UNIVERSIDAD NACIONAL DEL CENTRO DEL PERÚ
FACULTAD DE INGENIERÍA QUÍMICA
OPTIMIZACIÓN DE LA FLOTACIÓN DE SULFURO DE COBRE, DEL MINERAL DE LA MINA BERGMIN, A NIVEL DE LABORATORIO, EN LA PLANTA CONCENTRADORA DE LA
UNCP, HUARI - LA OROYA.
TESIS
Para optar el título profesional de Ingeniero Químico
Presentada por:
Bach. GALARZA QUISPE, Roy.
Bach. ZUÑIGA ALMONACID, Eva Presly.
HUANCAYO - PERÚ
2010
ASESOR
ING. Ms. USCAMAYTA VERÁSTEGUI, David Santos.
DEDICATORIA
Doy infinitas gracias a mis padres, por brindarme los recursos necesarios y estar a mi lado apoyándome y aconsejándome siempre.
A mis hermanos, por ser mi fuerza y el apoyo con el cual puedo contar incondicionalmente.
EVA
DEDICATORIA
Dedico la presente tesis a Edelmira Quispe, mi madre, por hacer de mi una mejor persona a través de sus consejos, enseñanzas y amor.
A Omar, mi hermano, por estar siempre presente, cuidándome y brindándome aliento.
ROY
AGRADECIMIENTO
En primer lugar, le damos gracias a Dios por el maravilloso regalo de la vida.
A nuestros padres por habernos dado una profesión, la herramienta más útil en el trabajo diario de la vida.
Así mismo agradecemos a nuestra querida Facultad de Ingeniería Química, personal docente y administrativo, por sus enseñanzas y preparación tanto a nivel profesional como personal; y de manera especial a los ingenieros Ms.
USCAMAYTA VERÁSTEGUI, David Santos por su asesoramiento, al Ms. ROJAS QUINTO, Andrés, al Ms. MEZA PEREZ PALMA, Marco, amigos y compañeros de estudios con quienes compartimos y tenemos la dicha de seguir compartiendo momentos gratos que nos llenan de felicidad.
Por la desinteresada ayuda en la realización de esta tesis, expresamos un agradecimiento muy especial al amigo y maestro que encontramos en la persona del Ing. HINOSTROZA M. Máximo, gerente general de la empresa MADE INVEST S.A.C. (Laboratorio de análisis químico y pruebas metalúrgicas Huari – La Oroya) A. cuya visión profesional y humanista nos ha permitido cumplir nuestros objetivos, facilitándonos el ingreso a los laboratorios y dando respuesta a nuestras interrogantes para el desarrollo de las pruebas experimentales, superando nuestras expectativas en el presente trabajo de investigación.
Al Ing. BUENO BULLÓN, Héctor, catedrático en la Facultad de Ingeniería Metalúrgica y del Centro Tecnológico Minero CETEMIN, jefe de proyectos del laboratorio metalúrgico CHAPI S.A.C. y asesor de la empresa BERGMIN, por su asesoramiento en la planta Huari y su desinteresado apoyo en la culminación de esta tesis.
Los Bachilleres.
INTRODUCCIÓN
El presente trabajo de investigación tiene como finalidad evaluar la recuperación de cobre, en el proceso de flotación de sulfuro de cobre, en la planta concentradora de la UNCP Huari – La Oroya. El material mineralógico proviene de la empresa Bergmin S.A.C.
Una Planta Concentradora es una Unidad Metalúrgica conformada por una serie de equipos y máquinas instaladas de acuerdo a un diagrama de flujo, donde la mena es alimentada y procesada hasta obtener uno o más productos valiosos denominados concentrados y un producto no valioso denominado relave.
La flotación es una técnica de concentración que aprovecha la diferencia entre las propiedades superficiales o interfaciales del mineral, o especies de valor, y la ganga. Se basa en la adhesión de algunos sólidos a burbujas de gas generadas en la pulpa por algún medio exterior, en la celda de flotación.
Las burbujas de aire transportan los sólidos a la superficie donde son recolectadas y recuperadas como concentrado. Estas partículas se dicen hidrofóbicas, o repelentes al agua, al contrario de las partículas que constituyen el relave o cola, que son hidrofílicas.
Al contrario de otros métodos de concentración, en la flotación es posible variar la diferencia entre las propiedades útiles y la ganga, modificando el ambiente químico y electroquímico del sistema mediante la adecuada selección de los reactivos químicos adicionados: colectores, espumantes, activadores, depresores o modificadores de pH, para el tratamiento de estos datos estadísticos de muestras poblacionales en Mineralurgia (procesamiento de minerales), una herramienta muy útil son los Diseños Experimentales, mediante esta técnica, en primer lugar, se determinan variables que tienen mayor significancia en el proceso mediante el sistema de Selección de Variables (factoriales y fraccionados) y posteriormente se optimizan dichas variables con los Diseños de Optimización, entre los más conocidos: octagonal y hexagonal.
RESÚMEN
En los últimos reportes realizados por el laboratorio de análisis químico de la planta concentradora de la UNCP, Huari - La Oroya, se observó que hay un desplazamiento de plomo en el concentrado de cobre; este problema fue causado por un mal control de los flujos de alimentación de los reactivos y las cantidades apropiadas; recuperando un promedio de 56,5% de cobre. Para resolver este problema se planteó el siguiente objetivo: optimizar la flotación de sulfuro de cobre, del mineral de la mina Bergmin, a nivel de laboratorio, en la planta concentradora de la UNCP, Huari - La Oroya. Se consideró como variable dependiente el porcentaje de recuperación de cobre (Y) y variables independientes, dosificación de: carbón activado (X1), fosfato monosódico (X2), la variación de pH (X3), carboximetil celulosa (X4) y bicromato de sodio (X5).
La caracterización física y química del mineral de la mina Bergmin, indica que contiene: Galena (PbS), Esfalerita (ZnS), Calcopirita (CuFeS2), bornita (Cu5FeS4), pirita (FeS2), además contiene 1,48 % de humedad, con una gravedad específica de 3,49, con una ley de cabeza de 1,08 % Cu; 7,07% Pb y 9,12% Zn y un pH natural de 7,57.
Para la determinación de las variables críticas y modelo matemático se usó el método de diseño experimental; realizando muestreos aleatorios, corridas experimentales (en una celda de flotación de laboratorio), análisis químico (método clásico), cálculos matemáticos, regresiones (programa Microsoft Office Excel 2007), análisis estadístico de la regresión y ajuste.
Las variables críticas determinadas fueron: carbón activado (X1), carboximetil celulosa (X4) y bicromato de sodio (X5). En base a las cuales se desarrolló el siguiente modelo matemático:
Y = 80,078 + 3,655*X1 + 2,296*X4 + 4,345*X5 – 3,597*X12 – 2,046*X42 – 1,852*X52 + 0,608*X1*X4 + 1,092*X1*X5 + 1,969*X4*X5
El modelo matemático determinó los valores óptimos de las variables críticas:
dosificación óptima de carbón activado: 1,0507 (g/kg de mineral), dosificación óptima de CMC: 1,9224 (g/kg de mineral), dosificación óptima de bicromato de sodio: 2,5047 (g/kg de mineral). La aplicación práctica de los valores óptimos de las variables críticas en dos corridas experimentales obtuvo un resultado promedio de 88,42 % de recuperación de cobre.
OBJETIVOS
OBJETIVO GENERAL
Optimizar la flotación de sulfuro de cobre, del mineral de la mina Bergmin, a nivel de laboratorio, en la planta concentradora de la UNCP, Huari - La Oroya
OBJETIVOS ESPECÍFICOS
Realizar la caracterización física y química del mineral.
Identificar las variables que afectan el proceso de flotación de sulfuro de cobre.
Desarrollar un modelo matemático.
Determinar los valores óptimos de las variables para la flotación de sulfuro de cobre en función al modelo matemático.
Evaluar el proceso de separación con los valores óptimos.
SIMBOLOGÍA
mL Mililitros.
cc Centímetros cúbicos.
CC Concentrado.
CMC Carboximetil celulosa.
Faj. F de la falta de ajuste.
Freg. F de la regresión.
g Gramos.
Ge Gravedad específica.
GL Grados de libertad.
H Humedad.
h Hora.
kg Kilogramos.
L Litros.
m Masa.
M Muestra.
MH Muestra húmeda.
MIBC Metil isobutil carbinol.
Min Minutos.
MS Muestra seca.
Obs. Observado.
pH Potencial hidronio.
Pred. Predicho.
RPM Revoluciones por minuto.
RSCS Mezcla de soluciones (carbón activado, fosfato monosódico, CMC y bicromato de sodio).
S Seco.
s Segundos.
SSE Suma de residuos al cuadrado de pruebas al centro.
SSF Suma de residuos al cuadrado de pruebas a los extremos.
SSM Suma del cuadrado del modelo.
SSR Suma de residuos al cuadrado.
SST Suma de cuadrado total.
SUM. Sumatória.
TMHD Toneladas métricas húmedas por día.
V Volúmen.
W Peso.
X1 Carbón activado
X2 Fosfato monosódico.
X3 pH.
X4 Carboximetil celulosa.
X5 Bicromato de sodio.
Y % de recuperación de cobre.
Densidad.dY/dXi Derivada parcial de Y con respecto a Xi.
ÍNDICE
CARÁTULA i
ASESOR ii
DEDICATORIA iii
AGRADECIMIENTO iv
INTRODUCCIÓN v
RESÚMEN vi
OBJETIVOS vii
SIMBOLOGÍA viii
ÍNDICE x
CAPÍTULO I
PLANTEAMIENTO DEL ESTUDIO
1.1. PLANTEAMIENTO DEL PROBLEMA. 1
REPORTE DE LOS ENSAYOS QUÍMICOS DEL TRATAMIENTO
DEL MINERAL DE BERGMIN SAC. 1
1.2. FORMULACIÓN Y SISTEMATIZACIÓN DEL PROBLEMA. 2
1.3. OBJETIVOS. 2
1.4. JUSTIFICACIÓN DEL ESTUDIO. 3
1.5. HIPÓTESIS. 3
1.5.1. FORMULACIÓN DE HIPÓTESIS. 3
1.5.2. IDENTIFICACIÓN DE VARIABLES. 4
1.6. LIMITACIONES. 4
CAPÍTULO II
MARCO TEÓRICO2.1. ASPECTOS GENERALES DE LA PLANTA DE HUARI. 5
2.1.1. Reseña histórica. 5
2.1.2. Ubicación geográfica. 6
2.1.3. Recursos minerales. 6
2.1.4. Descripción de la planta concentradora de Huari. 6
2.1.5.-Condiciones de operación. 7
2.1.6. Dosificación de reactivos. 7
2.2. REVISIÓN BIBLIOGRÁFICA. 11
2.2.1. Caracterización física y química de los minerales. 11
2.2.2. Flotación. 14
2.2.2.1. Principio de flotación. 16
2.2.2.2. Cinética de flotación. 16
2.2.3. Reactivos. 17
2.2.4. Variables del proceso de flotación. 19
2.2.5. Planta concentradora. 22
2.2.6. Separación Bulk (cobre - plomo), zinc. 25
2.2.6.1. Separación cobre – plomo. 27
2.2.6.1.1. Criterios de diseño del método. 27
2.2.6.1.2. Reactivos usados en la flotación del cobre deprimiendo el plomo. 27
2.3. DISEÑO EXPERIMENTAL. 30
2.3.1. Selección de variables críticas que afectan el proceso de flotación. 30
2.3.2. Diseño factorial. 31
2.3.2.1. Diseño factoriales fraccionados. 32
2.3.3. Optimización. 32
2.3.3.1. Diseño hexagonal. 33
2.3.3.2. Diseño octagonal. 33
2.3.3.3. Diseño compuesto para 3 variables. 35
2.3.4. Análisis de los signos de la ecuación de segundo orden. 36
2.3.5. Análisis estadísticos de la regresión. 36
CAPÍTULO III
PARTE EXPERIMENTAL3.1. CARACTERIZACIÓN FÍSICA Y QUÍMICA DEL MINERAL. 37
3.1.1 Equipos. 37
3.1.2 Materiales. 37
3.1.3 Reactivos. 37
3.1.4 Procedimiento experimental. 37
3.1.5 Toma de muestra de alimentación al molino. 38
3.1.6 Análisis químico y cálculos de Ge y %H. 39
3.2. IDENTIFICACIÓN Y SELECCIÓN DE LAS VARIABLES. 39
3.2.1 Equipos. 39
3.2.2 Materiales. 39
3.2.3 Reactivos. 40
3.2.4 Software. 40
3.2.5 Procedimiento experimental. 40
1. Identificación de las variables independientes y rango de variación en
dosificación. 40
2. En el laboratorio metalúrgico. 41
a) Procedimiento experimental. 41
3.2.6 Cálculos . 42
a) Variables. 42
b) Parámetros que se mantienen constantes. 42
c) Toma de muestra. 43
d) Plantilla real de corridas experimentales con los valores
de dosificación de reactivos. 44
e) Datos obtenidos de las corridas experimentales y análisis químico. 44
f) Cálculos de la recuperación de cobre. 45
g) Regresión de la recuperación de cobre. 45
h) Significancia de las variables. 46
3.3. DETERMINACIÓN DEL MODELO MATEMÁTICO. 47
3.3.1 Cálculos. 47
a) Variables. 47
b) Parámetros constantes. 47
c) Toma de muestra. 48
d) Plantilla real de corridas experimentales 49
e) Datos obtenidos de las corridas experimentales y análisis químico. 49
f) Cálculos de la recuperación de cobre. 50
g) Regresión de la recuperación de cobre. 51
h) Análisis estadístico de la regresión y ajuste. 52
i) Coeficientes de la función. 53
3.4. DETERMINACIÓN DE LOS VALORES ÓPTIMOS DE LAS VARIABLES
SELECCIONADAS. 54
3.4.1 Cálculos. 54
3.5. APLICACIÓN DE LOS VALORES ÓPTIMOS DE LAS VARIABLES,
EN DOS CORRIDAS EXPERIMENTALES. 54
3.5.1 Cálculos . 55
a) Toma de muestra. 55
b) Dosificación óptima de las variables estudiadas. 55
c) Parámetros constantes. 56
d) Resultados que se obtiene en la corrida experimental de aplicación 56
e) Cálculos del % de recuperación de cobre. 56
f) Balance metalúrgico. 56
CAPÍTULO IV
RESULTADOS Y DISCUSIÓN
4.1. CARACTERIZACIÓN FÍSICA Y QUÍMICA DEL MINERAL. 59
4.1.1 Resultados. 59
4.1.2 Discusión de resultados. 59
4.2. IDENTIFICACIÓN Y SELECCIÓN DE LAS VARIABLES. 60
4.2.1 Resultados. 60
4.2.2 Discusión de resultados. 60
4.3. DETERMINACIÓN DEL MODELO MATEMÁTICO. 61
4.3.1 Resultados. 61
4.3.2 Discusión de resultados. 61
4.4. DETERMINACIÓN DE LOS VALORES ÓPTIMOS DE LAS
VARIABLES SELECCIONADAS. 61
4.4.1 Resultados. 61
4.4.2 Discusión de resultados. 61
4.5. APLICACIÓN DE LOS VALORES ÓPTIMOS DE LAS
VARIABLES, EN DOS CORRIDAS EXPERIMENTALES. 62
4.5.1 Resultados. 62
4.5.2 Discusión de resultados. 62
CONCLUSIONES 63
RECOMENDACIONES 64
BIBLIOGRAFÍA 65
ANEXOS 66
ÍNDICE DE TABLAS
TABLA 01: Análisis químico 24/04/2010. 1
TABLA 02: Análisis químico 25/24/2010. 2
TABLA 03: Dosificación de reactivos en molienda. 7
TABLA 04: Dosificación de reactivos en el clasificador. 7 TABLA 05: Dosificación de reactivos en la celda rougher en el circuito. 8 TABLA 06: Dosificación de reactivos en la celda cleaner en el circuito
de flotación bulk. 8
TABLA 07: Dosificación de reactivos en el banco de celda en el circuito
de flotación bulk. 8 TABLA 08: Dosificación de reactivos al acondicionador en el circuito
de flotación de zinc. 9
TABLA 09: Dosificación de reactivos en los acondicionadores en el
circuito de flotación de cobre. 9 TABLA 10: Reactivos que se utilizan para la mezcla RSCS. 9
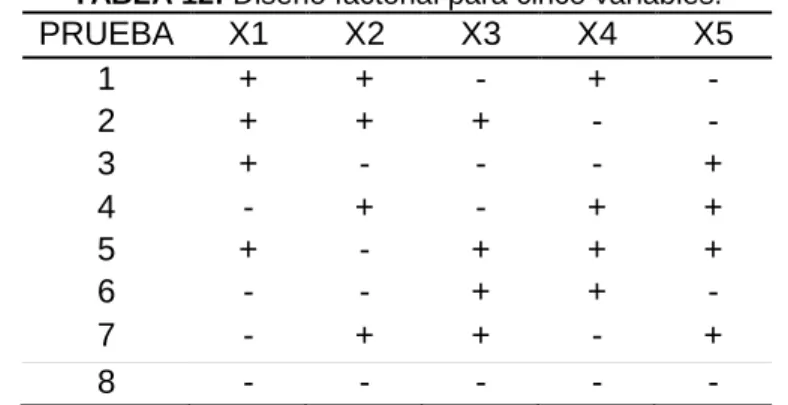
TABLA 11: Diseño factorial para tres variables. 32
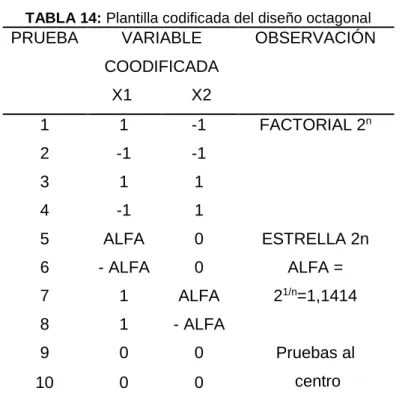
TABLA 12: Diseño factorial para cinco variables. 32 TABLA 13: Plantilla codificada del diseño hexagonal. 33 TABLA 14: Plantilla codificada del diseño octagonal. 34 TABLA 15: Plantilla codificada del diseño compósito central para 3
variables. 35
TABLA 16: Toma de muestra de alimentación al molino. 38 TABLA 17: Análisis químico y cálculos de Ge y %H. 39 TABLA 18: Rango de variación en dosificación de variables. 40 TABLA 19: Dosificación de reactivos en gramos por kilogramo de mineral. 40 TABLA 20: Dosificación de reactivos en cc/Kg de mineral. 41 TABLA 21: Parámetros que se mantienen constantes. 42
TABLA 22: Muestreo de pulpa bulk. 43
TABLA 23: Densidad y porcentaje de sólidos de la muestra bulk. 44 TABLA 24: Datos constante para corridas experimentales. 44 TABLA 25: Plantilla con los valores de dosificación de reactivos. 44 TABLA 26: Porcentaje de cobre y peso en masa de los productos
obtenidos en cada corrida experimental. 45 TABLA 27: Cálculos de la recuperación de cobre. 45 TABLA 28: Datos de la regresión obtenidos en el Microsoft Office Excel . 46 TABLA 29: Variables más influyentes que afectan el proceso de flotación. 46 TABLA 30: Rangos de las variables para el desarrollo del modelo
matemático. 47
TABLA 31: Parámetros a mantener constantes. 47
TABLA 32: Muestreo para el desarrollo del modelo matemático. 48 TABLA 33: Densidad, porcentaje de sólidos y pH de la muestra bulk. 48 TABLA 34: Parámetros que se mantienen constantes. 49 TABLA 35: Plantilla codificada del diseño Compósito central para tres
variables, con la dosificación para cada corrida experimentales. 49 TABLA 36: Porcentaje de cobre y peso en masa de los productos
obtenidos en cada corrida experimental. 50 TABLA 37: Cálculos de la recuperación de cobre para cada corrida. 50 TABLA 38: Tabla codificada para realizar la regresión. 51 TABLA 39: Datos de la regresión obtenidos en el Microsoft Office Excel. 51 TABLA 40: Análisis estadístico de la regresión y ajuste. 52
TABLA 41: Suma de: residuos al cuadrado. 52
TABLA 42: Suma de residuos al cuadrado: de pruebas al centro y
pruebas a los extremos. 53
TABLA 43: Coeficientes del modelo matemático. 53
TABLA 44: Muestreo para corridas experimentales aplicando los valores
óptimos. 55
TABLA 45: Densidad de pulpa, porcentaje de sólidos y pH de la muestra. 55
TABLA 46: Valores que se mantienen constantes. 55
TABLA 47: Dosificación óptima de las variables. 55
TABLA 48: Parámetros que se mantienen constantes. 56 TABLA 49: Porcentaje de cobre y peso en masa de los productos. 56 TABLA 50: Cálculos de la recuperación de cobre. 56 TABLA 51: Análisis de porcentaje de cobre, plomo y zinc en los
concentrados bulk, plomo y cobre. 56 TABLA 52: Datos obtenidos del balance de materia teórico y comparación
con los datos experimentales, para la prueba 1. 57
TABLA 53: Datos obtenidos del balance de materia teórico y comparación
con los datos experimentales, para la prueba 2. 58
ÍNDICE DE FIGURAS
Fig. 01: Diagrama de flujo de la planta concentradora Huari – La Oroya. 10
Fig. 02: Mecanismo de flotación. 15
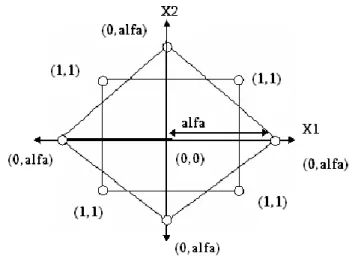
Fig. 03: Representación de una planta concentradora. 22 Fig. 04: Zonas típicas de una celda de flotación. 25 Fig. 05: Representación gráfica del diseño octagonal. 34 Fig. 06: Representación gráfica del balance metalúrgico. 57
ÍNDICE DE ANEXOS
ANEXO 01: Constancia de realización de tesis.ANEXO 02: Punto de muestreo y unidad de análisis.
ANEXO 03: Determinación del volumen de muestra.
ANEXO 04: Regresión en Microsoft Office Excel 2007.
ANEXO 05: Análisis de minerales, método clásico.
ANEXO 06: Tabla de t-student (9 : 0,95).
ANEXO 07: Tabla de distribución acumulada F (9;7:0,95).
ANEXO 08: Tabla de distribución acumulada F (5;2:0,95).
ANEXO 09: Celda de flotación experimental para laboratorio FIQ - UNCP ANEXO 10: Antecedentes del tema de investigación.
ANEXO 11: Fotos de la realización de la tesis.
CAPÍTULO I
PLANTEAMIENTO DEL ESTUDIO
1.1. PLANTEAMIENTO DEL PROBLEMA.
Durante el proceso de separación por flotación de los sulfuros de Pb - Cu se observa un desplazamiento de plomo conjuntamente con las burbujas cargadas de cobre, esto es un desplazamiento típico, el cual empobrece el concentrado de plomo y contamina los concentrados de cobre.
En los últimos reportes realizados por el laboratorio de análisis químico de la planta concentradora de la UNCP, Huari - La Oroya, se observó que hay un desplazamiento de plomo en el concentrado de cobre; este problema fue causado por un mal control de los flujos de alimentación de los reactivos (espumantes, colectores y modificadores) y las cantidades apropiadas; Por lo cual la ley de los concentrados plomo y cobre son bajos.
REPORTE DE LOS ENSAYOS QUÍMICOS DEL TRATAMIENTO DEL MINERAL BERGMIN SAC.
FECHA: 24/04/2010 TABLA 01: Análisis químico
TURNO PRODUCTO %Cu %Pb %Zn %
Recuperación
Radio de CC.
COMPÓSITO DEL
Compósito Cabeza 1,00 5,75 7,90 ---- ----
Conc. Cobre 24,80 15,00 4,40 73 24
Conc. Plomo 4,00 48,75 14,50 80 8,48
1º 2º º3º TURNO
Conc. Zinc 0,50 2,75 31,25 76 3,96
Relave 0,14 1,10 1,00 ---- ---
Fuente: Elaboración propia, cortesía del laboratorio de análisis químico de la planta de Huari.;
A cargo de la Empresa MADE INVEST S.A.C.
FECHA: 25/04/2010 TABLA 02: Análisis químico
TURNO PRODUCTO %Cu %Pb %Zn %
Recuperación
Radio de CC.
COMPÓSITO DEL
Compósito Cabeza 0,84 6,00 7,75 --- ----
Conc. Cobre 15,70 35,50 6,30 40 18,69
Conc. Plomo 4,70 41,25 18,80 78 6,88
1º 2º º3º TURNO
Conc. Zinc 0,58 3,40 59,50 82 7,68
Relave 0,20 1,30 0,80 --- ---
Fuente: Elaboración propia, cortesía del laboratorio de análisis químico de la planta de Huari.;
A cargo de la Empresa MADE INVEST S.A.C.
1.2. FORMULACIÓN Y SISTEMATIZACIÓN DEL PROBLEMA 1.2.1. Problema General
¿Cómo influye una mala dosificación de reactivos en un proceso de flotación de cobre y que efectos trae en el concentrado?
1.2.2. Problema Específico
¿Qué efectos producen las variables críticas en el circuito de flotación de cobre?
1.3. OBJETIVOS
1.3.1.- Objetivo General:
Optimizar la flotación de sulfuro de cobre, del mineral de la mina Bergmin, a nivel de laboratorio, en la planta concentradora de la UNCP, Huari - La Oroya 1.3.2.- Objetivos Específicos:
Realizar la caracterización física y química del mineral.
Identificar las variables que afectan el proceso de flotación de sulfuro de cobre.
Desarrollar un modelo matemático.
Determinar los valores óptimos de las variables para la flotación de sulfuro de cobre en función al modelo matemático.
Evaluar el proceso de separación con los valores óptimos.
1.4. JUSTIFICACIÓN DEL ESTUDIO 1.4.1. Justificación Práctica
En los últimos reportes realizados por el laboratorio de análisis químico de la planta concentradora de la UNCP, Huari - La Oroya, donde se viene tratando el mineral de la mina Bergmin S.A.C., se observó que hay un desplazamiento de plomo en el concentrado de cobre; este problema fue causado por una mala dosificación y un mal control de flujos de alimentación de los reactivos por lo cual la ley del concentrado de cobre es bajo y no competitivo en el mercado.
Este trabajo tiene por objetivo desarrollar un modelo matemático, que permitirá obtener la dosificación adecuada de los reactivos seleccionados, y aplicarlos en una corrida experimental en el laboratorio metalúrgico, obteniendo así resultados positivos como un mejor concentrado de cobre, un mejor concentrado de plomo y económicamente comerciable.
Por tanto esta tesis expone una solución al gran problema de la planta concentradora de la UNCP y este enfoque de corridas experimentales, permite una opción de efectividad en la obtención de mejores concentrados de cobre y menores pérdidas.
1.5. HIPÓTESIS
1.5.1. FORMULACIÓN DE HIPÓTESIS 1.5.1.1. Hipótesis General:
Es posible optimizar la flotación de sulfuro de cobre, del mineral de la mina Bergmin, a nivel de laboratorio, en la planta concentradora de la UNCP, Huari - La Oroya.
1.5.1.2. Hipótesis Específicas:
Al identificar las variables que afectan el proceso de flotación del sulfuro de cobre es posible generar un modelo matemático y con él determinar los valores óptimos de operación, y se obtendrá una mejor ley del concentrado de cobre.
1.5.2. IDENTIFICACIÓN DE VARIABLES 1.5.2.1. Unidad de Análisis:
Optimización en el circuito de flotación de sulfuro de cobre.
Optimización de las variables que influyen en el circuito de flotación de sulfuro de cobre.
1.5.2.2. Variable Dependiente (Y):
Porcentaje de recuperación de sulfuro de cobre.
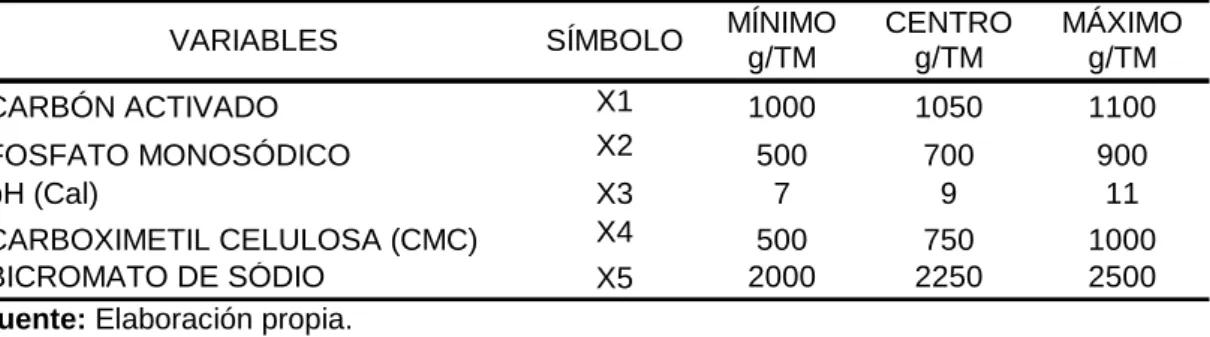
1.5.2.3. Variables Independientes (Xi):
Dosificación carbón activado g/TM
Dosificación de fosfato monosódico. g/TM
Dosificación de cal g/TM
Dosificación de carboximetil celulosa (CMC) g/TM.
Dosificación de bicromato de sodio (Na2Cr2O7) g/TM 1.5.2.4. Variables Intervinientes:
Densidad de pulpa (g/L).
Dosificación de espumante.
Agitación (RPM).
Tiempo de acondicionamiento (Min).
Tiempo de flotación (Min).
1.6. LIMITACIONES
Carencia de centros de investigación, laboratorios, equipos instrumentos, entre otros para la investigación de este tema.
La carencia de recursos económicos y financiamiento que permita ampliar la investigación.
CAPÍTULO II
MARCO TEÓRICO
2.1. ASPECTOS GENERALES DE LA PLANTA DE HUARI 2.1.1. RESEÑA HISTÓRICA:
La planta de Huari fue construida aproximadamente en el año 1980 por el Banco Minero del Perú para tratar minerales provenientes de la pequeña minería, habiendo funcionado por varios años; suspendió sus actividades por un periodo de 15 años, dejando un pasivo ambiental fundamentalmente constituido por relaves ubicados al pie de la mencionada planta en terrenos de la comunidad de Huari. Dichos pasivos son de responsabilidad de la actual propietaria, es decir la Universidad Nacional del Centro del Perú.
La planta concentradora de Huari, fue de propiedad de Banco Minero y cuando entraron en crisis fue donado por el gobierno del Ingeniero Alberto Fujimori quien lo donó a la primera casa superior de estudios UNCP. Esta planta fue instalada para dar servicios a pequeños mineros de la zona de Huayhuay, Suitucancha, Pachacayo, etc.; cumpliendo una acertada labor. Desde que fue transferido a la UNCP sirve como centro de prácticas y de experimentación para los estudiantes hasta hoy en día.
El Proyecto Minero de operación de la planta está dentro de las actividades de la pequeña minería, y como tal se rige principalmente por la ley Nº 27651, que define la condición de pequeño productor minero (Art. 10). Y entre otras disposiciones establece que la autoridad competente en asuntos ambientales del sector Energía y Minas es el Ministerio de Energía y Minas a través de la Dirección General de Asuntos Ambientales ante la cual los pequeños productores mineros deberán
presentar el Estudio de Impacto Ambiental semi detallado para los proyectos de la categoría.
La Planta Concentradora de Huari, perteneciente al titular Universidad Nacional del Centro del Perú, actualmente es alquilada a la Empresa Minera BERGMIN S.A.C.
2.1.2. UBICACIÓN GEOGRÁFICA:
La planta concentradora de Huari – La Oroya se encuentra ubicada en el anexo de Huari, distrito de Suitucancha, en la provincia de Yauli, departamento de Junín a una altura de 3 706 m.s.n.m. a 22 Km. de la ciudad de la Oroya.
2.1.3. RECURSOS MINERALES:
En la actualidad la planta concentradora de la UNCP no cuenta con yacimiento propio por lo cual fue alquilado a la Compañía Minera Bergmin S.A.C., la cual trata su mineral y de otras pequeñas compañías mineras.
2.1.4. DESCRIPCIÓN DE LA PLANTA CONCENTRADORA DE HUARI a. Almacenamiento de minerales (cancha de gruesos):
a.1.- Balanza de pesaje.
b.- Área de trituración del mineral:
b.1.- Tolva de gruesos.
b.2.- Zaranda estacionaria (GRIZZLY).
b.3.- Chancadora de quijada (TIPO BLAKE).
b.4.- Faja transportadora de la chancadora primaria a la tolva de finos A y B.
b.5.- Tolva de finos A y B.
c.- Sección molienda – clasificación:
c.1.- Faja transportadora, de cada tolva de finos a cada molino de bolas.
c.2.- Molino de bolas DENVER 4x4.
c.3.- Clasificador helicoidal (forma espiral).
c.4.- Hidrociclón d.- Circuito de flotación bulk:
d.1.-Celda ROUGHER I.
d.2.-Celda ROUGHER II.
d.3.-Celda CLEANER.
d.4.- Banco de celdas (1-ROUGHER, 2- CLEANER y 3- SCAVENGER).
e.- Circuito de flotación de zinc:
e.1.- Acondicionador de zinc.
e.2.- Celda ROUGHER.
e.3.- Celda CLEANER.
e.4.- Banco de celdas (2-ROUGHER, 2- CLEANER y 4- SCAVENGER).
f.- Circuito de flotación de cobre:
f.1.- Acondicionador.
f.2.- Banco de celdas (2-ROUGHER, 1- CLEANER y 3-SCAVENGER).
g.- Cochas de concentrados (plomo, cobre y zinc).
h.- Deposición de relaves.
2.1.5.- CONDICIONES DE OPERACIÓN – DOSIFICACIÓN DE REACTIVOS
1. Molienda.
Alimentación de mineral al molino: 7,5 Kg/15 s.
pH : 8,5 Reactivos:
TABLA 03: Dosificación de reactivos en molienda.
Reactivo % Pureza Dosificación
(cm3/min)
ZnSO4 10 120
NaCN 5 50
Na2S2O5 5 50
DP-1003 10 100
Ca(OH)2 10 60
Na2SiO3 5 60
Fuente: Elaboración propia, cortesía de la planta de Huari.
2. Clasificador.
Densidad de pulpa: 1250 g/L Reactivos:
TABLA 04: Dosificación de reactivos en el clasificador.
Reactivo % Pureza Dosificación (cm3/min) Colectores
Aerophine 3418 10 3
Xantato Z-11 5 2
Espumante
MC-5 qp. 30 gotas/min
Fuente: Elaboración propia, cortesía de la planta de Huari.
3. Circuito de flotación bulk.
3.1 Acondicionamiento en la celda Rougher II.
TABLA 05: Dosificación de reactivos en la celda rougher en el circuito de flotación bulk.
Reactivo Dosificación
(cm3/min)
ZnSO4 80
Xantato Z- 11 2-3
Fuente: Elaboración propia, cortesía de la planta de Huari.
3.2 Acondicionamiento en la celda Cleaner.
TABLA 06: Dosificación de reactivos en la celda cleaner en el circuito de flotación bulk.
Reactivo Dosificación
(cm3/min)
ZnSO4 30
Aerophine 3418 ½ - 1
Fuente: Elaboración propia, cortesía de la planta de Huari.
3.3 Acondicionamiento en los bancos de celdas.
TABLA 07: Dosificación de reactivos en el banco de celda en el circuito de flotación bulk.
Celdas Reactivo Dosificación
(cm3/min)
1 - -
2 ZnSO4 30
3 - -
4 - -
5 Xantato Z-11 2 - 3
6 - -
Fuente: Elaboración propia, cortesía de la planta de Huari.
4. Circuito de flotación zinc.
TABLA 08: Dosificación de reactivos al acondicionador en el circuito de flotación de zinc.
Reactivo Dosificación
(cm3/min)
CuSO4 140
Xantato Z-11 14
Fuente: Elaboración propia, cortesía de la planta de Huari.
4.1. Regulación de pH.
Dosificación de cal: 3Kg/h para un pH=11
5. Circuito de flotación de Cobre.
TABLA 09: Dosificación de reactivos en los acondicionadores en el circuito de flotación de cobre.
Acondicionador Reactivo % Pureza Dosificación (cm3/min)
1 Aeroflat 208 50 1
2 Mezcla RSCS 5 120
Fuente: Elaboración propia, cortesía de la planta de Huari.
TABLA 10: Reactivos que se utilizan para la mezcla RSCS Mezcla RSCS
Na2Cr2O7 40%
CMC 20%
NaH2PO4 20%
Carbón activado 20%
Fuente: Elaboración propia, cortesía de la planta de Huari.
Fig. 01: Diagrama de flujo de la planta concentradora Huari – La Oroya, levantado el 24 de Setiembre del 2010.
ITEM
1 TOLVA DE GRUESOS CAP 50TON 2 GRIZZLY DE 1,25m x 0,630m, ABERTURA 1/2"
3 CHANACADORA DE QUIJADAS DE 10"x16"
1 4 FAJA TRANSPORTADORA N° 1 DE 16"x 12m
5 FAJA TRANSPORTADORA N° 2 DE 16"x 2m 6 TOLVA DE FINOS N° 1 CAP 50TON
2 7 TOLVA DE FINOS N° 2 CAP 25 TON
3 8 FAJA TRANSPORTADORA N° 3
4 9 FAJA TRANSPORTADORA N° 4
10 MOLINO DE BOLAS N° 1 DE 4'X4'
5 11 CLASIFICADOR HELICOIDAL DE 12" x 6m
12 MOLINO DE BOLAS N° 2 DE 4'X4'
13 BOMBA HORIZONTAL N° 1 HIDROCICLON DE 2"x2,5"
7 6 14 HIDROCICLON D10
15 ROUGHER I BULK DENVER
8 16 ROUGHER II BULK CELDA WS 6'x7'
9 17 CLEANER I BULK CELDA WS 4'x4'
18 BANCO DE CELDA BULK 1 ROUGHER 19 BANCO DE CELDA BULK 2 CLEANER
14 20 BANCO DE CELDA BULK 3 SCAVENGER
21 BOMBAS N° 2 BULK 22 BOMBAS N° 3 BULK 23 ACONDICIONADOR DE ZINC 7'x7' 24 ROUGHER I DE ZINC CELDA WS 6'x7'
10 25 CLEANER I DE ZINC CELDA WS 6'x6'
12 26 BANCO DE CELDA ZINC 1 ROUGHER
27 BANCO DE CELDA ZINC 1 ROUGHER
11 28 BANCO DE CELDA ZINC 2 CLEANER
29 BANCO DE CELDA ZINC 4 SCAVENGER 30 BOMBAS N° 4 ZINC
31 ACONDICIONADOR DE COBRE 3'x3' 32 BANCO DE CELDA COBRE 1 ROUGHER
13 33 BANCO DE CELDA COBRE 1 ROUGHER
15 34 BANCO DE CELDA COBRE 1 CLEANER
35 BANCO DE CELDA COBRE 3 SCAVENGER 36 02 COCHAS DE PLOMO
37 O1 COCHA DE COBRE 38 03 COCHAS DE ZINC 21
16
17
18 19 20
22
25 24 23
GENERAL
29 26
28 27
30
35 34 33 32
31
CONCENTRADO
DE PLOMO 36 36 37 38 38 38
ZONA DE CONCENTRADOS
PLANTA CONCENTRADORA HUARI - LA OROYA
CONCENTRADO DE COBRE
CONCENTRADO DE ZINC
CIRCUITO ZINC
CIRCUITO COBRE
CIRCUITO BULK
RELAVE
LEYENDA
2.2. REVISIÓN BIBLIOGRÁFICA
2.2.1. CARACTERIZACIÓN FÍSICA Y QUÍMICA DE LOS MINERALES
2.2.1.1. PRINCIPALES MINERALES DE COBRE
El cobre está presente en la corteza terrestre en forma de minerales sulfurados como la calcopirita (CuFeS2), bornita (Cu5FeS4) y (Cu2S).
El cobre también se presenta en forma de minerales con oxígeno (carbonatos, óxidos, silicatos y sulfatos) pero en menor concentración. [1]
a) Cobre Nativo (Cu)
El cobre nativo suele contener pequeñas cantidades de Plata, Bismuto, Arsénico y Antimonio.
PROPIEDADES:
Densidad: 8,93
Raya: Roja
Color: Rosa claro a rojo cobrizo, se oscurece al aire con un tono negro verduzco
Brillo: Metálico
Cristalización: Sistema Cúbico
Morfología: Cristales cúbicos y sus combinaciones.
b) Sulfuros
CALCOPIRITA (CuFeS2): Contiene un 34,5% de Cu, el 30,5% de Fe y el 35% de S.[7]
PROPIEDADES:
Dureza: 3,5 – 4 Densidad: 4,2 - 4,3
Raya: Negro-Verdosa
Color: Amarillo latón Brillo: Metálico
Cristalización: Sistema Tetragonal Morfología: Cristales tetraédricos.
BORNITA: (Cu5FeS4) PROPIEDADES:
Color: Rojo de cobre, marrón de bronce, púrpura
Raya: Negro grisáceo Brillo: Metálico
Cristalización: Ortorrómbico, dipiramidal Dureza: 3 a 3,25
Densidad: 4,9 a 5,3
Solubilidad: Soluble en ácidos fuertes
CALCOSINA (Cu2S) PROPIEDADES:
Color: Gris oscuro
Raya: Gris oscuro a negra grisácea Brillo: Metálico
Cristalización: Ortorrómbico
Dureza: 2,5-3
COBRES GRISES, son sulfuros complejos que contienen también arsénico, antimonio y a veces hierro, plata y zinc.
c) Minerales Oxidados
CUPRITA Cu2O PROPIEDADES:
Color: Rojo marrón, rojo púrpura, rojo, negro
Raya: Rojo pardusco
Cristalización: Cúbico
Dureza: 3,5 a 4 (escala de Mohs) Densidad: 6,1
MALAQUITA: Cu2CO3(OH)2
PROPIEDADES:
Dureza: 4
Densidad: 4,0
Raya: Verde clara
Color: Verde
Brillo: Vítreo, mate, terroso Cristalización: Sistema monoclínico
AZURITA:Cu3(CO3)2(OH)2
PROPIEDADES:
Dureza: 3,5 – 4
Densidad: 3,7 - 3,9
Raya: Azul
Color: Azul
Brillo: Vítreo
Cristalización: Sistema monoclínico
Morfología: Cristales prismáticos a tabulares
Estos minerales son frecuentemente muy pobres, pero se encuentran en gran abundancia.
Las razones que han contribuido al uso industrial del cobre, son los siguientes:
1. Elevada conductividad eléctrica, solo superada por la plata.
2. Excelente resistencia a la corrosión.
3. Elevada conductividad térmica.
4. Facilidad de formar aleaciones con el zinc y estaño (latón y bronce).
5. Valor de la chatarra de cobre.
De los metales pesados el cobre es el de mayor importancia científica y técnica. [6]
2.2.1.2. PIRITA (FeS2): Contiene el 46,4% de Fe y el 53,6% de S [7]
PROPIEDADES:
Dureza: 6-6,5
Densidad: 6,0
Raya: Negra verduzca a negra parduzca Color: Amarillo latón claro
Brillo: Metálico
Cristalización: Sistema Cúbico
2.2. 1.3. GALENA
El único mineral de plomo que se explota industrialmente es la galena, PbS, que con frecuencia va acompañado de pequeñas cantidades de sulfuros de plata, arsénico, antimonio, hierro y cobre. [7]
La galena contiene 86,6% de plomo, pero debido a encontrarse generalmente asociado con el zinc en los depósitos de las menas de este metal, las proporciones de las mezclas varían mucho. [6]
PROPIEDADES:
Dureza: 2,5 – 3 Raya: Gris plomiza Color: Gris plomizo Brillo: Metálico
Cristalización: Sistema regular
2.2.1.4. BLENDA
El zinc como el plomo está ampliamente distribuido en la corteza terrestre, la principal mena de zinc contiene blenda ZnS, con una ganga silíceo - calcárea. [6]
La esfalerita o blenda (ZnS), contiene un 67% de Zn y el 33% de S Temperatura de fusión 419,4°C [7]
PROPIEDADES:
Dureza: 3,5 – 4
Densidad: 3,9 - 4,2
Raya: Parduzca, amarilla clara, blanca
Color: Incoloro, amarillo, naranja, verde marrón, negro Brillo: Resinoso a adamantino
Cristalización: Sistema cúbico
2.2.2. FLOTACIÓN
La flotación es uno de los procesos más selectivos para la separación de especies sulfurosas, de Plomo- zinc y cobre – zinc.
La separación de las especies a través del proceso de flotación, se produce gracias a la diferencia en las propiedades fisicoquímicas de la superficie de cada una de ellas.
La flotación surgió a partir del proceso de separación en medios densos, ya que la dificultad para la obtención de fluido con algunas densidades particulares obligó a la utilización de modificadores de superficie, con el fin de mejorar la selectividad del proceso. Estos modificadores permiten convertir selectivamente en hidrofóbica la especie a separar, de tal forma que ante la presencia de un medio constituido por agua y aire (burbujas), la especie hidrofóbica rechace el agua y se adhiera a las burbujas de aire que ascienden hacia la superficie del líquido.
Las burbujas de aire se pegan a las partículas si éstas desplazan el agua de su superficie, lo que ocurre cuando tienen un comportamiento hidrofóbico.
Siempre y cuando el conjunto de partículas adheridas a las burbujas de aire tenga una densidad global inferior a la del medio de separación, estas podrán viajar junto con las burbujas hacia la superficie, no obstante se requiere que la burbuja tenga la resistencia suficiente para llegar a la superficie sin romperse.
Una vez que las burbujas de aire alcanzan la superficie, se requiere que se forme una espuma que mantenga retenida las partículas, porque de lo contrario las burbujas se reventarán y las partículas flotadas viajarán de nuevo hacia el fondo de la celda de separación.
Por el contrario, las partículas no hidrofóbicas que tengan una densidad superior a la del medio en el que ocurre la separación se hundirán.
Fig. 02: Mecanismo de flotación.
El proceso de flotación se lleva a cabo en celdas que poseen mecanismos de agitación y dispositivos de inclusión de aire a la pulpa o al líquido de separación. La agitación favorece la separación y suspensión de las partículas, mientras que la inclusión de aire promueve la formación de burbujas. La modificación selectiva de las partículas a separar se obtiene mediante la adición de colectores, depresores y activadores.
La estabilidad de las burbujas de aire, necesarias para evitar que estas se destruyan antes de llegar a la superficie del medio de separación, se logra mediante la adición de espumantes. La selectividad en la modificación superficial de las partículas a separar se obtiene mediante la adición de modificadores de pH, lo que favorece que algunos colectores se adhieran fácilmente a las especies más hidrofóbicas.
La recuperación de la especie valiosa depende de la cantidad de partículas transportadas a la superficie (flotadas), por lo tanto, la estabilidad y el tamaño de las burbujas de aire que las transporta influyen directamente en la recuperación. La
adecuada selección del espumante utilizado para estabilizar las burbujas de aire es uno de los parámetros que controlan la recuperación.
En un proceso en el que se produzcan muchas burbujas pequeñas se obtendrá una mayor recuperación, que si se producen burbujas más grandes y en menor cantidad, ya que la recuperación depende del área superficial de las burbujas disponibles para que las partículas se adhieran a ellas.
El enriquecimiento que se puede lograr a través de la flotación depende de la selectividad de los reactivos colectores, depresores y activadores. Los reactivos colectores se encargan de convertir la superficie de las partículas en hidrofóbicas, por lo tanto se requiere de la selección de un colector que tenga la capacidad de modificar superficialmente tan sólo las partículas de la especie de interés.
2.2.2.1. PRINCIPIO DE FLOTACIÓN:
La flotación es un proceso físico que involucra la interacción de tres fases: sólido, líquido y gas. A saber, que la “mojabilidad” de la superficie de los sólidos es un fenómeno fisicoquímico por el cual actúan los reactivos de flotación y los factores mecánicos determinan la formación del agregado burbuja-partícula y la remoción de las burbujas cargadas en la parte superior del reactor. [4]
2.2.2.2. CINÉTICA DE FLOTACIÓN:
Ya que en la flotación estamos en presencia de fenómenos físico-químicos, conviene tener presente que tanto las reacciones de acondicionamiento (mineral versus reactivos colectores/modificadores) como las de flotación propiamente tales (superficie acondicionadas de mineral) tienen cinética definida, por ejemplo requieren de un lapso de tiempo mas o menos prolongado para llevarse a cabo.
En los dos casos, la cinética se expresa por la ley de acción de las masas. Que a su vez se basa en el concepto probabilístico de calcular la probabilidad de que una partícula de mineral se encuentre respectivamente con una molécula de reactivo colector, o con una burbuja de aire, según sea el caso.
Para apreciar la eficiencia del proceso de flotación es necesario determinar su velocidad y selectividad, con que flotan las partículas minerales, o sea, es la recuperación de especies minerales en la espuma en relación con el tiempo.
En el proceso de flotación dentro de un solo experimento que dura varios minutos participan normalmente centenares de millones de burbujas, básicamente vamos a explicar el procesos en el laboratorio metalúrgico.
Uno de los procesos mas precisos está basado en la determinación de la velocidad de flotación de resultados de flotación parcial , en que las espumas producidas se captan luego de intervalos de tiempo iguales y se transfieren a vasos separados.
Luego se pesan las porciones de espuma de cada vaso lo que permitirá calcular una serie de resultados de flotación fraccional se llevan a un gráfico de coordenadas que muestran los cambios de las cantidades de partículas que pasan a las espumas en cada intervalo de tiempo con relación a las partículas sujetas a la flotación, presentes en la pulpa al comienzo del proceso. [9]
2.2.3. REACTIVOS
Hay tres tipos de reactivos que se emplean en el proceso de flotación: colectores, espumantes y modificadores. [8]
a) Colectores:
Son agentes de superficie que se adicionan en la pulpa de flotación, donde son adsorbidos selectivamente sobre la superficie de las partículas. Vuelven a la superficie hidrofóbica para que, en equilibrio, haya adherencia entre burbuja y partícula y reducir el tiempo de inducción, para asegurarse de que ocurra la adherencia en la colisión entre las burbujas y las partículas.
La mayoría de los colectores son ácidos débiles, bases o sus sales. Son heteropolares y puede considerarse que tienen dos "extremos" funcionales, uno iónico, que puede ser adsorbido en la superficie mineral ya sea por reacción química con los iones de la superficie mineral (quimiadsorción) o por atracción electrostática a la superficie mineral (adsorción física), y el otro una cadena o grupo orgánico, que proporciona la superficie hidrofóbica al mineral. Algunos colectores, son compuestos no ionizantes; una vez adsorbidos, vuelven al mineral hidrofóbico en la misma forma que los colectores heteropolares. [4]
b) Espumantes:
Los espumantes son reactivos orgánicos solubles, en agua que se adsorben en la interfase aire-agua. Son moléculas heteropolares, con un grupo polar que da la solubilidad en agua, y un grupo hidrocarbonado no polar.
El espumante es necesario para formar una espuma arriba de la pulpa, que sea lo suficientemente estable para evitar la desintegración de la misma y el retorno subsecuente de las partículas a la pulpa antes de que aquélla sea removida. Es importante mencionar, que la espuma se tiene que desintegrar rápidamente una vez que se remueve, ya que de no ser así, se tienen problemas en el bombeo de la pulpa y en los subsecuentes pasos de procesamiento.
Otro requisito importante de un espumante es que no se adsorba sobre las partículas minerales: si un espumante actuara como colector, se reduciría la selectividad del colector en uso. Algunos colectores, como los ácidos grasos, exhiben ciertamente propiedades espumantes. Sin embargo, para lograr un buen control de la planta, debe minimizarse la interacción del agente espumante con el colector. [8]
Espumantes más comunes para la flotación.
REACTIVO FÓRMULA
Éter glicol (Polipropileno)
Metil isobutil carbinol (MIBC)
Terpineol (Aceite de pino) Xilenol
(Ácido cresílico)
Los alcoholes y compuestos afines, tales como los éteres de glicol, tienen gran utilidad como espumantes, debido en gran parte a su incapacidad para adsorberse sobre las partículas minerales, por lo que no actúan como colectores. Los alcoholes aromáticos procedentes de fuentes naturales, como el aceite de pino o el ácido
cresílico, se han utilizado extensamente. Los espumantes sintéticos se emplean mucho en la actualidad; tiene a ventaja de poseer una composición estrechamente controlada, lo cual ayuda a mantener la estabilidad de la operación de la planta. El metil isobutil carbinol (MIBC) y los ésteres de polipropílen glicol están en esta categoría de espumantes. Cualquier compuesto que se adsorba en la interfase aire- agua tiene propiedades espumantes como resultado del agotamiento de iones que ocurre en la interfase. [10]
c) Modificadores:
Existen algunas clases de componentes químicos que actúan como modificadores en el proceso de flotación
Activadores: Éstos se emplean para hacer que la superficie del mineral acepte fácilmente una capa de colector. Por ejemplo, el ión cobre se usa para activar la superficie de la esfalerita (ZnS), dándole la capacidad de absorber el colector Xantato o el ditiofosfato.
Reguladores de pH: Reactivos químicos como la cal, la sosa cáustica, el ácido sulfúrico y sosa de ceniza, se emplean para controlar o ajustar el pH, el cual es un factor crítico en muchos procesos de flotación.
Depresores: Son los reactivos que auxilian a la selectividad del proceso, ya que pueden fácilmente desactivar el efecto hidrofóbico de ciertas partículas en un punto específico dentro del proceso.
Dispersantes o floculantes: son de gran importancia en el control de partículas finas o ultrafinas (lodos), debido a que estos pueden interferir en el proceso de flotación o bien elevar el consumo de reactivos. [8]
2.2.4. VARIABLES DEL PROCESO DE FLOTACIÓN
Las variables que más afectan la flotación de los minerales son las siguientes: [10]
Granulometría de la mena
Tipo y dosificación de reactivos de flotación.
Densidad de la pulpa o porcentaje de sólidos.
Tiempo de residencia.
pH.
Aireación y acondicionamiento de la pulpa.
Temperatura de la pulpa.
Calidad del agua utilizada.
a) Granulometría de la Mena:
Existe un tamaño de partícula que presenta una mayor recuperación metalúrgica, observándose, en general, una disminución de ésta para tamaños más gruesos y más finos de la mena. La recuperación disminuye para tamaños pequeños, lo cual se relaciona con la dificultad de adhesión partícula/burbuja, dado a que éstas no adquieren la energía cinética suficiente para producir un agregado partícula/burbuja estable. Por otra parte, las partículas pequeñas son arrastradas más fácilmente a la espuma, ya que el drenaje a la pulpa se favorece con el incremento de la velocidad de sedimentación. [10]
b) Tipo y Dosificación de los Reactivos de Flotación:
La función del colector es hacer hidrofóbica la superficie del mineral deseado, por lo cual, es el reactivo químico más importante utilizado en la flotación. La amplia experiencia existente en la flotación de minerales permite usar con eficiencia determinados tipos de colectores dependiendo de los tipos de minerales y asociaciones mineralógicas presentes.
Por otro lado, la elección de un espumante determina las características de la espuma, que contribuye a la selectividad de la operación. La altura de la espuma y el flujo de aire a la celda afectan el tiempo de retención de las partículas en la espuma.
La estabilidad de la espuma depende principalmente de la dosificación del espumante.
Se debe tener en cuenta, que los reactivos de flotación requieren de un cierto tiempo de acondicionamiento para estar en contacto con la pulpa y de esa forma poder actuar en forma eficiente sobre las especies útiles de la mena. Así, la etapa de acondicionamiento adquiere mucha importancia, ya que algunos reactivos se deben adicionar en la etapa de molienda para tener mayor contacto con la mena, mientras que otros, se adicionan directamente al cajón de descarga de los molinos de bolas o al acondicionador. [10]
c) Densidad de Pulpa o Porcentaje de Sólidos:
La densidad de la pulpa o porcentaje de sólidos en la flotación de minerales viene determinada desde la etapa de molienda/clasificación. Es raro que la pulpa se ajuste en su porcentaje de sólidos antes de entrar a la etapa de flotación, sin embargo, es
un factor importante, ya que la flotación de los minerales ocurre en forma eficiente cuando la pulpa presenta un valor adecuado de porcentaje de sólidos.
La densidad de pulpa afecta el tiempo de residencia del mineral en las etapas de flotación, y de esta forma en la capacidad del circuito. En general, la etapa de flotación rougher de las plantas concentradoras de cobre operan con un porcentaje de sólidos comprendido entre 30% y 45%, mientras que, las etapas de limpieza (cleaner y recleaner) trabajan con un porcentaje de sólidos menor. [10]
d) Tiempo de Residencia:
El tiempo de flotación depende de las características del material que se va a flotar, y de la conjugación de todos los demás factores que inciden en el proceso. [10]
e) pH:
El pH es la variable de control más utilizada en el proceso de flotación, ya que resulta fundamental en la recuperación y selectividad, así como, en la depresión de minerales. El proceso de flotación es sumamente sensible al pH, especialmente cuando se trata de flotación selectiva. Los reactivos de flotación, principalmente los colectores, operan mejor en ciertos rangos de pH. La regulación del pH en la flotación de cobre se realiza con cal. Este reactivo es importante, ya que, además de actuar como modificador de pH, es un depresor de pirita en la flotación selectiva de minerales de cobre en la etapa de limpieza. [10]
f) Aireación y Acondicionamiento de la Pulpa:
El acondicionamiento proporciona el tiempo necesario para que actúen en forma eficiente los reactivos de flotación. Algunos colectores y modificadores presentan cinética de adsorción en los minerales bastante lenta por lo cual deben incorporarse al molino de bolas, mientras que otros reactivos se incorporan directamente al estanque acondicionador de la pulpa.
La aireación de la pulpa en la celda permite la aceleración o retardación de la flotación en beneficio de la recuperación metalúrgica o de la ley del elemento útil. [10]
g) Calidad del Agua:
Dada la gran cantidad de interacciones que se producen entre las variables del proceso, las cuales acondicionan el ambiente físico-químico de la flotación, un aspecto interesante de analizar es la calidad del agua que se utiliza en el proceso. Es común en las plantas concentradoras, que parte importante del agua utilizada sea agua de proceso, recuperada desde las etapas de separación sólido/líquido (espesadores, filtros,etc.), la cual contiene reactivos químicos residuales. Esta
utilización de agua de proceso produce un ahorro en el consumo de agua y en el consumo de espumante, pero se puede producir un aumento de algunos iones en solución cuyo efecto en la flotación de los minerales debe ser evaluado, a fin de evitar que éstos superen los niveles críticos para la flotación. [10]
2.2.5. PLANTA CONCENTRADORA
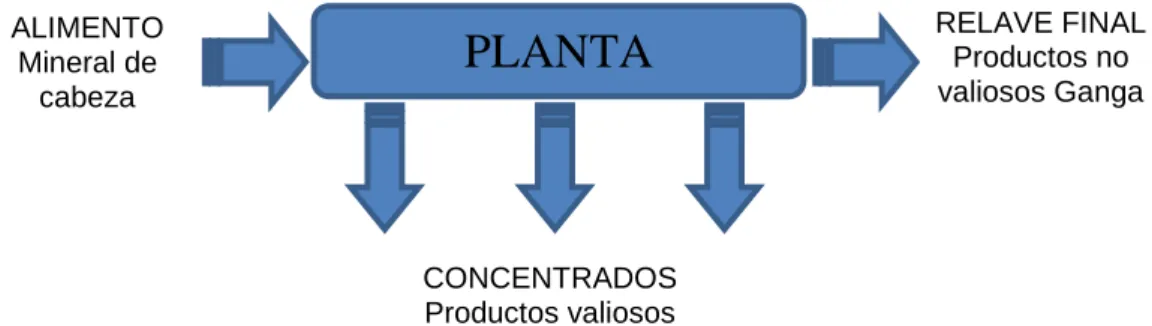
Una Planta Concentradora es una Unidad Metalúrgica constituída por una serie de equipos y máquinas instaladas de acuerdo a un Lay Out o diagrama de flujo, donde la mena es alimentada y procesada hasta obtener uno o más productos valiosos denominados concentrados y un producto no valioso denominado relave. Los minerales no sufren ningún cambio químico.
Fig. 03: Representación de una planta concentradora.
2.2.5.1. CIRCUITOS DE FLOTACIÓN
Los circuitos de flotación constan de varias etapas, en general, en la flotación de minerales de cobre se utilizan las etapas rougher, cleaner, cleaner-scavenger y recleaner. Sin embargo, en la flotación de otros minerales podrían encontrarse etapas rougher, scavenger, cleaner y recleaner.
La etapa primaria de flotación (etapa rougher) se alimenta con el rebalse de los hidrociclones de un circuito cerrado molienda/clasificación. Por otra parte, es común que el concentrado de la etapa rougher se someta a una remolienda antes de ingresar a la etapa cleaner.
En relación a las celdas de flotación utilizadas en los circuitos, las celdas mecánicas son utilizadas en las etapas rougher, scavenger y cleaner-scavenger, mientras que, columnas de flotación se aplican a las etapas cleaner y recleaner. Sin embargo, existen algunas concentradoras que usan celdas mecánicas en la etapa cleaner y
PLANTA
CONCENTRADORA
ALIMENTO Mineral de
cabeza
RELAVE FINAL Productos no valiosos Ganga
CONCENTRADOS Productos valiosos
celdas columnares en la etapa recleaner. En la actualidad, la tendencia es aumentar el tamaño de los equipos hacia celdas mecánicas de volumen superior a los 4000, originada por la disminución de los costos de operación (energía, mantención, etc.) de estas celdas de gran volumen. 3pies [10]
a) Etapas de Flotación:
La flotación de minerales se realiza en etapas (también llamados circuitos), cuyos objetivos involucran una alta recuperación de las especies útiles con la mayor selectividad posible. Para cumplir con estos objetivos los circuitos están divididos en etapas destinadas a que se consigan esos propósitos, y en estas etapas las celdas de flotación están ordenadas en bancos de celdas y en columnas de flotación. Así, en las plantas concentradoras existe el banco de celdas rougher, las celdas columnares de la etapa cleaner, el banco de celdas cleaner-scavenger, etc.
La etapa rougher es la etapa primaria, en ella se logran altas recuperaciones y se elimina gran parte de la ganga. Debido a que esta etapa se opera con la mayor granulometría posible, el concentrado rougher está constituido por materiales medios o middlings, por lo cual las leyes de este concentrado son de bajas y requieren una etapa de limpieza que selecciona el concentrado. Al circuito rougher llega la alimentación del proceso de flotación, y en algunas oportunidades, concentrados de la etapa scavenger o colas de la etapa cleaner. Las colas de la etapa rougher pueden ser colas finales del proceso, o bien, alimentación a un circuito scavenger.
La etapa scavenger o de barrido tiene como objetivo aumentar la recuperación de las especies útiles desde las colas de la etapa rougher. Producen colas finales del proceso y un concentrado de baja ley que puede juntarse a la alimentación del proceso de flotación, o a una etapa de remolienda y su posterior tratamiento.
Los circuitos cleaner o de limpieza, junto a los circuitos recleaner, tienen como objetivo aumentar la ley de los concentrados rougher, a fin de alcanzar un producto que cumpla con las exigencias del mercado, o bien, de la etapa del proceso siguiente a que será sometido el concentrado. Dado que la etapa cleaner es selectiva, normalmente el concentrado rougher es sometido a una etapa de remolienda previa, para alcanzar la mayor liberación posible de las especies útiles. Antes de alimentarse al circuito cleaner.
En las plantas concentradoras de cobre se utilizan circuitos cleaner-scavenger, los cuales se alimentan con las colas de la etapa cleaner. En general, el concentrado de
la etapa cleaner-scavenger se junta a los concentrados rougher y alimentan la etapa cleaner. Las colas de los circuitos cleaner-scavenger, dependiendo de la ley que posea se juntan a las colas finales. [10]
b) CELDAS DE FLOTACIÓN b.1) Funciones:
Mantener todas las partículas en suspensión dentro de las pulpas en forma efectiva, con el fin de prevenir la sedimentación de éstas.
Producir una buena aireación, que permita la diseminación de burbujas de aire a través de la celda.
Promover las colisiones y adhesiones de partícula-burbuja.
Mantener quietud en la pulpa inmediatamente bajo la columna de espuma.
Proveer un eficiente transporte de la pulpa alimentada a la celda, del concentrado y del relave.
Proveer un mecanismo de control de la altura de la pulpa y de la espuma, la aireación de la pulpa y del grado de agitación.
b.2) Características:
Facilidad para la alimentación de la pulpa en formas continúa.
Mantener la pulpa en estado de suspensión.
No debe ocurrir la sedimentación de las partículas.
Separación adecuada del concentrado y del relave.
b.3) Eficiencia:
La eficiencia de una celda de flotación se determina por los siguientes aspectos:
Tonelaje que se puede tratar por unidad de volumen.
Calidad de los productos obtenidos y recuperaciones.
Consumo de energía eléctrica, reactivos, espumantes y otros reactivos, con el fin de obtener los resultados óptimos.
Gastos de operación y mantención por tonelada de mineral tratado.
En general, la espuma de flotación debe ser lo suficientemente estable como para retener la masa de mineral, y lo suficientemente frágil como para romperse al caer a la canaleta de concentrados, y no producir trastornos en su transporte. Estos mecanismos sugieren las siguientes variables que controlan la espuma: [10]
Tipo y dosificación del espumante.
Flujo o densidad de flujo de aire.
Altura de rebose o altura de espuma.
Altura de remoción de la espuma.[10]
Fig. 04: Zonas típicas de una celda de flotación.
2.2.6. SEPARACIÓN BULK (COBRE PLOMO), ZINC
La metalurgia de estas menas está íntimamente ligada a los antecedentes geológicos de la mena y a su estado de oxidación. Esta última crea problemas no solo de disminución de recuperaciones, sino también interviene en otros aspectos tal como la activación de la esfalerita por los iones metales pesados, particularmente de cobre.
En consecuencia para llegar a su método de tratamiento metalúrgico satisfactorio hay que contemplar muchos factores y hacer estudios individuales de cada uno de los yacimientos.
Los problemas más simples se producen cuando los minerales son de una diseminación gruesa, no afectados por la oxidación y de solo dos componentes útiles. Los problemas se agravan a medida que la diseminación se hace más fina, la oxidación más pronunciada y la composición más compleja.
Las dificultades en la flotación de minerales complejos de plomo y zinc se produce cuando hay cantidades económicas de cobre recuperable y se deben a las similares propiedades de flotación de los minerales de cobre, zinc y a las complicaciones que ofrece su separación, particularmente cuando hay oxidación de la mena y presencia de iones de cobre y otros metales pesados.
Por esta razón se considera como solución más adecuada la flotación de plomo y cobre en la primera etapa para separar este último del zinc lo antes posible. La flotación de los minerales de plomo se puede realizar eficientemente en un circuito de mediana alcalinidad, entre pH 8 y 10, con un colector sulfhídrico tal como los xantatos y con aceite de pino, ácido cresílico o alcoholes como espumantes.
En estas mismas condiciones flotan también los minerales de cobre.
Para evitar la flotación de los minerales de zinc y fierro, particularmente de los primeros, es necesaria una eficiente depresión de los minerales de zinc, estas no flotan en las condiciones adecuadas anteriormente a menos que sean activados por iones cúpricos. Como para que esto suceda se necesita una cantidad infinitesimal de estos iones cúpricos y estos generalmente existen en cualquier yacimiento. Hay que tomar medidas especiales que consisten en la adición de pequeñas cantidades de cianuro que deprimen la pirita y desactivan la esfalerita por secuestro de io