UNIVERSIDAD NACIONAL DEL CENTRO DEL PERÚ
ESCUELA DE POSGRADO
UNIDAD DE POSGRADO DE LA FACULTAD DE INGENIERÍA METALÚRGICA Y DE MATERIALES
“Implementación de un SGC basado en la metodología Lean para la optimización de procesos metalmecánicos en Biddle S.A.C.
Cajamarca - 2022”
PRESENTADO POR:
Bachiller Julio Cesar Olivera Romero PARA OPTAR AL GRADO ACADÉMICO DE:
MAESTRO EN GESTIÓN INTEGRAL: CALIDAD, MEDIO AMBIENTE Y PREVENCIÓN DE RIESGOS LABORALES.
Huancayo – Perú 2022
TESIS
UNIVERSIDAD NACIONAL DEL CENTRO DEL PERÚ ESCUELA DE POSGRADO
UNIDAD DE POSGRADO DE LA FACULTAD DE INGENIERÍA METALÚRGICA Y DE MATERIALES
Exp. N° 184774
ACTA DE SUSTENTACIÓN DE TESIS N° 016-2022/ UPG FIMM
PARA OPTAR EL GRADO ACADÉMICO DE MAESTRO EN GESTIÓN INTEGRAL:
CALIDAD, MEDIO AMBIENTE Y PREVENCIÓN DE RIESGOS LABORALES
En la Plataforma Virtual Gsuite de la Unidad de Posgrado de la Facultad de Ingeniería Metalúrgica y de Materiales de la Universidad Nacional del Centro del Perú, siendo las 10:00 am del 30 de noviembre del año 2022, se reúne el Jurado de Sustentación de Tesis presidido por:
Maestro Jaime Alfonso Gonzalez Vivas e integrado por:
Maestro Jean Pierre Espeza Gavilan (secretario) Maestro Jaime Alfonso Gonzalez Vivas (miembro) Doctor Jose Luis Yarasca Bejarano (miembro) Maestro Edgar Jaime Camposano Chambergo (miembro)
Se reunieron para la sustentación oral y pública de la Tesis para optar el grado Académico de Maestro en Gestión Integral: Calidad, Medio Ambiente y Prevención de Riesgos Laborales, que solicitó el Bachiller OLIVERA ROMERO JULIO CESAR.
El acto de sustentación comenzó con la lectura de la Resolución N° 078-2022-UPG FIMM/EPG UNCP, de fecha 25 de noviembre del año 2022 por parte del secretario; se hizo la presentación respectiva de la tesis titulada: “IMPLEMENTACIÓN DE UN SGC BASADO EN LA METODOLOGÍA LEAN PARA LA OPTIMIZACIÓN DE PROCESOS METALMECÁNICOS EN BIDDLE S.A.C. CAJAMARCA - 2022”.
Concluida la exposición del sustentante, se formuló las preguntas y estas fueron defendidas y absueltas por el graduando; luego de la deliberación del jurado evaluador se dio como resultado, que es el siguiente:
CALIFICATIVO:
Siendo las 12:00 horas se da por culminado el acto se sustentación.
Se expide la presente acta en Huancayo a los 30 días del mes de noviembre del año 2022.
_____________________________
Secretario
______________________________
Maestro Jaime Alfonso Gonzalez Vivas Presidente
_____________________________
Miembro del Jurado
______________________________
Maestro Jaime Alfonso Gonzalez Vivas Miembro del Jurado
______________________________
Doctor Jose Luis Yarasca Bejarano Miembro del Jurado
BUENO
2
Ms. JAIME ALFONSO GONZALEZ VIVAS ASESOR
N° DNI: 19920112
CODIGO ORCID: 0000-0001-7259-8265
Dedicatoria
El presente trabajo de investigación está dedicado a Dios y a mis padres Yolanda y Armando, quienes siempre han estado a mi lado brindándome sus consejos y apoyo constante.
Agradecimiento
A mis maestros que me guiaron desde el inicio de la carrera, y a mis compañeros que sin su ayuda no hubiera podido culminar esta gran etapa
Índice general
Dedicatoria ... 3
Agradecimiento ... 4
Índice general ... 5
Índice de Tablas ... 7
Índice de figuras ... 8
Resumen ... 9
Abstract ...10
INTRODUCCIÓN ...11
Formulación del problema ...15
Objetivos ...16
Justificación...16
CAPÍTULO I MARCO TEÓRICO...18
1.1. Antecedentes o marco referencial ...19
1.2. Bases teóricas y conceptuales...24
1.3. Definiciones de términos básicos ...34
1.4. Hipótesis de investigación ...36
1.5. Operacionalización de las variables ...36
CAPITULO II DISEÑO METODOLÓGICO ...38
2.1. Tipo y nivel de investigación ...39
2.2. Métodos de investigación ...39
2.3. Diseño de la investigación ...39
2.4. Población y muestra ...39
2.5. Técnicas e instrumentos de recopilación de datos ...41
2.6. Técnica de procesamiento de datos ...42
CAPÍTULO III ANÁLISIS Y DISCUSIÓN DE RESULTADOS ...43
3.1. Implementación SGC ...44
DISCUSIÓN ...55
CONCLUSIONES ...59
6
RECOMENDACIONES ...62
REFERENCIAS BIBLIOGRÁFICAS ...64
ANEXOS ...69
Anexo 1: Matriz de consistencia ...70
7
Índice de Tablas
Tabla 1 Análisis de datos ...15
Tabla 2 Personal en producción de instalación metálico tipo B ...40
Tabla 3 Porcentaje de Disposición de las maquinarias ...49
Tabla 4 Desempeño en porcentaje del P.P ...50
Tabla 5 Medición del porcentaje de capacitación ...51
Tabla 6 % Eficiencia ...52
Tabla 7 Eficacia ...53
Índice de figuras
Figura 1 Diagrama de Ishikawa ...14
Figura 2 Diagrama de Pareto ...14
Figura 3 Etapas de las 5’S ...28
Figura 4 Radar de evaluación de las 5’S ...45
Figura 5 % Cumplimiento Plan de Preventivo 2022. ...47
Figura 6 Índice de disponibilidad de las maquinas ...49
Figura 7 % cumplimiento del plan de producción ...50
Figura 8 Índice de Capacitación ...51
Figura 9 Eficiencia ...53
Figura 10 Eficacia ...54
Resumen
Biddle INC S.A.C. es una organización de capitales peruanos con más de 20 años en el mercado de hidrocarburos, que brinda una serie de servicios de mantenimiento metalmecánico en instalaciones de exploración, explotación y transporte de petróleo y gas. Actualmente, Biddle INC S.A.C. tiene entre su portafolio de servicios los mantenimientos preventivos en el Oleoducto Norperuano, propiedad de Petróleos del Perú S.A., cuyo principal problema es la ejecución de trabajos metalmecánicos en una línea en servicio de más de 200 Km de longitud.
Es por ello que se decide realizar una investigación en el que se plantea implementar un sistema de gestión de la calidad basado en el Método Lean, con el objetivo de optimizar los procesos metalmecánicos de instalación de refuerzos metálicos tipo “B”. La investigación es no experimental, de tipo descriptiva, explicativa – correlacional simple. La muestra de estudio fue el proceso de producción de instalación de refuerzos metálicos tipo “B”, que cuenta con 18 personas. El área de operaciones de Biddle INC S.A.C. considera que una optimización de los procesos relacionados con la calidad estará evidenciada con desarrollo de reducción en el tiempo de ejecución de las actividades que permitan un consumo eficiente de los recursos con los que cuenta la organización y pueda aumentar la productividad.
Palabras claves: Método Lean, procesos
10 Abstract
Biddle INC S.A.C. is a Peruvian capital organization with more than 20 years in the hydrocarbon market, which provides a series of metal-mechanic maintenance services in oil and gas exploration, exploitation and transportation facilities.
Currently, Biddle INC S.A.C. Its portfolio of services includes preventive maintenance on the Norperuano Pipeline, owned by Petróleos del Perú S.A., whose main problem is the execution of metal-mechanical work on a line in service of more than 200 km in length.
That is why it is decided to carry out an investigation in which it is proposed to implement a quality management system based on the Lean Method, with the aim of optimizing the metal-mechanical processes for the installation of type "B"
metal reinforcements. The research is non-experimental, descriptive, explanatory - simple correlational. The study sample was the production process of installation of metal reinforcements type "B", which has 18 people. The area of operations of Biddle INC S.A.C. considers that an optimization of the processes related to quality will be evidenced with the development of a reduction in the execution time of the activities that allow an efficient consumption of the resources that the organization has and can increase productivity.
Keywords: Lean method, processes
INTRODUCCIÓN
En lo general, las empresas latinoamericanas se han constatado a la escasez de modelos lógicos, procedimientos y técnicas de trabajo verdaderamente aplicados en las organizaciones, debido a la poca fuente o ayuda monetaria. Esto se debe fundamentalmente a la forma en que estas organizaciones tienen su origen estructural en la forma de determinar los puestos de vacantes que impulsan a una tradicional construcción jerárquica, que en muchos casos originan un ordenamiento que impulsa a la asociación a explotar espacios en las actividades de desarrollo, bienes e incluso efectos sobre el medio ambiente.
Para dar cumplimiento a estos objetivos se dio; entonces, la necesidad de adoptar herramientas y metodologías que impulsan y promueven a las organizaciones. Una de las metodologías para todo proceso de mejora continua debe promover que las condiciones de trabajo se presenten de manera que los retrasos, desperdicios, las pérdidas de operatividad o cualquier fallo se reduzcan paulatinamente, de modo que el aprovechamiento de los recursos esté lo más cercano a lo óptimo posible. Es por ello que se ha trazado como objetivo primordial en este estudio establecer una propuesta de implementación de Lean Manufacturing por medio del uso de herramientas de producción esbelta, soporte ante el mantenimiento preventivo y de confiabilidad de procesos, de modo que se promueva la búsqueda del beneficio mutuo en el aprovechamiento de oportunidades de mejora y optimización de recursos y procesos. Para tal hecho, se hicieron mediciones del sistema actual de la organización versus el propuesto o mejorado, de manera que se facilitara la operación, el manejo de las rutinas de trabajo, el ambiente físico de las instalaciones y se elevara la motivación de todos en la organización. Este tipo de investigación se presenta de manera descriptiva diseñado con base a las herramientas Lean Manufacturing.
13
La propuesta de montaje esbelto, busca formas de mejorar el marco de la creación, intentando prescindir o disminuir todo inconveniente en las empresas que no agregaron valor en el curso de creación, convirtiéndose en una forma útil de pensar que, considerando valorar y controlar el desperdicio o luego despilfarrar, concentrarse en mejorar en los activos de la organización. El desperdicio es todo aquello que no agrega valor al producto desde la perspectiva del cliente, y de igual forma comprende un conjunto de prácticas productivas para alcanzar dicho objetivo.
La adaptación de las herramientas del Lean Manufacturing pretende responder a la necesidad que tiene una empresa del sector metalmecánico para identificar mejores prácticas en la ejecución de los procesos, comprometer a los trabajadores en los procesos de mejora, y que además de la satisfacción del cliente, estas prácticas y compromisos lleven al cumplimiento de los estándares de calidad requeridos. Las empresas muchas veces no consideran factores de influencia interna como son: la limpieza, el orden, el aprovechamiento de los espacios y de los recursos, así como el deterioro de los activos (máquinas, equipos, e instalaciones) y el mantenimiento preventivo por falta de buenas prácticas, llegando en algunos casos a presentarse incrementos en los costos por encima de los previstos para operación y entrega de productos o servicios por no realizar esos análisis.
La influencia del desarrollo erróneo o inadecuado de las actividades en los procesos, afectan al cliente. Para conocer las causas y sub causas y enmarcar el planteamiento de la disminución de producción, por la ausencia de la optimización
14
de procesos, se elaboró el diagrama de Ishikawa, detallando a continuación cada una de las mismas:
Figura 1
Diagrama de Ishikawa
Fuente: Elaboración propia, 2022 Figura 2
Diagrama de Pareto
Errores en el seguimiento
de operatividad
Desorden en la planificación
de tareas
Registros desactualiza
dos
Información irreal o desactualiza
da
FRECUENCIA 23 21 19 18
% DE FRECUENCIA
ACUMULADA 23% 44% 63% 81%
0%
10%
20%
30%
40%
50%
60%
70%
80%
90%
100%
0 6 12 18 24 30 36 42 48 54 60 66
DIAGRAMA DE PARETO
15 Fuente: Elaboración propia, 2022 Tabla 1
Análisis de datos
Fuente: Elaboración propia, 2022
Formulación del problema Problema general
¿Podrá ser implementado un SGC, a través, de la metodología Lean para optimizar los procesos metalmecánicos en Biddle S.A.C. Cajamarca - 2022?
Problemas específicos
¿Logrará la implementación de la organización 5S optimizar los procesos metalmecánicos en Biddle S.A.C. Cajamarca - 2022?
¿Conseguirá la implementación de la mejora continua Kaizen optimizar los procesos metalmecánicos en Biddle S.A.C. Cajamarca - 2022?
¿Podrá la implementación de TPM optimizar los procesos metalmecánicos en Biddle S.A.C. Cajamarca - 2022?
ITEMS RAZONES FRECUENCIA % DE
FRECUENCIA
% DE FRECUENCIA ACUMULADA
1 Errores en el seguimiento de operatividad 23 23% 23%
2 Desorden en la planificación de tareas 21 21% 44%
3 Registros desactualizados 19 19% 63%
4 Información irreal o desactualizada 18 18% 81%
5 Control inadecuado en el mantenimiento de 5 5% 86%
6 Procedimientos no estandarizados 4 4% 90%
7 El manejo inadecuado de los materiales y recursos 3 3% 93%
8 Distribución desordenada de los equipos 3 3% 96%
9 Falta de capacitación al personal operativo 2 2% 98%
10 Máquinas y equipos antiguos 1 1% 99%
11 Horarios extras en las prácticas 1 1% 100%
TOTAL 100 100%
16 Objetivos
Objetivo general
Determinar la influencia de la implementación de un SGC basado en la metodología Lean para la optimización de los procesos metalmecánicos en Biddle S.A.C. Cajamarca - 2022.
Objetivos específicos
Determinar la influencia de la implementación de la organización 5S para la optimización de los procesos metalmecánicos en Biddle S.A.C. Cajamarca - 2022.
Establecer el efecto de la implementación de Kaizen para optimizar los procesos metalmecánicos en Biddle S.A.C. Cajamarca - 2022.
Conocer el impacto de la implementación del TPM para la optimización de los procesos metalmecánicos en Biddle S.A.C. Cajamarca - 2022.
Justificación
Justificación teórica
La presente investigación tiene relevancia teórica porque puede permitir la mejora en la producción de instalación de refuerzos metálicos tipo B en una empresa metal mecánica, utilizando para esto los conocimientos académicos adquiridos en la formación académica, aportando conocimiento y resaltando la importancia del conocimiento aprendido.
17 Justificación práctica
El presente trabajo tiene relevancia práctica, debido a que utilizará la metodología Lean y herramientas conjuntas para demostrar cómo puede mejorar los procesos y obtener un buen producto, para brindar una satisfacción al cliente final, en el área de producción de una empresa metal mecánica, de modo que generará beneficios económicos a la empresa estudiada.
Justificación metodológica
Al utilizar la metodología Lean y las herramientas a emplear, el presente trabajo tiene relevancia, ya que demuestra y aporta conocimiento sobre la aplicación de esta metodología a una empresa metal mecánica para que de forma práctica y con conocimiento teórico pueda generar beneficios a otras empresas y permita aportar conocimiento sobre la metodología Lean.
CAPÍTULO I MARCO TEÓRICO
1.1. Antecedentes o marco referencial
1.1.1. Antecedentes Internacionales
Acosta et al. (2022) realizan la investigación “Aplicación de la metodología Lean Six Sigma en el área de metalmecánica de la producción de refrigeradores comerciales en la organización Friomix del Cauca”, como una propuesta para reducir los defectos producidos durante la manufactura de estos equipos refrigerantes. A través de este estudio se busca desarrollar un anteproyecto basado en Lean Six Sigma para solucionar los problemas operativos de esta área y optimizar los costos. La metodología de este trabajo, es descriptivo y analítica. Su resumen se presenta al implementar la metodología Six Sigma, ya que comprueban que se podría disminuir los defectos mecánicos por ralladuras en un 45%. En conclusión, se logró generar una propuesta viable de mejora continua en el sector de metalmecánica, ya que no solo se disminuyó las ralladuras, sino que también se incrementó la productividad en 12 unidades. Finalmente, este antecedente se relaciona con el trabajo de investigación que se desarrollará, ya que aplica la metodología Lean Six Sigma enfocado al área de metal mecánica.
Carrillo et al. (2022) realizan el estudio titulado Metodología DMAIC de Lean Seis Sigma: Una revisión en el contexto del ruido industrial – sector metalmecánico.
Mediante esta investigación, se pretende analizar la metodología Lean Seis Sigma y sus etapas DMAIC con la finalidad de disminuir la incertidumbre operacional y bajar la contaminación acústica industrial. Como resultado, se tiene que después de adoptar las recomendaciones impuestas por la metodología Lean Seis Sigma, los niveles de ruido se reducen de manera significativa. Por último, se concluye que es necesario que las empresas implementen sistemas o metodologías como el Lean Seis Sigma para la salud ocupacional auditiva con la finalidad de prevenir o
20
controlar la contaminación acústica producida por los equipos utilizados en los sectores metal mecánicos.
Varela et al. (2020), en su trabajo de investigación, “Propuesta de mejoramiento del proceso productivo de rodillo pelador de mollejas en la empresa Mantenimiento & Mecanizados Javier Peña”, mediante la filosofía Lean Manufacturing, para generar propuestas de implementación de las herramientas que fueron necesarias para la investigación. También, la evaluación de sensores, servomotores, para aumentar la productividad; estas alternativas se compararon con los costos asociados y la mejoría en los tiempos de producción. Además, se decidió brindar una metodología de implementación y desarrollo con la intención de aumentar el índice de mejoría. Se realizó la identificación de los antecedentes del problema, descripción y formulación del problema, justificación, diagnóstico de cada una de las herramientas y alternativas, y también se realizó un diagnóstico del sector de interés, y por parte de los clientes, adicionalmente se brindó propuestas por cada una de las alternativas, se realizó la evaluación y selección de la alternativa, y se brindó la metodología de implementación.
Moreno (2020) desarrolla el proyecto de investigación titulado Beneficios de utilizar metodología Lean Six Sigma para una PYME metalmecánica en su gestión de operaciones. En el cual evalúa la posibilidad en una empresa manufacturera optimizar los recursos con la metodología Lean Six Sigma en con pocos trabajadores. La metodología que se usó es de carácter cualitativa y descriptiva.
Asimismo, como resultados se obtuvo que los operadores de esta pequeña industria no conocen la metodología Lean Six Sigma ni mucho menos, como se podría implementar en la mejora continua. Finalmente, se concluye que esta
21
empresa presentaba un nivel muy bajo en el manejo de recursos para optimizar procesos, por ende, se propuso capacitar, crear y difundir planes estratégicos que permitan el desarrollo de Lean Six Sigma.
Muñoz (2017) “Implementación de herramientas de Lean Manufacturing en el área de Control de Calidad de la empresa Maderas Arauco”, el fin fue la implementación de la herramienta Lean Manufacturing, al proponer una mejora en el control de calidad. Asimismo, el autor, reutilizo los desperdicios de madera, a través, de líneas de control con el propósito de mejora, por lo cual aplico la herramienta 5S, utilizando tablets, para la digitalización de la información en el momento de la inspección, así como, el manejo visual de un manual de control, y por último para un mejor control del área, la definición de los KPIS, sus resultados se expresan en el aumento de un 95% de eficiencia.
1.1.2. Antecedentes Nacionales
Canahua (2021) realiza el artículo titulado Implementación de la metodología TPM- Lean Manufacturing para mejorar la eficiencia general de los equipos (OEE) en la producción de repuestos en una empresa metalmecánica. El cual se centró en probar la factibilidad de implementación de la metodología TPM – Lean Manufacturing en PYMES orientadas al rubro metalmecánico como respuesta al incremento de la demanda y a su vez, la falta de eficiencia por parte de estos talleres. La metodología empleada es del tipo pre experimental, ya que se busca realizar una evaluación previa y posterior a la implementación del mejoramiento.
Asimismo, el enfoque desarrollado fue de carácter cuantitativo para evaluar los resultados mediante análisis estadísticos. Los resultados obtenidos muestran mejora en el cumplimiento de los MP y MA, por otro lado, se logró mejorar los
22
factores de calidad, rendimiento y disponibilidad hasta 94.64%, 93.34% y 96.88%
respectivamente. Finalmente, se concluye que la implementación de la metodología TPM – Lean Manufacturing contribuye a reconocer la condición actual de la empresa metalmecánica con la finalidad de presentar componentes que mejoren en el proceso de fabricación u operación.
Jiménez (2021) hizo el proyecto de tesis titulado Aplicación de la metodología Lean Six Sigma para el desarrollo de un plan de mejora para la gestión de proceso en una PYME del sector metalmecánica. A través del cual se buscó desarrollar una estrategia de mejora en la administración del lote de producción de una PYME dedicada a la metalmecánica. La metodología empleada es de carácter pre experimental y con enfoque cuantitativo. Entre los resultados obtenidos post implementación destaca el incremento en la eficiencia del proceso (+14.3%), el índice de calidad (+10.94%) y la disponibilidad de equipos (+5.89%). Para finalizar, se logró desarrollar correctamente la implementación de estrategias de mejora con la metodología Lean Six Sigma, ya que se pudo elaborar piñones con mejor acabado superficial y mejor calidad de maquinado.
El autor, Arroyo (2018) en su trabajo de investigación llamado,
“Implementación de Lean Manufacturing para mejorar el sistema de producción en una empresa de metalmecánica”, estableció un modelo de manejo del sistema de producción, mediante la implementación del Lean Manufacturing. El trabajo de investigación genero una reducción en el tiempo durante la perfilacion del 47%, disminuyendo el tiempo de proceso durante el chorreo abrasivo del 59%
aproximadamente, y por último, a través de los métodos de Lean Manufacturing con las operaciones de estandarización obtuvo un 17% de la fabricación, por lo que,
23
el ahorro mensual fue de 133.75 S/363, para la implementación, demostrando la hipótesis principal de la investigación.
Benites (2018), publicó su trabajo de investigación, “Uso de herramientas Lean Manufacturing para mejorar la productividad en la industria metalmecánica peruana”, esta revisión sistemática, tuvo como objeto, descubrir a través de esta metodología, las aplicaciones en la industria metalmecánica. La metodología empleada fue no experimental, con un enfoque cuantitativo. Los resultados obtenidos mostraron que las herramientas más empleadas para la base de datos analizada en esta tesis fueron 5S con 32.4% y 22 menciones y SMED con 13.2% y 9 menciones. Por último, se logró identificar las técnicas más empleadas de Lean Manufacturing, las cuales fueron 5S, SMED, TPM, Six Sigma y VSM. Por otro lado, las herramientas mejor valoradas fueron la 5S y TPM.
El autor, Bances (2017), desarrolló la investigación titulada, “Implementación de Lean Manufacturing para mejorar la productividad en el taller metalmecánica Wuensay aceros S.A., Puente Piedra, 2017”, determinó de qué forma la metodología logra optimizar la industria metalmecánica Wuensay. A través de esta investigación, se presenta un anteproyecto de reestructuración de esta industria con la finalidad de perfeccionar la situación actual del taller. La metodología que fue usada es de carácter pre experimental cuantitativo y aplicativo. Este diseño experimental permitió analizar qué cambios o mejoras hubieron luego de implementar TPM. Como resultados se tiene que la productividad se incrementó en 24%, lo cual permite cumplir con la demanda y la calidad solicitada por los clientes.
Como punto final, se concluye que la implementación de esta metodología ayuda a
24
mejorar la producción en Wensay Aceros S.A. incrementando la eficiencia y la eficacia en 6.9 y 15% respectivamente.
1.2. Bases teóricas y conceptuales
1.2.1. Calidad
El promover en la organización, el desempeño del comportamiento y actitud, de sus colaboradores hacia los clientes, de la mano con los procesos y actividades de la organización, es pilar para crear la cultura y el valor de la Calidad del servicio y los productos. Es lograr, satisfacer a los clientes percibiendo su valor y beneficio.
(Organización Internacional de Normalización , 2015).
1.2.2. Sistemas de gestión de la calidad (SGC)
Un SGC comprende actividades mediante las que la organización identifica sus objetivos y determina los procesos y recursos requeridos para lograr los resultados deseados. El SGC gestiona los procesos que interactúan y los recursos que se requieren para proporcionar valor y lograr los resultados para las partes interesadas pertinentes. El SGC posibilita a la alta dirección optimizar el uso de los recursos considerando las consecuencias de sus decisiones a largo y corto plazo.
Un SGC proporciona los medios para identificar las acciones para abordar las consecuencias previstas y no previstas en la provisión de productos y servicios.
(Organización Internacional de Normalización , 2015) 1.2.3. Gestión por procesos
25
Aplicar la gestión por procesos permite incrementar el valor agregado la organización, ya que reconoce, comprender y eleva el nivel de satisfacción de los usuarios o clientes.
Según Pérez (2012) el objetivo de una organización, es mantener una imagen en la que sea reconocida por la calidad de sus productos y por ser percibidos como un sistema que favorece al crecimiento de la satisfacción del cliente. Esto debido a que su gestión de procesos buscará mitigar, minimizar o anular todos los procesos innecesarios que desfavorecen la eficiencia de la organización, ya sea por sus actividades, consumo inadecuado de recursos, entre otros.
Por otro lado, Bravo (2015) indica que debe ser vista como una disciplina la gestión por procesos en una organización, porque orienta a la empresa a ser organizado incrementando sus niveles de productividad en favor de mejorar la confianza de sus clientes. La gestión de procesos identifica, personifica, diseña, formaliza, monitorea y mejora la productividad de la empresa por parte de sus colaboradores, disminuyendo los procesos ineficientes que siempre se aplican en una organización.
Según Pullido (2014) la gestión por procesos conlleva:
A mantener una estructura de procedimientos coherentes que mejoren la productividad de la organización.
A mantener indicadores que evalúen los procesos internos, que miden el rendimiento interno y procesos externos que evalúan la percepción de los clientes hacia el servicio o producto que ofrece la empresa.
26
A designar personal que supervise y mejore el cumplimiento de la gestión de procesos desde los requisitos hasta los objetivos de los procesos asignados, como lo son: costes, calidad, productividad, seguridad, medio ambiente, moral y salud laboral.
1.2.4. Metodología Lean
Son procesos de selección y eliminación de actividades que no presentan valor agregado en procesos, pero que si generan coso y trabajo; también reconocidos como despilfarro o excesos; este proceso es denominado Manufactura esbelta, ágil, sistema de producción Toyota o Metodología Lean (Socconini, 2014).
La metodología Lean Manufacturing es un sistema originalmente japonés que fue aplicado a la industria manufacturera de Toyota. La finalidad de la metodología Lean se basa en la optimización de despilfarros. Los desperdicios o despilfarros son completamente innecesarias, por ejemplo, exceso de almacenamiento, sobreproducción, movimientos innecesarios de mercadería, etc.
(Escuela de Organización Industrial, 2013)
Con lo anterior mencionado, la metodología Lean tiene como principal objetivo una cultura de excelencia en la fabricación, para lo cual se busca:
Diseñar un modelo, sistema o metodología antes de fabricar los productos.
Optimizar los tiempos de activación de los equipos para iniciar con la producción.
Organizar los recursos, equipos y personal en una planta de tal modo que la supervisión, el inventario y los movimientos del personal y recursos sean los más simples posibles.
27
Incrementar la rentabilidad de los equipos a usar con la finalidad de evitar compras innecesarias.
Automatizar procesos para evitar errores de producción.
1.2.4.1. Herramientas del Lean Manufacturing
El objetivo de estas herramientas, es gestionar el control de calidad debidamente, a través, de una mejora continua, el aprovechamiento de residuos, así como, todos los recursos destinados en la cadena de valor.
(Hernandez & Vizán, 2013).
1.2.5. Organización 5S
Esta disciplina, mediante la estandarización de procedimientos, logran optimizar la productividad. La misma se compone de 5 etapas, que se relacionan, para mantener mejoras continuas y beneficios en la empresa. (Socconini, 2014).
Según los autores, Hernández y Vizán (2013), esta herramienta, es facil de aplicar y comprender, aunque en algunas empresas, no se han recibido las mejoras esperadas por la falta de conocimiento y seguimiento al ser implementada.
Objetivos de mejora de la Herramienta 5S:
Falta de organización.
Espacios de tiempo muerto entre los empleados y sus actividades.
Falta de atención de los colaboradores.
Disminución de los espacios.
28
Los principios de las 5’S se componen en cinco fases:
Figura 3
Etapas de las 5’S
Fuente: Hernández y Vizán (2013)
De acuerdo con Rajadell & Sánchez (2010) la organización 5S es un proceso que consiste en la implementación secuencial de cinco pasos. Para ejecutar estas tareas se requieren asignar recursos, adaptar una cultura de orden, limpieza y organización y supervisar el comportamiento de los trabajadores antes y después de implementar las 5S. Cada S representa una actividad que se debe realizar para lograr optimizar el proceso de una industría, entonces:
Clasificar (Seiri): selección y eliminación, del lugar de trabajo objetos innecesarios, que no tengan vínculo alguno con las actividades a realizar (Hernandez & Vizán, 2013).
Ordenar (Seiton): organización de las herramientas diarias, es conseguir un sitio especifico, con el objeto de localizar los mismos cuando se necesiten.
(Hernandez & Vizán, 2013).
29
Limpiar (Seiso): Limpieza e inspección del área, para identificar inconformidades y corregirlas. (Hernández y Vizán, 2013)
Estandarizar (Seiketsu): Estandarización de las actividades, garantizando que las mejoras se mantengan. Según Hernández y Vizán (2013)
Disciplina (Shitsuke): Seguimiento de los procedimientos anteriormente cumplidos, para crear conciencia y utilización en las tareas diarias. “(Hernandez &
Vizán, 2013).
1.2.6. Mejora continua Kaizen
Kaizen quiere decir cambio para mejorar. En ese sentido, el concepto de mejora continua Kaizen se basa en una cultura de cambio para garantizar la mejora en las prácticas realizadas por los trabajadores. Según estudios realizados anteriormente, aplicar esta metodología suele ser complicada porque se requiere cambiar la forma de pensar en los colaboradores y sobre todo se requiere disciplina para conservar estos cambios logrados. Sin embargo, la evolución de la metodología Kaizen tiene un crecimiento que tiende la estabilidad, es decir, a medida que se realiza la mejora continua llegará un momento en el cual las acciones que se realicen ya no generen cambios significativos. Entonces, se procede a invertir en nuevos equipos, automatización de operaciones o cambios de tecnologías (EOI, 2013).
1.2.7. Mejora Continua Metodología Kaizen.
La misma engloba, costos, actualizaciones de calidad, entregas de bienes y servicios a tiempo, involucrando a los proveedores en el crecimiento de la
30
organización. Esta filosofía japonesa, es utilizada en las corporaciones Toyota y Sanyo, obteniendo altos índices de producción en todas sus áreas. AT&T, etcétera (Duque, 2017).
En principio, es importante el control de los procesos en el rubro de manufacturera, para aumentar la producción y logística de sus actividades.
(Gutiérrez, 2014),
1.2.7.1. Características Kaizen.
Esta herramienta, se caracteriza por:
Realizar mejoras progresivas.
Perfeccionarse en la realización de diseños únicos.
Unificación de los departamentos.
Su proceso, se origina en la implementación de procedimientos como los diagramas de análisis: AMEF, Pareto, Ishikawa, entre otros que permiten mecanismos estadísticos y gráficos a lo largo de un periodo, con el fin del monitoreo para lograr la toma de decisiones que se enfocan en dar solución a los problemas encontrados. (Duque, 2017).
1.2.7.2. Importancia de Kaizen.
Su estrategia principal, es mantener la mejora continua de un conjunto de programas, utilizando materia prima para el crecimiento de la productividad.
Estas buenas prácticas, aumentan la estandarización y los rendimientos de la gestión a usar, desplegando las etapas en capacitación para sus empleados. Todo esto, permite que los colaboradores, se sientan
31
involucrados en la organización, manteniendo las actividades de operación a través de tareas que se realizan de forma eficiente. (Gutiérrez, 2014).
1.2.7.3. Metodología del procedimiento Kaizen.
Según Gutiérrez (2014), esta filosofía, mejora la planificación del tiempo, estabilizando los procesos y manteniendo la competitividad productiva. Gracias a Socconini (2014), el ciclo de los procesos de mejora de Kaizen, ayudan al control de calidad.
A continuación, autores que, con sus aportes de investigación, refieren el manejo de mejoras continuas:
1. Planificación: Gutiérrez (2014), Es mejorar los procedimientos de los proyectos, en disposición del saber qué hacer, se compone de:
Objetivos del proyecto Métricas de éxito
Entregables o resultado final del proyecto Participantes del proyecto
Cronograma del proyecto
Todos los riesgos o restricciones del proyecto que sean relevantes 2. Hacer: Según Gutiérrez (2014), Una vez que se identifica el plan de investigación, se procede a ponerlo a prueba adaptándolo a cambios graduales.
32
3. Verificar: Según Gutiérrez (2014), se compone en realizar pruebas, acorde a planes prescritos de funcionamiento dentro de la organización.
Asimismo, se identifican las mejoras realizadas para dar respuesta a incidencias pequeñas antes de que se vuelvan complejas.
4. Actuar: Según Gutiérrez (2014), por último, es necesario, crear un ciclo de revisión, donde se puedan proyectar las mejoras de los procesos.
1.2.8. TPM.
De acuerdo con Cuatrecasas (2012) es el mantenimiento productivo total, llevado a cabo por los trabajadores de una empresa por medio de las actividades de procesos. Por otros expertos lo definen como, un mantenimiento productivo que implica una colaboración total de los involucrados. También conocido como: TQM, Mantenimiento Total de la Calidad, Sin embargo, para Nakajima, las dos denominaciones están basados en la intervención de los trabajadores y toda la empresa.
Para Torrell y Cuatrecasas (2010) el objetivo del TPM es la participación de los operarios u choferes de las maquinarias y equipos de procesos, los cuales estén involucrados y tengan noción de los mantenimientos y reparaciones, con el fin de aportar a la empresa a través del conocimiento para las rápidas reparaciones, con el propósito de no desperdiciar tiempo en la producción.
Pilares del TPM.
33
Gomez (2019) señala que son actividades de soporte, cuyo propósito es tener designar un sistema de producción ordenado, se ejecutan por medio de una metodología poderosa y eficaz.
Mejoras enfocadas: la misma, reconoce las necesidades y encontrar la solución pertinente para resolverlas. Previniendo perdidas de recursos.
Mantenimiento autónomo: Se encarga, de capacitar a los operadores con respecto a la forma de realizar los mantenimientos en sus áreas, ya que su objetivo es que puedan dominar los equipos para una mejor productividad. (Gómez, 2019).
Mantenimiento planificado: se identifica, con la planificación, de los mantenimientos de producción, para evitar posibles incidencias a través de un TPM, planificado de forma anual, quincenal o trimestral, con el fin de mejorar, diagnosticar y dar solución pronta. (Gómez, 2019).
Mantenimiento cualitativo: son fallas en la producción, debido al deterioro de productos, que no se encuentran en los perfiles de calidad, y se relaciona directamente con las fallas operativas de las maquinas, por falta de mantenimiento preventivo. (Gómez, 2019).
Control previo: es la garantía de la confianza en los equipos, de forma planificada antes de que surja algún daño. Esta gestión de control, asegura que el personal se encuentre capacitado con respecto a cualquier falla en los equipos.
(Gómez, 2019).
Formación: se compone de capacitaciones periódicas, donde los empleados y colaboradores podrán ser garantes del desempeño de sus funciones, con el fin de mejorar la productividad de la empresa. (Gómez, 2019).
34
Seguridad y medio ambiente: se corresponde a el manejo, de la seguridad laboral, evitando todo tipo de accidente, con el objeto de minimizar las acciones que podrían dañar el entorno. (Gómez, 2019).
1.2.9. Value stream mapping
Constituye un conjunto de elementos gráficos que sirven para analizar los procesos que se llevan a cabo en cualquier industria. Por otro lado, también brindan información acerca del flujo de calo y de información de proceso. Esta información se representa en un mapa visual con símbolos simple y de conocimiento general, fácil de interpretar con la finalidad de que los operadores comprendan y ejecuten las acciones necesarias (EOI, 2013).
1.3. Definiciones de términos básicos
Eficiencia: uso racional de los recursos, logrando resultados específicos. Es establecer actividades, a cumplir en tiempos mínimos y de calidad.
(Fontalvo, 2017).
Eficacia: este indicador revela, si la organización tiene la capacidad de proponer y alcanzar sus objetivos, comparando los aspectos externos e internos con la competencia. (Fontalvo, 2017)
Productividad: Según Carro y Gonzáles (2012), la productividad implica la mejora del proceso productivo. La mejora significa una comparación favorable entre la cantidad de recursos utilizados y la cantidad de bienes y servicios producidos. Por lo tanto, la productividad es un índice que
35
relaciona lo producido por un sistema (salidas o producto) y los recursos utilizados para generarlo (entradas o insumos).
Hoja de control: son formularios destinados a registrar la información sobre
parámetros o características que se quieren controlar. Por ejemplo, los valores que va tomando un parámetro de un producto, el tiempo de
realización de una operación, etc. también es conocido como Check Lists.
(Asturias Corporación Universitaria, 2022)
Diagrama de Pareto: También conocido como “Gráfico 80-20”, es un gráfico de barras verticales, de los factores sujetos a estudio, ordenados decrecientemente desde el más importante (barra más alta). En definitiva, se trata de un histograma con los datos ordenados por su frecuencia de mayor a menor. Se elabora recogiendo datos del número de diferentes tipos de no conformidades, reclamaciones, o pérdidas, junto con sus frecuencias de aparición. (Asturias Corporación Universitaria, 2022)
Diagrama de Causa y Efecto: Esta herramienta facilita la identificación de los factores o causas de una característica de calidad (efecto). Para ordenar el análisis, las posibles causas se clasifican en diferentes grupos o categorías. Las categorías a considerar vienen condicionadas por el tipo de efecto a analizar. Entre las más usadas están las 4M (Mano de Obra, Materia prima, Máquinas, Metodología) y las 5M (añade Medio ambiente).
(Asturias Corporación Universitaria, 2022)
Estratificación: se define como se clasifica según estratos los grupos de trabajo, identificando las bases de uso para las herramientas de la
36
producción. Esto dependerá de la utilidad que se le brinde a las herramientas en cada área. (Asturias Corporación Universitaria, 2022)
1.4. Hipótesis de investigación
1.4.1. Hipótesis general
Hl: La implementación de un SGC basado en la metodología Lean podrá optimizar los procesos metalmecánicos en Biddle S.A.C. Cajamarca – 2022.
H0: La implementación de un SGC basado en la metodología Lean no podrá optimizar los procesos metalmecánicos en Biddle S.A.C. Cajamarca – 2022
1.4.2. Hipótesis específicas
La implementación de la organización 5S logrará optimizar los procesos metalmecánicos en Biddle S.A.C. Cajamarca – 2022.
La implementación de la mejora continua Kaizen conseguirá optimizar los procesos metalmecánicos en Biddle S.A.C. Cajamarca – 2022.
La implementación del TPM podrá optimizar los procesos metalmecánicos en Biddle S.A.C. Cajamarca – 2022
1.5. Operacionalización de las variables
Variable Nombre de la variable
Concepto Dimensión Indicadores
Indepen diente Impleme ntación de un
Metodología para eliminar desperdicios
Organización 5S.
Mejora continua
Porcentaje de disposición
37 SGC
basado en la metodolo gía Lean
Kaizen.
TPM
Tiempo total – tiempo de fallas
Numero de fallas X100%
% de cumplimiento del
PP
Total, programación X100%
Total, de producción Porcentaje de
Capacitación Total programado X100%
Total producido
Dependiente
Optimiza ción de
los procesos
Conjunto de elementos interrelacionad os que
contribuyen a elaboración del producto final
Eficiencia Eficacia
Eficacia
Tiempo real de producción X100%
Tiempo total de producción
Eficiencia
Producción esperada X100%
producción real
CAPITULO II DISEÑO METODOLÓGICO
2.1. Tipo y nivel de investigación
La presente investigación fue de tipo descriptiva porque caracteriza a las variables y también es de tipo explicativa. Ya que, en este estudio se observó el comportamiento de la variable metodología Lean para una optimización de procesos del área de producción de instalación de refuerzo metálico tipo B para una empresa metalmecánicos en Biddle S.A.C. Cajamarca – 2022.
2.2. Métodos de investigación
Para el presente trabajo se optó por utilizar el método de investigación de la recopilación documentaria, utilizando reportes documentarios, investigaciones previas relacionadas con el tema e informes de la empresa estudiada, además de esto se empleó la observación directa por medio del uso de una ficha de observación para que el investigador reporte su punto de vista sobre los problemas de la empresa.
2.3. Diseño de la investigación
El diseño de investigación empleado fue el no experimental, debido a que se procederá a observar el comportamiento de las variables sin la intención de manipularlas, es decir que se va a observar el efecto que tiene las variables dependiente e independiente sin manipularlas como indica (Hernandez Sampieri, Fernandez, & Baptista, 2014).
2.4. Población y muestra
40 2.4.1. Población
Conjunto de características similares, para la investigación Hernandez Sampieri, Fernandez, & Baptista, (2014) tomando como referente, a la población que constituye el proceso de producción de metalmecánicas, empresa de metal mecánica durante el año 2022.
2.4.2. Muestra
La muestra para es un sub conjunto del universo que se toma como población (Hernandez Sampieri, Fernandez, & Baptista, 2014) pudiendo ser esta de tipo probabilístico o no probabilístico, para el presente trabajo la muestra es de tipo no probabilístico, por criterio ya que se analizara el proceso de producción de instalación de refuerzos metálicos tipo “B” (ASME PCC-2 -2018 Repair of pressure equipment and piping), proceso del cual cuanta con una mayor producción en la empresa y registro con apoyo del personal conformado por:
Tabla 2 Personal en producción de instalación metálico tipo B Personal en producción de instalación metálico tipo B
ÁREA PROCESO PUESTO CANTIDAD PORCENTAJE
PRODUCCIÓN DE INSTALACIÓN
DE REFUERXO METALICO
TIPO B
ESTRATEGIC O
GERENTE DE PROYECTO
1 5 %
JEFE DE OFICINA TECNICA
1 5 %
OPERATIVO
RESIDENTE 1 10 %
SUPERVISOR DE CALIDAD
1 10 %
SUPERVISOR DE SEGURIDAD
1 5 %
41
CAPATAZ 1 5 %
SOLDADORES 2 10%
OFICIALES 4 20%
AYUDANTES GENERALES
2 10%
SOPORTE
PERSONAL DE MANTENIMIENTO
4 20 %
TOTAL GENERAL 18 100 %
Fuente: Elaboración propia (2022)
2.4.3. Técnica de muestreo
La técnica es no probabilística, referente y aceptación a criterio, los cuales son los siguientes:
Mayor producción del proceso de producción de metalmecánicas.
Mayor alcance.
Mayor costo de insumos
Mayor ganancia
2.5. Técnicas e instrumentos de recopilación de datos
Según Hernández et al., (2014), define que, para emplear las técnicas de observación, se debe contar con una medida correcta, con el fin de reconocer los datos que representan las variables observadas.
Para la generación de las propuestas, se observó el proceso de producción de la instalación de refuerzo metálico tipo B, a través, de la presentación de los datos, recopilados de los diagramas de Pareto e Ishikawa,
42
que permitirán asignar propuestas de mejora utilizando las herramientas de Lean Manufacturing (5S, Kaizen y TPM).
A continuación, los instrumentos a utilizar:
- Reportes de producción.
- Información del mantenimiento.
- Guía de in situ de los procesos de producción
2.6. Técnica de procesamiento de datos
Las técnicas de procesamiento de datos que se emplearon para el presente investigación son:
En esta etapa se empleará el software Microsoft Excel, con el cual se procede a elaborar los reportes, estadísticas, indicadores, análisis, gráficas de control, diagrama de Pareto, diagrama de causa/efecto, etc.
CAPÍTULO III ANÁLISIS Y DISCUSIÓN DE
RESULTADOS
44
Para iniciar la implementación se comenzó con el compromiso de la alta gerencia y responsables de proceso; e involucren a los colaborares del proceso, mediante una difusión para lograr y obtener un colaborar debidamente adecuado para asumir la responsabilidad y definir las metas propuestas.
3.1. Implementación SGC
Para contrarrestar la hipótesis general, la cual establece que la implementación de un SGC basado en la metodología Lean optimiza los procesos metalmecánicos en Biddle S.A.C. Cajamarca – 2022. Se empleó una programación secuencial designada, en 3 meses ya que el tiempo de estudio fue 6 meses en un reporte de pre estudio de octubre a diciembre del 2021 y un post estudio de enero a marzo del 2022. Durante el pre estudio se recabo información, paralelamente se capacito e involucro al equipo de trabajo para la implementar un SGC basado en la metodología Lean, bajo el empleo de las herramientas siguientes:
3.1.1. Sistemática 5S
Esta metodología, se implementó en sus primeras tres etapas, logrando obtener espacios limpios, despejados y señalizados, en el área de producción de la instalación de refuerzo metálico tipo B. Bajo la determinación de obtener más espacio para que el personal se encuentre un mayor desenvolvimiento, seguido clasifico los desechos, y se empleó de forma adecuada las herramientas de limpieza.
45 Fuente: Elaboración propia
Esta implementación, cumple con los criterios de clasificación, limpieza, orden, disciplina y estandarización; obteniendo la comprobación de los resultados en la figura 4. Los resultados afirman que la hipótesis especifica uno es correcta, por lo que se debe realizar siempre la implementación de la organización 5S en la empresa Biddle S.A.C. Cajamarca para optimizar los procesos metalmecánicos, generándose la evidencia de las mejoras en cada etapa en estudio, que el personal en producción puede verificar mediante las hojas de evaluación 5’S Anexo 3.
3.1.2. Metodología Kaizen
Tras la intervención de la metodología 5 S se aprovechó para unificar las Figura 4 Radar de evaluación de las 5’S
Evaluación de las 5’S por medio del Radar
46
fortalezas de los equipos integrantes para el desarrollo de la Implementación de un SGC basado en la metodología Lean, bajo el conjunto de fortalezas para cada colaborar del equipo tras su función en la experiencia expuesta.
Se presenta el VSM de la empresa Biddle S.A.C. de su producción de instalación de refuerzo metálico tipo B, ver anexo 4 para identificar los tiempos muertos que no agregan valor, la producción de instalación de refuerzo metálico tipo B consta de un tiempo promedio de es de 8 horas. La propuesta logro reducir los tiempos bajo las herramientas en estudio como la metodología 5S en la instalación de refuerzo metálico tipo B. Anexo 5.
Los objetivos a implementar son los siguientes:
- Ejecutar cada actividad de trabajo con mejores condiciones.
- Disminuir los traslados.
- Prolongar en las herramientas la rentabilidad.
- Capacitar con el manejo de las herramientas al personal encargado, de esta manera, los colaboradores estarán involucrados al saber la importancia que beneficiará a la empresa y contribuirá al personal con bonos de incentivación.
Los resultados afirman que la hipótesis especifica dos es correcta, por lo que se debe aplicar la mejora, con el objetivo de conseguir la optimización constante de los procesos metalmecánicos en la empresa Biddle S.A.C. Cajamarca – 2022;
manteniendo siempre capacitado al personal para realizar los procesos de implementación de manera correcta y en menos tiempo.
47
3.1.3. Mantenimiento Productivo Total TPM
Se estableció una cultura de prevención en los involucrados, verificando en las actividades de manteamiento preventivo, en producción de instalación de refuerzo metálico tipo B de la empresa Biddle S.A.C. A continuación, la siguiente figura muestra el porcentaje de cumplimiento del Plan de prevención desarrollado.
Figura 5 % Cumplimiento Plan de Preventivo 2022.
% Cumplimiento Plan de Preventivo 2022.
Este plan correctivo, permitió que su proceso de producción en planta y los precios disminuyeran, ya que no hubo parada en sus equipos. Esto se pudo observar en la figura anterior desde el mes de enero obtuvo un mayor porcentaje de cumplimiento de actividades de prevención. Al ser tomada, la propuesta de herramienta, el tiempo de las actividades de prevención fueron mejoradas. Dicha gestión permitió clasificar el, mantenimiento requerido, cuáles serían los equipos y sus fallas.
Los resultados afirman que la hipótesis especifica tres es correcta, por lo que la implementación del TPM si optimiza los procesos metalmecánicos en la empresa
48
Biddle S.A.C. Cajamarca – 2022; generando que los procesos de producción no se detengan en la planta y que los costos de los procesos disminuyan.
El análisis de las variables independiente y dependiente ayudarán a enfatizar el logro determinado a base de lo mencionado en la hipótesis general.
Variable Independiente
Se detalló la variable independiente basada en la Implementación de un SGC basado en la metodología Lean, bajo las herramientas de 5S, Kaizen y TPM en la organización Biddle S.A.C. de Cajamarca, donde se aplicó la dimensión del índice de disponibilidad de las máquinas, porcentaje del cumplimiento del plan de producción e índice de capacitación. Que se evaluó a través de indicadores, que se aplicó la diferencia del antes y después de la propuesta entre meses dispuestos.
Porcentaje de disposición de las maquinarias
El tiempo disponible, menos el tiempo de fallas, sobre el número de fallas, representa el porcentaje de la disponibilidad de las maquinas, la misma, presentaba un porcentaje promedio de 73% en promedio antes de la propuesta y no contaba con una meta de octubre a diciembre del 2021, pero, después de la propuesta de enero a marzo de 2022, se observó una mejora progresiva en su porcentaje y una meta asignada de 90 %, que será actualizada según la necesidad del indicador para rendir ante una mejora progresiva (Ver tabla 3 y figura 6).
49 Tabla 3
Porcentaje de Disposición de las maquinarias
CONCEPTO Antes de propuesta 2021 Después de propuesta 2022
OCTUBRE NOVIEMBRE DICIEMBRE ENERO FEBRERO MARZO Tiempo
disponible (Hrs) 15 12 13 8 7 7
Tiempo de fallas
(Hrs) 7 5 5.5 2.6 1.9 2.3
Numero de fallas 12 10 9 6 5 5
DISPONIBILIDAD 67% 70% 83% 90% 102% 94%
META 90% 90% 90%
% de cumplimiento del plan de producción
Verifica el porcentaje del total programado sobre el total producido, el cumplimiento del plan de producción presentó un porcentaje promedio de 90% en promedio antes de la propuesta y no contaba con una meta de octubre a diciembre del 2021, pero, después de la propuesta de enero a marzo de 2022, se observó
67% 70%
83% 90%
102%
1 94%
90%
90% 90%
0%
20%
40%
60%
80%
100%
120%
OCTUBRE NOVIEMBRE DICIEMBRE ENERO FEBRERO MARZO
Antes de propuesta 2021 Despues de propuesta 2022 MESES
DISPONIBILIDAD
Figura 6 Índice de disponibilidad de las maquinas
50
una mejora progresiva en su porcentaje y una meta asignada de 100%, que será actualizada según la necesidad del indicador para rendir ante una mejora progresiva (Ver tabla 4 y figura 7).
Tabla 4
Desempeño en porcentaje del P.P
CONCEPTO Antes de propuesta 2021 Después de propuesta 2022
OCTUBRE NOVIEMBRE DICIEMBRE ENERO FEBRERO MARZO
Total programado (m) 100 100 100 100 100 100
Total producido (m) 93 87 90 107 110 115
% cumplimiento del plan de producción
93% 87% 90% 107% 110% 115%
META 100% 100% 100%
Índice de Capacitación
Determina el porcentaje del total programado sobre el total producido, el índice de capacitación presentó un porcentaje promedio de 83% en promedio antes de la propuesta y no contaba con una meta de octubre a diciembre del 2021, pero, Figura 7 % cumplimiento del plan de producción
% cumplimiento del plan de producción
93% 87% 90%
107% 110% 115%
1
100%
100% 100%
0%
20%
40%
60%
80%
100%
120%
140%
OCTUBRE NOVIEMBRE DICIEMBRE ENERO FEBRERO MARZO Antes de propuesta 2021 Despues de propuesta 2022
MESES
% cumplimiento del plan de producción
51
después de la propuesta de enero a marzo de 2022, se observó una mejora progresiva en su porcentaje y una meta asignada de 90 %, que será actualizada según la necesidad del indicador para rendir ante una mejora progresiva (Ver tabla 5 y figura 8).
Tabla 5
Medición del porcentaje de capacitación
CONCEPTO Antes de propuesta 2021 Después de propuesta 2022
OCTUBRE NOVIEMBRE DICIEMBRE ENERO FEBRERO MARZO
Total programado 10 10 10 6 6 6
Total producido 8 9 8 5 6 6
Índice de Capacitación
80% 90% 80% 83% 100% 100%
META 90% 90% 90%
VD:
Se detalló la variable dependiente, mediante la optimización del proceso que desarrolla dimensiones generadas por la eficacia y eficiencia por medio de la Implementación de un SGC basado en la metodología Lean.
80%
90%
80% 83%
100% 100%
1
90%
90% 90%
0%
20%
40%
60%
80%
100%
120%
OCTUBRE NOVIEMBRE DICIEMBRE ENERO FEBRERO MARZO Despues de propuesta 2022 MESES
Índice de Capacitación
Figura 8 Índice de Capacitación
52
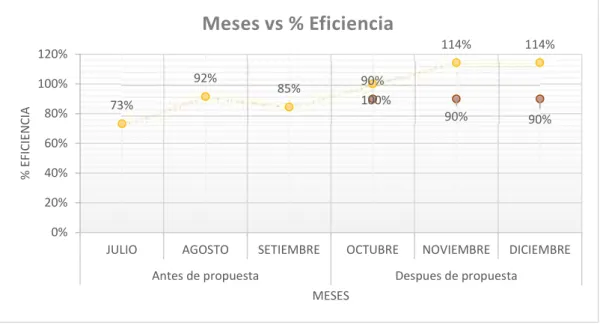
1° Dimensión: La eficiencia midió la producción esperado por mes sobre producción real por mes, se observó que, la eficiencia presentaba un porcentaje menor a 83 % y no contaba con una meta asignada antes de la propuesta de octubre a diciembre del 2021, pero, después de la propuesta de enero a marzo de 2022, se observó una mejora progresiva en su porcentaje de eficiencia y una meta asignada de 90 %, que fue actualizada según la necesidad del indicador para rendir ante una mejora progresiva (Ver Tabla 13 e Ilustración 9).
Tabla 6 % Eficiencia % Eficiencia
CONCEPTO Antes de propuesta 2021 Después de propuesta 2022
OCTUBRE NOVIEMBRE DICIEMBRE ENERO FEBRERO MARZO Tiempo
promedio de proceso
esperado (Hrs)
11 11 11 8 8 8
Tiempo promedio de proceso real (Hrs)
15 12 13 8 7 7
% EFICIENCIA 73% 92% 85% 100% 114% 114%
META 90% 90% 90%
53
2° Dimensión: La eficacia midió la producción esperado por mes sobre producción real por mes, se observó que, la eficiencia presentaba un porcentaje menor a 90 % y no contaba con una meta asignada antes de la propuesta de octubre a diciembre del 2021, pero, después de la propuesta de enero a marzo de 2022, se observó una mejora progresiva en su porcentaje de eficacia y una meta asignada de 95 %, que fue actualizada según la necesidad del indicador para rendir ante una mejora progresiva (Ver Tabla 14 e Ilustración 10).
Tabla 7 Eficacia Eficacia
CONCEPTO Antes de propuesta 2021 Después de propuesta 2022
OCTUBRE NOVIEMBRE DICIEMBRE ENERO FEBRERO MARZO Producción de
proceso esperado (m)
100 100 100 100 100 100
73%
92% 85%
100%
114% 114%
90%
90% 90%
0%
20%
40%
60%
80%
100%
120%
JULIO AGOSTO SETIEMBRE OCTUBRE NOVIEMBRE DICIEMBRE Antes de propuesta Despues de propuesta
% EFICIENCIA
MESES
Meses vs % Eficiencia
Figura 9 Eficiencia Eficiencia