51
3.2.1. DETERMINACIÓN DE LOS PARÁMETROS FÍSICOS Y DETERMINACIÓN DE LA CONCENTRACIÓN DE ZINC
DEL AGUA DE MINA A LA SALIDA DEL NIVEL 3900 51 3.2.1.1. Procedimiento experimental, análisis físico 51 3.2.1.2. Procedimiento experimental para la determinacion
de la cocnentracion de zinc por analisis instrumental
UV- Vis 52
3.2.2. ELECCIÓN DE LOS MÉTODOS DE TRATAMIENTO PARA REMOVER ZINC DE AGUAS DE MINA DE LA COMPAÑÍA
MINERA “LOS QUENUALES” 53
3.2.3. EQUIPOS, MATERIALES Y REACTIVOS 53
3.2.3.1. Especificaciones del módulo 55
3.2.3.2. Equipos y materiales 55
3.2.3.2.1. Equipos 56
3.2.3.2.2. Materiales 57
3.2.3.3. Reactivos 57
3.2.3.4. Procedimiento experimental en el equipo de jarras 58 3.2.3.5. Procedimiento experimental en el módulo 60 3.2.3.6. Procedimiento experimental para el ánalisis del zinc
removido en el agua de mina tratada 61
CAPITULO IV
RESULTADOS Y DISCUSIÓN
4.1. DETERMINACIÓN DE LOS PARÁMETROS FÍSICOS Y DETERMINACIÓN DE LA CONCENTRACIÓN DE ZINC DEL
AGUA DE MINA A LA SALIDA DEL NIVEL 3900 63
4.1.1. DETERMINACIÓN DE LOS PARÁMETROS FÍSICOS 64 4.1.2. DETERMINACIÓN DE LA CONCENTRACIÓN DE ZINC 64 4.2. CURVAS PARA LA DETERMINACIÓN DE LAS VARIABLES
PARA LA REMOCIÓN ZINC DE LAS AGUAS DE MINA 65
4.2.1. CURVA DE NEUTRALIZACIÓN 65
4.2.2. CURVAS DE COAGULACIÓN – FLOCULACIÓN 67
4.2.2.1. Curva de coagulación 68
4.2.2.2. Curva de floculación 68
4.3. CURVAS DE SEDIMENTACIÓN EN LA REMOCIÓN DEL ZINC
DE LAS AGUAS DE MINA 70
4.4. CONCENTRACIÓN FINAL DE ZINC EN EL EQUIPO DE JARRAS 72
4.5. CONCENTRACIÓN FINAL DE ZINC EN EL MODULO 73
4.6. COMPARACIÓN ENTRE EL PROMEDIO DE LAS CONCENTRACIONES FINALES EN EL EQUIPO DE JARRAS
Y EN EL MODULO 74
4.7. EFICIENCIA DE REMOCIÓN DE ZINC 76
4.8. DETERMINACIÓN DE LA CANTIDAD DE LODOS EN EL MODULO 79 4.8.1. DETERMINACIÓN DE LA CANTIDAD DE LODOS
TEÓRICOS EN EL MÓDULO 79
4.8.1.1. Balance de materia para los sólidos en suspensión 79 4.8.1.2. Balance de materia estequiométrico para el
coagulante 80
4.8.2. DETERMINACIÓN DE LA CANTIDAD DE LODOS
EXPERIMENTALES EN EL MÓDULO 81
4.9. TRATAMIENTO DE DATOS 82
4.9.1. HIPÓTESIS DE INVESTIGACIÓN 82
4.9.2. CALCULO DE LA TABLA DEL ANÁLISIS DE VARIANZA 82
CONCLUSIONES 86
RECOMENDACIONES 88
REFERENCIA BIBLIOGRÁFICA 89
ANEXOS 92
ÍNDICE DE FIGURAS
Figura Nº 2.1.Ubicación y vías de comunicación a la unidad minera Yauliyacu.
Figura Nº 2.2.Esquema general del sistema.
Figura Nº 2.3.Diagrama de flujo esquemático de los procesos unitarios de tratamiento de agua.
Figura Nº 2.4.Variación de la concentración de metales con respecto al pH.
ÍNDICE DE GRÁFICOS Gráfico Nº 4.1.Curva de neutralización
Gráfico Nº 4.2.Curva de coagulación Gráfico Nº 4.3.Curva de floculación Gráfico Nº 4.4.Curva de sedimentación Gráfico Nº 4.5.Curva de la zona interfacial
Gráfico Nº 4.6.Curva de la zona de transición y compactación Gráfico Nº 4.7.Promedios de las concentraciones finales de zinc Gráfico Nº 4.8.Comparación de eficiencia de zinc
INDICE DE TABLAS
Tabla Nº 1.1.Promedios de los resultados del análisis de agua de mina a la salida Nivel 3900 de los años 2010 y 2011
Tabla Nº 2.1.Límites Máximos Permisibles para la Descarga de Líquidos de Actividades Minero – Metalúrgicas.
Tabla Nº 2.2.Notaciones para corridas de diseño 23.
Tabla Nº 2.3.Tabla del analisis de varianza del modelo de tres factores.
Tabla N° 2.4.Tabla para preservación de las muestras
Tabla Nº 3.1. Especificaciones del tanque de recepción del agua.
Tabla Nº 3.2.Especificaciones del tanque con agitación.
Tabla Nº 3.3.Especificaciones del cono imhoff.
Tabla Nº 4.1.Parámetros físico – químico de la muestra de agua de mina.
Tabla Nº 4.2.Concentración de zinc (ppm) en la muestra de agua de mina.
Tabla Nº 4.3.Datos experimentales para la curva de neutralización.
Tabla Nº 4.4.Datos experimentales para el proceso de coagulación.
Tabla Nº 4.5.Datos experimentales para el proceso de floculación.
Tabla Nº 4.6.Datos experimentales para la sedimentación.
Tabla Nº 4.7. Concentración final de zinc en las dos repeticiones en el equipo de jarras.
Tabla Nº 4.8.Concentración final de zinc en las dos repeticiones en el módulo.
Tabla Nº 4.9. Comparación del promedio de las concentraciones finales de zinc en el equipo de jarras y en el módulo.
Tabla Nº 4.10.Eficiencia de remoción de zinc de las dos repeticiones.
Tabla Nº 4.11.Matriz de diseño.
Tabla Nº 4.12. Resultados del análisis de varianza.
CAPITULO I
PLANTEAMIENTO DEL ESTUDIO
1.1. PLANTEAMIENTO DEL PROBLEMA.
La unidad minera “Los Quenuales” cuenta con diferentes zonas de explotación, y distintos niveles y siendo el último nivel de operación el nivel 3900.
Los efluentes de las operaciones mineras del nivel 3900 cuentan actualmente con un tratamiento para remover los metales existentes en el agua de mina, (Cu, Cd, Pb, Fe, Cr yZn).
El tratamiento que se realiza en la planta, es mediante la dosificación de cal, para elevar el pH y precipiten los metales, formándose partículas coaguladas y con ayuda del floculante (Polychem PC 7220), las partículas sedimenten más rápido.
Las aguas de mina tratadas aun contienen metales solubles, como se muestra en la Tabla Nº 1.1 que se encuentran fuera de los Límites Máximos Permisibles, (Tabla Nº 2.1) que son conducidas al túnel Graton, que posteriormente son vertidas al río Rímac, el cual desempeña un rol vital
como fuente de abastecimiento de agua para el consumo humano, agrícola y energético, que causan impactos negativos en la flora y fauna existentes en sus alrededores.
Tabla N° 1.1 Promedios de los resultados del análisis de agua de mina a la salida Nivel 3900 de los Años 2010 y 2011
Fecha pH Metales Totales
(ppm)Zn Pb
(ppm) Cu
(ppm) Fe
(ppm) Cd
(ppm) Cr (ppm) Promedio 2010 6,20 102,40 0,72 1,63 8,89 0,29 0,16 Promedio 2011 6,77 87,21 0,90 1,54 6,14 0,19 0,03 Promedio General 6,62 95,70 0,65 1,39 7,40 0,27 0,12 Máximo General 7,62 163,00 3,20 4,58 37,90 0,48 1,20 Mínimo General 5,35 33,75 0,08 0,07 0,03 0,00 0,00 Promedio E. Estiaje 7,08 86,50 0,46 0,94 5,55 0,23 0,08 Promedio E. Lluvia 6,12 110,86 0,95 2,20 10,37 0,34 0,18
Fuente: Empresa minera “Los Quenuales” S.A. (EMLQSA)
1.2. FORMULACIÓN DEL PROBLEMA:
¿Cuál es la cantidad de agente neutralizante (NaOH), la cantidad de coagulante (FeCl3) y la cantidad de floculante (Polychem PC 7220) adecuadas para la remoción del zinc mediante el proceso de neutralización por control directo de pH (con adición de NaOH), el proceso de coagulación por adición de coagulante inorgánico (FeCl3), el proceso de floculación por adición de floculante orgánico (Polychem PC 7220) y la sedimentación por zonas, con la finalidad de cumplir los Límites Máximos Permisibles para Descargas de Líquidos Minero – Metalúrgicos, según el anexo 01 que se establece en el DS N° 010-2010-MINAM?
1.3. JUSTIFICACIÓN:
En la actualidad la compañía minera “Los Quenuales” tiene un sistema de tratamiento en el Nivel 3900 (neutralización, floculación y sedimentación), que no cumple estrictamente los requisitos ambientales del Estado Peruano, la Tabla Nº 1.1 muestra los promedios anuales de los resultados del análisis a la salida del nivel 3900 (año 2010 y 2011), cuyos valores se encuentran fuera de los Límites Máximos Permisibles (Tabla Nº 2.1), por lo que es necesario realizar un trabajo de investigación para remover el zinc ya
que es el metal con mayor concentración, el cual se verificará mediante la determinación de la concentración de zinc por espectrofotometría. El tratamiento se realizara tomando en consideración los tratamientos que emplea la compañía minera “Los Quenuales” e implementando el proceso de coagulación, para obtener mejores resultados, para lo cual será necesario determinar las cantidades necesarias de agente neutralizante (NaOH), de coagulante (FeCl3) y de floculante (Polychem PC 7220) a nivel de laboratorio, para brindar una alternativa de solución al problema descrito y evitar impactos negativos en la salud y el ambiente.
Al término de la tesis se donara el modulo a la Facultad de Ingeniería Química de la Universidad Nacional del Centro del Perú, el cual ayudará a que los estudiantes de nuestra facultad aprendan a realizar un tratamiento de aguas de mina en el laboratorio, al reconocimiento y manejo de las variables que influyen, para su posterior aplicación profesional en la industria minera.
1.4. HIPOTESIS:
Las cantidades del agente neutralizante (NaOH), el coagulante (FeCl3) y el floculante (Polychem PC 7220), influyen favorablemente en la remoción de zinc contenidos en las aguas de mina del nivel 3900 de la compañía minera
“Los Quenuales” - unidad de producción Yauliyacu, mediante el proceso de neutralización por control directo de pH (con adición de NaOH), el proceso de coagulación por adición de coagulante inorgánico (FeCl3), el proceso de floculación por adición de floculante orgánico (Polychem PC 7220) y la sedimentación por zonas.
1.4.1. UNIDAD DE ANÁLISIS
Aguas de mina del nivel 3900 de la compañía minera “Los Quenuales” - unidad de producción Yauliyacu.
1.4.2. VARIABLES
1.4.2.1. Variable dependiente:
Concentración de zinc (ppm) 1.4.2.2. Variables independientes:
Cantidad de hidróxido de sodio 0,1 N (mL)
Cantidad de coagulante 0,1 % (mL)
Cantidad de floculante 0,05 % (mL)
CAPITULO II MARCO TEORICO
2.1. ASPECTOS GENERALES DE LA COMPAÑÍA MINERA “LOS QUENUALES” - UNIDAD DE PRODUCCIÓN YAULIYACU
2.1.1. ANTECEDENTES:
2.1.1.1. Información sobre el Titular
El titular de la unidad minera Yauliyacu es la empresa minera “Los Quenuales”, constituida en el Perú en el 2003 como resultado del cambio de razón social de la empresa minera Yauliyacu S.A. la cual se había fusionado previamente con la empresa minera “Iscaycruz S.A”.
Tiempo después el grupo Glencore asume el control de la empresa minera “Los Quenuales”.[1]
2.1.1.2. La Unidad Minera
Yauliyacu es una mina polimetálica de explotación subterránea, donde se extrae minerales de cobre, plomo, plata y zinc. El procesamiento de los minerales se realiza
en una planta concentradora convencional, produciéndose dos concentrados: cobre - plomo - plata y otro de zinc cuya capacidad de tratamiento ha ido creciendo desde su privatización en mayo de 1997, cuando operaba a 2200 toneladas diarias, posteriormente existiendo una proyección de crecimiento para inicios del 2009 a una capacidad de 4000 toneladas diarias. [1]
2.1.2. UBICACIÓN GEOGRAFICA:
La unidad minera Yauliyacu se ubica en el distrito de Chicla, provincia de Huarochirí, región de Lima. Geográficamente se localiza en la zona central, flanco oeste de la Cordillera Occidental de los Andes, entre las coordenadas geográficas 11°30' latitud Sur y 76° 10' de longitud oeste, a una altitud promedio de 4250 msnm. [2]
En la Figura Nº 2.1 se puede apreciar la ubicación de la zona minera.
Figura Nº 2.1: Ubicación y vías de comunicación a la unidad minera Yauliyacu.
Fuente: Modificación del estudio del impacto ambiental “Los Quenuales”
2.2. DESCRIPCIÓN GENERAL DEL SISTEMA DE TRATAMIENTO ACTUAL:
El sistema de tratamiento de la empresa está compuesto principalmente por los niveles 2700 (nivel superior) y 3900 (nivel inferior), e involucra las descargas de agua de mina en cada nivel y además de ambos niveles reciben aportes de descargas provenientes de innumerables labores en operación como se puede apreciar en el Anexo 1.A.
En el Nv. 2700 se ha identificado que existen dos puntos de descarga (un auxiliar y un principal, que operan de manera alterna, ubicadas antes de las pozas de sedimentación) provenientes de la planta concentradora.
La descarga del Nv. 2700 son vertidas al Nv. 3900 a través de dos estructuras, siendo la Ch. 588 la principal y el Ch. 880 el auxiliar, cuya confluencia son descargadas en la Ch. 581, que son conducidas al túnel Graton con un caudal constante, que posteriormente son vertidas al río Rímac. (Figura Nº 2.2). [3]
El tratamiento que se realiza en la planta, es mediante la dosificación de cal en los tanques en el interior de la mina para elevar el pH (para que se encuentre en el rango de 6 a 9) y para que precipiten los metales, formándose partículas coaguladas que con ayuda del floculante Polychem PC 7220 (Anexo 4) las partículas sedimentan más rápido; por referencia del personal de mina, la aplicación del floculante es constante pero no siguen una dosificación establecida.
Figura N° 2.2. Esquema general del sistema Fuente: Elaboración propia
2.3. ORIGEN DE LAS FUENTES POTENCIALES DE GENERACIÓN DE AGUAS RESIDUALES EN LA INDUSTRIA MINERO-METALÚRGICA Las actividades minero-metalúrgicas y el agua están íntimamente ligadas.
Todas estas aguas afectan de algún modo la vida normal de sus correspondientes cuerpos receptores. Cuando éste efecto es suficiente para hacer que las mismas no sean susceptibles de una mejor utilización, se dice que están contaminadas. [4]
Las principales fuentes potenciales de generación de las aguas residuales en la industria minero-metalúrgica son:
Agua de mina.
Drenaje ácido de mina.
Relave: efluentes metalúrgicos de plantas concentradoras.
Drenaje ácido de relave.
Aguas residuales domésticas.
2.3.1. AGUA DE MINA:
Las aguas de minas son fuentes potenciales de generación de aguas residuales, sí están acompañadas de:
Concentraciones de sólidos suspendidos por encima de la norma.
pH por debajo o por encima de las normas.
Altas concentraciones de metales, tales como plomo, cobre, zinc, hierro, manganeso. arsénico, mercurio, selenio, níquel, cadmio, cromo y otros.
En cualquiera de estos casos, las aguas de minas necesitarán tratamiento, antes de ser vertidas al ambiente. [5]
2.3.2. DRENAJE ÁCIDO DE MINA:
Se denomina drenaje ácido de mina a las aguas ácidas generadas por la minería, que resultan de la oxidación de minerales sulfurados, principalmente por la pirita en presencia de aire, agua y/o bacterias que se alimentan de minerales sulfurosos, dando lugar a la formación de ácido sulfúrico. Las aguas ácidas atacan otros minerales, produciendo soluciones que pueden acarrear elementos tóxicos al ambiente, como
cadmio, arsénico y otros elementos que producen contaminación de las aguas. La generación de aguas ácidas puede ocurrir durante la exploración, operación y cierre de una mina. Estas descargas pueden producir desde algunos efectos menores como decoloración local de suelos y drenajes con precipitación de óxidos de hierro, o llegar a una extensa contaminación de sistemas de aguas. [6]
2.3.3. RELAVES:
Los relaves se definen como el desecho mineral sólido de tamaño entre arena y limo, provenientes de los procesos de concentración, y son producidos, transportados y depositados en forma de lodo.
Los relaves son residuos que provienen de los procesos para el tratamiento de los minerales en las plantas concentradoras y son casi siempre transportados desde la concentradora a través de una tubería, en forma de pulpa (mezcla de agua y sólidos), en concentraciones que van de 20 % a 50 % de sólidos en peso. [7]
2.3.4. DRENAJE ÁCIDO DE RELAVE:
El drenaje ácido de relave, se refiere a procesos por los cuales el pH del agua en contacto con los relaves puede disminuir severamente, dando como resultado la disolución y transporte de metales tóxicos disueltos tales como arsénico, plomo, cadmio, y un conjunto de otros, además de un drástico incremento del contenido de los sulfatos. El potencial para el drenaje acido de relave es específico para cada cuerpo mineralizado y para sus condiciones físicas y climáticas. [7]
2.3.5. AGUAS RESIDUALES DOMÉSTICAS:
Son las aguas que provienen de núcleos urbanos y contienen sustancias procedentes de la actividad humana, tales como:
preparación de alimentos, basuras, uso sanitario, productos de limpieza de la vivienda, del aseo personal y del lavado de ropa. [8]
2.4. ESTÁNDARES DE CALIDAD DE LAS AGUAS EN LA INDUSTRIA MINERO-METALÚRGICA:
La actividad minera produce prosperidad en las zonas donde se lleva a cabo, pero indudablemente se producen alteraciones, que pueden llevar a impactos ambientales, especialmente en los cuerpos de agua. Para evitar que esto suceda, los estados dictan estándares de calidad de los efluentes, los cuales deben ser cumplidos para poder ser vertidos al ambiente. En el caso de los efluentes de las actividades minero-metalúrgicas, los estándares de calidad están referidos a la cantidad de contaminantes presentes en dichos efluentes, a fin de proteger los cuerpos receptores.La calidad de las aguas se examina con respecto al uso que se pretenda hacer de ellas.
La toxicidad de los metales pesados en el agua fresca no sólo depende de la concentración del metal, sino que también depende de otros factores tales como el pH, dureza del agua, presencia de otros metales o elementos que forman complejos. [9]
Las limitaciones que se dictan para las descargas de aguas al ambiente, reciben una serie de denominaciones, tales como:
2.4.1. LÍMITE MÁXIMO PERMISIBLE:
Es la medida de la concentración o del grado de elementos, sustancias o parámetros físicos, químicos y biológicos que caracterizan al efluente líquido de actividades minero-metalúrgicas y que al ser excedida causa o puede causar daños a la salud, al bienestar humano y al ambiente. Su cumplimiento es exigible legalmente por el Ministerio del Ambiente y los organismos que conforman el Sistema de Gestión Ambiental. [10]
Donde aprueba los Límites Máximos Permisibles para la Descarga de Líquidos de Actividades Minero – Metalúrgicas (Tabla Nº 2.1), de acuerdo a los valores que se indican a continuación que son los que forman parte integral del Decreto Supremo (Anexo 3).
Tabla N° 2.1. Límites Máximos Permisibles para las Descargas de Líquidos de Actividades Minero – Metalúrgicas
Parámetro Unidad Límite en CualquierMomento Límite Promedio Anual
pH 6 – 9 6 - 9
Sólidos Totales en Suspensión ppm 50 25
Aceites y Grasas ppm 20 16
Cianuro Total ppm 1 0,8
Arsénico Total ppm 0,1 0,08
Cadmio Total ppm 0,05 0,04
Cromo Hexavalente(*) ppm 0,1 0,08
Cobre Total ppm 0,5 0,4
Hierro (Disuelto) ppm 2 1,6
Plomo Total ppm 0,2 0,16
Mercurio Total ppm 0,002 0,0016
Zinc Total ppm 1,5 1,2
Fuente: DECRETO SUPREMO Nº 010 – 2010 – MINAM.
2.4.2. LÍMITE EN CUALQUIER MOMENTO: Es el valor del parámetro que no debe ser excedido en ningún momento. Para la aplicación de sanciones por el incumplimiento del límite en cualquier momento, este debe de ser verificado por el fiscalizador o autoridad competente mediante un monitoreo realizado de conformidad con el Protocolo de Monitoreo de aguas y efluentes.[11]
2.4.3. LÍMITE PROMEDIO ANUAL: Es el valor del parámetro que no debe ser excedido por el promedio aritmético de todos los resultados de los monitoreos realizados durante los últimos doce meses previos a la fecha de referencia, de conformidad con el Protocolo de Monitoreo de aguas y efluentes, y el Programa de Monitoreo.[11]
2.5. PROCESOS PARA EL TRATAMIENTO DE LAS AGUAS RESIDUALES DE LA INDUSTRIA MINERO-METALÚRGICA
Los problemas asociados a las aguas residuales que requieren tratamiento son:
Concentraciones de sólidos suspendidos por encima de la norma.
pH por debajo o por encima de las normas.
Altas concentraciones de metales disueltos tales como plomo, cobre, zinc, hierro, manganeso. arsénico, mercurio, selenio, níquel, cadmio y otros.
Reactivos químicos del proceso como cianuro, cromo y otros
Muchos de los proceso unitarios de tratamiento de agua (Figura Nº 2.3) no son exclusivas, sino que se combinan para obtener un mejor tratamiento.
Figura Nº 2.3. Diagrama de flujo esquemático de los proceso unitarios de tratamiento de agua.
Fuente: Libro Ingeniería Ambiental; Gerard Kiel
A fin de contar con una visión amplia de los procesos de tratamiento, a continuación se hace una descripción de los procesos más empleados y
Captación
Rejas, Bombeo, Neutralización, Aireación
Coagulación y mezclado Floculación Sedimentación
Filtración
Desinfección
Adsorción, Carbón activado, Proc. de membrana, Separaciones de Fe y Mg
Fluoración
Industria Pretratamiento
Tratamiento Primario
Tratamiento Secundario
Desinfección
Tratamiento Avanzado
Fluoración Red de distribución
disponibles para el tratamiento de aguas residuales de la industria minero metalúrgica.
2.5.1. NEUTRALIZACIÓN:
Este método consiste en la corrección del pH de los efluentes. Como la mayoría de las veces estas son ácidas, la neutralización se efectúa por adición de un agente neutralizante.
La neutralización de aguas ácidas también produce la precipitación de metales, una vez que estos son usualmente solubles en bajo pH.
En este caso, los metales se precipitan en forma de hidróxidos, que forman un material coloidal que tiende a permanecer en suspensión; es preciso entonces promover la separación de los hidróxidos de la fase líquida, lo que puede conseguirse con la agregación de floculantes. [10]
Hay muchos métodos para neutralizar la acidez o alcalinidad de las aguas residuales industriales como:
Mezclar las aguas residuales de forma que se obtenga un pH neutro.
Mezclar las aguas acidas con lechada de cal.
Adicionar NaOH o Na2CO3a las aguas
Hacer pasar gas de combustión por las aguas alcalinas
Hacer pasar CO2comprimido a las aguas alcalinas
Añadir H2SO4a las aguas alcalinas. [12]
La solubilidad de los metales como hidróxidos puede variar dependiendo de su pH y hasta cierto punto de un agente precipitante que se utilice. Usualmente, la solubilidad disminuye con el aumento del pH a un valor mínimo (llamado el punto isoeléctrico) más allá del cual los precipitados se vuelven solubles (Figura Nº 2.4), debido a sus propiedades anfóteras (soluble en soluciones ácidas y básicas).
Figura Nº 2.4: Variación de la concentración de metales con respecto al pH Fuente: Separation of Heavy Metals; SHEM, ROBERT Peters and Ku, 1985
2.5.2. SEPARACIÓN SÓLIDO – LÍQUIDO:
2.5.2.1. Coagulación / Floculación:
Los procesos de coagulación y de floculación se emplean para extraer los sólidos que se encuentran suspendidos en el líquido. En este caso se trata de partículas muy pequeñas que no se asientan por la gravedad y que tienen cargas eléctricas del mismo signo, que las mantienen repelidas eléctricamente y que se denominan coloides.
Los coloides son partículas muy finas, por lo general por debajo de 10 micras (0.01 cm de diámetro). [10]
Los sólidos de naturaleza coloidal presentan carga superficial negativa que impide su sedimentación natural, por lo tanto para provocar la agregación de partículas se debe anular el efecto de estas cargas y esto puede conseguirse por la adición de diversos productos químicos, que pueden ser inorgánicos u orgánicos (polielectrolitos). El grado de clasificación que se obtiene, dependerá de la calidad de producto químico usado y del cuidado con que se controle el
proceso. Mediante la adición de la cantidad de los químicos se llega a disminuir del 80 % al 90 %, de la materia total suspendida. [12]
2.5.2.1.1. La coagulación:
Es el proceso de desestabilización de las cargas de las partículas que se logra después de la neutralización de las cargas eléctricas que las mantienen repelidas (separadas). Esto se logra añadiendo coagulantes químicos, como sales de aluminio y sales de fierro.
Las partículas mantienen un equilibrio de fuerzas de repulsión y atracción entre ellas. Al romper dicho equilibrio las partículas, coloidales, pueden acercarse entre sí para formar coágulos. La dosis del coagulante también es un factor que se debe tener en cuenta, ya que si se sobredosifica, aparece el fenómeno de la reestabilización de la partícula coloidal, debido a la sobresaturación de la carga superficial de la partícula, lo cual dificulta los aglomerados y la formación de flocs. [10]
Existen coagulantes inorgánicos y orgánicos que se describen a continuación:
A. Coagulantes inorgánicos: Los compuestos inorgánicos (por lo general el hierro y sus derivados) se utilizan comúnmente como coagulantes
B. Coagulantes Orgánicos Sintéticos: Los polímeros orgánicos sintéticos son floculantes de ayuda más comúnmente utilizados para la coagulación / floculación de precipitados de metales pesados, también llamados
polielectrolitos que son productos orgánicos sintéticos que se utilizan para optimizar la floculación. El intervalo de dosis de un polielectrolito es de 0,01 % a 0,05 %.
2.5.2.1.2. La floculación:
La floculación consiste en la aglomeración, mediante la agitación moderada del agua, de las partículas que se desestabilizaron durante la coagulación, formando otras de mayor tamaño y peso específico (flóculos). Los objetivos básicos de la floculación son reunir microflóculos para formar partículas con peso específico superior al del agua y compactar el flóculo disminuyendo su grado de hidratación para producir baja concentración volumétrica, lo cual produce una alta eficiencia en los procesos posteriores como sedimentación y filtración. [10]
2.5.2.2. Sedimentación:
La sedimentación es la eliminación de los sólidos suspendidos en un líquido, por asentamiento gravitacional, depositándose los sólidos en el fondo del recipiente. [10]
La velocidad de asentamiento de las partículas está determinada por su tamaño, su forma y su densidad, además de la naturaleza del líquido en el cual se encuentran las partículas.
La finalidad del tratamiento por sedimentación es eliminar los sólidos fácilmente sedimentables y el material floculante, por lo tanto reducir el contenido de solidos suspendidos. [13]
En la sedimentación de partículas discretas las partículas sedimentan como entes individuales a través de un líquido en caída libre, el líquido desplazado por la partícula se mueve hacia arriba a través de un área suficientemente grande para
no interponer una fricción y no hay interacción de unas partículas con otras que se da en la coagulación, mientras que en la sedimentación floculante, se refiere a una suspensión bastante diluida de partículas, que se agregan o floculan (forman aglomerados), durante la sedimentación, al agregarse las partículas aumentan de masa, cambian de forma y se depositan más rápidamente.
Se puede distinguir dos tipos de sedimentación, atendiendo al movimiento de partículas que sedimentan:
Sedimentación libre: Se produce en suspensiones de baja concentración de sólidos. La interacción entre partículas puede considerarse despreciable, por lo que sedimentan a su velocidad de caída libre en el fluido.
Sedimentación por zonas: Se observa en la sedimentación de suspensiones concentradas. Dentro del sedimentador se desarrollan varias zonas, caracterizadas por diferente concentración de sólidos y por lo tanto diferente velocidad de sedimentación.
Figura Nº 2.5: proceso de sedimentación por zonas
Fuente:http://webcd.usal.es/Web/EDAR/Unidades/LIBROS/ramalho/figs/fig3-23
En la Figura Nº 2.5 se representa el proceso de sedimentación por zonas en una probeta. Este proceso consta de las siguientes etapas: en un principio el sólido, que se encuentra con una concentración inicial x0
(Figura Nº 2.5 a), comienza a sedimentar (Figura Nº 2.5 b), estableciéndose una interfase 1 entre la superficie de la capa de solidos que sedimentan y el líquido clarificado que queda en la parte superior. La zona por debajo del líquido clarificado se denomina zona interfacial. La concentración de sólidos en esta zona es uniforme, sedimentando toda ella como una misma capa de materia a velocidad constante (Vs). Esta velocidad de sedimentación puede calcularse a partir de la pendiente de la representación de la altura de la interfase 1 frente al tiempo, tal como se muestra en la Figura Nº 2.6.
Figura Nº 2.6: Curva de sedimentación de lodos Fuente:webcd.usal.es/Web/EDAR/Unidades/LIBROS/ramalho/figs/fig3-24
Simultáneamente a la formación de la interfase 1 y de la zona interfacial, se produce aun acumulación y compactación, los sólidos en suspensión en el fondo de la probeta, dando lugar a la denominada zona de compactación. En esta zona la concentración de sólidos en suspensión es también uniforme y la interfase que bordea esta zona, interfase 2, avanza en
sentido ascendente en el cilindro con una velocidad constante (V).
Entre la zona interfacial y la zona de compactación se encuentra en la zona de transición. En esta zona la velocidad de sedimentación de los sólidos disminuye debido al incremento de la viscosidad y de la densidad de la suspensión, cambiando la concentración de solidos gradualmente entre la correspondiente a la zona interfacial y la de la zona de compactación.
Las zonas de compactación e interfacial pueden llegar a encontrarse, produciéndose la coalescencia de las dos interfases anteriormente citadas, en el denominado momento crítico (tc), desapareciendo la zona de transición (Figura Nº 2.5 c). En este momento el sólido sedimentado tiene una concentración uniforme (xc) o concentración critica, comenzando la compactación y alcanzándose, posteriormente, la concentración final (xu) (Figura Nº 2.5 d).
La velocidad de sedimentación en el momento tc corresponde a un valor Vc dado por la pendiente de la tangente a la curva de sedimentación en el punto C, tal como indica en la Figura Nº 2.6 donde VcVs.
2.5.2.3. Filtración:
La filtración consiste en la remoción de partículas suspendidas y coloides presentes en una suspensión acuosa, al pasar a través de un medio poroso. Se usa cuando se quiere obtener un efluente con baja cantidad de sólidos suspendidos o baja turbidez (menor a 1 NTU), que no se pueden conseguir con sólo la sedimentación. [12]
2.5.3. AIREACIÓN:
Es un proceso mecánico en el cual se procura un contacto íntimo del aire con el líquido. La aireación puede emplearse para las siguientes funciones:
Oxidación bioquímica.
Oxidación de impurezas inorgánicas como hierro o manganeso.
Remoción de gases disueltos (anhídrido carbónico, ácido sulfhídrico, etc.).
Ayuda en las reacciones de neutralización y/o precipitación.
Normalmente la aireación se efectúa en tanques con una profundidad de 3,0 m a 4,5 m y la transferencia de aire se realiza mediante difusores o por agitadores mecánicos, para la industria. [14]
2.5.4. PRECIPITACIÓN QUÍMICA:
Cuando los elementos o compuestos químicos que pueden contaminar las aguas se encuentran disueltos, la forma de poder separarlos o removerlos del agua, es mediante la precipitación química, que convierte a los elementos o compuestos solubles, en compuestos insolubles, quedando como sólidos suspendidos. Después de la precipitación los sólidos suspendidos pueden ser removidos directamente por sedimentación para la separación de los lodos. [15]
En el caso de los elementos metálicos, los compuestos que se trata de formar son hidróxidos o sulfuros ya que son compuestos que presentan bajas solubilidades.
Precipitación como hidróxidos: Es el método más común, usado para remover los iones metálicos solubles en el agua, que consiste en precipitar el ión metálico como hidróxido metálico, ya que la mayoría de los iones de metales pesados solubles precipitan fácilmente al elevar el nivel de pH de la solución, formando el compuesto respectivo de hidróxido de metal, con lo cual los
compuestos metálicos en solución se convierten en compuestos insolubles y son precipitados en la solución.
Para conseguir la formación de hidróxidos de los metales disueltos se necesita un agente alcalino que pueda alcanzar un pH alto, como el caso del hidróxido de calcio (lechada de cal), hidróxido de sodio (soda cáustica), hidróxido de potasio y los demás hidróxidos de metales alcalinos o alcalino-térreos.
El pH de precipitación teórico es diferente para cada metal, necesitándose en la práctica pH entre 9,0 y 10,5 para asegurar la precipitación de todos los metales pesados, consiguiéndose concentraciones de dichos metales por debajo de los Límites Máximos Permisibles.
Precipitación como sulfuros: El uso del ión sulfuro como precipitante de los metales pesados, se obtienen precipitados con un producto de solubilidad menor que el de los hidróxidos, pero se deberá mantener un pH adecuado, para evitar la redisolución de los sulfuros formados.
Para la precipitación como sulfuros se usan el ácido sulfhídrico, el sulfuro de bario y el sulfuro de sodio como agentes precipitantes. El más usado es el sulfuro de sodio, ya que el uso del ácido sulfhídrico crea muchos inconvenientes de manipulación; incluso cuando se usa el sulfuro de sodio se deben tomar precauciones por la emanación de olores sulfhídricos, cuando este entra en contacto con aguas de bajo pH.
2.5.5. ADSORCIÓN:
La adsorción es la adhesión física de moléculas o coloides a la superficie de un sólido denominado adsorbente sin que se lleve a cabo una reacción química y la sustancia que es adsorbida recibe el nombre de adsorbato. [15]
El adsorbente más conocido y más ampliamente empleado es el carbón activado, cuyas principales aplicaciones son para: purificación de agua
para bebida, remoción de cloro y cianuro, recuperación de metales de alto valor de aguas residuales, etc.
Otros adsorbentes también usados son: arcillas, arcillas activadas, óxido de magnesio, alúmina activada, hidróxido de aluminio, resinas de intercambio iónico en polvo, xantato de celulosa, etc.
2.5.6. INTERCAMBIO IÓNICO:
Las resinas de intercambio iónico actúan tomando iones de las soluciones y cediendo cantidades equivalentes de otros iones. Estas resinas son materiales sintéticos, sólidos e insolubles en el agua, que poseen una alta concentración de grupos ácidos o básicos, incorporados en una matriz de un polímero.
El intercambio sólo funciona entre iones de igual carga eléctrica, cationes por cationes y aniones por aniones, por lo tanto existen dos tipos de resinas de intercambio iónico catiónicas y aniónicas.
El intercambio iónico se puede usar para la remoción y/o recuperación de metales de los efluentes minero-metalúrgicos e industriales, con un tipo de resinas de intercambio iónico catiónicas, conocidas como resinas quelantes, que tienen un alto grado de selectividad por ciertos iones de los metales. Las resinas aniónicas también se usan para la remoción / recuperación de metales que se encuentran como iones complejos. [16]
2.5.7. OSMOSIS INVERSA:
La ósmosis inversa es el proceso en el cual un solvente fluye a través de una membrana y hace que el líquido fluya de la solución más concentrada a la solución más diluida, necesitándose de una fuerza impulsora mayor que la presión osmótica (comúnmente es de 21 kg/cm2), dependiendo de la diferencia de concentración. Las membranas usadas son hojas hechas de fibras huecas y delgadas que se forman dentro de tubos y toman la forma de cilindros.
Se usa para remover sólidos disueltos o concentrar soluciones diluidas, teniendo aplicación en la desalinización de agua. [15]
2.5.8. ELECTRODIÁLISIS:
Es un proceso de separación por membranas, donde la fuerza impulsora es de carácter eléctrico y las membranas usadas son semipermeables, y tienen propiedades de intercambio de cationes y aniones, siendo apiladas en forma alternada, en una prensa de pasajes angostos de líquido entre ellas.
Existe la técnica de electrodiálisis inversa, en donde se realiza un cambio periódico del flujo de corriente directa hacia las membranas y el cambio simultáneo de los flujos de producto y efluente, lo cual permite que las superficies de las membranas se mantengan limpias y sin incrustaciones.
La electrodiálisis se emplea para regenerar soluciones químicas y evitar que su desecho se convierta en problema. También se usan en la desalinización de agua. [16]
2.5.9. MÉTODOS BIOLÓGICOS PASIVOS - HUMEDALES:
Los tratamientos pasivos son los que se basan en el reconocimiento del papel que cumplen los procesos naturales en la eliminación de acidez, sulfatos y metales de las aguas ácidas. El tratamiento recae en la actividad de las especies biológicas o microbiológicas en su lugar natural. Varios estudios referentes a humedales naturales o construidos, usados para el tratamiento de drenajes ácidos de mina han mostrado resultados satisfactorios en la reducción de la cantidad de metales pesados y su acidez. Los procesos que se presentan en los humedales son: filtración, sedimentación, inmovilización física y química, y descomposición química y biológica. [10]
2.5.10. MÉTODOS BIOLÓGICOS ACTIVOS - INGENIERÍA ECOLÓGICA:
Cuando se usan especies biológicas o microbiológicas mejoradas, en sistemas diseñados para mejorar el tiempo de retención y la oxidación bacteriana natural, se construye un humedal artificial, sobre un estanque superficial, a esto se le denomina Ingeniería Ecológica. [10]
2.6. ANÁLISIS DE VARIANZA
El diseño estadístico de experimentos se refiere al proceso para planear el experimento de tal forma que se recaben datos adecuados para que se puedan analizarse con métodos estadísticos que llevarían a conclusiones válidas y objetas.
El enfoque estadístico del diseño experimental es necesario si se requiere sacar conclusiones significativas de los datos. Cuando el problema incluye datos que están sujetos a errores experimentales, la metodología estadística es el único enfoque objetivo de análisis. Por lo tanto, cualquier problema experimental incluye dos aspectos: el diseño del experimento y el análisis estadístico de datos. Estos dos aspectos se encuentran íntimamente relacionados porque el método de análisis depende directamente del diseño empleado.
En muchos experimentos interviene el estudio de los efectos de dos o más factores, los diseños factoriales son los más eficientes para este tipo de experimentos. Por diseño factorial se entiende que por cada ensayo o replica completa del experimento se investigan todas las combinaciones posibles de los niveles de los factores, para realizar un análisis de varianza, con tres factores, A, B y C, cada uno con dos niveles se realizara un diseño factorial 23, y en este caso la representación geométrica de las ocho combinaciones de tratamiento puede hacerse con un cubo.
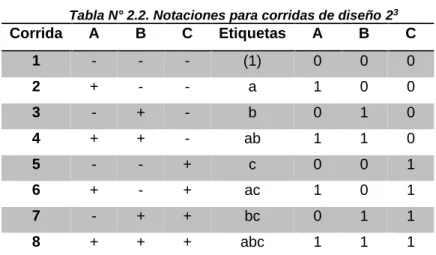
Existen tres notaciones diferentes para las corridas del diseño 23que son de uso general, la primera es la notación + y -, llamada con frecuencia notación geométrica, la segunda es el uso de las etiquetas en letras minúsculas para identificar las combinaciones de los tratamientos, la tercera y última notación utiliza 1 y 0 para denotar los niveles alto y bajo, respectivamente, de los factores, en lugar de + y -.
Estas diferentes notaciones se ilustran en la Tabla Nº 2.2, para el diseño 23.
Tabla N° 2.2. Notaciones para corridas de diseño 23
Corrida A B C Etiquetas A B C
1 - - - (1) 0 0 0
2 + - - a 1 0 0
3 - + - b 0 1 0
4 + + - ab 1 1 0
5 - - + c 0 0 1
6 + - + ac 1 0 1
7 - + + bc 0 1 1
8 + + + abc 1 1 1
Fuente: Diseño y análisis de experimentos, Montgomery, 2011
Para el diseño factorial 23 existen siete grados de libertad entre las ocho combinaciones de tratamiento; tres grados de libertad se asocian con los efectos principales de A, B y C; cuatro grados de libertad se asocian con las interacciones; uno con cada una de las interacciones AB, AC y BC y uno con la interacción ABC.
Considerando la estimación de los efectos principales, primero considerando la estimación del efecto principal A, el efecto de A cuando B y C están en el nivel bajo es [a - (1)]/n, de manera similar, el efecto de A cuando B está en el nivel alto y C está en el nivel bajo es [ab - b]/n, el efecto de A cuando C está en el nivel alto y B está en el nivel bajo es [ac - c]/n y por último, el efecto de A cuando tanto B como C están en el nivel alto es [abc - bc)]/n. Por lo tanto, el efecto promedio de A es solo el promedio de estos cuatro efectos:
= 1
4 [ − (1) + − + − + − ]
De manera similar para los demas efectos y sus interacciones se obtiene:
= 1
4 [ + + + − (1) − − − ]
= 1
4 [ + + + − (1) − − − ]
= 1
4 [(1) + + + − − − − ]
= 1
4 [(1) + + + − − − − ]
= 1
4 [(1) + + + − − − − ]
= 1
4 [ + + + − − − − (1)]
Para la suma de cuadrados de los efectos se calcula con facilidad, ya que cada efecto tiene un contraste correspondiente con un solo grado de libertad. En el diseño 23con n replicas, la suma de cuadrados de cualquier efecto es:
= 8
La suma de cuadrados total es:
= − …
La suma de cuadrados del error es:
= −
La tabla de análisis de varianza se presenta en la Tabla Nº 2.3. Las pruebas F para efectos principales y las interacciones se siguen directamente de los cuadrados medios esperados. [17]
Tabla N° 2.3. Tabla del análisis de varianza del modelo de tres factores
F.V. S.C. G.L. M.C F
FACTOR A SCA a-1 MCA FA= SCA/ MCE
FACTOR B SCB b-1 MCB FB= SCB/ MCE
INTERACCION AB SCAB (a-1)(b-1) MCAB FAB= SCAB/ MCE
FACTOR C SCC c-1 MCC FC= SCC/ MCE
INTERACCION AC SCAC (a-1)(c-1) MCAC FAC= SCAC/ MCE
INTERACCION BC SCBC (b-1)(c-1) MCBC FBC= SCBC/ MCE
INTERACCION ABC SCABC (a-1)(b-1)(c-1) MCABC FABC= SCABC/ MCE
ERROR SCE abc(n-1) MCE
TOTAL SCT abcn-1
Fuente: Diseño y análisis de experimentos, Montgomery, 2011