1
UNIVERSIDAD NACIONAL DEL CENTRO DEL PERÚ
FACULTAD DE INGENIERÍA QUÍMICA
MODIFICACIÓN DEL PROCESO DE NEUTRALIZACIÓN DE LOS EFLUENTES ÁCIDOS DE LA PLANTA DE ÁCIDO SULFÚRICO DE LA EMPRESA DOE RUN PERÚ
TESIS
PARA OPTAR EL TÍTULO PROFESIONAL DE:
INGENIERO QUÍMICO
PRESENTADO POR:
BACH. CARRIÓN VILLAZANA VANESSA BACH. COCHACHI HUAMAN MIGUEL ANGEL
HUANCAYO – PERÚ
2007
2 ASESOR
ING. MANUEL NESTARES GUERRA
3 CO-ASESOR
ING. WASHINGTON SORIA ROJAS
4 DEDICATORIA
A Irene por iluminarme, y guiarme en mi vida.
A mis padres Francisco y Marcelina por su confianza y los constantes esfuerzos que han realizado en mis estudios universitarios y para la culminación de esta tesis.
A Bertha, Raúl y Maritza mis hermanos mayores por sus consejos y ejemplo de esfuerzo, coraje y perseverancia.
Vanessa
A Jesús por iluminarme en el amor, estudio y trabajo, brindándome sabiduría, optimismo y paciencia en mi vida.
A mis padres Juan y Celestina por brindarme su apoyo incondicional en mi formación profesional y para la culminación de esta tesis.
A mis hermanos Nélida, Elizabeth y Walter por motivarme a seguir adelante.
Miguel
5 AGRADECIMIENTO
A la empresa Doe Run Perú por darnos la oportunidad de realizar la tesis.
A los ingenieros de la empresa Doe Run Perú:
Ing. Washington Soria, por su orientación y apoyo en el desarrollo de la tesis.
Ing. Luis Contreras, por brindarnos su apoyo y facilidades en el desarrollo experimental del presente trabajo.
Ing. Julio Canorio, por el apoyo del diseño e instalación del tanque de desorción.
Ing. Fredy Pecho, por el apoyo de la construcción del tanque de desorción.
Ing. Fernando Pacheco, por brindarnos su confianza y apoyo para la realización de la tesis dentro de la empresa.
A todos los operadores de la Planta Tostadores de Cinc y Planta de Ácido Sulfúrico por sus enseñanzas y apoyo incondicional.
El agradecimiento también es para todos los catedráticos de la Facultad de Ingeniería Química, por sus conocimientos impartidos en nuestra formación profesional.
6 ÍNDICE
ASESOR DEDICATORIA AGRADECIMIENTO ÍNDICE
INTRODUCCIÓN RESUMEN OBJETIVOS
OBJETIVO GENERAL OBJETIVOS ESPECÍFICOS NOMENCLATURA
CAPITULO I
ASPECTOS GENERALES
1.1. DOE RUN COMPANY 25
1.2. DOE RUN PERÚ 25
1.2.1. Historia 26
1.2.2. Comercio 27
1.2.3. Impacto 28
1.2.3.1. Impacto Económico 28
1.2.3.2. Impacto Social 28
1.2.3.3. Impacto Ambiental 28
1.3. DESCRIPCIÓN DE LA PLANTA TOSTACION DE CINC 29
1.3.1 Tostador de Cama Turbulenta (TURBULENT LAYER ROASTING) 29
1.3.2 Caldera de Vapor 30
7
1.3.3 Sistema de Recuperación de Polvo o Ciclón 31
1.3.4 Diagrama de Flujo de la Planta de Tostación de Cinc 32
1.4. DESCRIPCIÓN DE LA PLANTA DE ÁCIDO SULFÚRICO 33
1.4.1 Precipitador Electrostático Seco o Hot Cottrell 34
1.4.2 Limpiador de Gases o Scrubber 34
1.4.3 Precipitador Electrostático Húmedo o Mist Cottrell 34
1.4.4 Torre de Secado 35
1.4.5 Soplador Elliott 35
1.4.6 Intercambiadores de calor 35
1.4.7 Precalentador 35
1.4.8 Convertidor 35
1.4.9 Enfriador de SO3 36
1.4.10 Torre de Absorción 36
1.4.11 Diagrama de Flujo de la Planta de Ácido Sulfúrico 37
1.5. ANTECEDENTES DEL ESTUDIO 38
CAPITULO II
TRATAMIENTO DE EFLUENTES ÁCIDOS DE LA PLANTA DE ÁCIDO SULFÚRICO DEL CIRCUITO DE CINC – NEUTRALIZACIÓN
2.1. CONCEPTOS FUNDAMENTALES 39
2.1.1. Efluente 39
2.1.2. Efluentes Ácidos de la Planta de Ácido Sulfúrico 39
2.1.3. Métodos de Neutralización 40
2.1.4. Reactivos Neutralizantes 40
2.1.4.1. Caliza 40
2.1.4.2. Cal 41
8
2.1.4.3. Hidróxido de Sodio 41
2.1.4.4. Carbonato sódico 42
2.1.5. Selección de Reactivos Neutralizantes 43
2.2. QUÍMICA DEL PROCESO DE NEUTRALIZACIÓN 43
2.2.1. Reacciones Preliminares 43
2.2.1.1. Solubilidad del Gas (SO2) en agua 43
2.2.2. Reacciones Principales 45
2.3. MECANISMO DE REACCIÓN DE LA NEUTRALIZACIÓN 46
2.4. CINÉTICA DEL PROCESO DE NEUTRALIZACIÓN 47
2.4.1. Reacción de una partícula individual de caliza 47 2.4.2. Tipos de reacción en las partículas de caliza 48 2.5. ANTECEDENTES DE ESTUDIO DEL PROCESO DE NEUTRALIZACIÓN
DE LA PLANTA DE ÁCIDO SULFÚRICO 49
2.5.1. Sistemas de Neutralización 49
2.5.1.1. Sistema Estático 49
2.5.1.2. Sistema Dinámico 50
2.6. DESCRIPCIÓN DEL PROCESO DE NEUTRALIZACIÓN DE LOS EFLUENTES
ÁCIDOS DE LA PLANTA DE ÁCIDO SULFÚRICO 51
2.6.1. Proceso de Neutralización de los Efluentes ácidos de la
Planta de Ácido Sulfúrico 52
2.6.2. Diagrama de Flujo del Proceso de Neutralización de la
Planta de Ácido Sulfúrico 53
2.6.3. Características de los Efluentes de la Planta de Ácido Sulfúrico 54 2.6.4. Caracterización del Material de Neutralización 56 2.6.4.1. Determinación de la Granulometría de cal 56 2.6.4.2. Determinación de la Granulometría de caliza 56
2.6.4.3. Determinación Química de la caliza 57
9 CAPITULO III
OPERACIÓN GAS – LÍQUIDO
3.1 ABSORCIÓN Y DESORCIÓN DE GASES 58
3.1.1. Absorción de Gases 58
3.1.2. Desorción de Gases 59
3.2 EQUIPOS PARA TRANSFERENCIA DE MASA 59
3.2.1 Torre de Aspersión 60
3.2.2 Torre de Burbujeo 61
3.2.3 Torre Empacada 62
3.2.4 Torre de Platos Perforados 63
3.3 TRATAMIENTO DE AGUAS RESIDUALES CON TORRE DE BURBUJEO 64
3.4 DISEÑO DE UNA TORRE DE BURBUJEO 66
3.4.1 Diámetro de las burbujas de gas 68
3.4.1.1 Flujo de gas lento 68
3.4.1.2 Flujo de gas intermedio 68
3.4.1.3 Flujos grandes de gas 68
3.4.2 Enjambres de burbujas de gas 69
3.4.3 Retención de gas 69
3.4.4 Área interfacial específica 70
3.4.5 Coeficiente de transferencia de masa 70
10 CAPITULO IV
DISEÑO DE UNA TORRE DE BURBUJEO A NIVEL LABORATORIO Y A NIVEL PLANTA
4.1. CONDICIONES DE DISEÑO 72
4.1.1. Condiciones de Laboratorio 73
4.1.2. Condiciones de Planta 74
4.1.3. Escalamiento de Equipos 74
4.2. CÁLCULOS DEL DISEÑO A NIVEL LABORATORIO Y A NIVEL PLANTA 74 4.2.1. Tiempo de residencia a nivel Laboratorio y a nivel Planta 74 4.2.2. Diámetro y altura de la Torre de Burbujeo de Laboratorio 74 4.2.3. Flujo de entrada y salida del efluente a la Torre de Burbujeo de
Laboratorio 75
4.2.4. Diámetro del burbujeador a nivel Laboratorio y a nivel Planta 75 4.2.5. Diámetro del orificio del burbujeador a nivel Laboratorio y a nivel Planta 75 4.2.6. Separación de orificio a orificio del burbujeador a nivel Laboratorio y a
nivel Planta 76
4.2.7. Número de orificios del burbujeador a nivel Laboratorio y a nivel Planta 79 4.3. RESULTADOS DEL DISEÑO A NIVEL LABORATORIO Y A NIVEL PLANTA 80 4.4. DIAGRAMA DE LA TORRE DE BURBUJEO A NIVEL LABORATORIO 81
4.5. DIAGRAMA DE LA TORRE DE BURBUJEO A NIVEL PLANTA 83
11 CAPITULO V
PARTE EXPERIMENTAL
5.1 INFLUENCIA DE LA PROPORCIÓN DE CALIZA Y CAL EN EL PROCESO DE NEUTRALIZACIÓN DE LOS EFLUENTES ÁCIDOS DE LA
PLANTA DE ACIDO SULFÚRICO 84
5.1.1. Condiciones experimentales generales 84
5.1.2. Efecto del nivel de adición de caliza y cal 85
5.1.3. Desarrollo experimental 85
5.1.4. Metodología 85
5.1.5. Diseño de Investigación 85
5.1.6. Diseño Experimental 85
5.1.7. Plan experimental 86
5.1.8. Hipótesis 87
5.1.9. Combinación de tratamiento en el diseño 22 87
5.1.10. Cálculo de Efectos 88
5.1.11. Análisis de Variancia 89
5.1.12. Prueba de Hipótesis 91
5.2 INFLUENCIA DEL SISTEMA DE DESORCION DE SO2 EN EL PROCESO DE NEUTRALIZACIÓN DE LOS EFLUENTES ÁCIDOS DE LA
PLANTA DE ÁCIDO SULFÚRICO 92
5.2.1 Determinación de SO2 del efluente ácido que sale del Scrubber/Stripper 93 5.2.2 Desorción de SO2 del efluente ácido que sale del Scrubber/Stripper
en estado estacionario. 95
5.2.3 Desorción de SO2 del efluente ácido que sale del Scrubber/Stripper
con la torre de burbujeo de Laboratorio en estado no estacionario. 98
12
5.2.4 Desorción de SO2 del efluente ácido que sale del Scrubber/Stripper
con la torre de burbujeo de Planta en estado no estacionario. 100
5.3 DISCUSIÓN DE RESULTADOS 101
5.3.1 Proporción de caliza y cal en el proceso de Neutralización de los
efluentes ácidos de la Planta de Ácido Sulfúrico 101 5.3.2 Determinación de SO2 de efluente acido proveniente del
Scrubber/Stripper 106
5.3.3 Variación de la concentración de SO2 y pH a diferentes tiempos
de desorción en estado estacionario. 106
5.3.4 Variación de la concentración de SO2 y pH a diferentes flujos de aire en
estado no estacionario a nivel Laboratorio. 110
5.3.5 Variación de la concentración de SO2 y pH a diferentes flujos de aire en
estado no estacionario a nivel Planta. 112
5.3.6 Diagrama de flujo de la Planta de Acido Sulfúrico con
el desorbedor de SO2 115
5.3.7 Impacto Ambiental de la Tesis 116
CAPITULO VI
PRESUPUESTO Y FINANCIAMIENTO
6.1 COSTO DE REACTIVOS QUE SE UTILIZAN EN EL PROCESO
DE NEUTRALIZACIÓN 117
6.2 GASTO DE REACTIVOS QUE UTILIZAN EN LE PROCESO
DE NEUTRALIZACIÓN 117
6.2.1 Antes de establecer la proporción de caliza y cal. 117 6.2.2 Después de establecer la proporción de caliza y cal 118 6.2.3 Con la instalación del desorbedor de SO2 (Torre de Burbujeo) 119
13
6.3 COSTO DE LA TORRE DE BURBUJEO A NIVEL LABORATORIO 119 6.3.1 Financiamiento de la torre de burbujeo a nivel Banco 120 6.4 COSTO DE LA TORRE DE BURBUJEO E INSTALACIÓN AL PROCESO DE
NEUTRALIZACIÓN A NIVEL PLANTA 120
6.4.1 Financiamiento de la torre de burbujeo a nivel Planta 121
6.5 BENEFICIO DEL SISTEMA DE DESORCION DE SO2 121
CONCLUSIONES RECOMENDACIONES
REFERENCIA BIBLIOGRÁFICA BIBLIOGRAFÍA
ANEXOS
14 ÍNDICE DE TABLAS
TABLA Nº 1-1 Producción de Doe Run Perú 27
TABLA Nº 2-1 Valores máximos de solubilidad del gas (SO2) 44 TABLA Nº 2-2 Solubilidad de compuestos de calcio en agua(a) 46 TABLA Nº 2-3 Flujo y pH de efluentes en la planta de ácido sulfúrico 54 TABLA Nº 2-4 Análisis químico promedio de los efluentes de la Planta de Ácido
Sulfúrico 54
TABLA Nº 2-5 Flujo y pH de efluentes después de neutralización 55
TABLA Nº 2-6 Granulometría de cal A y B 56
TABLA Nº 2-7 Granulometría de caliza 56
TABLA Nº 2-8 Análisis químicos de caliza de Shincamachay 57 TABLA Nº 4-1 Diámetro de las burbujas de gas a diferentes números de Reynolds
y diferentes diámetros de orificios del burbujeador 77
TABLA Nº 4-2. Diseño de la torre de burbujeo 80
TABLA Nº 5-1 Niveles de las variables independientes 86
TABLA Nº 5-2 Resultados del plan experimental 86
TABLA Nº 5-3 Diseño factorial 22 88
TABLA Nº 5-4 Datos para construir el Cuadro ANVA 89
TABLA Nº 5-5 Cuadro ANVA (FT con 1 %) 90
TABLA Nº 5-6 Resumen de procedimiento experimental 94
TABLA Nº 5-7 Desorción de SO2 del efluente ácido 96
TABLA Nº 5-8 Concentración de SO2 en el efluente ácido desorbido 97
TABLA Nº 5-9 Desorción de SO2 del efluente ácido 97
TABLA Nº 5-10 Concentración de SO2 en el efluente ácido desorbido 98 TABLA Nº 5-11 Desorción de SO2 del efluente ácido a diferentes flujos de aire
(nivel laboratorio) 99
TABLA Nº 5-12 Desorción de SO2 del efluente ácido a diferentes flujos de aire
(nivel planta) 101
TABLA Nº 5-13 Niveles de Caliza y Cal 101
TABLA Nº 5-14 Resultado de la influencia Caliza- Cal 102
TABLA Nº 5-15 Comparación de pH de relaciones 5.44/1 y 16.32/1 (caliza/cal) 102 TABLA Nº 5-16 Comparación de pH de relaciones 5.44/1 y 16.32/1(caliza/cal) 104 TABLA Nº 5-17 Resumen de la comparación de pH de relaciones 5.44/1 y 16.32/1 105
TABLA Nº 5-18 Determinación de SO2 106
TABLA Nº 5-19 Variación de concentración de SO2 Y pH con el tiempo 107 TABLA Nº 5-20 Variación de concentración de SO2 y pH a diferentes Flujos de aire
(nivel laboratorio) 110
15
TABLA Nº 5-21 Variación de concentración de SO2 y pH a diferentes Flujos de aire
(nivel planta) 112
TABLA Nº 6-1 Gasto de reactivos en el proceso de neutralización 118 TABLA Nº 6-2 Gasto de reactivos en el proceso de neutralización 118 TABLA Nº 6-3 Gasto de reactivos en el proceso de neutralización 119
16 INDICE DE FIGURAS
Fig. 2-1 Relación entre temperatura y solubilidad de sales y gases. 44
Fig. 2-2 Mecanismo de hidratación del SO2 46
Fig. 2-3 Mecanismo para la absorción de SO2 por óxido metálico. 47 Fig. 2-4 Diagrama esquemático del proceso global de reacción. 47 Fig. 2-5 Reacción de una partícula porosa de caliza cuyo tamaño total se
reduce y en la cual no hay formación de capa sólida de producto. 48 Fig. 2-6 Reacción de una partícula de caliza en la que se forma una capa de
producto sólido (pasivación). 49
Fig. 2-7 Celda de neutralización a escala laboratorio. 50 Fig. 2-8 Poza de neutralización de la Planta de Ácido Sulfúrico Doe Run Perú. 51 Fig. 3-1 Líquido absorbente absorbe ciertos componentes del vapor 58 Fig. 3-2 Vapor absorbente vaporiza ciertos componentes de la corriente líquida 59
Fig. 3-3 Torre rociadora o de regadera 61
Fig. 3-4 Torre de burbujeo 62
Fig. 3-5 Torre empacada a contracorriente 63
Fig. 3-6 Torres de platos 64
Fig. 3-7 Factor de transferencia del oxígeno de una sola unidad rociadora de
una torre de aereación 66
Fig. 3-8 Burbujeador de una torre de burbujeo 66
Fig. 3-9 Diámetro y altura de una torre de burbujeo 67
Fig. 3-10 Diámetro de burbujeador y diámetro de torre de burbujeo. 67 Fig. 3-11 Velocidad de deslizamiento, torre de burbujeo 70 Fig. 4-1 Distancia entre burbujeador y superficie del líquido 72 Fig. 4-2 Relación de diámetro del burbujeador con diámetro de la torre de
burbujeo 73
Fig.4-3 Diámetro del orificio del burbujeador 73
Fig.4-4 Separación de orificio a orificio del burbujeador 73 Fig.5-1 Combinaciones de los tratamientos en el diseño 22 87
Fig.5-2 Comprobación gráfica de la HO 91
Fig.5-3 Comparación de pH de relaciones 5.44/1 y 16.32/1 (Caliza/Cal) 103 Fig.5-4 Comparación de pH de relaciones 5.44/1 y 16.32/1 (Caliza/Cal) 105 Fig.5-5 Comparación de pH en el punto 2(relación antes de hacer el estudio y
relación óptima (Caliza/Cal)) 5.44/1 y 16.32/1 (Caliza/Cal) 105 Fig.5-6 Variación de la concentración de SO2 con el tiempo (Experimento 1) 108 Fig.5-7 Variación de la concentración de SO2 con el tiempo (Experimento 2) 108 Fig.5-8 Variación del pH con el tiempo (Experimento 1) 109
17
Fig.5-9 Variación del pH con el tiempo (Experimento 2) 109 Fig.5-10 Variación de la concentración de SO2 con el flujo de aire
(Nivel Laboratorio)) 111
Fig.5-11 Variación del pH con el flujo de aire (Nivel Laboratorio) 111 Fig.5-12 Variación de la concentración de SO2 con el flujo de aire
(Nivel Planta)) 112
Fig.5-13 Variación del pH con el flujo de aire (Nivel Planta) 113
18 INDICE DE ANEXOS
ANEXO A Pruebas Experimentales
A-1: Proporciones de caliza y cal
A-2: Desorción de SO2 con la Torre de burbujeo de Laboratorio A-3: Desorción de SO2 con la Torre de burbujeo de Planta ANEXO B Medición de Flujo de Aire-Laboratorio
ANEXO C Cálculo de Flujo de Aire y Número de Reynolds
C-1: Calculo del flujo máximo de aire total para la torre de burbujeo (Laboratorio)
C-2: Número de Reynolds de cada orificio del burbujeador (Laboratorio) a diferentes flujos de aire
C-3: Número de Reynolds de cada orificio del burbujeador (Planta) a diferentes flujos de aire
ANEXO D Distribución de F para el nivel de Significancia del 1%
ANEXO E Balance de Materia y Energía de la Planta Tostación de Cinc ANEXO F Certificados
ANEXO G Fotografías
19 INTRODUCCIÓN
En los procesos metalúrgicos de la empresa Doe Run Perú, se generan emisiones gaseosas y desechos líquidos, ya que el complejo metalúrgico trata concentrados poli metálicos mediante sus tres principales circuitos de fundición que son de Cu, Pb y Zn. En la tostación de concentrado de cinc se genera SO2 en el tostador de camaturbulenta (TLR); a partir del cual después de una serie de etapas se logra producir ácido sulfúrico y un efluente acidificado con un pH inferior a 7. Estos efluentes son generados en la etapa de enfriamiento y limpieza de gases de SO2 (Mist Cottrell, Tanque Desaguador y Scrubber/Stripper), y si estos efluentes llegan a los ríos y suelos naturales pueden ocasionar impactos muy severos sobre el medio ambiente; es por ello que se determina un tratamiento de neutralización antes de ser enviado a descarte al Río Mantaro alcanzando la calidad química requerida en los estándares de las Aguas de Clase III o aguas de riego de vegetales y bebida de animales que comprenden un pH entre 5.0 a 9.0.
La característica ácida del efluente viene dada principalmente por el efluente de la Planta de Ácido Sulfúrico (Mist Cottrell + Scrubber/Stripper). La corriente con mayor contenido de acidez es la proveniente del Mist Cottrell. Sin embargo, la corriente del Scrubber/Stripper por ser de gran flujo es la que básicamente determina la calidad del efluente que sale por el canal principal o punto 135, el pH promedio de descarga del Scrubber/Stripper es 1.79 (concentración de SO2 es 3.838 gSO2/L); valor que no se encuentra dentro del límite máximo permisible; por tanto se neutraliza con caliza y cal para incrementar el pH. El efecto de neutralización causa desprendimiento de gases provocando a los trabajadores irritación a la piel, los ojos y contaminación al medio ambiente. Por lo tanto, la empresa debe alcanzar objetivos a corto plazo, que consideran la toma de medidas apropiadas para reducir los gases desprendidos en el proceso de neutralización debido a la emisión de efluentes líquidos ácidos.
Así mismo, el tratamiento de aguas de desecho o aguas residuales industriales se hace con equipos como tanques o torres de burbujeo con aereación, donde los gases residuales con frecuencia se separan o desorben del agua y se absorbe oxígeno en el agua cuando las burbujas de aire se dispersan cerca del fondo de los tanques de aereación. Es por ello que en el presente trabajo de investigación se optó por tratar los efluentes ácidos del Scrubber/Stripper con una torre de burbujeo y de esta forma reducir la acidez del efluente y disminuir la concentración de SO2.;este efluente después de pasar por la torre de burbujeo se neutraliza con caliza y cal, donde en la neutralización disminuyó el desprendimiento de gases debido a que en la torre de burbujeo se desorbe el SO2 del efluente y de esta forma el gas es utilizado para producir H2SO4.
Los autores
20 RESUMEN
En la producción de acido sulfúrico del Circuito de Cinc de la empresa DOE RUN PERU se generan efluentes ácidos con un pH inferior a 2, estos efluentes son generados en la etapa de enfriamiento y limpieza de los gases provenientes del tostador de cama turbulenta (TLR). Si estos efluentes llegan a los ríos y suelos naturales pueden ocasionar impactos muy severos sobre el medio ambiente. Es por ello que estos efluentes son neutralizados para mantener el pH dentro de los límites máximos permisibles de las aguas de clase III.
El problema de la neutralización antes de hacer la investigación se debía a que se gastaba gran cantidad de reactivos neutralizantes (CaCO3, CaO y NaOH) y también al momento de neutralizar se desprendía gases en la poza de neutralización provocando a los trabajadores irritación a la piel, los ojos y contaminación al medio ambiente, es por ello que el presente trabajo tuvo como objetivo modificar el proceso de neutralización de los efluentes ácidos de la Planta de Ácido Sulfúrico de la empresa DOE RUN PERÚ para disminuir el gasto de reactivos neutralizantes y reducir los gases desprendidos en la poza de neutralización, manteniendo el pH dentro de los límites máximos permisibles.
Se modificó el proceso de neutralización optimizando la proporción de caliza y cal y diseñando e instalando un sistema de desorción de SO2. Se determinó la proporción óptima de caliza y cal (16.32/1) utilizando el diseño factorial 22; ésta proporción nos da un pH alto y un menor gasto de reactivos neutralizantes en comparación a la proporción anterior de (5.44/1). Se diseñó la torre de burbujeo a nivel laboratorio y a nivel Planta utilizando el análisis dimensional por similitud geométrica y la experiencia de los ingenieros y trabajadores que operan en la empresa. Finalmente se implementó el sistema de desorción de SO2 con aire (en Planta), para aumentar el pH de 1.79 a 2.79 y disminuir la concentración de SO2 de
3 . 838 gSO
2L
aL gSO
2050 .
0
, del efluente que sale del Scrubber/Stripper reduciéndose el desprendimiento de gases en la poza de neutralización cuando se neutraliza con caliza y cal.Actualmente el proceso de neutralización trabaja con el sistema de desorción de SO2 y con la proporción óptima de caliza y cal, de esta forma ya no es necesario utilizar NaOH como reactivo neutralizante. Anteriormente en el proceso de neutralización se gastaba
mes
$ 320 . 387
22
en reactivos neutralizantes, actualmente se gasta8 498 . 808 $ mes
El sistema de desorción SO2 nos da otro beneficio, el SO2 desorbido se utiliza para la producción de ácido sulfúrico dando a la empresa una ganancia de6 973 . 200 $ mes
.21 OBJETIVOS
OBJETIVO GENERAL:
Modificar el proceso de neutralización de los efluentes ácidos de la Planta de Ácido Sulfúrico de la empresa Doe Run Perú para disminuir el consumo excesivo de reactivos neutralizantes y el desprendimiento de gases en la poza de neutralización, manteniendo el pH dentro de los límites máximos permisibles.
OBJETIVOS ESPECÍFICOS:
Determinar la proporción óptima de caliza y cal en el tanque de neutralización empleando un diseño experimental factorial.
Diseñar e implementar una operación de desorción con aire para aumentar el pH y reducir la concentración de SO2 del efluente ácido proveniente del Scrubber/Stripper.
22 NOMENCLATURA
Unidad A Área interfacial total de contacto entre las burbujas de gas y la solución
líquida m2
AT Área transversal del tanque m2
a* Área interfacial especifica promedio para la transferencia de masa m2 2
m
C Densidad molar del líquido mol 3
m C*A
Concentración de
A
en equilibrio con la composición global de la fase gaseosamg L CA,L Concentración molar de
A
de la corriente global mgL
ρ L Densidad del líquido kg 3
m
ρ G Densidad del aire 3
kg m
D Diámetro de la torre de burbujeo m
D O Diámetro del burbujeador m
D L Difusidad del líquido m2
s
d P Diámetro de la burbuja de gas mm
d O Diámetro del orificio del burbujeador mm
F L Flujo de líquido (ascendente o descendente) m3
s
g Aceleración de la gravedad m 2
s H Distancia entre orificio del burbujeador y superficie del líquido m K L Coeficiente global de transferencia de masa en la fase liquida m3 2
m h
L Longitud del burbujeador mm
o
m Flujo másico total de aire que ingresa a la torre del burbujeo kg s
N A Transferencia de masa para el líquido mol 2
m h N O Número de orificios en el burbujeador
n Constante de correlación que depende del tamaño de los pequeños orificios del aspersor
Qg Rapidez de flujo de gas ft3
min
23
ReG Numero de Reynolds del gas
Reo Numero de Reynolds de cada orifico del burbujeador
r A Rapidez de flujo de masa de la especie
A
molhr O Radio del burbujeador mm
Sh L Número de Sherwood del líquido Sc L Numero de Schmidt del líquido
S O Separación de orifico a orificio del burbujeador mm
Tiempo de residencia min
t
Tiempo hμ L Viscosidad del líquido kg
ms
μ G Viscosidad del gas (aire) kg
ms
V Volumen de la solución liquida a tratar m3
V G Velocidad superficial del gas m
s
V L Velocidad del líquido (ascendente o descendente) m
s
V S Velocidad relativa del gas y del liquido o velocidad de deslizamiento m s
WO Flujo másico del aire que sale por cada orifico del burbujeador kg s θg Constante de correlación que depende del tipo de dispersor
φ G Retención del gas, fracción en volumen
θ Ángulo radianes
Otros subíndices
Eq.I2 Equivalente de Yodo F.I2 Factor de Yodo N.I 2 Normalidad de Yodo
n' Número de burbujas F c F calculado
F t F tabulado o determinado de las tablas estadísticas i Sumatoria de los resultados de los niveles bajos
24
a Sumatoria de los resultados del nivel alto con el nivel bajo b Sumatoria de los resultados del nivel bajo con el nivel alto ab Sumatoria de los resultados de los niveles altos
n* Cantidad de resultados a' Cantidad de niveles de A b' Cantidad de niveles de B
Y
i Resultado de cada experimentoAi Sumatoria de los resultados del nivel bajo a alto de A Bi Sumatoria de los resultados del nivel bajo a alto de B
25 CAPITULO I
ANTECEDENTES GENERALES
1.1. DOE RUN COMPANY
Es una compañía integrada que realiza operaciones de extracción, trituración, fundición, fabricación y reutilización de metales más grande del mundo, la compañía es propiedad de Renco Group, Inc., una empresa privada constituida en Nueva York.
La compañía Doe Run proporciona una variedad de metales de alta pureza y productos de aleaciones de plomo y elabora una diversidad de productos de plomo fabricados para usos especiales.
El liderazgo de larga tradición de la compañía Doe Run Company en la industria de los metales y como productor mayor de plomo en los Estados Unidos se fortaleció enormemente con la adquisición de las fundidoras de Metaloroya y las refinerías en La Oroya, Perú.[1]
1.2. DOE RUN PERÚ
Doe Run Perú, es subsidiaria de Doe Run Company; esta compañía en octubre de 1997 llegó al Perú para administrar las operaciones del Complejo Metalúrgico de La Oroya.
26
Adicionalmente, Doe Run Perú también adquirió la mina Cobriza, ubicada en Huancavelica, en setiembre de 1998.
1.2.1. HISTORIA
La Oroya, capital de la provincia de Yauli, es una ciudad ubicada en los andes centrales del departamento de Junín a 180 km. al NE de Lima. Cuenta con aproximadamente 50,000 habitantes dedicados principalmente a la minería, el comercio y la ganadería en menor escala.
La Oroya tiene la particularidad de ser el único lugar en el mundo en donde se hallan hasta 20 metales distintos como: Cinc, Plomo, Cobre, Plata, Oro, Bismuto, Cadmio, Indio, Telurio, Antimonio, Selenio y derivados. Por esta razón la ciudad es considerada como la Capital Metalúrgica del Perú y Sudamérica.
El Complejo Metalúrgico de La Oroya fue construido en 1922 por la compañía Norteamericana Cerro de Pasco Corporation, luego en 1974, el gobierno Peruano nacionalizó su administración y se convirtió en parte de la organización minera Centromín. La planta de fundición y refinería fueron puestas a la venta este año como parte de la privatización de la industria peruana.
El Complejo cuenta con la única instalación en el mundo capaz de procesar y refinar una gran gama de metales para uso industrial, tales como: cobre, cinc, oro, plata, plomo, entre otros.
La actividad económica generada entorno al Complejo, dio origen al nacimiento de la ciudad que empezó a formarse a su alrededor.
27
El Complejo Metalúrgico vende sus productos alrededor del mundo. El metal procesado en La Oroya se envía a compañías en Asía, Estados Unidos, Sudamérica y Europa. [1]
1.2.2. COMERCIO
Doe Run Perú ofrece al mercado productos que comprenden 11 metales y 9 subproductos, ver tabla 1-1. Estos productos son colocados en diferentes países del mundo abarcando los 5 continentes. Durante el año 1999, la empresa Doe Run Perú requirió 270 000 TM de concentrados de cobre, 241 000 TM de concentrados de plomo y minerales de plata, y 168 00 TM de cinc. De los cuales el 82 % fue de origen local y el 18% restante importado, que formaron parte del total de materia prima suministrada al Complejo Metalúrgico de la Oroya. [1]
TABLA Nº 1-1
PRODUCCIÓN DE DOE RUN PERÚ
Metales Sub - Productos
Cinc
Cadmio
Plomo
Cobre
Plata
Oro
Indio
Antimonio
Telurio
Bismuto
Selenio
Ácido Sulfúrico
Oleum
Bisulfito de Sodio
Trióxido de Arsénico
Sulfato de Cobre
Concentrado de Cinc – Plata
Sulfato de Cinc
Oxido de Cinc
Polvo de Cinc
Fuente: Manual de Procesos Empresa DOE RUN PERÚ
28
1.2.3. IMPACTO
1.2.3.1. IMPACTO ECONÓMICO
Doe Run Perú tiene como uno de sus objetivos dar mayor valor agregado a sus productos y por ello procesa aproximadamente 600 000 TM de concentrados, 450 000 TM son polimetálicos con contenidos de metales preciosos y 150 00 TM son concentrados de cinc. [1]
1.2.3.2. IMPACTO SOCIAL
La seguridad de la organización es lo principal, significando un compromiso serio y responsable de los inversionistas industriales; para ello cuenta en todo momento con la aceptación y participación activa de los trabajadores. [1]
1.2.3.3. IMPACTO AMBIENTAL
Doe Run Perú cuando asumió la propiedad del Complejo Metalúrgico de La Oroya se comprometió a adecuar sus operaciones con el Programa de Adecuación y Manejo del Medio Ambiente (PAMA), de modo que no generen contaminantes que superen los limites máximos permisibles de acuerdo a las leyes ambientales, de esta manera contribuir al desarrollo sostenible de la región y el país.
Por naturaleza de sus procesos, el Complejo Metalúrgico de la Oroya genera emisiones gaseosas, efluentes líquidos y residuos sólidos que impactan al medio ambiente.
El PAMA incluye acciones e inversiones necesarias para incorporar a las operaciones minero-metalúrgicas los adelantos tecnológicos y/o medidas alternativas que tengan como propósito reducir o eliminar las emisiones o vertimientos, para poder cumplir con los niveles máximos permisibles establecidos por la autoridad competente en el tema de medio ambiente.
El objetivo es que las empresas cumplan los límites máximos permisibles de las descargas líquidas, sólidas y gaseosas que la Ley exige. Los plazos de ejecución son:
- Minas y concentradoras: 5 años - Fundiciones y Refinerías: 10 años
29
Caso de Doe Run Perú desde el año 1999 han iniciado en programa de mitigación de impacto de las emisiones gaseosas y material particulado, que consiste en:
Disminuir los picos del SO2, mediante ajustes de procesos (parada programada de equipos cuyos procesos generan SO2).
Mejorar la eficiencia de captación de polvos de la Planta Cottrell Central.
Monitoreo de las emisiones fugitivas por un circuito cerrado de televisión.
Instalación de nuevos equipos de monitoreo y meteorología.
Desarrollo de modelos computarizados de dispersión de gases.
Programas de reforestación y mejora de la Jardinería en las diversas áreas verdes.
Actualmente los proyectos PAMA concluidos en Doe Run Perú son:
Estación de monitoreo ambiental
Manipuleo de escorias de cobre y plomo
Planta de tratamiento de agua madre de la Refinería de Cobre
Acondicionamiento del depósito de ferritas de Huanchán
Adecuación ambiental del depósito de escorias de Huanchán
Los Proyectos de PAMA en ejecución son:
Planta de tratamiento de aguas industriales
Planta de tratamiento de aguas servidas. [1]
1.3. DESCRIPCIÓN DE LA PLANTA TOSTACION DE CINC
1.3.1. TOSTADOR DE CAMA TURBULENTA (TURBULENT LAYER ROASTING) El tostador de cama turbulenta trata 280 TM/día de una mezcla de concentrados de cinc. (220 TM de Carahuacra y 60 TM de Paragsha).
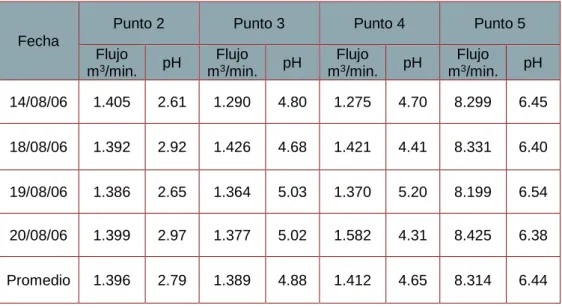
El horno esta diseñado para tostar a 951 ºC lo cual lo llamamos cama piloto, dentro del tostador se tiene 4 puntos donde se mide la temperatura de cada cama (Pto 2 ≈ 950 ºC, Pto 3 ≈ 955 ºC, Pto 4 ≈ 951 ºC y Pto 5 ≈ 953 ºC). El ingreso de aire y
30
oxígeno se da por la parte inferior del horno, donde el aire ingresa a 12 022.1 ft3/min., 2.42 psi y 126 ºF aproximadamente y el oxígeno 25 kg/min. Las reacciones que ocurren dentro del tostador son:
2FeS + 3.502 Fe2O3 + 2SO2
4FeS2 + 1102 2Fe2O3 + 8SO2
CuS + 1.502 CuO + SO2
PbS + 202 PbSO4
SiO2 SiO2
ZnS ZnS
ZnS + 1.502 ZnO + SO2
ZnS + 202 ZnSO4
Los gases de tostación salen a 987 ºC aproximadamente y es enviado a la caldera para la recuperación de los polvos remanentes. La calcina producto de la tostación sale a 583 ºC aproximadamente. Se sabe que los sulfuros de fierro se tuestan mas fácilmente que los de cinc, por esta razón se necesita un exceso de aire (15 a 20
%) respecto al teórico para oxidar el sulfuro de cinc y los demás sulfuros metálicos.
Como a temperaturas mayores de 700 ºC se descomponen el sulfato de cinc, podemos suponer que la calcina que sale de la descarga de reactor no tenga sulfatos, pero en cambio la calcina acarreada en los gases y colectada en la caldera y ciclones, por el ambiente mas frío (menor a 700 ºC) se encuentra sulfatada en mayor porcentaje. [2]
1.3.2. CALDERA DE VAPOR
El tostador y la caldera están unidos por un ducto de gas muy corto, la caldera del tipo LAMONT diseñada por la firma OSCHATS, enfría los gases desde 950 ºC hasta 320 ºC produciendo 0.8 TM vapor/TM concentrado tratado, la caldera es una unidad de cuatro pasos, funcionando el primer paso como cámara de reacción, los tubos de refrigeración están en las paredes frontales, los gases y calcina son enfriados por radiación hasta 700 ºC, la caldera cumple dos objetivos: por un lado utiliza el calor contenido en gases (generando 23 000 lb vapor/h) y por otro lado la caldera recupera los polvos remanentes producto de la tostación de cinc, acoplando estos polvos con la calcina que proviene del tostador. [2]
31
1.3.3. SISTEMA DE RECUPERACIÓN DE POLVO O CICLÓN
Los gases de la caldera pasan luego por un recuperado ciclónico, la calcina obtenida en ellas se descarga mediante unas válvulas rotatorias que mantienen un sello impermeable al paso del aire, la caldera y ciclones operan bajo un pequeño vacío producido por un ventilador, la calcina que todavía es arrastrada por los gases a la salida del ventilador (99 % de malla 3 250) es recuperada en el precipitador electrostático seco, la limpieza del polvo final de los gases se efectúan en un equipo lavador de gases de la Planta de Ácido Sulfúrico donde se aprovecha el SO2, cuya salida del tostador es de 4 – 5 % en promedio. [2]
1.3.4. DIAGRAMA DE FLUJO DE LA PLANTA TOSTACION DE CINC
32
33
1.4. DESCRIPCIÓN DE LA PLANTA DE ÁCIDO SULFÚRICO
El proceso implica la conversión de los gases SO2 (provenientes de procesos metalúrgicos) en ácido sulfúrico, en esta Planta el gas a 320 – 350 ºC y a presión atmosférica entra al precipitador electrostático seco (Hot Cottrell) donde el polvo es precipitado, luego pasa al limpiador de gases (Scrubber). Los gases parcialmente fríos y húmedos de la sección de humidificación del limpiador, pasan entonces a través de un sección de enfriamiento en donde reducen más su temperatura, el agua entra a la sección de enfriamiento en la parte alta y el líquido se colecta en el fondo de la sección de humidificación, las bombas toman una porción del líquido del fondo y la recircula hacia la sección de humidificación.
El líquido proveniente del fondo de la torre es liberado del gas SO2 drenado hacia un canal, el gas saturado y enfriado del Scrubber entra al precipitador electrostático húmedo en donde se elimina la neblina ácida. El ácido que gotea de este precipitador mediante una tubería se conduce fuera de la planta, junto con el ácido débil, el gas limpio que sale del precipitador húmedo pasa a la torre de secado en la que circula ácido de 93 %, al contacto con el ácido se elimina la humedad y de esta manera lo acondiciona para su ingreso al convertidor, el soplador principal de gas está instalado en la línea de la salida de la torre de secado, todo el equipo descrito ha sido diseñado para trabajar a presión negativa, el resto del equipo después del soplador esta diseñado para operar a presión positiva.
El gas seco y limpio que proviene del soplador pasa a través de una serie de intercambiadores de calor y precalentadores para elevar su temperatura antes de su ingreso al convertidor, el sistema de conversión esta diseñado para dar una conversión de 94 % basada en el gas de entrada cuyo porcentaje debe ser de 7 %, es un diseño de dos pasos, con capas de catalizador en cada paso, intercambiadores de calor están instalados para enfriar el gas después de cada paso, el gas que sale del intercambiador frió pasa a través de la torre de absorción donde se combina con el ácido circulante de una concentración de 98.5 % para formar el producto final.
Hay tanques de almacenamiento con sus respectivas bombas, tanto para la torre de absorción como para la torre de secado, las bombas son verticales de tipo sumergido, éstas bombean ácido a un enfriador de hierro fundido y de allí a la respectiva torre. La planta ha sido diseñada de tal manera que el ácido de la torre de absorción pasa a la torre de secado manteniendo una concentración adecuada, se agrega agua de dilución al sistema de recirculación de la torre de absorción se conduce a los tanques de almacenamiento para su venta y uso interno. [2]
34
1.4.1. PRECIPITADOR ELECTROSTÁTICO SECO O HOT COTTRELL
Es una cámara de dos campos, el gas entra por la boca de entrada que esta en un costado y sale moviéndose horizontalmente hacia la boca de salida, este precipitador es activado por dos transformadores – rectificadores, cuentan con un panel de distribución de control automático de voltaje y otro panel de control para sus golpeadores neumáticos, la sección interna esta formada por cortinas colectoras conectadas a tierra y electrodos de descarga aisladas que están dispuestas alternadamente, este precipitador electrostático utiliza una fuerza de voltaje extremadamente alta para separar el polvo de una corriente gaseosa; entre los conductores y las cortinas colectoras se crea campo electrostático en donde cualquier partícula de polvo presente eléctricamente y se adhiere a las placas colectoras, las cuales son golpeadas periódicamente por los golpeadores neumáticos, el material adherido es precipitado hacia el fondo del precipitador de donde es desplazado por gusanos, por otro lado el gas relativamente limpio sale del precipitador por la parte de arriba. [2]
1.4.2. LIMPIADOR DE GASES O SCRUBBER
El objetivo de esta torre es eliminar las trazas de polvo contenido en el gas y enfriar el gas empleado en agua, esta agua pasa por una columna de limpieza donde una corriente de aire extrae la mayor parte del gas SO2 contenido en el agua. Esta agua es descargada hacia la poza de neutralización pero una parte es recirculada al limpiador y el gas que sale de este sistema continua hacia el precipitador de neblina. [2]
1.4.3. PRECIPITADOR ELECTROSTÁTICO HÚMEDO O MIST COTTRELL
Este precipitador sirve para eliminar las pequeñas cantidades de ácido sulfúrico en forma de neblina así como compuestos de arsénico y polvos que no fueron retenidos en el Scrubber, es la última línea de defensa contra la admisión de impurezas al resto de la Planta, consta de las siguientes partes básicas: el tablero que es el panel de control de las operaciones del precipitador, transformador – rectificador que convierte la corriente en corriente alterna de alto voltaje de una sola dirección, la cámara de precipitación donde se encuentra unos alambres suspendidos que tiene la forma de estrella, cada alambre esta suspendido concéntricamente dentro de una tubería, la corriente esta conectada a los alambres y las tuberías conectadas a tierra, el gas cargado de neblina entra por el fondo de la cámara y fluye hacia arriba, la neblina y los sólidos precipitan de las tuberías
35
de donde son drenados, por otro lado los gases dejan la cámara sustancialmente libres de neblina ácida y sólidos, a diferencia del precipitador electrostático seco, este precipitador en lugar de utilizar placas colectoras usan tubos colectores y además no tiene golpeadores neumáticos. [2]
1.4.4. TORRE DE SECADO
Esta torre es de material de empaque resistente al ácido, el gas entra por la parte inferior de la torre y fluye hacia arriba en cambio el ácido se distribuye por aspersión desde la parte superior de la torre en contra corriente al gas, el ácido debe ser mantenido en una concentración no menor de 66 ºBe (93,19 %) y no mayor de 94 – 95, esta concentración se regula mediante el suministro de ácido de 93 % que viene de la torre de absorción. La temperatura de ingreso del ácido debe ser la mas baja (no mayor a 50 ºC) para asegurar un buen secado del gas, lo cual influirá en la torre de absorción. [2]
1.4.5. SOPLADOR ELLIOTT
Es el soplador principal de gas, esta instalado en la línea de la salida de la torre de secado, se debe mencionar que todo el equipo descrito ha sido diseñado para trabajar a presión negativa (succión). El resto del equipo después del soplador esta diseñado para operar a presión positiva (soplado), este soplador controla el volumen del gas de todo el sistema. [2]
1.4.6. INTERCAMBIADORES DE CALOR
Diseñados para controlar las temperaturas de entrada de los gases en cada etapa de los convertidores compuestas by - pass con los que se controlan la temperatura del gas según la necesidad de la respectiva etapa del convertidor. [2]
1.4.7. PRECALENTADOR
Sirva para elevar la temperatura para la catálisis en el convertidor para que la conversión de SO2 a SO3 se produzca, este precalentador esta ubicado a lado del convertidor, se conforma de una cámara de combustión no debe exceder 650 ºC. [2]
1.4.8. CONVERTIDOR
Torre diseñada para dar una conversión del SO2 a SO3 en un 94 % con un gas de entrada que contenga 7 % de SO2, esta torre es un diseño de dos pasos con dos
36
camas ó capas de catalizador en cada paso, es aquí donde se da la conversión del SO2 a SO3 mediante la reacción del SO2 y el O2, esta reacción es acelerada por el catalizador en este caso es pentóxido de vanadio, el convertidor opera únicamente controlando la temperatura de entrada de cada paso para que así sea posible la conversión del SO2 a SO3. [2]
1.4.9. ENFRIADOR DE SO3
La función que cumple es enfriar el SO3 antes de que ingrese a la torre de absorción, el gas que sale del intercambiador de calor frió es enfriado en los tubos usando aire de un soplador, la temperatura de salida de los gases del enfriador de SO3 debe ser mantenida en 175 ºC. Si se condensa una cantidad excesiva de ácido del gas SO3 debe levantarse la temperatura reduciendo la cantidad de aire de enfriamiento. [2]
1.4.10. TORRE DE ABSORCIÓN
Esta torre debe mantenerse en una concentración tal que produzca la máxima absorción de SO3, la cual usualmente esta entre 98 – 99 %, esto depende de la concentración de SO2, el volumen de producción, el contenido de neblina ácida del gas, limpieza del empaque y la cantidad del ácido bombeado; la mínima corrosión y el consiguiente ácido de mayor pureza se obtiene con un ácido de absorción tan frío como sea posible, el humo mas claro de la torre de absorción se obtiene con ácido tibio (50 - 80 ºC), cuando la temperatura del gas cambia también debe de cambiarse la temperatura del ácido en la misma dirección, la concentración del ácido de absorción se determina por el registrador de conductividad del cuarto de control, la concentración del ácido se regula por la cantidad de agua que se agrega al tanque de bombeo del ácido de absorción por medio de una válvula (basado en que la cantidad de ácido de secado transferido es constante). [2]
1.4.11. DIAGRAMA DE FLUJO DE LA PLANTA DE ÁCIDO SULFÚRICO
37
38
1.5. ANTECEDENTES DEL ESTUDIO
En la producción de ácido sulfúrico se generan efluentes ácidos con pH inferior a 2, estos efluentes son generados en la etapa de enfriamiento y limpieza de los gases (Scrubber/Stripper, Tanque Desaguador y del Mist Cottrell) provenientes del Tostador de Cama Turbulenta.
Existen muchos métodos para neutralizar la acidez de estos efluentes industriales como:
mezclarlos con una solución básica valorada, pasarlos a través de lechos de caliza, mezclar los efluentes ácidos con lechada de cal, añadir la proporción adecuada de soluciones concentradas de soda caústica (NaOH), carbonato sódico (NaCO3) o hidróxido de amonio (NH4OH) a los efluentes ácidos. Los factores que guían la selección del reactivo para neutralización son: costos, capacidad de neutralización, almacenamiento que ofrece factibilidad económica y técnica en un amplio espectro de industrias.(CENTROMIN PERÚ, 1996).
Así mismo, un gran número de operaciones industriales se relacionan con el problema de cambiar la composición de soluciones y mezclas utilizando los principios de transferencia de masa en interfases. Ejemplos típicos de estas operaciones podrían incluir: la transferencia de un soluto desde la fase gaseosa hasta la fase líquida como se encuentra en absorción, deshumidificación y destilación; la transferencia de un soluto de la fase líquida a la fase gaseosa como se encuentra en desorción y humidificación; la transferencia de un soluto desde una fase líquida hasta una segunda fase líquida inmiscible como se encuentra en la extracción líquido-líquido; la transferencia de un soluto desde un sólido hasta una fase fluida como se encuentra en el secado y la lixiviación. Las operaciones de transferencia de masa casi siempre se llevan a cabo en torres que se diseñan para proporcionar un contacto íntimo entre las dos fases.
Para el tratamiento de aguas de desecho o aguas residuales industriales se hace con aparatos como tanques o torres de burbujeo con aereación (desorción), donde los gases residuales con frecuencia se separan o desorben del agua y se absorbe oxígeno en el agua cuando las burbujas de aire se dispersan cerca del fondo de los tanques de aereación. La introducción de gas comprimido a los aspersores con orificios pequeños, como tuberías perforadas, tubos aspersores porosos y platos porosos, produce pequeñas burbujas del gas que se elevan a través del líquido. A medida que las burbujas se elevan, el soluto puede transferirse del gas al líquido o del líquido al gas dependiendo de la fuerza impulsora de la concentración (WELTY 2001, pág. 783)
El diseño de la Torre de Burbujeo industrial se da en los ejemplos de aplicación en los libros de Welty, pág. 793, Treybal, pág. 164 y Eckenfelder pág. 125. Estas torres se aplican para separar o desorber cloro de agua y amoniaco de agua mediante burbujeo con aire.
39 CAPÍTULO II
TRATAMIENTO DE EFLUENTES ÁCIDOS DE LA PLANTA DE ÁCIDO SULFÚRICO DEL CIRCUITO DE CINC – NEUTRALIZACIÓN
2.1. CONCEPTOS FUNDAMENTALES 2.1.1. EFLUENTE
Efluente es el residuo líquido procedente de los diversos procesos de una Planta productiva, compuesta principalmente por agua y químicos.
Estos efluentes están relacionados con el pH; este es un indicador de la acidez del agua expresada por una escala entre 1 y 14, de forma que el valor 1 indica condiciones de máxima acidez y, 14 de alcalinidad extrema. El valor 7 indica la neutralidad y es el más deseable para la mayor parte de las aplicaciones. [4]
2.1.2. EFLUENTES ÁCIDOS DE LA PLANTA DE ÁCIDO SULFÚRICO
En muchos procesos metalúrgicos de producción se generan desechos líquidos de naturaleza ácida y en este caso como producto de la tostación del concentrado de cinc, se genera SO2 en los tostadores de cama turbulenta (TLR); a partir del
40
cual después de una serie de etapas se logra producir ácido sulfúrico y un efluente acidificado que es enviado a descarte.
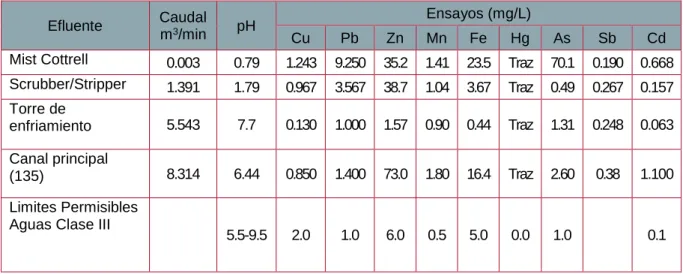
Las corrientes líquidas de mayor flujo vertidas al río se encuentran en las aguas de proceso y refrigeración de la Planta de Ácido Sulfúrico del Circuito de Cinc.
Este efluente no debe descargarse sin tratamiento, a la corriente receptora del río Mantaro; es por ello que se ha determinado la neutralización de esta agua ácida a fin de precisar las condiciones operativas y definir la calidad química de la solución final, la cual debe cumplir con los límites permisibles de emisión correspondientes a las Aguas de Clase III. [3]
2.1.3. MÉTODOS DE NEUTRALIZACIÓN
Existen muchos métodos recomendados para neutralizar la acidez de estos efluentes industriales, tales como:
Mezclar con bases de forma que se obtenga un pH neutro.
Pasarlos a través de lechos de caliza.
Mezclar los efluentes ácidos con lechada de cal o de dolomitas.
Añadir proporciones adecuadas de soluciones concentradas de soda cáustica (NaOH), carbonato sódico (NaCO3) o hidróxido de amonio (NH4OH) a los efluentes ácidos. [5]
2.1.4. REACTIVOS NEUTRALIZANTES 2.1.4.1. CALIZA
Tipo común de roca sedimentaria, ampliamente difundido, compuesta en su totalidad o en su mayor parte por calcita (carbono de calcio CaCO3).
Se caracteriza por la efervescencia, en frío al contacto con un ácido.
Cuando se calcina (se lleva a alta temperatura) da lugar a cal (óxido de calcio CaO).
La caliza es aglomerante, neutralizante, escorificante y fundente. [6]
41
2.1.4.2. CAL
La caliza u otras rocas calcáreas se calientan en hornos hasta 903°C, de forma que expulsa el CO2 y queda la cal viva (CaO).
La cal es un sólido de color blanco muy ávido de agua y cáustico. La reacción de la cal viva con el agua produce desprendimiento de calor y la formación de hidróxido de calcio, Ca(OH)2 cal apagada.
Los principales usos de la cal en la metalurgia son:
Industria del acero
Fabricación de magnesio y alúmina
Flotado de metales
Fundición de metales no ferrosos[7]
2.1.4.3. HIDRÓXIDO DE SODIO
Es un sólido blanco perlado de granulometría fina, soluble en agua.
El hidróxido de sodio a temperatura ambiente absorbe humedad del aire y cuando se disuelve en agua o se neutraliza con un ácido libera una gran cantidad de calor.
42
El hidróxido de sodio (NaOH), es un hidróxido cáustico usado en la industria (principalmente como una base química) en la fabricación de papel, tejidos, detergentes y en lavanderías industriales. [8]
2.1.4.4. CARBONATO SÓDICO
El carbonato sódico es una sal blanca y translúcida de formula química Na2CO3, usada entre otras cosas en la fabricación de jabón, detergentes, vidrio, tintes y otros productos químicos. Es conocido comúnmente como barrilla, natrón y sosa.
Puede hallarse en la naturaleza u obtenerse artificialmente. Los principales usos del carbonato de sodio son:
Tratamiento de agua.
Fabricación de papel.
Fabricación de textiles.
Procesamiento de alimentos.
Minería.
Fundición de metales. [9]
43
2.1.5. SELECCIÓN DE REACTIVOS NEUTRALIZANTES
Los factores que guían la selección del reactivo para neutralización son:
Costos
Capacidad de neutralización
Almacenamiento y disposición final de los productos de neutralización.
El volumen, clase o cantidad de ácido que debe neutralizarse, son también factores para decidir cuál es el agente neutralizante a utilizar. [5]
2.2. QUÍMICA DEL PROCESO DE NEUTRALIZACIÓN
El principal método para el tratamiento de efluentes ácidos consiste en la neutralización;
por ello el presente trabajo basa su estudio en los compuestos de calcio por ser la fuente más barata y adecuada para el tratamiento del efluente residual de la Planta de Ácido. A continuación, se exponen las consideraciones teóricas preliminares y reacciones principales dadas en la neutralización del agua ácida de la Planta de Ácido Sulfúrico.
2.2.1. REACCIONES PRELIMINARES
El lavado de gases (SO2), producto de la tostación de concentrados de cinc, se efectúa con agua lo cual es atomizada en el Scrubber para extraer las partículas sólidas que lo acompañan. Al mismo tiempo se produce la disolución del agua en el gas, de acuerdo a la siguiente reacción.
SO2 + 2H2O → HSO3
+ H3O (2.1)
En esta operación se efectúa el transporte del componente gaseoso en el líquido absorbente. Al ponerse en contacto el SO2 con el agua, las moléculas del gas pasan al líquido formando una disolución con este; al mismo tiempo las moléculas disueltas en el agua tienden a volver a la fase gaseosa estableciendo así un equilibrio dinámico entre las moléculas de SO2 que pasan a la disolución y las que retornan a la fase gaseosa. [3]
2.2.1.1. SOLUBILIDAD DEL GAS (SO2) EN AGUA
La solubilidad del gas (SO2) en agua depende de la presión y temperatura.
La figura 2-1 muestra la relación entre temperatura y solubilidad de sales y gases, a mayor temperatura mayor solubilidad en las sales, y menor en
44
gases; ambos factores degradan la calidad de las aguas, ya que aumentan su dureza y disminuyen la capacidad de disolución de oxígeno. [10]
Fig. 2-1 Relación entre temperatura y solubilidad de sales y gases.
En la tabla 2-1. Se muestra los valores máximos de solubilidad cuando la presión total es de 760 mm de Hg.
TABLA Nº 2-1
VALORES MÁXIMOS DE SOLUBILIDAD DEL GAS (SO2)
Temp (ºC) a q
20 39,37 11,28
21 37,97 10,88
22 36,62 10,50
23 35,30 10,12
24 34,03 9,76
25 32,79 9,41
26 31,58 9,06
27 30,42 8,73
28 29,31 8,42
29 28,21 8,10
30 27,16 7,80
35 22,48 6,47
40 18,76 5,41
Fuente: Investigaciones Metalúrgicas DOE RUN PERÚ
Sales
Gases
Temperatura
Solubilidad
45
Donde:
a: coeficiente de absorción, es el volumen del gas cuando se reduce a 0 ºC y 760 mm de Hg, absorbido por un volumen de agua cuando la presión del gas es la misma.
q: peso del gas en gramos disueltos en 100 ml de agua cuando la presión total es 760 mm de Hg.
Cuando en el medio se encuentra gases diluyentes como el aire es menor la solubilidad del gas.
Por ejemplo si las operaciones de lavado y depuración se realizaron a 35 ºC; en estas condiciones el agua absorbe 6.47g SO2/100mL H2O;
dejando al 93.53% del agua sin disociar, apta por lo tanto para reaccionar con la caliza. [3]
2.2.2. REACCIONES PRINCIPALES
Cuando la caliza reacciona con el agua se producen las siguientes reacciones.
CaCO3 + H2O → Ca+2 + HCO3
+ OH (2.2)
Ca+2 + 2OH → Ca(OH)2 (2.3)
De igual forma, en la preparación de la lechada de cal; el agua reacciona con el óxido de calcio produciendo el hidróxido correspondiente:
CaO+ H2O → Ca(OH)2 (2.4)
En donde el hidróxido de calcio se autodisocia ocurriendo la siguiente reacción:
Ca(OH)2 → CaO2H + H+ (2.5)
A partir de la ecuación (2.1) y (2.5) se obtiene la reacción principal del proceso de neutralización:
H2SO3 + Ca(OH)2 → CaSO3 + 2H2O (2.6)
Estas reacciones han sido expresadas en forma iónica para mostrar la disociación y autodisociación de ácidos y bases, así como la precipitación del insoluble CaSO3. El equilibrio es muy sensitivo al pH y las reacciones rápidas, pero de difusión limitada, por lo tanto, los cambios de velocidad de reacción van
46
acompañados de variaciones en la concentración. En presencia de oxígeno el sulfito puede oxidarse a sulfato el cual es mucho más soluble. [11]
TABLA Nº 2-2
SOLUBILIDAD DE COMPUESTOS DE CALCIO EN AGUA(a)
Compuesto
Solubilidad en mg/L 30 ºC 100 ºC
CaCO3 15 17
CaSO3 46,3 7,9
CaSO4 6000 2000
Fuente: Investigaciones Metalúrgicas DOE RUN PERÚ
(a)Las solubilidades están dadas en peso de los compuestos anhídridos, cada compuesto puede presentarse en diferentes formas hidratadas presentando comportamientos diferentes.
2.3. MECANISMO DE REACCIÓN DE LA NEUTRALIZACIÓN
La solubilidad del SO2 es iónica como se muestra en la figura 2-2.La figura 2-3. Muestra un mecanismo de reacción para el hidróxido de calcio. Luego de esta reacción, la molécula naciente podría hidrolizarse con alguna molécula vecina que contenga calcio y actuar como catalizador de la reacción.
En el hidróxido, la transferencia del electrón es favorecida por la polarización que ofrece el grupo OH. Esto sugiere que la reacción iónica es catalizada por la humedad. [3]
H O H
S
O O
H O H
S
O O
+
-
Fig. 2-2 Mecanismo de hidratación del SO2
47
Sólido Reacción Química
Transferencia de masa en la fase fluida.
Transporte de masa en la fase fluida.
Transporte de calor en la fase fluida.
Difusión
Convección
Cab
Ccb
Tb
Agua residual
H
O H
Ca O
O S O
H
O H
Ca O
O S O
H
O H
Ca O
S
O O
Fig. 2-3 Mecanismo para la absorción de SO2 por óxido metálico.
2.4. CINÉTICA DEL PROCESO DE NEUTRALIZACIÓN
Consideremos una reacción fluido–sólido del siguiente tipo para lechos de caliza:
aA (fluído) + bB (sólido) → cC (sólido) + dD (fluído) + eE (gaseoso)
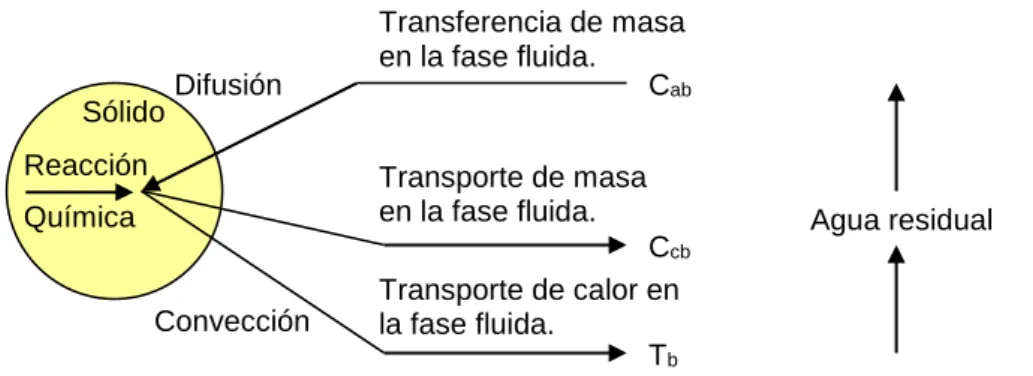
H2SO3 + CaCO3 → CaSO3 + H2O + CO2 (2.7) El proceso global incluye las siguientes etapas individuales que se muestran en la figura 2-4.
1. Transporte de masa entre el seno del fluido y la superficie exterior de la partícula sólida.
2. Difusión del ácido sulfuroso y sulfito de calcio a través de los poros de la caliza.
3. Reacción química entre el agua residual y la caliza. [1]
Fig. 2- 4 Diagrama esquemático del proceso global de reacción.
2.4.1. REACCIÓN DE UNA PARTÍCULA INDIVIDUAL DE CALIZA
Esta partícula es inicialmente porosa, debido a ello el agua residual difunde hacia adentro reaccionando en la trayectoria. Por lo tanto la reacción química y difusión ocurren en paralelo a lo largo de la zona difusa y no en una interfase bien definida,
48
Caliza porosa Capa de
agua ácida
Concentración reaccionante del agua ácida
Cab
CAs
Donde:
Cab es la concentración reaccionante de agua ácida CAs es la concentración reaccionante de caliza
la resistencia ofrecida a la transferencia de masa y de calor puede influir significativamente en la energía de activación aparente, en el orden de reacción y la dependencia de la cinética global con el tamaño y en otras características estructurales de la partícula. En el caso de la caliza, la difusión del agua residual (efluente) dentro de los poros, crea un régimen adicional en el cual la difusión en los poros influye en la reacción global pero no controla. [3]
2.4.2. TIPOS DE REACCIÓN EN LAS PARTÍCULAS DE CALIZA
De acuerdo a las características del agua residual ácida (efluente ácido), pueden darse dos tipos de reacciones en las partículas del lecho de caliza.
a. En las cuales no hay formación de producto sólido adherido.
b. En las cuales hay formación de producto sólido adherido.
La figura 2-5. y 2-6. muestra la secuencia de reacción de la partícula de caliza.[3]
Fig. 2-5 Reacción de una partícula porosa de caliza cuyo tamaño total se reduce y en la cual no hay formación de capa sólida de producto.
49
Sólido no reacionado Capa de
agua ácida
Cab
CAs
Fluído Sólido
Concentración reaccionante
Cab
CAs
Fig. 2-6 Reacción de una partícula de caliza en la que se forma una capa de producto sólido (pasivación).
En general, la capa exterior reaccionará completamente primero y el espesor de la capa completamente reaccionada crecerá hacia el interior del sólido poroso. [11]
2.5. ANTECEDENTES DE ESTUDIO DEL PROCESO DE NEUTRALIZACIÓN DE LA PLANTA DE ÁCIDO SULFÚRICO
Para el tratamiento de los efluentes de la Planta de Ácido Sulfúrico se hicieron estudios evaluándose dos sistemas de neutralización; estático y dinámico.
2.5.1. SISTEMAS DE NEUTRALIZACIÓN 2.5.1.1. SISTEMA ESTÁTICO
El sistema estático constituido por lechos de caliza, se determinó el pH óptimo