UNIVERSIDAD NACIONAL DEL CENTRO DEL PERÚ FACULTAD DE INGENIERÍA EN INDUSTRIAS
ALIMENTARIAS
TÍTULO DE LA TESIS
REMOCIÓN DE CONTAMINANTES DE AGUAS RESIDUALES DE UN MATADERO DE EQUINOS POR EL MÉTODO DE
ELECTROCOAGULACIÓN A NIVEL DE LABORATORIO
PRESENTADO POR LOS BACHILLERES:
PAITAN DE LA CRUZ, MARCO ANTONIO SIFUENTES CATEÑO, GUSTAVO
PARA OPTAR EL TÍTULO PROFESIONAL DE INGENIERO EN INDUSTRIAS ALIMENTARIAS
HUANCAYO - PERÚ 2018
ASESOR
M.Sc. ACOSTA LOPEZ, EDGAR RAFAEL
AGRADECIMIENTO
Damos gracias a Dios por darnos la oportunidad de otorgarnos grandes experiencias dentro de nuestra universidad, gracias a nuestra facultad y primordialmente a nuestros ingenieros por ser parte de este proceso de formación profesional. Esta tesis, que perdurara dentro de los conocimientos y desarrollo de las demás generaciones que están por llegar.
Agradecemos a nuestros padres por todo el apoyo brindado a lo largo de nuestras vidas.
Por darnos el apoyo incondicional para seguir una carrera profesional. Y por ser ejemplos de vida.
A los docentes de la Facultad de Ingeniería en Industrias alimentarias de la Universidad Nacional del Centro del Perú, por impartir sus conocimientos en toda la etapa de nuestra formación profesional.
A la facultad de Ingeniería en Industrias Alimentarias por haber permitido hacer uso de los laboratorios y Equipos para el desarrollo del presente trabajo de investigación.
Al Ing. Edgar Rafael Acosta López, por el asesoramiento en este proyecto, por brindarnos su amistad, su orientación y apoyo constante para el logro de este trabajo de investigación.
A los amigos y colegas que han apoyado con información para esta investigación.
Gustavo y Marco.
DEDICATORIA
GUSTAVO Es muy grato mostrar mi gesto de agradecimiento, primeramente a Dios, por permitirme escalar un peldaño más en mi formación profesional. A mis abuelitos Samuel y Bacelisa (Q.E.P.D) por inculcarme los valores que ahora me hacen una gran persona. A mi madre Norma, por haber estado siempre con migo, apoyándome en todo momento para culminar mi carrera profesional, dándome sus mejores consejos de madre. A mi familia, porque me han brindado su apoyo incondicional y nunca dudaron de mí.
GUSTAVO Dedico esta tesis a mis padres Jesús y Nancy, por
sus apoyos en todo momento en mi formación personal y profesional, por sus consejos, valores, sus ejemplos de perseverancia, de lucha, dedicación, justicia y responsabilidad que me han inculcado siempre para salir adelante. Pero más que nada por su incomparable e incondicional amor.
MARCO
MARCO ANTONIO
ÍNDICE
AGRADECIMIENTO ...
DEDICATORIA ...
ÍNDICE DE TABLAS ...
ÍNDICE DE FIGURAS ...
RESUMEN ...
I. INTRODUCCIÓN ... 1
II. MARCO TEÓRICO ... 3
2.1. Antecedentes de la investigación ... 3
2.2. El agua 4 2.1.1. Características del agua ... 4
2.1.2.Contaminación del agua ... 5
2.3. Aguas residuales de mataderos ... 7
2.4. Aguas residuales de industrias cárnicas ... 8
2.4.1. La sangre principal contaminante de mataderos ... 8
2.4.3. Características fisicoquímicas y microbiológicas de aguas residuales de mataderos ... 11
2.5. Normatividad y límites máximos permisibles para aguas residuales de camales y centros de beneficio ... 12
2.6. Lodos residuales ... 14
2.6.1. Problemática de los lodos ... 14
2.6.2.Tratamiento de lodos ... 14
2.7. Métodos de tratamientos de aguas residuales ... 16
2.7.1 La electrocoagulación ... 16
2.7.1.1. La electroquímica ... 16
2.7.1.2. Elementos de la electroquímica ... 17
2.7.2.La electrocoagulación como técnica de tratamiento de aguas residuales ... 17
2.7.3.Fundamento teórico de la electrocoagulación ... 18
2.7.4.Ventajas de la electrocoagulación ... 19
2.7.5. Desventajas de la electrocoagulación ... 20
2.7.6. Reacciones generadas en la electrocoagulación ... 20
2.7.7. Factores que afectan la electrocoagulación ... 21
2.7.8.Operación del reactor de electrocoagulación ... 23
2.7.9.Montaje del sistema para la electrocoagulación ... 23
2.8. Otros métodos de tratamiento de aguas residuales ... 25
III. MATERIAL Y MÉTODOS ... 28
3.1. Lugar de ejecución ... 28
3.1.1.Unidad experimental ... 28
3.1.2. Procedencia ... 28
3.2. Equipos e instrumentos de laboratorio ... 28
3.2.1. Equipos ... 28
3.2.2.Electrodos para la prueba ... 29
3.2.3.Materiales ... 30
3.2.4. Otros materiales ... 30
3.3. Métodos de análisis ... 31
3.4. Metodología experimental ... 32
3.5. Diseño de la investigación y análisis estadístico ... 34
IV. RESULTADOS Y DISCUSIONES ... 36
V. CONCLUSIONES ... 54
VI. RECOMENDACIONES ... 55
VII. REFERENCIAS BIBLIOGRÁFICAS ... 56
ANEXOS ... 60
ÍNDICE DE TABLAS
Tabla Pagina
1 Características de las aguas residuales producidas en las industrias cárnicas
8
2 Características fisicoquímicas y microbiológicas de aguas residuales de 6 plantas de beneficio de animales.
12
3 Límites máximos permisibles (LMP) para la descarga de efluentes líquidos de la de la actividad agroindustrial.
13
4 Especificaciones de Las descargas de aguas residuales provenientes de la industria de matanza de animales y empacado de cárnicos.
14
5 Resultados del análisis fisicoquímico y microbiológico de aguas residuales de matadero de equinos.
36
6 Resultados experimentales para el tratamiento a (DC=22,58 A/m2 y t=20 min)
37
7 Resultados experimentales para el tratamiento a (DC=22,58 A/m2 y t=30 min)
37
8 Resultados experimentales para el tratamiento a (DC=28,23 A/m2 y t=20 min)
38
9 Resultados experimentales para el tratamiento a (DC=28,23 A/m2 y t=30 min)
38
10 Resultados experimentales para una el tratamiento a (DC=33,88 A/m2 y t=20 min)
39
11 Resultados experimentales para el tratamiento a (DC=33,88 A/m2 y t=30 min)
39
12 Consolidado de valores de porcentaje de remoción de contaminantes de las aguas tratadas en los 6 tratamientos aplicados.
40
13 Comparación entre los LMP para aguas residuales tratadas de mataderos y los resultados obtenidos con mayor reducción.
42
14 Comparación entre los LMP para aguas residuales tratadas de mataderos según norma mexicana y los resultados obtenidos con mayor reducción.
42
15 Resultados de pH de aguas de matadero tratadas por el método de electrocoagulación
43
16 DBO de aguas de matadero tratadas por el método de electrocoagulación
44
17 DQO de aguas de matadero tratadas por el método de electrocoagulación
46
18 Solidos suspendidos de aguas de matadero tratadas por el método de electrocoagulación
47
19 Turbiedad de aguas de matadero tratadas por el método de electrocoagulación
49
20 Aceites y grasas de aguas de matadero tratadas por el método de electrocoagulación
50
21 Nitrógeno de aguas de matadero tratadas por el método de electrocoagulación
52
ÍNDICE DE FIGURAS
Figura Pagina
1 Diagrama de flujo en el matadero de equinos 10
2 Sistema de electrocoagulación con ánodo de aluminio y cátodo de hierro
18
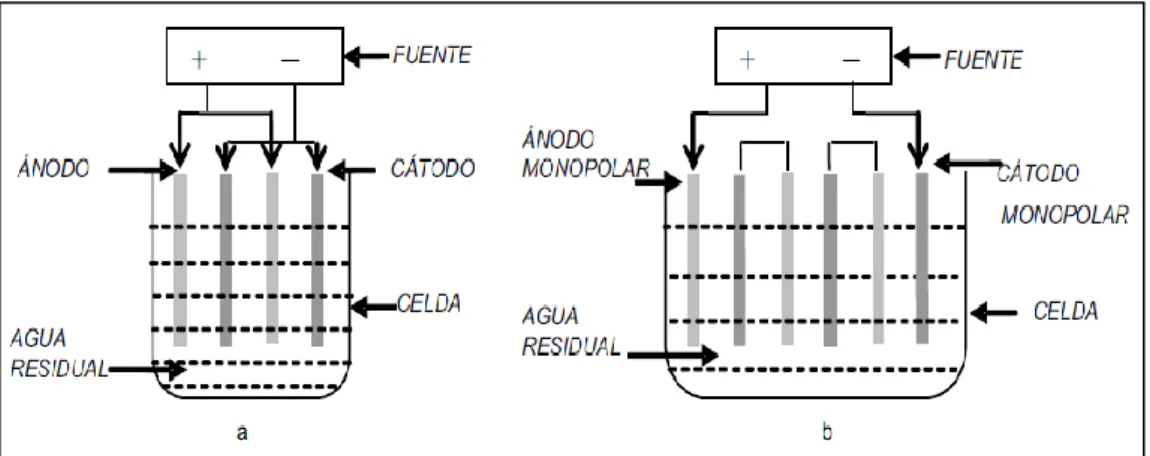
3 Reactores para electrocoagulación tipo batch (a) reactor con electrodos monopolares conectados en paralelo, (b) reactor con electrodos monopolares conectados en serie
23
4 Modelo de la celda de electrocoagulación 24
5 Esquema de un reactor de Electrodiálisis. 26
6 Equipo rectificador de corriente utilizado para el proceso de electrocoagulación
28
7 Vista lateral de la posición de los electrodos dentro de la celda electrolítica.
29
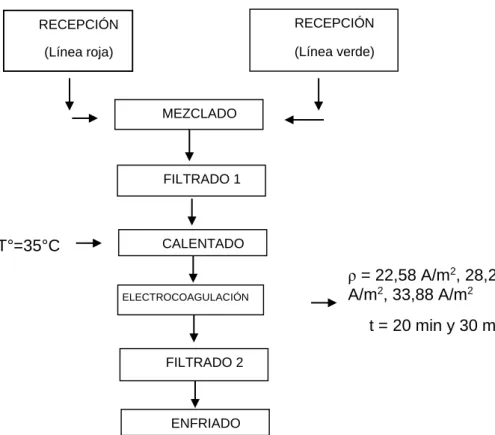
8 Diagrama de flujo del proceso de electrocoagulación. 33
9 Esquema de diseño de la investigación. 34
10 Comparación de medias del pH en el agua residual tratada. 43 11 Comparación de medias del porcentaje de reducción de la
demanda bioquímica de oxigeno contenida en el agua
44
12 Comparación de medias del porcentaje de reducción de la demanda química de oxígeno.
46
13 Comparación de medias del porcentaje de remoción de los sólidos solubles en el agua residual tratada.
48
14 Comparación de medias del porcentaje de remoción de la turbiedad en el agua residual tratada.
49
15 Comparación de medias del porcentaje de remoción del contenido de aceites y grasas en el agua residual tratada.
51
16 Comparación de medias del porcentaje de remoción del contenido de nitrógeno en agua residual tratada
52
RESUMEN
Las aguas residuales en mataderos son un punto crítico e importante en la contaminación de efluentes. Por eso es preciso extremar al máximo la separación previa de los contaminantes en estas aguas. Se realizaron experimentos preliminares para seleccionar el material de electrodos a utilizar y como resultados se determinó utilizar tres placas de aluminio como ánodo y tres placas de aluminio como cátodos arreglados en serie. Se trabajó con un volumen de 1,5 L de muestra para todos los tratamientos para 2 repeticiones.
la densidad de corriente y el tiempo de exposición influenciaron en las características fisicoquímicas del agua residual de matadero (DBO, DQO, sólidos suspendidos, aceites y grasas, turbidez, nitrógeno), alcanzando el mayor porcentaje promedio de reducción de contaminantes trabajando a una densidad de corriente de 33,88 A / m2 y un tiempo de 30 minutos, obteniendo como resultados 96,849 % de reducción en la demanda bioquímica de oxígeno (DBO); 94,538 % en la reducción de la demanda química de oxígeno (DQO);
92,685 % de remoción en sólidos suspendidos; 98,646 % en la turbiedad; 96,729 % en el contenido de aceites y grasas y 87,118 % en el contenido de nitrógeno. Concluyendo así que a medida que aumenta la densidad de corriente y el tiempo de operación, aumenta el porcentaje de reducción de contaminantes en la muestra. Cumpliendo con los parámetros de Límites Máximos Permisibles (LMP) para aguas residuales provenientes de mataderos.
1
I. INTRODUCCIÓN
La industria cárnica genera gran cantidad de aguas residuales con parámetros de contaminación orgánica muy elevados. Por tal razón se están realizando diversos métodos de tratamiento, para lo cual un método común de ser tratadas es mediante la coagulación, una operación orientada a la desestabilización de los contaminantes del medio acuoso, mediante su interacción con un reactivo (generalmente, sales de Al y de Fe). Este proceso se puede usar como complemento, en el tratamiento del agua, a operaciones convencionales de separación sólido / líquido (flotación, sedimentación, decantación, etc.).
Siendo así, la electrocoagulación una alternativa de remplazo a la adición de disoluciones de sales de Al los cuales se generan en este proceso de tratamiento, mediante la disolución de láminas metálicas de aluminio por el paso de corriente eléctrica.
Se planteó una hipótesis general que al utilizar el método de electrocoagulación en las aguas residuales de un matadero de equinos de la provincia de Concepción se logra características fisicoquímicos (DBO, DQO, turbidez, pH, grasas y aceites, sólidos suspendidos y nitrógeno) que cumplan con los límites máximo permisibles (LMP) según el Ministerio del Ambiente (MINAN), se puede decir que si se alcanzó con los valores de los LMP que nos exigen la normatividad, también se plantó si la mejor densidad de corriente para el proceso es de 33,88 A /m2 y el mejor tiempo de exposición se encuentra entre 20 a 30 minutos, de las cuales se puede decir que al trabajar con esa densidad de corriente y tiempo de exposición de 30 minutos se logró una mayor reducción de contaminantes.
Para ello, se utilizó placas de aluminio como ánodo y cátodo de una celda electroquímica, y se controla el comportamiento de las características fisicoquímicas de la muestra modificando la intensidad de corriente en (22,58 A /m2, 28,23 A /m2 y 33,88 A / m2) y tiempos de exposición de (20 min y 30 min) que al interactuarlos se observa diferencias en los resultados, a este proceso se conoce como electrocoagulación; sus investigadores aseguran que permite un mejor control en la dosificación de reactivos, y un ahorro significativo en los tiempos y costos de operación. Se utilizaron métodos para evaluar el efecto de dicho proceso en las características fisicoquímicas como: demanda bioquímica de oxigeno (DBO) (método respirométrico), demanda química de oxigeno (DQO) (método reflujo cerrado colorimétrico), pH (método electrométrico), turbidez (método nefelométrico), aceites y grasas (método extracción soxhlet), concentración de nitrógeno (método Kjeldahll), sólidos suspendido (método gravimétrico) y análisis microbiológicos.
La electrocoagulación como aplicación de la electroquímica, se fundamenta en la formación de partículas llamado flóculos, pero de gran tamaño que se sedimentan o flotan,
2
esto debido a la desestabilización de las materias contaminantes que se encuentra en suspensión.
Debido a la importancia de lo mencionado se plantean los siguientes objetivos:
OBJETIVO GENERAL:
Evaluar la influencia de la densidad de corriente y el tiempo de exposición, en las características fisicoquímicas del agua residual tratada de un matadero de equinos por electrocoagulación.
OBJETIVOS ESPECÍFICOS:
Determinar la densidad de corriente de mayor efecto en las características fisicoquímicas del agua residual tratada de un matadero de equinos por electrocoagulación.
Determinar el tiempo de mayor efecto de exposición en las características fisicoquímicas del agua residual tratada de un matadero de equinos por electrocoagulación.
Determinar la interacción densidad de corriente y tiempo de exposición en las características fisicoquímicas del agua residual tratada de un matadero de equinos por electrocoagulación.
3
II. MARCO TEÓRICO 2.1. Antecedentes de la investigación
Arango y Garcés (2007) realizaron un trabajo de investigación de un proceso de diseño de una celda de electrocoagulación, para tratar aguas residuales de la industria láctea, con base en la caracterización fisicoquímica de las aguas residuales donde notaron el comportamiento de los diferentes parámetros como la densidades de corriente de (32,43 A/m2, 43,23 A/m2, 86,47 A/m2, 129,73 A/m2), el tiempo de exposición de (5,10,15 y 20 min) y la reacción del pH de (4; 7,5 y 8), para distancias entre electrodos de 3, 5 y 10 mm obteniendo resultados favorables. En la investigación, se logró eliminar los contaminantes de las aguas (DBO, DQO, grasas, etc) entre 90 y 95 %, usando como electrodos láminas de aluminio y hierro, trabajando a tiempos de 5 y 20 min con densidades de corriente de 32,43 a 43.23 A/m2.
Coronel y Vila (2013), realizaron un trabajo de investigación removiendo contaminantes de aguas residuales urbanas, utilizando la electrocoagulación y paneles fotovoltaicos como suministro de energía. En la descripción del agua que tratan contiene minerales y alto contenido materia orgánica, obteniendo altos resultados en los porcentajes de remoción. Trabajaron con parámetros de tiempo de 14 a 20 min y a densidades de corriente de 25,45 – 32,7 A/m2, el resultado que ellos reportan es a un tratamiento de 20 min y 32,7 A/m2, reduciendo el DBO a 28 mg/L, el DQO a 118,4 mg/L, sólidos suspendidos a 35,1 mg/L y grasa en 1,8 mg/L.
Cayllahua y Ricse (2007), utilizan la electrocoagulación para reducir aceites y grasa de aguas residuales. Trabajaron con parámetros de tiempo y densidades de corriente donde reportan que la mayor remoción se genera a un tiempo de 35 min y a una densidad de corriente de 20 A/m2, logrando remover hasta un 91 % de grasa y aceites.
Thakur, Srivastava y Mall (2009), reportan el porcentaje de reducción en la demanda química de oxígeno (DQO) y el color, después de la electrocoagulación de aguas residuales extraídos de un biodigestor. Ellos han elaborado un modelo matemático y con el propósito de evaluar los efectos interactivos de cuatro variables independientes como son el pH (3,5 – 9,5), densidad de corriente (39,06 – 195,31 A/m2), a 1- 2 cm de separación entre electrodos, con tiempos de proceso (30 – 60 minutos) sobre la eficiencia de la reducción de la DQO y el color de la muestra analizada. Los resultados que obtuvieron muestran que la densidad de corriente, tiempo y pH son factores que influyen de manera significativa en la reducción de la DQO por electrocoagulación, por otro lado la separación de electrodos no influyó de manera significativa a la eficiencia
4
en la reducción de la DQO y el color. Los valores de las condiciones con mejores resultados encontrados han sido: pH de 6,5; densidad de corriente de 146,76 A/m2, separación entre electrodos 1 cm y tiempo de 40 minutos. A estos valores la máxima reducción de la DQO fue de 63,1 % y del color fue de 98, 4 %.
Yetilmezsoy, Llhan, Sakar, Gonullu (2009), realizaron estudio de tratamiento secundario por electrocoagulación de un agua residual con pre tratamiento de una granja de aves de corral, donde utilizaron electrodos de sacrificio el aluminio y hierro, donde han encontrado que la eficiencia en la reducción de la DQO y reducción del color, donde con electrodos de aluminio fue mayor que con electrodos de hierro, también demostraron que trabajando con un pH inicial de 5,0 y una densidad de corriente de 15 A/m2 y un tiempo de electrolisis de 20 minutos. Los resultados indicaron que se redujeron alrededor del 90 % de DBO y 92 % del color.
2.2. El agua
El agua como recurso natural es un líquido incoloro, inodoro e insípido que ocupa el 70% de la superficie terrestre, compuesto por 2 átomos de hidrógeno y un átomo de oxígeno. Es considerado un solvente universal, puesto que tiene la propiedad de disolver a la mayoría de sustancias con las que tiene contacto, las cuales pueden estar en forma sólidas, líquidas o gaseosas, de las cuales estas pueden generar iones, complejos solubles e insolubles, coloides y partículas dispersas de diferente tamaño y peso (Organización mundial de la salud, 2006).
Elemento muy importante para la vida que está presente en el mundo en sus tres estados: sólido, líquido y gaseoso. Dónde: el hielo es el sólido, el agua es líquido y el vapor es gas, y estos como estado son químicamente lo mismo (Guerrero, 1991).
2.1.1. Características del agua
El agua contiene diversos compuestos cuando está en su forma natural, estos compuestos se fueron agregando según a los procesos del ciclo biológico que este recorre; estos compuestos le dan propiedades diferentes a las aguas naturales según a su ubicación, a los procesos físicos y químicos y a la composición de los suelos. Por lo tanto, el agua tiene características diferentes que le hacen único dependiendo del lugar de procedencia, estas características físicas son: turbiedad, color, sólidos suspendidos, conductividad eléctrica, entre otros. Y sus características químicas: Alcalinidad, pH, dureza, oxígeno disuelto (Orellana, 2005).
5 2.1.2. Contaminación del agua
Entre los principales indicadores de contaminación del agua se tiene:
a. pH
El pH es un parámetro importante que puede señalar contaminación, El agua residual, cuando contiene altas concentraciones de ion hidrogeno dificulta su tratamiento con procesos biológicos, las aguas residuales pueden generan una gran contaminación si son vertidas a un efluente sin haberle modificado el pH, debido a las concentraciones de hidrogeno que contenga.
Para verter el agua a cuerpos receptores (ríos, lagos, mares, campos) debe cumplir con los límites máximos permisibles que esblencan las normas.
Puede darse uso ya sea agrícolas o para el consumo humano. Valores altos o bajos de pH puede romper el equilibrio de los químicos del ecosistema del agua y movilizar a los contaminantes, causando condiciones inadecuadas y tóxicas para la vida acuática (Marín, 2013).
b. Materia flotante
Es todo materia grosera de gran tamaño que es retenido por mallas cuyos diámetros de abertura están entre 2,8 mm y 3,3 mm. Cabe señalar que es muy importante retener la materia flotante para luego aplicar un tratamiento, esto para no tener ninguna dificultad durante el tratamiento. (Marín, 2013).
c. Sólidos suspendidos totales
Son sólidos constituidos por materia orgánica en suspensión, que por medio un proceso de filtración estas pueden ser retenidas. Provienen generalmente de naturaleza orgánica, en su mayoría son desechos humanos, desechos de alimentos, residuos de papel y otros materiales más que pueden estar suspendidos en el agua. (Marín, 2013).
d. Demanda bioquímica de oxígeno (DBO)
Determina la cantidad de oxígeno que se requiere para la degradación bioquímica de la materia orgánica presente en las aguas residuales domésticas e industriales en general. La oxidación microbiana es una de las reacciones que demanda oxígeno, también la mineralización de la materia orgánica, que ocurren en los cuerpos naturales de agua, realizada por los microorganismos heterotróficos, que hay que cuantificar. La medición del DBO representa la cantidad de oxigeno que se utiliza para el consumo u
6
oxidación de materia orgánica, por bacterias presente en el agua residual (Echarri, 2007).
e. Demanda química de oxígeno (DQO)
Cantidad de O2 químicamente equivalente al Cr2O72− consumido en un proceso de oxidación y reducción. Esta equivalencia está establecida a partir de las reacciones de reducción-oxidación correspondientes (en medio ácido), es decir la DQO representa la medida de oxígeno que se requiere para oxidar la partícula orgánica en una muestra de agua, por medio de condiciones necesarias de agente oxidante, temperatura y tiempo (Echarri, 2007).
f. Aceites y grasas
Los aceites y grasas son inmiscible con el agua, en su mayoría proceden de desperdicios alimenticios. Estas por ser inmiscibles permanecen en la superficie de agua dando lugar a apariciones de nata y espuma. Estos se difunden por la superficie cubriendo grandes áreas de agua reduciendo la reoxigenación de la misma a través de la interface aire-agua, reduciendo la cantidad de oxígeno disuelto en el agua, y por consecuencia afectando el trabajo de fotosíntesis de la flora acuática. En tratamientos de agua dificultan y encarecen el tratamiento de purificación (Marín, 2013).
La ley general de aguas decreta como concentración máxima de 0,5 mg/L de aceites y grasas en litro de agua destinada al riego de vegetales y bebidas de animales.
g. Turbiedad
Relacionado con la cantidad de solidos suspendidos en una solución los cuales obstaculizan que la luz pase a través de la muestra. La turbidez representa la medida de la obstrucción de la luz por dicha muestra liquida. El tamaño de partícula influye en la turbiedad, donde partículas pequeñas tiene dificultad para su sedimentación generando obstrucción del paso de la luz por la muestra.
Rigola (1990). En aguas superficiales hay mucha presencia de materiales insolubles en suspensión que debido a este fenómeno hay dificultad de transmitir la luz a través del agua y eso es la turbidez.
La unidad de medida de la turbidez es NTU (Unidades Nefelométricas de turbidez), la turbidez para agua de consumo es de 1 NTU y no debe pasar
7
de 2 NTU, mientras que en la calidad de agua para riego la turbidez no debe ser mayor a 30 NTU cuando el agua es de procedencia de un tratamiento con fines agrícolas.
h. Nitrógeno
Tiene un fundamental papel en la contaminación de masas acuáticas. Su contenido de aguas residuales es a causa de los detergentes y fertilizantes principalmente. El nitrógeno orgánico es aportado por las excretas de los seres vivos en forma de urea. El nitrógeno en agua es necesario para el crecimiento de microorganismos como nutriente, pero a presencia excesiva en agua causa eutrofización (enriquecimiento excesivo de nutrientes en agua que reduce la oxigenación de la misma). El nitrógeno cuando es inorgánico es fuente tóxica para la flora y fauna acuática (Villaseñor, 1998).
2.3. Aguas residuales de mataderos 2.3.1. Aguas residuales
Las aguas residuales son todas aquellas aguas que presentan en sus características modificaciones a consecuencia de actividades humanas y estas por tener baja calidad se les asigna un tratamiento previo para ser reusadas, donde son descargadas a un cuerpo natural o vertido al sistema de alcantarillado. Estos contaminantes que están suspendidos en la solución pueden ser orgánicos e inorgánicos. La concentración de estos componentes es variable y está sujeto al origen de descarga del que proviene. Entre ellos tenemos: industrial, la agropecuaria y las municipales (Hernández, 2007).
Las aguas residuales, se clasifican como:
Aguas blancas, que proceden de drenajes y escorrentía superficial, provocada por las lluvias y suya carga contaminante se incorpora por arrastre de partículas de la atmósfera y por lavado de suelos y superficies.
Aguas grises, que son las procedentes de bañeras, duchas, lavavajillas y lavadoras, cuya carga contaminante es pequeña.
Aguas negras, que son las procedentes de los vertidos de actividades humanas, domesticas, industriales o agrícolas, cuya carga contaminante es más elevada. (Hernández, 2007).
8 2.4. Aguas residuales de industrias cárnicas
Se incluyen entre estas industrias los mataderos y las plantas trasformadoras de embutidos, fiambres, conservas, etc. Algunas de las características de este sector influyen directamente sobre las posibilidades de tratamiento de sus vertidos. En la tabla 1 se resume las características de las aguas residuales producidas en este sector. Siempre que sea posible es preciso extremar al máximo la separación previa de los contaminantes pues en caso de que estos se incorporen a las aguas, proporcionan valores muy altos de la DBO. Este es por ejemplo el caso de la sangre cuyo vertido parcial puede llegar a ser del orden de los 30 000 mg/L de DBO. Las grasas y sólidos pueden separarse antes de proceder al tratamiento propiamente dicho. Los productos incorporados a las aguas son orgánicos con alto contenido de nitrógeno, pero biodegradables (Miron, 1978).
Tabla 1. Características de las aguas residuales producidas en las industrias cárnicas
INDUSTRIA
Volumen L/kg peso en
canal
DBO mg/L ST mg/L Grasa mg/L
MATADEROS 4-7 650-2200 930-3000 200-1000 Plantas de
empaquetamiento 6-29 400-3000 230-3000 200-1000 plantas de proceso 8-33 200-800 200-800 100-300
Fuente: Nemerov, 1998.
2.4.1. La sangre principal contaminante de mataderos
La sangre es fuente muy rica en proteínas y por lo tanto excepto para las instalaciones pequeñas, esta resulta económicamente conveniente y lógico el recuperarla. Las plantas que no funden la grasa (productos no comestibles) las que no producen fertilizantes orgánicos de los desperdicios de la matanza y las que están localizadas en una zona donde no pueden vender la sangre en bruto a otros elaboradores, es más probable que dejen que esta sangre sea vertida junto con sus aguas residuales.
Las operaciones y procedimientos de los mataderos se centran en la zona donde se realizan los sacrificios de los animales los desperdicios que se producen en este lugar tienen un color pardo rojizo, una alta DBO y contienen
9
cantidades considerables de materia en suspensión, la sangre, al tener mucho nitrógeno se descompone con mucha facilidad, además los desperdicios contienen cantidades variables de estiércol, pelos, y suciedad. Los análisis realizados en varias muestras de vertidos de la zona de sacrificio tomados de un matadero de tipo medio mostraron un promedio de DBO de 2 000 y un contenido total de nitrógeno de unas 500 partes por millón con un caudal de 18 950 litros diarios (Nemerov, 1998).
Como resultado de las operaciones de un matadero, camal y frigoríficos, se generan efluentes complejos y variables, esto dependiendo de factores como tipo de animal beneficiado, etapa de proceso, equipamiento y operaciones de limpieza, con elevadas concentraciones de materia orgánica, tanto disueltas como en suspensión, que generalmente está constituida por proteínas y productos en descomposición. Las aguas residuales de matadero también tienen una concentración importante de grasas, que pueden inferir gravemente en su tratamiento. (Muñoz, 2005)
10 2.4.2. Diagrama de flujo de un matadero
Figura 1. Diagrama de flujo en el matadero de equinos
Fuente: Muñoz, (2005).
Las etapas principales del proceso de los mataderos en las que se generan aguas residuales son las siguientes:
a. Duchado: Antes del ingreso a la sala de aturdimiento, los animales pasan por la manga de ducha por aspersión a presión de agua en donde el operario procede a lavar al animal haciendo uso del agua potable.
11
b. Estabulación: Aguas residuales que se generan por la defecación y orines de los animales, además de los restos de estiércol resultantes de la limpieza.
c. Sacrificios y operaciones preparatorias
Degüello: en esta etapa se tiene los vertidos de sangre provenientes del desangrado el cual contiene elevada carga orgánica y nitrogenada. La sangre por si sola aporta una DQO total de 375 000 mg/L, donde la cantidad de nitrógeno también es demasiado alto, con una relación carbono/nitrógeno de 3:4 respectivamente. Se manifiesta que entre un 15 % - 20 % de la cantidad de sangre no es reusada y están son vertidas ya como agua residual que representa una carga de 1 a 2 kg de DBO por cada 1 000 kg de peso vivo de animal beneficiado y esta medida crecería hasta 5,8 kg de DBO por peso vivo si el vertido de la sangre es total.
Evisceración: en esta fase se producen vertidos que contienen gran cantidad de sólidos en suspensión tales como trozos de vísceras, grasas y contenido digestivo.
Lavado de carcasa: se elimina efluentes hídricos con alta carga orgánica y productos desinfectantes provenientes del lavado de las carcasas, donde el volumen de vertido es alto.
Limpieza de equipos: genera aguas residuales con elevada carga orgánica y si no se estandariza procesos genera gran cantidad de volumen, con concentraciones elevadas de detergentes y desinfectantes.
Otros: en algunos otros centros de beneficio de animales, también se realizan operaciones de transformación de los productos cárnicos como escaldado, cocción, curado, etc. Lo cual generan vertidos con concentraciones de materia orgánica e inorgánica.
2.4.3. Características fisicoquímicas y microbiológicas de aguas residuales de mataderos
En la tabla 2 muestra las características reportadas en lo análisis físico-químico y microbiológico de aguas residuales de 6 plantas de beneficio estos obtenidos en la región de La Libertad.
12
Tabla 2: Características fisicoquímico y microbiológico de aguas residuales de 6 plantas de beneficio de animales.
Fuente: Becerra (2014)
2.5. Normatividad y límites máximos permisibles para aguas residuales de camales y centros de beneficio
Según el Ministerio del Ambiente (MINAN) (2014), se aprueba: los Límites Máximos Permisibles (LMP) para efluentes provenientes de actividades agroindustriales tales como plantas de camales y plantas de beneficios. Teniendo como objetivo en su Artículo 1°. Establecer los límites máximos permisibles (LMP) para efluentes provenientes de las actividades agroindustriales tales como plantas de camales y plantas de beneficio, con el objetivo de minimizar los efectos negativos en el ambiente, principalmente, la contaminación de los cuerpos receptores como ríos, lagos, mares, campos, así como los riesgos a la salud de la población. El presente decreto supremo es aplicable a todas industrias con actividades agroindustriales tales como plantas de camales y plantas de beneficio que se ejercen en el territorio del país.
CARACTERÍSTICAS Planta 1
Planta 2
Planta 3
Planta 4
Planta 5
Planta
6 PROMEDIO
pH 7,43 7,35 7,18 6,72 7,68 7,47 7,31
T °C 23,95 23,1 23,83 22,6 24,67 23,18 23,56
Aceites y grasas (mg/L)
55 475 180 470 60 150 231,6
DBO (mg/L) 1661,2 3433,85 1289,74 8404,41 641,48 1834,77 2877,57 DQO (mg/L) 1880 4525 1339 1039 968,83 2783,33 2195,75
Nitrógeno (mg/L) 86 17 105 130 51,2 6,17 65,89
Sólidos
suspendidos (mg/L)
1364,5 1664,5 795,5 731 1737,58 1972 1377,51
Coliformes totales (UFC/100 mL)
1,17*105 1,26*109 1,26*108 2,40*103 1,03*108 1,56*108 2,8*108
Escherichia Coli (UFC/100 mL)
5,06*104 4,10*107 2,00*107 1,60*103 1,37*107 2,01*107 1,6*107
13
Tabla 3: Límites máximos permisibles (LMP) para la descarga de efluentes líquidos de la actividad agroindustrial de beneficio de animales.
PARÁMETROS UNIDAD LMP
pH -- 6 – 9
DBO mg/L 250
DQO mg/L 500
Sólidos suspendidos Totales
mg/L 300
Nitrógeno total mg/L 50
Fuente: Ministerio del Ambiente (MINAN), (2014)
El numeral 32.1 del artículo 32º de la ley general del ambiente define al límite máximo permisible (LMP), como unidad de concentración o grado de elementos, sustancias, parámetros físicos, químicos y biológicos, que caracterizan a una emisión o efluente, que al ser superada o excedida y descargada a un cuerpo receptor causa o puede causar daños a la salud, al bienestar humano y al medio ambiente. Su determinación corresponde al ministerio del ambiente y su cumplimiento es legalmente exigible por el Ministerio del Ambiente y los organismos que conforman el sistema nacional de gestión ambiental. Los criterios para la determinación de la supervisión y sanción en casos de incumplimiento o infracción serán establecidos por dicho ministerio. Para fines de la presente (decreto supremo – 2009 – produce) se establecen por límite máximo permisible promedio diario, los valores, rangos y concentraciones de los parámetros que deben ser cumplidos por el responsable de la descarga, en función del análisis de muestras compuestas de las aguas residuales (MINAN, 2014).
Según Conagua (1994). El cual tiene una realidad similar al DS-2009-PRODUCE, donde las descargas de aguas residuales a alcantarillados provenientes de la industria de matanza de animales y empacado de cárnicos en la ciudad de México establecen límites máximos permisibles Según la tabla siguiente:
14
Tabla 4. Especificaciones de Las descargas de aguas residuales provenientes de la industria de matanza de animales y empacado de cárnicos en México.
PARÁMETROS UNIDAD LÍMITE MÁXIMO PERMISIBLE Promedio Diario Instantáneo
pH --- 6 – 9 6 – 9
DBO mg/L 200 240
Solidos suspendidos
mg/L 200 240
Aceites y grasas mg/L 30 40
Nitrógeno total mg/L 20 30
Fuente: Conagua (1994).
2.6. Lodos residuales
Los lodos o fangos son el resultado luego de los tratamientos que se le dan a aguas residuales en las estaciones depuradoras de aguas residuales denominados subproductos. La importancia de estos lodos está relacionado directamente a la gran cantidad que se obtiene y que se incrementa directamente proporcional al crecimiento de la población, así como también por ser una fuente potencial de materia orgánica, energía. Pero si a estos subproductos no se le da el apropiado manejo ocasionaran graves problemas. Las plantas depuradoras son las que generan mayor cantidad de lodo, debido principalmente al tiempo de retención (Torres, 2012).
2.6.1. Problemática de los lodos
Se tiene dos principales problemas que se generan por las depuradoras de las agua residuales, una de ellas es la formación de metales pesados y presencia de microrganismos patógenos (Torres, 2012).
2.6.2. Tratamiento de lodos
El tratamiento de lodos representa una parte importante de las plantas de tratamiento, puesto que se le pueden dar usos según las características que legase a tener.
Procesos
a. Espesamiento: es recomendable proceder al espesamiento de los lodos antes de proceder a la eliminación, ya que es conveniente (rentable) minimizar el volumen para facilitar su manejo, transporte y almacenamiento.
15
Comúnmente se somete a procedimientos como centrifugación o flotación, para la separación de agua que contenga. Es necesario tener en cuenta algunas condiciones para el dimensionado de los espesadores como:
Capacidad de espesamiento
Altura del espesado
Tiempo de retención
b. Estabilización o digestión: se tiene dos opciones, aerobia o anaerobia.
La digestión aerobia: consiste en la eliminación de la parte fermentable de los lodos en presencia de aire. En un reactor biológico están presentes microorganismos existentes en el lodo, los cuales por su acción disminuyen de forma continua la cantidad de lodo y a la par que
se produce una mineralización de la materia orgánica.
la digestión anaerobia: Es la descomposición de la materia orgánica por acción de bacterias en ausencia de aire. El oxígeno que utilizan los microorganismos para el desarrollo de la digestión lo obtienen del mismo alimento. (Torres, 2012).
c. Deshidratación de fangos: Consiste en la máxima reducción de agua de los lodos, esto se logra por medio de un proceso de espesado, deshidratación y secado. Para retirar el agua libre del lodo se puede lograr con el proceso de espesado. Para la eliminación del agua capilar y de adhesión se recomienda una deshidratación donde se pueden ejercer fuerzas mecánicas como centrifugación y filtración. Si se quiere eliminar el agua de adsorción y de constitución se plantea el uso de energía térmica como cámaras de secado. el método a usar dependerá de la concentración de materia seca deseada en el lodo final, el costo del método y características del lodo (Torres, 2012).
d. Desinfección: Se elimina organismos patógenos presentes en los lodos según el uso que se destine, puesto que, al contener elevada carga microbiana puede generar riesgos sanitarios. La desinfección no es un proceso obligatorio, pero algunos países como Suiza o Alemania ya incluyen en sus legislaciones normas sobre desinfección de lodos destinados a usos agrícolas. Los métodos que comúnmente se aplican a los lodos son la pasteurización a temperaturas de 70 ºC en un periodo de 30 minutos (Torres, 2012).
16 2.6.3. Utilización de lodos tratados
Como abono en agricultura (digestión aerobia y/o anaerobia)
Para la recuperación de terrenos agotados (digestión aerobia y/o anaerobia)
Generación de energía eléctrica, mecánica y calorífica (incineración)
Compostaje (sin digestión)
Descargas directamente al mar, ríos, lagos.
Relleno de terrenos, escombreras, minas abandonadas, pantanos, etc.
Puesto que los lodos presentan en sus características un alto contenido de materia orgánica y nutriente, es atractivo su aplicación a los suelos para proporcionar a estos de nutrientes. Los lodos procedentes de un tratamiento primario y secundario contienen entre:
1 – 6,5 % de nitrógeno
0,6 – 2,5 % de fósforo
Si son secados al aire se reducen al 2 % de nitrógeno y 1,5 % de fósforo (Torres, 2012).
2.7. Métodos de tratamientos de aguas residuales 2.7.1 La electrocoagulación
2.7.1.1. La electroquímica
La electroquímica son cambios químicos que son producidos por corriente eléctrica generadas por reacciones químicas. Estas reacciones químicas generan reacciones de oxidación y reducción donde se encuentran separadas y que están conectadas a un circuito eléctrico (Salas, 2005).
Es parte del empleo de técnicas electroquímicas, cuya técnica es hacer pasar una corriente eléctrica a través de una solución que contiene el electrolito, generando así reacciones de oxidación y reducción en los electrodos tanto para el cátodo y también el ánodo, es por ello que se requiere una energía eléctrica como vector de descontaminación ambiental. Las reacciones que se producen puede ser por consecuencias indirectas, como en el caso de la electrocoagulación, donde los coagulantes que se forman por la
17
electrolisis sustituyen a los reactivos químicos (Cayllahua y Ricse, 2007).
2.7.1.2. Elementos de la electroquímica a. Celda electroquímica
Llamada también celda galvánica que es diseñada con un solo propósito que en su interior se generen las reacciones, cuya forma se acomoda a las dimensiones y formas del electrodo donde es capaz de contener a los electrolitos, por lo general su diseño se acomoda a la naturaleza de la solución electro activa (Coronel y Vila, 2013).
b. Electrólisis
Es un método de separación de un compuesto formado por elementos químicos por acción de la electricidad, que obliga a que los iones se transfieran de elemento a elemento debido a una reacción química generado por dos electrodos uno cargado negativamente llamado cátodo y el otro el ánodo que está cargado positivamente, estos electrodos cumple su tarea que consta de atraer iones de cargas opuestas, donde los iones positivos que se forman en el ánodo son liberados y atraídos por el cátodo y así lo mismo sucede con los iones negativos que son atraídos por el ánodo (Salas, 2005).
2.7.2. La electrocoagulación como técnica de tratamiento de aguas residuales La electrocoagulación es una técnica que aplica el principio de la coagulación generada por suministrar corriente eléctrica al medio líquido contaminado por medio de placas metálicas de hierro y aluminio que son los más utilizados, donde son estabilizadas todas las partículas que se encuentran suspendidas, emulsionadas en un medio acuoso (González, 2001).
Holt, Barton y Mitchell, (2005) y Chen, (2004), indican que la corriente eléctrica proporciona la fuerza electromotriz que provoca una serie de reacciones químicas donde los iones metálicos se liberan y dispersan en el medio líquido y tienden a formar óxidos metálicos que atraen eléctricamente a los contaminantes que han sido desestabilizados. Cuyo resultado final es la desestabilidad de las moléculas contaminantes como se muestra en la figura
18
2. La generación de estos iones metálicos se dispersa en el medio líquido para formar óxidos metálicos que estos atraen eléctricamente a los contaminantes que han sido desestabilizadas la que genera partículas sólidas menos coloides y solubles que hacen que se precipiten o floten.
Figura 2. Sistema de electrocoagulación con ánodo de aluminio y cátodo de hierro.
Fuente: Holt, Barton y Mitchell (2005)y Chen (2004).
La electrocoagulación ocurre cuando los iones metálicos formados por oxidación del ánodo reaccionan con (HO–) producidos en el cátodo por reducción del H2O a H2. El hidróxido formado (rigurosamente, un óxido hidratado generalmente de hierro o aluminio trivalentes) actúan como agentes coagulantes y adsorbentes del contaminante. Como consecuencia de la electrólisis se forma también O2 en el ánodo, lo que sumado al H2 producen finas burbujas que arrastran a los hidróxidos metálicos con el contaminante hacia la superficie del líquido, donde se concentran y pueden ser colectados y removidos fácilmente mediante una cámara de flotación y un colector de espumas (Spitale, 2004) y (Singh, Szafran, Ibañez, 1998).
2.7.3. Fundamento teórico de la electrocoagulación
A diferencia de una coagulación química que genera formación de lodos y está a la vez masas de tamaño considerables para luego ser separadas del agua mediante la adición de más químicos como el sulfato de aluminio y cloruro férrico. En cambio, la electrocoagulación consiste en la precipitación y la desestabilización de contaminantes al mismo tiempo debido a fenómenos electrolíticos. (Ibánez, 1997) Es importante mencionar que el agua sometida a
19
una electrólisis genera el desprendimiento de hidrógeno y oxígeno gaseoso ocasionado por los electrodos y gracias a la presencia de sales en disolución, posibilitan la conducción de electricidad, estos gases al ascender a la superficie provocan los fenómenos:
Que se desprenda del electrodo y evitar que se genere oxido.
La nata que se forma por la sedimentación son desestabilizados y son arrastrados a la superficie.
Debido a las burbujas de gas provocan la desestabilización de las partículas generados por la corriente eléctrica.
En la electrocoagulación el coagulante es formado en el mismo lugar esto debido a la disolución de iones que generan los electrodos durante las reacciones, principalmente el electrodo de sacrificio, a diferencia de la coagulación química a esta se adiciona un agente químico que actúa como coagulante. Como se dijo anteriormente, la oxidación electrolítica se genera en el ánodo por liberación del metal de las cuales están forman sustancias químicas que actúan como coagulante (Larue, 2003).
2.7.4. Ventajas de la electrocoagulación
Disminuye la contaminación en aguas residuales.
Puede generar aguas potables, incoloras e inodoras.
Con el tratamiento permite que las aguas vuelvan a tener un uso.
Genera menor cantidad de solidos disueltos en la solución, a comparación de un tratamiento químico y esto permite una reducción en los costos de tratamientos de estos efluentes (Mollah y Yousuf, 2004).
Genera mucha efectividad en la remoción y reducción de contaminantes.
Las materias contaminantes son llevados a la superficie generado por las burbujas, donde puede ser removidos con mayor facilidad (Mollah y Yousuf, 2004).
Es de fácil operación y se necesita equipos de fácil manejo.
Como se suministra corriente eléctrica al sistema, genera un desequilibrio y las partículas más pequeñas tienen mayor movimiento incrementando la coagulación (Mollah y Yousuf, 2004).
Produce flóculos más grandes que permite que se sedimente más rápido a comparación de una coagulación química (Mollah y Yousuf, 2004).
20 2.7.5. Desventajas de la electrocoagulación
Los electrodos de sacrificio se disuelven con el uso y necesitan reponerse.
Genera concentraciones de hierro y aluminio en los lodos que se forma (Mollah y Yousuf, 2004).
En lugares donde la energía de luz es sumamente alto puede resultar costoso todo el sistema de tratamiento (Mollah y Yousuf, 2004).
Puede llegar a formarse oxido en el electrodo de sacrificio, generando que impida el paso de corriente al sistema, disminuyendo así la eficiencia del tratamiento (Mollah y Yousuf, 2004).
2.7.6. Reacciones generadas en la electrocoagulación
Los materiales más comúnmente utilizados como electrodos en la electrocoagulación son hierro y aluminio.
El proceso de electrocoagulación es afectado por diferentes factores, entre los más importantes se encuentran la naturaleza y concentración de los contaminantes, el pH del agua residual y la conductividad. Estos factores determinan y controlan las reacciones ocurridas en el sistema y la formación del coagulante.
Cuando el aluminio actúa como ánodo las reacciones son las siguientes:
En el ánodo:
𝐴𝑙 → 𝐴𝑙+3+ 3𝑒−
𝑨𝒍+𝟑(𝒂𝒄)+ 𝟑𝑯𝟐𝑶 → 𝑨𝒍(𝑶𝑯)𝟑𝒔+ 𝟑𝑯+(𝒂𝒄) 𝒏𝑨𝒍(𝑶𝑯)𝟑→ 𝑨𝒍𝒏(𝑶𝑯)𝟑𝒏
En el cátodo:
𝟑𝑯𝟐𝑶 + 3𝑒−→ 𝟑𝑯𝟐+ 𝟑𝑶𝑯−
Los iones 𝐴𝑙+3 en combinación con los 𝑶𝑯− reaccionan para formar algunas especies monomericas como 𝑨𝒍 (𝑶𝑯)𝟐+
,𝑨𝒍𝟐 (𝑶𝑯)𝟐+
, y otras polimétricas, tales como 𝑨𝒍𝟔 (𝑶𝑯)𝟏𝟓𝟑+, 𝑨𝒍𝟕 (𝑶𝑯)𝟏𝟕𝟒+, 𝑨𝒍𝟖 (𝑶𝑯)𝟐𝟎𝟒+, 𝑨𝒍𝟏𝟑𝑶𝟒 (𝑶𝑯)𝟐𝟒𝟕+ y 𝑨𝒍𝟏𝟑 (𝑶𝑯)𝟑𝟓𝟓+ que por procesos de precipitación forman 𝑨𝒍(𝑶𝑯)𝟑(𝒔), como se muestra en la reacción de ánodo. El 𝑨𝒍(𝑶𝑯)𝟑(𝒔) es una sustancia amorfa de carácter gelatinoso, que expone una gran área superficial con propiedades
21
absorbentes y que es propicia para los procesos de absorción y atracción de las partículas contaminantes. (Restrepo y Arango, 2006).
2.7.7. Factores que afectan la electrocoagulación
Existen factores que tienen mayor influencia en el proceso que otros, que a la vez estas reaccionan más directamente con la eficiencia del mismo (Restrepo y Arango, 2006).
a) pH.
El pH puede variar considerablemente cuando ocurre el proceso de electrocoagulación, también puede incrementarse para aguas residuales acidas, ya que hay generación de oxígeno molecular en el sistema generado en el cátodo, en cambio en aguas alcalinas esta decrece. En si el pH influye directamente en la eficiencia de la corriente porque actúa en la solubilidad del metal para formar hidróxido (Restrepo y Arango, 2006).
b) Densidad de corriente.
Las variables eléctricas como la densidad de corriente influyen directamente en la remoción de contaminantes de un agua residual, donde al aumentar la densidad de corriente permite un aumento en el consumo de la energía debido a que está se incrementa y por ende la eficiencia en la remoción (Larue, 2003).
Puede suministrarse corriente alterna o directa a la celda electrolítica pero sus características propias son muy diferentes puesto que se genera diferentes respuestas electroquímicas. Por ejemplo causa una menor eficiencia en la remoción de contaminantes cuando se suministra corriente directa al sistema ya que en el cátodo se produce una impermeabilización (Mollah y Yousuf, 2004).
Hay casos que al aumentar la densidad de corriente en valores muy altos no te genere eficiencia si no al contrario producirá una disminución en la eficiencia de remoción, es por ello que estos factores debe ir acompañado con parámetros, como temperatura y pH (Bayramoglu, 2004).
Arango y Garcés (2007), menciona que el suministro de corriente genera la formación de iones de aluminio o hierro liberados del electrodo asignado, a mayor densidad de corriente mayor es la formación de iones metálicos liberados a causa de la oxidación del ánodo el cual reacciona con el OH
22
producida en el cátodo luego de la reducción del H2O; formando así hidróxidos los cuales hacen el papel de coagulante.
c) Conductividad.
La densidad de corriente aumenta cuando la conductividad también se incrementa, son directamente proporcionales. Si se incrementa la conductividad manteneos constante el voltaje pero si mantenemos constante la densidad de corriente, generamos una reducción del voltaje aplicado (Bayramoglu, 2004).
Al adicionar electrolitos (NaCl o CaCl2) a la solución generan un aumento en la conductividad. Se pueden disminuir los efectos desfavorables de iones como HCO3- y SO4 = si incorporamos iones de cloruro, puesto que puede generarse la precipitación de Ca+2 y Mg+2 por iones carbonatos o sulfatos produciendo una capa insoluble, ocasionando la perdida de la eficiencia de la corriente. Por ello debe mantenerse las cantidades de Cl- alrededor del 20 % (Chen, 2004).
d) Temperatura
Al incrementar la temperatura hasta 60° C se produce un aumento en La eficiencia de la corriente, esto cuando se trabaja con electrodos de aluminio, donde a esta temperatura se hace máxima la eficiencia de remoción luego decrece. Al incrementarse la temperatura genera que en las paredes de los electrodos no se forme oxido en la superficie, reduciendo la efectividad de reacción. Parecido a lo que ocurre con la efectividad de corriente (Chen, 2004).
e) Tiempo
Muchos autores indican que a mayor tiempo de exposición la formación de sólidos en forma de flóculos es mucho mayor, y favorece que los procesos como la floculación y precipitación se genere con mayor efecto. Esto genera que la formación de gases sea mayor y el óxido que se forme se lleve a la superficie en forma de espuma. Una variación en el tiempo representa una gran influencia en la cantidad de sólidos obtenidos (Restrepo y Arango, 2006).
23
2.7.8. Operación del reactor de electrocoagulación
Es importante señalar que la combinación de estas tecnologías y su diseño dependen en gran medida de las propiedades y características que tenga el agua residual a tratar y sus contaminantes.se ha observado que cuando en el reactor se usan dos placas, una como ánodo y otra como cátodo, no se presenta una buena disolución de iones metálicos. Para mejorar esta disolución se debe aumentar el área superficial de los electrodos, lo cual se logra aumentando el número de placas, disponiéndolas en serie en forma paralela monopolar o bipolar como se muestra en la figura 3.
Figura 3. Reactores para electrocoagulación tipo batch (a) electrodos monopolares conectados en paralelo
(b) electrodos monopolares conectados en serie Fuente: Mollah y Yousuf (2004).
2.7.9. Montaje del sistema para la electrocoagulación a. Celda de electrocoagulación
La celda está diseñada según el modelo que reporta Arango y Garcés (2007), modelo que se realizó para tratar aguas residuales de la industria láctea. Se consideró un diseño que involucra 3 zonas: una zona de flotación donde se acumula lodos con menor densidad, una zona de reacciones donde se encuentran los electrodos, y una zona de sedimentación donde se depositan los lodos más densos. Esto se puede observar en la Figura 4.
24
Figura 4. Modelo de la celda de electrocoagulación
Fuente: Arango y Garcés (2007)
b. Electrodos
Se expresa como dos tipos de electrodos que operan como ánodo y como cátodo. Existen electrodos que se disuelven y otras que permanecen sin disolverse, el electrodo que se disuelve es llamado electrodo de sacrificio, en este caso el ánodo y él que no se disuelve es el electrodo llamado cátodo.
Las reacciones que se generen dependerá del suministro del voltaje al sistema, donde se puede trabajar con electrodos bipolares que cumplan funciones tanto como ánodo en una celda y como cátodo en la otra
(
Mollah y Yousuf, 2004).La selección del material del electrodo va a depender de la naturaleza y afinidad que tenga el contaminante que se pretende remover con el coagulante producido, es decir, si se quiere remover material suspendido, el coagulante debe propiciar una desestabilización de los coloides para que estos se aglutinen y posteriormente sean separados por precipitación, y en elementos disueltos se busca que el coagulante los adsorba o los retenga mediante algún mecanismo fisicoquímico (Arango y Garcés, 2007).
Jiantuan, (2004), menciona que, gracias a los resultados experimentales de diversos autores, los electrodos de aluminio (Al) son más eficientes que los de hierro (Fe) para la remoción de aceites y grasas y materia orgánica En el caso de metales pesados el hierro (Fe) puede remover de manera muy eficiente el arsénico (As) y el cadmio de aguas residuales.
25
Ojeda y Hing (2012), realizaron un estudio comparativo entre el aluminio y hierro, utilizados como materiales de electrodo en el proceso de electrocoagulación de la vinaza (la vinaza se obtiene como residuo hídrico en plantas azucareras), para lograr una separación más eficiente de los sólidos presentes y la remoción de color en el agua residual como parámetros de calidad; determinando que al utilizar electrodos de aluminio se separan más sólidos que con los de hierro y también logran menor consumo de energía. Con el aluminio se obtiene mayor cantidad de sólidos en la espuma y respecto al color lograron reducir el color hasta un 83,53%.
c. Fuente de corriente
Es importante conocer la conductividad de la muestra, donde para el diseño de la fuente de corriente se establecen rangos de corriente eléctrica y voltaje de trabajo con base a una densidad de corriente (Arango y Garcés, 2007).
2.8. Otros métodos de tratamiento de aguas residuales 2.8.1. Electrodiálisis
Es un proceso de separación de aguas residuales utilizando membranas de intercambio iónico, actúa como una barrera que separa en dos fases ancladas en una matriz polimétrica, donde los iones de cargas opuestas atraviesan la membrana y obstruyendo las de cargas iguales dentro de un campo eléctrico establecido en un reactor electroquímico que los contiene (Maura, Siquiera y Zoppas, 2014).
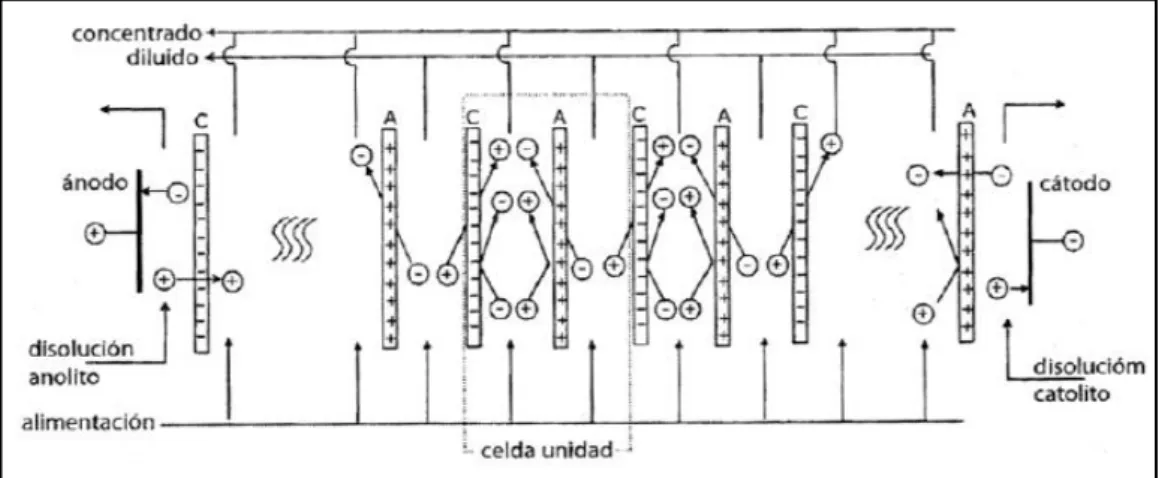
La electrodiálisis tiene un fundamento similar a la teoría de la electrocoagulación la diferencia es que en la electrocoagulación se utilizan placas metálicas de aluminio y hierro en cambio en la electrodiálisis se utilizan membranas de intercambio catiónico y aniónico de forma alterna entre dos electrodos. En la figura 5 se puede observar la estructura básica del sistema, formada por la disolución del diluido (disolución que ve reducida su salinidad) entre dos membranas continuas, y la disolución del concentrado que es al contrario y las dos membranas continuas (catiónica y aniónica) que el conjunto de esto forma un electrodializador. Los compartimientos situados en los extremos acogen a los electrodos y por ello circula una disolución de un electrolito distinta al resto de compartimientos, cuya función es separar a los electrodos de la disolución debido a que se puede generar reacciones indeseadas. En estos compartimientos ocurre el transporte de la carga eléctrica
26
entre el electrodo y la disolución, al mismo tiempo que los iones del electrolito se desplazan a través de las membranas, el electrolito tiene que tener una composición inerte en donde no interfiera en el proceso, en estos casos por ejemplo evitar la presencia de iones CL- para evitar la formación de CL2 que es un gas toxico en la que puede dañar las membranas (Strathmann, 2010).
Figura 5. Esquema de un reactor de Electrodiálisis.
Fuente: Strathmann, H. (2010).
2.8.2. Flotación con aire disuelto (DAF)
En el campo del tratamiento de aguas residuales de mataderos, la flotación por aire disuelto (DAF) se usa entre otros para la separación de grasas, aceites, y sangre coloidal, en los cuales el DAF ha demostrado ser el sistema de separación de fases más eficiente La flotación es un proceso para separar sólidos de baja densidad o partículas líquidas de una fase líquida. La separación se lleva a cabo introduciendo un gas (normalmente aire) en la fase líquida, en forma de burbujas. La fase líquida se somete a un proceso de presurización para alcanzar una presión de funcionamiento que oscila entre 2 a 6 atm, en presencia de suficiente aire para conseguir la saturación en aire del agua. Luego este líquido saturado de aire se somete a un proceso de despresurización llevándolo hasta la presión atmosférica por paso a través de una válvula reductora de presión. En esta situación, y debido a la despresurización, se forman pequeñas burbujas de aire que se desprenden de la solución. Los sólidos en suspensión o las partículas líquidas (por ejemplo sangre coagulada y floculada, aceites y grasas) flotan, debido a que estas pequeñas burbujas se adhieren a los mismos y los obligan a elevarse a la superficie. Los sólidos en suspensión concentrados pueden separarse de la
27
superficie por sistemas mecánicos (rastras). El líquido clarificado puede separarse entonces y, parte del mismo pude reciclarse, para lograr mayores eficiencias de separación de contaminantes (Salas, 2008).
28
III. MATERIAL Y MÉTODOS 3.1. Lugar de ejecución
La investigación se ejecutó en el laboratorio de ingeniería de alimentos de la Facultad de Ingeniería en Industrias Alimentarias de la Universidad Nacional del Centro del Perú.
3.1.1. Unidad experimental
Aguas residuales de un matadero de equinos (1 500 mL) 3.1.2. Procedencia
Matadero de equinos perteneciente a la provincia de Concepción departamento de Junín.
3.2. Equipos e instrumentos de laboratorio 3.2.1. Equipos
Rectificador de corriente
Equipo que trabaja, con un rango de 0 a 50 V y de 0 a 10 A, convierte la corriente alterna en continua.
Figura 6. Equipo rectificador de corriente utilizado para el proceso de electrocoagulación
Celda electrolítica
El sistema opera a un nivel de laboratorio, construida de material termoplástico (acrílico) entre sus dimensiones tenemos:
• Altura: 18 cm
29
• Largo: 14,1 cm
• Ancho: 10,5 cm
Amperímetro
Para medir la intensidad de corriente, siendo su rango de trabajo de 1 – 10 A.
3.2.2. Electrodos para la prueba
Los electrodos se diseñaron como indica Arango y Garcés (2007) donde las placas son rectangulares, las placas o láminas son de espesor de 3 a 5 mm colocadas en la celda, dispuestas en paralelo. Las placas están separas en distancias de 1,25 cm, para permitir de esta forma el flujo de agua residual durante el proceso. Las placas se disponen 3 para ánodos y tres para cátodos, colocados de manera intercalada en paralelo como se muestra en la figura 7.
Figura 7. Vista lateral de la posición de los electrodos dentro de la celda electrolítica.
A. Ánodo: Se empleó como ánodo aluminio con dimensiones de:
Altura: 12 cm
Ancho: 8,2 cm
B. Cátodo: Se empleó como cátodo aluminio con dimensiones de:
Altura: 12 cm
Ancho: 8,2 cm
30 3.2.3. Materiales
02 Probetas graduadas de 250 y 500 mL
01 Balanza analítica
01 termómetro de 0 – 250 °C
01 Cronómetro
02 pipetas de 10 mL
02 Embudos de vidrio
01 Pizeta
02 Vasos de precipitación de 500 mL
01 Colador
01 Matraz Kitasato
01 Embudo Buchner
12 frascos de 250 mL 3.2.4. Otros materiales
Papel filtro Whatman N° 4
Papel indicador de pH
Papel toalla
Alcohol para limpieza
Guantes de látex
Mascarillas
Cubre cabellos
Guardapolvo
Franelas
31 3.3. Métodos de análisis
Análisis fisicoquímicos a) DBO
Demanda bioquímica de oxígeno (método respirométrico) recomendado por American Public Health Association [A.P.H.A] (2014), técnica basada en la medición de la concentración de oxígeno disuelto antes y después de la incubación desarrollada por microorganismos que trabajan sobre un sustrato orgánico, el cual es degradado y oxidado a CO2, la incubación se realiza por 5 días.
b) DQO
Demanda química de oxígeno (método reflujo cerrado colorimétrico) recomendado por A.P.H.A (2014), la muestra que contiene materia orgánica se oxida con una cantidad de bicromato potásico que es un agente químico fuertemente oxidante en medio ácido. Donde la muestra se calienta a una temperatura de 50 °C para luego colocarlo en termoreactor para DQO y finalmente se utiliza el espectrofotométrico UV-VIS a una longitud de onda de 620nn para hacer la cuantificación donde se aplica la siguiente ecuación:
DQO (mg/L) = (A x F) A = Absorbancia de la muestra
F = factor 3125
De acuerdo a la curva