UNIVERSIDAD NACIONAL DEL CENTRO DEL PERÚ
FACULTAD DE INGENIERÍA METALÚRGICA Y DE MATERIALES
TESIS
PRESENTADA POR LOS BACHILLERES:
GARCIA MUNIVE, Gilmer PAUCAR SANABRIA, Juan Daniel
PARA OPTAR EL TÍTULO PROFESIONAL DE INGENIERO METALÚRGISTA Y DE MATERIALES
PORTADA HUANCAYO - PERÙ
2023
“SEPARACION DE COBRE Y MOLIBDENO A PARTIR DE
MINERALES PORFIRITICOS CON RECUBRIMIENTOS DE IONES
DE Fe
2+Y FOSFATO EN LA EMPRESA MINERA CHINALCO”
OFICIO N° 012-2023-JPEG-FIMM/UNCP
A : Dr. M.Sc. Jaime Alfonso GONZALEZ VIVAS
Director de la Escuela Académico Profesional de la FIMM DE : Ms. Jean Pierre ESPEZA GAVILÁN
Docente asesor
ASUNTO : Remito informe de ORIGINALIDAD (TURNITIN) FECHA : Huancayo, 03 de octubre del 2023
Es grato dirigirme a usted, para expresarle mis cordiales saludos e informarle que la tesis Titulada “SEPARACION DE COBRE Y MOLIBDENO A PARTIR DEMINERALES
PORFIRITICOS CON RECUBRIMIENTOS DE IONES DE Fe2+ Y FOSFATO EN LA EMPRESA MINERA CHINALCO”, ejecutada por los Bachilleres: GARCIA MUNIVE, Gilmer y PAUCAR SANABRIA, Juan Daniel, fue sometida a la revisión de originalidad obteniendo un 11 % de porcentaje de similitud; estando ello conforme con el reglamento de Grados y Títulos es pertinente que prosiga con los tramites respectivos.
Es todo lo que informo para su conocimiento y aprovecho la oportunidad para reiterarle las muestras de mi mayor estima personal.
Atentamente,
_______________________________________
Ing. Jean Pierre ESPEZA GAVILÁN Docente Revisor
TESIS GRACIA-PAUCAR
por Jean Pierre Espeza Gavilán
Fecha de entrega: 26-sep-2023 11:28a.m. (UTC-0500) Identificador de la entrega: 2177623916
Nombre del archivo: TESIS_SEPARACI_N_CU_y_MO_CHINALCO.pdf (1.13M) Total de palabras: 13936
11 %
INDICE DE SIMILITUD
11 %
FUENTES DE INTERNET
2 %
PUBLICACIONES
4 %
TRABAJOS DEL ESTUDIANTE
1 3 %
2 2 %
3 1 %
4 1 %
5 1 %
6 < 1 %
7 < 1 %
8 < 1 %
TESIS GRACIA-PAUCAR
INFORME DE ORIGINALIDAD
FUENTES PRIMARIAS
repositorio.uncp.edu.pe
Fuente de Internet
Submitted to Universidad Nacional del Centro del Peru
Trabajo del estudiante
www.mdpi.com
Fuente de Internet
vsip.info
Fuente de Internet
es.scribd.com
Fuente de Internet
repositorio.undac.edu.pe
Fuente de Internet
geoinfo.nmt.edu
Fuente de Internet
Ilhwan Park, Seunggwan Hong, Sanghee
Jeon, Mayumi Ito, Naoki Hiroyoshi. "Flotation
9 < 1 %
10 < 1 %
11 < 1 %
12 < 1 %
13 < 1 %
14 < 1 %
15 < 1 %
16 < 1 %
17 < 1 %
18 < 1 %
and Phosphate Ions: Part II. Flotation", Metals, 2021
Publicación
hdl.handle.net
Fuente de Internet
es.slideshare.net
Fuente de Internet
Submitted to Pontificia Universidad Catolica del Peru
Trabajo del estudiante
dspace.espol.edu.ec
Fuente de Internet
mdpi-res.com
Fuente de Internet
www.slideshare.net
Fuente de Internet
gredos.usal.es
Fuente de Internet
fdocuments.ec
Fuente de Internet
ninive.uaslp.mx
Fuente de Internet
www.jove.com
Fuente de Internet
Excluir citas Activo Excluir bibliografía Activo
Excluir coincidencias < 15 words
ASESOR
Mg. JEAN PIERRE ESPEZA GAVILÁN
DEDICATORIA
A mis padres, hermanos, familiares que son mi fuente de inspiración, y la solidez para continuar mis objetivos.
Gilmer
A mi madre, hermano, familiares por ser mi fortaleza e inspiración para guiarme por el camino correcto y seguir adelante.
Juan Daniel
AGRADECIMIENTO
Me honra en agradecer a mi padres: Julio Garcia B. y Romula Munive I. a mis hermanos:
Ivan,Edilson,Ruth y Melisa, por permitirme culminar una etapa más de mi vida, quienes fueron los pilares fundamentales por el apoyo en cada momento, y de gran valía para superar cada obstáculo a travès de sus sabios consejos.
A todos los docentes de la facultad de ingeniería metalúrgica y de materiales quienes fueron nuestro guía transmitiendo sus enseñanzas y conocimientos formándonos con valores, principios, y ética moral para ser un buen profesional y servir a la sociedad.
A los ingenieros responsables de cada área de la Empresa Minera Chinalco, por compartirme sus experiencias e insinuar a culminar este trabajo de investigación.
Gilmer
Me honra en agradecer a mis padres: Edith Ruth Sanabria Chuquillanqui y Fredy surichaqui A. a mi hermano: Yurem Surichaqui Sanabria , por ser el soporte y guía para culminar una etapa más de mi vida, quienes fueron los pilares fundamentales por el apoyo en cada momento, y de gran valía para superar cada obstáculo a travès de sus sabios consejos.
A los ingenieros responsables de cada área de la Empresa Minera Chinalco, que sin su apoyo y compromiso por la mejora continua no hubiera sido posible este trabajo de investigación.
A todos los docentes de la facultad de ingeniería metalúrgica y de materiales quienes nos brindaron todas sus enseñanzas, formándonos con conocimientos en el mundo de la metalurgia, y sobre todo con valores, principios, y ética moral para ser un buen profesional y servir a la sociedad
Juan Daniel
INTRODUCCIÓN
Los depósitos de pórfido de cobre son algunas de las fuentes más importantes de cobre (Cu) y molibdeno (Mo). Por lo general, la separación y recuperación de calcopirita (CuFeS2) y molibdenita (MoS2), los principales minerales de Cu y Mo, respectivamente, en los pórfidos de cobre se logra mediante flotación en dos pasos que involucra (1) flotación a granel para separar concentrados y relaves de Cu-Mo (ej., minerales de pirita, silicato y aluminosilicato) y (2) flotación de Cu-Mo para separar la calcopirita y la molibdenita. En la flotación de Cu-Mo, la calcopirita se deprime utilizando depresores de Cu, como NaHS, Na2S, reactivo de Nokes (P2S5 + NaOH) y NaCN, lo que significa que se recupera como relaves, mientras que la molibdenita flota y se recupera como producto de espuma. Aunque los depresores usados convencionalmente son efectivos en la separación de Cu y Mo, tienen el potencial de emitir gases tóxicos y mortales como H2S y HCN cuando las condiciones de operación no se controlan adecuadamente. Para abordar estos problemas causados por el uso de depresores convencionales, muchos estudios intentaron desarrollar métodos alternativos para deprimir la calcopirita o la molibdenita. En esta revisión, se revisan los avances recientes en depresiones de calcopirita y molibdenita para la separación por flotación de Cu- Mo, incluidos depresores orgánicos e inorgánicos alternativos para Cu o Mo, así como tecnologías de tratamiento de oxidación, como ozono (O3), plasma, peróxido de hidrógeno. (H2O2) y electrólisis, que crean recubrimientos hidrofílicos en la superficie del mineral.
Durante la separación por flotación de Cu-Mo, los depresores de Cu
graves inconvenientes, como (i) la posibilidad de liberar gases tóxicos y mortales (p. ej., H2S y HCN) cuando el pH de la pulpa no es el adecuado. mantenido; (ii) la naturaleza corrosiva de los depresores de Cu, que destruyen las tuberías; (iii) la recuperación imperfecta de molibdenita; y (iv) pérdidas considerables de metales preciosos como el oro y la plata cuando se utiliza cianuro. Con el fin de reemplazar los depresores de Cu utilizados convencionalmente, que tienen las limitaciones anteriores, se han realizado muchos estudios para desarrollar métodos alternativos, incluido el uso de depresores orgánicos e inorgánicos que no dañan el medio ambiente para reducir la flotabilidad de la calcopirita o la molibdenita, y los tratamientos de oxidación que implican la uso de ozono (O3), plasma, peróxido de hidrógeno (H2O2) y electrólisis para crear recubrimientos hidrofílicos en las superficies de la calcopirita. A pesar de la existencia de extensos estudios, no existe una revisión que resuma todos los hallazgos sobre este importante tema.
Teniendo en cuenta estos aspectos, se plantea como objetivo de este trabajo de investigación: Determinar el proceso alternativo puede ser empleado para deprimir adecuadamente a la calcopirita en el proceso de separación de los minerales de cobre y molibdeno a partir de las especies porfiríticas en la Empresa Minera Chinalco y la hipótesis planteada es: El recubrimiento de las partículas mineralizadas de calcopirita con iones ferrosos y fosfato puede deprimir a esta especie en forma adecuada en el proceso de separación de los minerales de cobre y molibdeno a partir de las especies porfiríticas en la Empresa Minera Chinalco..
La “estructuración de la tesis que hemos considerado incluyen un primer capítulo donde se indican las generalidades, el segundo la formulación de la
investigación, el tercero considera el marco teórico y en el cuarto la parte fundamental que incluye la investigación experimental, al final se exponen las conclusiones y recomendaciones”.
Nuestra finalidad es la de plasmar las expectativas técnicas y científicas , por esto ponemos a disposición de nuestros señores jurados la presente tesis que nos permita obtener el título de Ingeniero Metalurgista y de Materiales.
Los autores
RESUMEN
Los depósitos de pórfidos de Cu-Mo, que son las fuentes más importantes de cobre y molibdeno, se procesan típicamente por flotación. Para separar los minerales de Cu y Mo (principalmente calcopirita y molibdenita), la estrategia de deprimir la calcopirita mientras flota la molibdenita se ha adoptado ampliamente mediante el uso de depresores de calcopirita, como NaHS, Na2S y el reactivo de Nokes. Sin embargo, estos depresores son potencialmente tóxicos debido a su posibilidad de emitir gas H2S. Por lo tanto, este estudio tiene como objetivo desarrollar un nuevo concepto para deprimir selectivamente la calcopirita a través de la microencapsulación mientras se usa Fe2+ y PO43- formando un recubrimiento de Fe(III)PO4. Los resultados de la voltamperometría cíclica indicaron que el Fe2+ se puede oxidar a Fe3+ en la superficie de calcopirita, pero no en la superficie de molibdenita, lo cual surge de sus diferentes propiedades eléctricas. Como resultado del tratamiento de microencapsulación con 1 mmol/L de Fe2+ y 1 mmol/L de PO43-, la calcopirita estaba mucho más recubierta con FePO4 que con molibdenita, lo que indica que la depresión selectiva de la calcopirita mediante la técnica de microencapsulación es muy factible. Durante el tratamiento con microencapsulación, el uso de altas concentraciones de iones ferrosos y fosfato junto con la introducción de aire aumentó la cantidad de recubrimiento de FePO4 formado en la superficie de calcopirita, que fue proporcional al grado de depresión de su flotabilidad. Aunque el tratamiento con microencapsulación también redujo la flotabilidad de la molibdenita, se pudo recuperar ~92 % de Mo utilizando kerosene emulsionado. La flotación de la mezcla de calcopirita/molibdenita confirmó que la eficiencia de separación mejoró considerablemente del 10,9 % al 66,8 % al emplear el tratamiento con
microencapsulación como un proceso de acondicionamiento para la separación por flotación de Cu-Mo.
INDICE GENERAL
PORTADA ... i
ASESOR ... ii
DEDICATORIA ... iii
AGRADECIMIENTO ... iv
INTRODUCCIÓN ... v
RESUMEN ... viii
INDICE GENERAL ... x
INDICE DE TABLAS ... xii
INDICE DE FIGURAS ... xiii
CAPITULO I ... 14
GENERALIDADES ... 14
1.1. Acerca de Minera Chinalco Perú S.A. ... 14
CAPITULO II ... 20
FORMULACIÓN DE LA INVESTIGACIÓN ... 20
2.1. Planteamiento del problema ... 20
2.2. Formulación del problema ... 22
2.2.1 Problema general ... 22
2.2.2 Problemas específicos ... 22
2.3. Planteamiento de objetivos ... 22
2.3.1 Objetivo general ... 22
2.3.2 Objetivos específicos ... 22
2.4. Justificación ... 23
2.4. Planteamiento de la hipótesis ... 23
2.4.1 Hipótesis general ... 23
2.4.2 Hipótesis específicas ... 24
2.5. Variables ... 24
2.5.1 Variables independientes ... 24
2.5.2 Variable dependiente ... 24
CAPITULO III ... 25
MARCO TEÓRICO ... 25
3.1. Fundamentación teórica ... 25
3.1.1 Yacimientos de pórfido de cobre y pórfido de molibdeno ... 25
3.1.2 Yacimientos de pórfido de cobre y molibdeno... 26
3.1.3 Proceso de flotación por espuma y su aplicación ... 30
3.1.4 Flotación de sulfuros ... 32
3.1.5 Proceso típico de beneficio de minerales de sulfuro de Cu-Mo ... 33
3.1.6 Diagrama de flujo de beneficio de minerales de sulfuro de Cu-Mo 36 3.1.7 Opciones alternativas para la flotación selectiva de concentrados bulk de Cu-Mo ... 38
3.1.8 Compuestos orgánicos a base de carboximetilo y ácido húmico ... 40
3.1.9 Depresión de minerales de Cu ... 42
3.1.10 Análisis del proceso propuesto ... 45
CAPITULO IV ... 48
METODOLOGIA EXPERIMENTAL DE LA INVESTIGACIÓN... 48
4.1. Métodos de investigación ... 49
4.1.1 Materiales... 49
4.1.2 Equipos ... 49
4.1.3 Método ... 49
4.2. Procedimiento experimental ... 50
4.2.1 Materiales y reactivos ... 50
4.3. Presentación y discusión de resultados ... 53
4.3.1 Flotación de Calcopirita ... 53
4.3.2 Flotación de molibdenita ... 57
4.3.3 Flotación de calcopirita/mezcla de molibdenita ... 61
CONCLUSIONES ... 67
RECOMENDACIONES ... 68
REFERENCIAS BIBLIOGRÁFICAS ... 69
INDICE DE TABLAS
Tabla 1 Resultados de regresión no lineal para el ajuste del modelo cinético de primer orden a los datos experimentales (Figura 6). ... 64
INDICE DE FIGURAS
Figura 1 Efecto del tratamiento microencapsulación sobre la flotabilidad de la calcopirita. ... 54 Figura 2 Efecto de la concentración de Fe2+ y H2PO4- sobre la flotabilidad de la calcopirita. ... 55 Figura 3 Efecto de la introducción de aire durante el tratamiento
microencapsulación con Fe2+/H2PO4- 10 mM sobre la flotabilidad de la
calcopirita. ... 57 Figura 4 Efecto del tratamiento microencapsulación sobre la flotabilidad de la molibdenita. Tenga en cuenta que el tratamiento microencapsulación se realizó con 10 mM de Fe2+/H2PO4- y 1 l/min de introducción de aire... 58 Figura 5 Efecto de la dosificación de kerosene sobre la flotabilidad de la
molibdenita tratada con microencapsulación ... 59 Figura 6 Efecto de la dosis de kerosene en el ángulo de contacto de la
molibdenita tratada con microencapsulación. Tenga en cuenta que G, L y S en el lado derecho de las fotos indican las fases gaseosas (aire), líquida (gota de agua) y sólida (molibdenita), respectivamente. ... 60 Figura 7 Efecto del tratamiento microencapsulación sobre la flotabilidad de calcopirita y molibdenita en la flotación de minerales mixtos: (a) mezcla de calcopirita/molibdenita sin tratar y (b) tratada. Tenga en cuenta que los fabricantes indican datos experimentales, mientras que las líneas indican valores calculados basados en el modelo cinético de flotación de primer orden (Ecuación (4)). ... 63 Figura 8 Relación entre la recuperación de Mo en espuma y la recuperación de Co en relaves obtenidos en la flotación de minerales mixtos ... 66
CAPITULO I GENERALIDADES
La Empresa Minera Chinalco Perú S.A. (Chinalco Perú), ubicada en la Región Junín, es donde se plantea el presente trabajo de investigación. A continuación indicamos algunas generalidades referente a la misma.
1.1. Acerca de Minera Chinalco Perú S.A.
En el año 2007 la empresa Aluminum Corporation of China (CHINALCO) creó en nuestro país Minera Chinalco Perú S.A. (Chinalco Perú) con la finalidad de construir, desarrollar y operar el megaproyecto cuprífero Toromocho, ubicado en la región Junín. La Unidad Minera Toromocho ha sido considerada como la primera mina de cobre de clase mundial que una empresa china ha ejecutado y desarrollado desde el inicio en el extranjero.
Hoy, Chinalco Perú es una de las empresas más importantes de China Copper y la compañía extranjera más grande de propiedad absoluta de CHINALCO.
Ubicación
La UM Toromocho está ubicada en los distritos de Morococha y Yauli, provincia de Yauli, región Junín, dentro de territorios de propiedad de Chinalco.
Se precisa que no existen centros poblados ubicados en el área de emplazamiento de los componentes existentes, ni de los componentes proyectados; asimismo, la UM Toromocho no se ubica en tierras y/o territorios de comunidades campesinas, nativas y/o de pueblos indígenas. El área que ocupa la mayor parte de sus componentes (tajo Toromocho, depósitos de desmonte, depósitos de mineral de baja ley, depósito de relaves y planta concentradora) presenta una topografía montañosa y accidentada, pues se encuentra adyacente a las Altas Cumbres de los Andes Centrales con altitudes que varían entre 4400 m y casi 5000 m.
Geología del Proyecto Toromocho
La veta de metal base relacionada con el pórfido y la mineralización de reemplazo (es decir, la mineralización polimetálica de la Cordillera) en el distrito de Morococha, Perú central, es parte de un gran sistema magmático-hidrotermal asociado con el emplazamiento de varias intrusiones de pórfido del Mioceno tardío y la formación de importante Cu-Mo mineralización. Las vetas de Zn-Pb- Ag-Cu sobreimprimen el depósito gigante de Cu-Mo del pórfido Toromocho en el
centro del distrito y muestran una zonación concéntrica típica del metal base (Cu
→ Zn, Pb → Ag) que cubre un área de aproximadamente 50 km2.
Un estudio detallado de inclusión de fluidos respalda la hipótesis de que la mineralización del metal base precipitó a partir de fluidos de tipo pórfido de densidad intermedia, ricos en metales, enfriados y evolucionados. En las primeras etapas de la formación de vetas de metal base de la Cordillera, las inclusiones fluidas tienen salinidades bajas de ~2 a 5 % en peso de NaCl equiv, contenidos de CO2 de 3 a 10 % mol y temperaturas de homogeneización (Th) de 380° a 340°C. Son similares a inclusiones fluidas de densidad intermedia atrapadas en una veta de cuarzo lechoso anterior a la mineralización polimetálica de la Cordillera, con salinidades bajas similares (3,0–3,8 % en peso de NaCl equiv) y bajos contenidos de CO2 (6,5–8 mol %), pero mayores Th de ~ 420° a 410°C. Durante el enfriamiento de los fluidos de densidad intermedia de 400° a 300°C, el régimen de presión litostática cambió a uno hidrostático. Los fluidos sufrieron caídas de presión, así como separación de fases (es decir, desmezcla) y perdieron la mayor parte de su CO2. Adquirieron salinidades moderadas, en algunos casos intermedias (~hasta 16 wt % NaCl) a composiciones de salmuera.
Sin embargo, la mayor parte del fluido magmático retuvo una baja salinidad mientras continuaba enfriándose en condiciones de sistema abierto y precipitaba tenantita-tetraedrita, calcopirita, enargita, esfalerita y galena. Al enfriarse por debajo de 270 °C, los fluidos depositaron abundante rodocrosita y cuarzo, mientras seguían la curva de ebullición hacia condiciones de P-T más bajas.
Estos datos registran una evolución de la precipitación mineral desde ambientes profundos (profundidad mínima de 2 a 1,5 km) a ambientes poco profundos (300 a 800 m). Los datos de isótopos estables de oxígeno, hidrógeno y carbono
indican que los fluidos hidrotermales tienen una firma predominantemente magmática y fueron diluidos por aguas meteóricas durante la etapa de carbonato.
Las concentraciones de cobre (5,000–18,000 µg/g), azufre (hasta 12,000 µg/g) y hierro (2,100–6,000 µg/g) en las inclusiones fluidas de densidad intermedia en las vetas de cuarzo lechoso son aproximadamente de 5 a 10 veces más altas que en las inclusiones de densidad intermedia de las primeras vetas de metal base de la Cordillera.
Los metales base Zn, Pb y Mn tienen concentraciones comparables entre 100 y 1000 µg/g para ambos tipos de fluidos. Estos hallazgos sugieren que los fluidos identificados en las vetas polimetálicas de la Cordillera tienen una composición similar a los fluidos de tipo pórfido y podrían haberse derivado de este último después de la precipitación de sulfuros que contienen Cu y Fe en un ambiente de pórfido más profundo.
Los nuevos datos explican los patrones de zonificación de metales básicos y preciosos comúnmente observados que se encuentran en distritos centrados en pórfidos (por ejemplo, Bingham, Butte) y muestran que tanto la mineralización de pórfidos como la polimetálica pueden precipitar a partir de pulsos de fluidos magmático-hidrotermales similares.
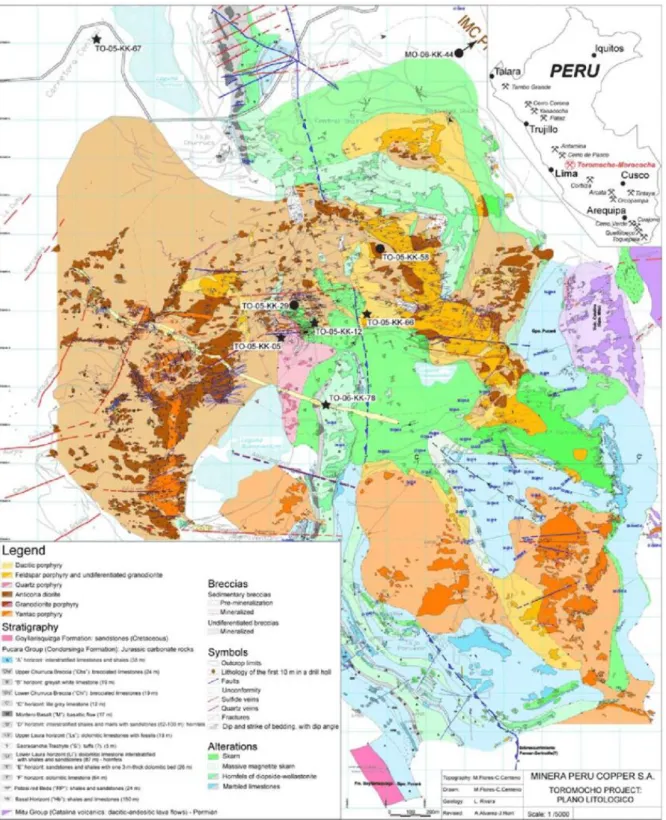
Mapa geológico del Proyecto Toromocho
CAPITULO II
FORMULACIÓN DE LA INVESTIGACIÓN
El método científico es el instrumento principal para realizar la formulación del presente trabajo de investigación, por esta razón, en su estructuración se incluye la formulación del problema, objetivos, justificación, hipótesis y las variables.
2.1. Planteamiento del problema
La molibdenita (MoS2) es naturalmente un mineral hidrofóbico y es la fuente de molibdeno más importante que generalmente se asocia con el mineral de sulfuro de cobre como mineral traza. Debido a las grandes diferencias entre las propiedades superficiales de la molibdenita y otros sulfuros, la molibdenita se puede recuperar de los minerales de Cu-Mo como un subproducto con cobre en niveles tan bajos como 0.01 % de Mo. Aproximadamente la mitad de la producción mundial de molibdeno proviene del pórfido de Cu. Dado que la molibdenita es un mineral valioso, la alta recuperación y la separación eficiente del sulfuro de cobre son muy importantes. La flotabilidad de la molibdenita está influenciada por una serie de factores, como el tamaño y la forma de las
partículas, la relación cara/borde, el grado de cristalización, el pH, el potencial de la pulpa, los reactivos, etc. La separación convencional de sulfuro de cobre y molibdenita se ha logrado con flotación a granel de sulfuro seguida de flotación selectiva de molibdenita mediante la adición de Na2S/NaSH, porque Na2S/NaSH actúa como un depresor del sulfuro de cobre en el potencial de pulpa apropiado.
Actualmente, la flotación es el principal método para tratar la molibdenita debido al bajo costo del proceso. Es común primero moler y hacer flotar los minerales crudos para obtener molibdenita gruesa, y luego separar el concentrado de molibdenita del intercrecimiento agregando colectores relevantes. En general, el hidrocarburo se puede usar para aumentar la flotabilidad de la molibdenita debido a la superficie no polar de la molibdenita.
Por lo tanto, los aceites de hidrocarburos (gasolina, queroseno y gasóleo) se han utilizado durante mucho tiempo como reactivos de flotación para separar la molibdenita. Park adoptó el kerosene como colector en un experimento típico de cuarta flotación, como resultado se obtuvo un concentrado de molibdenita al 54.1
% con una recuperación del 92.5 %. Se descubrió que la molibdenita se puede flotar más fácilmente aplicando un método de separación preferencial de gránulos finos en un hidrociclón. En base a esto, el kerosene y el silicato de sodio se aplicaron respectivamente como colector y depresor, y se obtuvo el resultado efectivo. Sin embargo, el queroseno fue retirado gradualmente del mercado debido al alto precio y la poca capacidad de recolección para recuperar minerales de molibdeno de baja ley. Los principales colectores utilizados actualmente son el gasóleo y su mezcla.
En este sentido, plantas de beneficio dedicadas al procesamiento de minerales porfiríticos, como es el caso de la Planta Concentradora de Chinalco,
que procesa esta clase de minerales, se plantea y formula la problemática de este trabajo de investigación.
2.2. Formulación del problema 2.2.1 Problema general
¿Qué proceso alternativo puede ser empleado para deprimir adecuadamente a la calcopirita en el proceso de separación de los minerales de cobre y molibdeno a partir de las especies porfiríticas en la Empresa Minera Chinalco?
2.2.2 Problemas específicos
a) ¿Qué mecanismo físico químico se produce al introducir la mezcla de iones de Fe2+ y fosfato, para lograr una adecuada separación de la calcopirita y la molibdenita?
b) ¿Cómo se puede mejorar la flotabilidad de la molibdenita, cuando se realiza el recubrimiento con la mezcla de iones de Fe2+ y fosfato, con la finalidad de deprimir la calcopirita?
2.3. Planteamiento de objetivos 2.3.1 Objetivo general
Determinar el proceso alternativo puede ser empleado para deprimir adecuadamente a la calcopirita en el proceso de separación de los minerales de cobre y molibdeno a partir de las especies porfiríticas en la Empresa Minera Chinalco.
2.3.2 Objetivos específicos
a) Determinar el mecanismo físico químico que se produce al introducir la mezcla de iones de Fe2+ y fosfato, para lograr una adecuada separación de la calcopirita y la molibdenita.
b) Determinar cómo se puede mejorar la flotabilidad de la molibdenita, cuando se realiza el recubrimiento con la mezcla de iones de Fe2+ y fosfato, con la finalidad de deprimir la calcopirita.
2.4. Justificación
Para el desarrollo de este trabajo de investigación, hemos considerado los siguientes aspectos que nos permiten justificar la ejecución de este proyecto:
a) La región Junín, en la naciente del río Yauli, que es un afluente del río Mantaro, se encuentra ubicado uno de los más grandes depósitos de cobre porfirítico con contenidos importantes de molibdeno, constituyéndose como una de las principales fuentes de riqueza de nuestro país. Al ser el proceso de flotación, el empleado para el beneficio de los minerales indicados, se requiere proponer tecnologías adecuadas que permitan recuperar en forma independiente los concentrados de calcopirita y molibdenita.
b) El estudio propuesto trata de resolver los problemas ambientales ocasionados por el empleo de reactivos convencionales que son caracterizados como impactos ambientales negativos.
c) El empleo de este tipo de procesos de beneficio de minerales es desarrollado en forma convencional, por esta razón el estudio de la tecnología de flotación requiere para mejorar las performances metalúrgicas, analizar las diferentes alternativas para la solución de los problemas que se presenten.
2.4. Planteamiento de la hipótesis 2.4.1 Hipótesis general
El recubrimiento de las partículas mineralizadas de calcopirita con iones ferrosos y fosfato puede deprimir a esta especie en forma adecuada en el
proceso de separación de los minerales de cobre y molibdeno a partir de las especies porfiríticas en la Empresa Minera Chinalco.
2.4.2 Hipótesis específicas
a) La introducción de aire desempeña un papel importante en la mejora de la oxidación ferrosa que se produce en la superficie de la calcopirita, mejorando así la formación del recubrimiento de FePO4 en su superficie.
b) La flotabilidad reducida de la molibdenita tratada con el recubrimiento con la mezcla de iones de Fe2+ y fosfato se mejora utilizando queroseno emulsionado durante la flotación.
2.5. Variables
2.5.1 Variables independientes
• Tratamiento con la mezcla de iones de Fe2+ y fosfato
• Concentración de la mezcla de iones de Fe2+ y fosfato
• Introducción de aire
• Dosificación de kerosene
• Tiempo de flotación
2.5.2 Variable dependiente
• Ángulo de contacto
• Recuperación de cobre
• Recuperación de molibdeno
CAPITULO III MARCO TEÓRICO
En este capítulo, se presenta los fundamentos teóricos que van a ayudar a entender y luego a deducir los resultados de la investigación realizada.
3.1. Fundamentación teórica
3.1.1 Yacimientos de pórfido de cobre y pórfido de molibdeno
Los depósitos de pórfido de cobre y pórfido de molibdeno son las mayores fuentes de cobre (~60%) y molibdeno (~95%) del mundo y comúnmente contienen cientos de millones de toneladas métricas (Mt) a >20 mil millones de toneladas métricas (Gt) de mineral. Estos depósitos se formaron a partir de grandes sistemas magmático-hidrotermales que afectaron de 10 a >100 km3 de rocas de la corteza superior, lo que resultó en una enorme redistribución de masa y concentración local de muchos elementos. Existe un amplio espectro de tipos de depósitos de pórfido de Cu que van desde aquellos en los que Cu es el único metal recuperado hasta depósitos ricos en Au y/o Mo en los que Au y Mo son coproductos o subproductos importantes hasta depósitos de pórfido de Au en donde Au es el producto principal y solo se recupera Cu menor. De manera
estos depósitos generalmente se subdividen en dos tipos de miembros finales, relacionados con el arco (también llamado monzonita de cuarzo o con bajo contenido de flúor) y riolita-granito de feldespato alcalino (AFRG; también llamado Climax). Además de Cu, Mo y Au, se recuperan cantidades significativas de otros elementos, incluidos Ag, As, Re, metales del grupo del platino (PGM, especialmente Pd), Se y Te, de algunos depósitos de pórfido de Cu. Pequeñas cantidades de W, Sn, Th y elementos ligeros de tierras raras (REE) se han recuperado de depósitos de Mo de pórfido de granito y riolita de feldespato alcalino. Debido al gran volumen de rocas afectadas por los sistemas hidrotermales de formación de minerales y los grandes tonelajes de mineral procesado de estos depósitos, otros elementos concentrados en pequeñas cantidades pueden volverse económicos en años futuros. En este capítulo, revisamos las características de los depósitos de pórfido de Cu y Mo y discutimos los subproductos y posibles subproductos de ellos. También mencionamos brevemente otros tipos de depósitos de pórfido que pueden contener subproductos básicos críticos. En este informe, los productos críticos se definen como elementos, como Re, PGM, Te, Se, REE, In, Li, Nb y Ta, cuyo uso es importante en la sociedad y la tecnología modernas y pueden tener potencial para la restricción del suministro (por ejemplo, Consejo Nacional de Investigación, 2008; Sociedad Estadounidense de Física, 2011; Servicio Geológico Británico, 2012).
3.1.2 Yacimientos de pórfido de cobre y molibdeno Descripción general
Los depósitos de pórfidos de Cu y los sistemas de pórfidos de Cu que los abarcan son objeto de extensas investigaciones en curso, y muchos aspectos de
estos sistemas se analizan en documentos resumidos recientes que incluyen Sillitoe (2000, 2005, 2010), Tosdal y Richards (2001), Richards (2003, 2009, 2011), Cooke et al. (2005), Seedorff et al. (2005), Sinclair (2007), Singer et al.
(2008) y John et al. (2010). De manera similar, las características de los depósitos de pórfido Mo se resumen en artículos recientes de Ludington y Plumlee (2009), Ludington et al. (2009) y Taylor et al. (2012). La siguiente sección destaca algunos aspectos pertinentes de los depósitos y sistemas de pórfidos de Cu y Mo.
Los depósitos de pórfido de Cu son parte de los sistemas de pórfido de Cu, que son grandes volúmenes de roca alterada hidrotermalmente centrados en existencias de pórfido de Cu y otras intrusiones. Los depósitos pueden incluir skarn asociado, reemplazo de carbonato, alojado en sedimentos y base epitermal de sulfuración alta e intermedia y mineralización de metales preciosos.
Los sistemas de pórfido de cobre se forman más comúnmente sobre las zonas de subducción activa en los márgenes de las placas convergentes y están asociados con batolitos calcoalcalinos y arcos volcánicos. Comúnmente ocurren en cinturones lineales, típicamente orógeno-paralelos, que van desde unas pocas decenas hasta miles de kilómetros de largo, como lo ejemplifican los Andes del oeste de América del Sur. Los sistemas aislados de pórfido de cobre pueden formarse en entornos poscolisión y otros entornos tectónicos después de que termina la subducción.
Los depósitos de pórfido de cobre se encuentran entre los depósitos de minerales metálicos más grandes del mundo, y generalmente contienen grandes tonelajes (>100 Mt y hasta 20 Bt) con leyes hipógenas típicas de 0,5 a 1,5 % de Cu, <0,01 a 0,04 % de Mo y 0 a 1,5 g /t Au. Los depósitos de pórfido de Cu son
la fuente de Cu más importante del mundo, y representan más del 60 % de la producción mundial anual de Cu y alrededor del 65 % de los recursos de Cu conocidos. Junto con los depósitos epitermales, de reemplazo y skarn relacionados, los sistemas de pórfido de cobre actualmente suministran casi las tres cuartas partes del Cu del mundo, la mitad del Mo, tanto como una quinta parte del Au, alrededor del 80% del Re, la mayor parte del Se y Te, y cantidades menores de Ag, Pd, Pt, Bi, Zn y Pb. La actividad hidrotermal relacionada con los sistemas de pórfidos de Cu resulta en la concentración, redistribución o agotamiento de docenas de otros elementos principales y traza dentro del volumen mucho mayor de roca (~10–100 veces) afectada por fluidos hidrotermales, formando potencialmente una concentración económica de muchos otros elementos.
Los productos primarios y secundarios para ambos tipos de depósitos de pórfido de Mo son similares, pero se encuentran en concentraciones variables.
Los depósitos de riolita-granito de feldespato alcalino son comúnmente de mayor ley (comúnmente ≤0.1–0.3% Mo) que los depósitos relacionados con arco (comúnmente 0.03–0.2% Mo), y ambos tienen tamaños moderados a grandes (algunos a >1,500 Mt). Los depósitos de pórfidos de Mo relacionados con el arco se consideran un miembro final del espectro de depósitos de pórfidos de Cu que se formaron a profundidades de la corteza ligeramente mayores debido a las diferencias en el comportamiento de Mo y Cu durante la evolución magmática.
Los depósitos de pórfido de Cu y Mo son depósitos grandes a gigantes, que se formaron a partir de sistemas hidrotermales que afectaron grandes volúmenes de la corteza superior, lo que resultó en una enorme redistribución de masa. Varios elementos críticos, que carecen de minerales primarios, incluidos
Re, Se y Te, se concentran localmente dentro de los depósitos de pórfido de Cu en concentraciones relativamente bajas, de unas pocas 100 ppb a unas pocas ppm). Debido a que las minas de pórfido de cobre comúnmente procesan cientos de toneladas de mineral de Cu-Au-Mo anualmente, Re, Se y Te pueden recuperarse de estos depósitos si se dispone de circuitos de procesamiento de mineral adecuados. Por ejemplo, el 80 % de la producción minera mundial de Re es un subproducto de la recuperación de Mo, que a su vez es un subproducto de la extracción de Cu en algunos depósitos de pórfido de Cu. Sin embargo, la recuperación de Re requiere tanto la producción de concentrados de molibdenita como instalaciones especiales para el procesamiento del polvo de combustión Re-enriquecido producido durante la tostación de concentrados de molibdenita.
Debido al inmenso tamaño de los recursos conocidos y potenciales en algunos márgenes continentales y depósitos de pórfidos de cobre poscolisión, es probable que estos depósitos proporcionen la mayor parte del suministro mundial de Re, Te y Se en el futuro previsible.
Por el contrario, los metales del grupo del platino no están muy enriquecidos en los depósitos de pórfido de Cu y, aunque se recuperan Pd y menos Pt de algunos depósitos, los recursos estimados de PGM contenidos en los depósitos de pórfido conocidos son pequeños. Debido a que hay recursos de PGM conocidos mucho más grandes en depósitos en los que los PGM son los productos primarios, es poco probable que los depósitos de pórfido se conviertan en una fuente importante de PGM.
Es posible que eventualmente se recuperen otros productos básicos, como el In, de los depósitos de pórfidos de Cu y Mo, pero los datos disponibles
no definen claramente los recursos significativos de estos productos básicos en los depósitos de pórfidos y su recuperación sigue siendo poco probable.
3.1.3 Proceso de flotación por espuma y su aplicación
La flotación por espuma es una técnica metalúrgica ampliamente utilizada en diferentes campos, como el procesamiento de minerales, el tratamiento de aguas residuales, etc. A principios del siglo XX, esta innovación tecnológica revolucionaria se utilizó por primera vez en el procesamiento de minerales.
El proceso por el cual se extrae un metal en su estado puro de su mena a gran escala que involucra cualquier medio físico o químico se conoce como metalurgia. Los minerales metálicos se forman por génesis del mineral y se extraen a través de la minería.
La metalurgia extractiva en realidad consiste en la extracción de metales importantes del mineral y el refinado de los metales brutos extraídos en una forma particular que es más pura.
Las diferentes técnicas de la metalurgia son:
Hidrometalurgia: en esta técnica se utiliza una solución acuosa para extraer metales de minerales. P.ej. lixiviación; una técnica que es ampliamente utilizada para convertir metales en sales solubles en medios acuosos.
Electrometalurgia: Este proceso metalúrgico se lleva a cabo en forma de celda electrolítica.
Pirometalurgia: Implica procesos a alta temperatura. Aquí se realiza el tratamiento térmico de las menas y minerales para provocar unas transformaciones físicas y químicas en los materiales para la recuperación de piezas valiosas. Esta pirometalurgia incluye tres técnicas diferentes. Estos son:
Calcinación: Un método de tratamiento térmico en el que se aplica un suministro limitado de aire a los minerales para provocar la descomposición térmica.
Tostación: En este proceso, los minerales sulfurados se calientan a una temperatura alta en presencia de aire.
Fundición: En este proceso se aplica calor al mineral para extraer los metales base como plata (Ag), hierro (Fe), cobre (Cu), etc.
A menudo, antes del tostado, el mineral (generalmente minerales de sulfuro) se purifica parcialmente usando otra técnica importante que se llama flotación por espuma y también es el tema de nuestra discusión. La flotación por espuma es una técnica metalúrgica tan barata que se usa ampliamente en todo el mundo para la concentración de mineral de sulfuro de bajo grado para eliminar las impurezas.
La flotación es básicamente una técnica de separación basada en la selectividad superficial que aísla los materiales hidrofóbicos de la parte hidrofílica. En esta técnica se utilizan numerosos reactivos tensioactivos que, a su vez, alteran selectivamente la hidrofobicidad de las superficies minerales para lograr una amplia variedad de separaciones. Es la técnica metalúrgica más barata y más ampliamente utilizada que separa minerales químicamente similares y concentra minerales para una fundición económica. Este proceso ha sido descrito como la operación vital empleada para la recuperación y mejora de los minerales de sulfuro. Al principio, algunos productos químicos naturales, como los ácidos grasos y los aceites, se usaban como reactivos de flotación, pero más tarde se utilizaron reactivos colectores adicionales junto con
tensioactivos y compuestos sintéticos para la separación de una amplia variedad de materiales.
3.1.4 Flotación de sulfuros
La flotación de minerales sulfurados es reconocida en la literatura. Explica sobre la aplicación de diferentes reactivos de flotación, como colectores, espumantes, depresores y activadores, etc., que ya se han discutido.
La adsorción de los colectores sobre el mineral sulfurado ocurre por dos mecanismos diferentes. Están:
A. Fenómenos químicos, que dan como resultado la presencia de xantato de metal quimisorbido en la superficie del mineral.
B. Fenómenos electroquímicos, que proporcionan un producto de oxidación, es decir, las especies hidrofóbicas adsorbidas por la superficie del mineral.
Resumiendo los principales aspectos vinculados al proceso de flotación podemos indicar:
a. El proceso de flotación está regulado principalmente por la química superficial de los minerales que se separan.
b. Para la separación de minerales de hierro, el proceso de flotación por espuma es el método más importante que produce hierro de alta calidad a partir de minerales de hierro finamente diseminados de baja ley.
c. Las tasas de flotación más altas, el uso de sistemas de reactivos más simples y la temperatura de operación baja son las características del proceso de flotación inversa catiónica.
d. La flotación de cuarzo en la técnica de flotación inversa aniónica se logra mediante el uso de un activador (generalmente limo) en conjugación con un colector aniónico a un valor de pH elevado.
3.1.5 Proceso típico de beneficio de minerales de sulfuro de Cu-Mo
La siguiente muestra el diagrama de flujo típico para el beneficio de minerales de sulfuro de Cu-Mo, que consta de tres pasos: (1) trituración para liberar los minerales objetivo, (2) flotación a granel para recuperar minerales de Cu-Mo de los minerales de ganga y (3) flotación selectiva de minerales de Mo (principalmente molibdenita) a partir de concentrados a granel de Cu-Mo. Los minerales se trituran primero mediante una trituradora primaria, como una trituradora de mandíbula o giratoria, y luego se muelen con un molino semiautógeno (SAG) y/o de bolas donde se emplean agentes acondicionadores como un colector de Cu-Mo (p. ej., xantato y /o colector(es) a base de aceite) y ajustador de pH (por ejemplo, cal (CaO)) se introducen para mejorar la separación de Cu-Mo y minerales de ganga durante la flotación a granel. El propósito de agregar cal es hacer que el pH de la pulpa sea alcalino, en el cual la pirita, uno de los minerales representativos de la ganga, podría reducirse efectivamente. Esta depresión de pirita en condiciones alcalinas podría explicarse por la adsorción competitiva de OH− y el colector a base de xantato.
Hay valores de pH críticos para los minerales de sulfuro, por debajo de los cuales se puede adsorber el ion xantato, mientras que por encima de los cuales su adsorción se inhibe debido a la adsorción competitiva de OH−. Por ejemplo, los valores críticos de pH para la pirita y la calcopirita en la solución que contiene 25 mg/L de xantato de etilo y potasio a temperatura ambiente son 10.5 y 11.8, respectivamente, por lo que la flotación selectiva de la calcopirita podría lograrse cuando el pH de la pulpa se ajusta entre 10.5 y 11.8. Hay dos mecanismos adicionales de depresión de pirita en condiciones alcalinas: (i) el dixantógeno, una forma adsorbida de colector a base de xantato en la superficie de la pirita,
se vuelve termodinámicamente inestable; y (ii) la superficie de pirita está cubierta con hidróxido férrico de naturaleza hidrófila. Después de la flotación a granel, los relaves se desechan en la instalación de almacenamiento de relaves (TSF), mientras que los concentrados se transfieren al proceso de acondicionamiento, seguido de flotación para la separación de minerales de Cu y Mo. Como se muestra en la figura indicada, el proceso de acondicionamiento tiene como objetivo deprimir los minerales de Cu mediante el uso de depresores de Cu como NaHS. Este depresor se disocia fácilmente en la solución acuosa y produce NaOH y H2S (Ecuación (1)). A un pH de 9–10, el H2S se transforma en HS−
(ecuación (2)), que reacciona con los minerales de cobre adsorbidos en xantato;
por lo tanto, las superficies de los minerales de Cu se modifican de hidrofóbicas a hidrofílicas debido a la desorción del xantato adsorbido en ellas (Ecuación (3), donde CuX denota la superficie de los minerales de Cu adsorbidos en xantato).
Después de pretratar los concentrados a granel de Cu-Mo con NaHS, los minerales de Mo se recuperan como productos de espuma, mientras que los minerales de Cu se recuperan como relaves. El pretratamiento de concentrados a granel de Cu-Mo usando NaHS disminuyó significativamente la recuperación de Cu del 85 al 10 %, mientras que la recuperación de Mo aumentó del 85 al 99
% (Figura 3), lo que indica que el NaHS fue eficaz para deprimir selectivamente los minerales de Cu. Como resultado de una sola etapa de flotación de Cu-Mo con NaHS, el producto de espuma contiene alrededor de un 10 % de Cu, lo que probablemente se deba al arrastre. En la industria, por lo tanto, los productos de espuma se procesan más a través de múltiples etapas de limpieza para cumplir con el requisito de concentrados de Mo vendibles.
NaHS + H2O ↔ NaOH + H2S (1)
H2S ↔ H+ + HS− (2) 2CuX + HS− ↔ Cu2S + 2X− + H+ (3)
De manera similar, el reactivo de Nokes (P2S5 + NaOH), Na2S y NaCN también se adoptaron como depresores de Cu. La función del reactivo de Nokes y el Na2S es la misma que la del NaHS para producir HS−, que desorbe el xantato adsorbido en los minerales de Cu (Ecuaciones (2)–(6)).
P2S5 + 6NaOH ↔ 2Na3PO2S2 + H2S + 2H2O (4)
P2S5 + 10NaOH ↔ Na3PO2S2 + Na3PO3S + 2Na2S + 5H2O (5) Na2S + 2H2O ↔ H2S + 2NaOH (6)
3.1.6 Diagrama de flujo de beneficio de minerales de sulfuro de Cu-Mo En el caso del NaCN, su mecanismo depresivo es diferente, ya que el NaCN se hidroliza en solución acuosa para formar NaOH y HCN (Ecuación (7)).
Luego, este último se disocia a CN− en condiciones alcalinas (Ecuación (8)). La acción de CN− como un depresor de Cu radica en su fuerte capacidad para formar un complejo de cobre-cianuro (Ecuación (9)).
NaCN + H2O ↔ NaOH + HCN (7) HCN ↔ H+ + CN− (8)
2Cu2+ + 6CN− ↔ 2[Cu(CN)2] − + C2N2 (9)
Al aumentar la concentración de CN−, crea especies adicionales del complejo cobre-cianuro como [Cu(CN)3]2– y [Cu(CN)4]3−. El cianuro reacciona no solo con el Cu2+, sino también con el xantato de cobre formado en las superficies de los minerales de Cu, lo que resulta en una disminución de su hidrofobicidad debido a la sustitución del xantato por cianuro. Además, el cianuro puede reaccionar directamente con la superficie de los minerales de Cu donde se adsorbe el CN−, lo que imposibilita la adsorción del xantato, y es un agente reductor que reduce el potencial de la pulpa en la que la calcopirita no flota.
Aunque son efectivos, estos depresores que se usan normalmente para la separación de Cu-Mo tienen el potencial de generar gases tóxicos y letales si se usan al azar. Las formas protonadas de H2S y HCN comienzan a formarse a un pH inferior a 10 y 12, respectivamente. Una vez que existen en solución acuosa, sus vaporizaciones progresan fácilmente incluso en condiciones ambientales debido a su presión de vapor relativamente alta (es decir, PH2S = 20.03 atm a 25 ◦C; PHCN = 0.98 atm a 25 ◦C). El problema de la formación de H2S y HCN vaporizados radica en su grave toxicidad para el ser humano, cuyas acciones tóxicas se producen a través de la inhibición del citocromo oxidasa que impide la utilización celular del oxígeno, seguida de la inhibición del paso terminal del transporte de electrones. en las células cerebrales, lo que resulta en pérdida
de la conciencia, paro respiratorio y, en última instancia, la muerte. Otro problema del uso de NaCN en la flotación son las pérdidas significativas de metales preciosos como el oro y la plata incorporados en los PCD porque se sabe que el cianuro los disuelve formando complejos estables. Debido a estos problemas, las plantas de procesamiento de minerales en las que se utilizan depresores convencionales deben consistir en celdas de flotación cubiertas con un sistema de ventilación activo o mantener siempre el pH de la pulpa por encima de Metales alrededor de 9.5.
3.1.7 Opciones alternativas para la flotación selectiva de concentrados bulk de Cu-Mo
Depresión de molibdenita
Para reemplazar el uso de depresores potencialmente tóxicos como NaHS y NaCN, se han realizado esfuerzos significativos para encontrar depresores alternativos adecuados para la molibdenita, por ejemplo, dextrina, lignosulfonato, compuestos orgánicos basados en carboximetilo y ácido húmico.
Dextrina
La dextrina es un polisacárido soluble en agua que tiene la fórmula general de (C6H10O5)n, producido por la hidrólisis enzimática del almidón. Se propuso que el mecanismo de adsorción de las moléculas de dextrina en la superficie de la molibdenita ocurriera a través de la interacción hidrofóbica. Como resultado, la superficie de molibdenita se vuelve hidrofílica, por lo que su recuperación disminuyó significativamente del 92 % al 1.5 % cuando se agregaron 100 mg/l de dextrina. También se investigaron el comportamiento de flotación de minerales de pórfido de cobre que contenían minerales de Cu (p. ej., calcopirita y calcocita), molibdenita y aluminosilicatos (p. ej., albita, ilita, caolinita, moscovita,
ortoclasa y vermiculita). Este depresor podría funcionar bien para disminuir la recuperación de molibdenita de alrededor del 50 % al 15 %; sin embargo, con una cierta cantidad de dextrina añadida (es decir, 200 g/ton), provoca un aumento en el contenido de agua en los productos de espuma, lo que da como resultado la recuperación de minerales de ganga no deseados, como los aluminosilicatos, por arrastre. En otras palabras, se recomienda lavar los productos espumosos para obtener mejores productos con bajos contenidos de minerales no deseados [26]. Además, la dextrina no podría actuar como un depresor de Mo en presencia de colectores aceitosos, por ejemplo, isooctano (2,2,4-trimetilpentano, (CH3) 3CCH2CH (CH3) 2), que es otra desventaja del uso de dextrina. para flotación Cu-Mo [24].
Lignosulfonatos
Los lignosulfonatos, un grupo de polielectrolitos aniónicos fuertes y solubles en agua que normalmente se obtienen como un subproducto del procesamiento de la madera para la extracción de celulosa, se utilizaron por primera vez para la separación de molibdenita y talco, ambos de naturaleza hidrofóbica. Para la separación de molibdenita/talco, se propuso la flotación inversa de talco, donde los minerales de molibdenita que contienen talco se acondicionan con lignosulfonato, con cal utilizada como ajustador de pH para aumentar el pH a alrededor de 11.5, lo que da como resultado la depresión selectiva de molibdenita mientras el talco flota. Sin embargo, en el caso de la separación calcopirita/molibdenita, la combinación de lignosulfonato y cal deprimió no solo la molibdenita sino también la calcopirita a pH ~11, haciendo imposible su separación. La flotabilidad de la calcopirita al mismo pH pero ajustado con KOH no se vio afectada por la presencia de lignosulfonatos. A partir
de estos resultados, se puede concluir que el Ca2+ tiene un fuerte efecto sobre la depresión de la calcopirita, especialmente en condiciones alcalinas, probablemente debido a la formación de Ca(OH)2 en su superficie. Hay dos posibles mecanismos de cómo la formación de Ca(OH)2 deprime la flotabilidad de la calcopirita: (1) Ca(OH)2 es un compuesto hidrófilo, por lo que evita directamente la unión de burbujas; y (2) la formación de Ca(OH)2 cambia la carga superficial de la calcopirita de negativa a positiva, lo que hace que los lignosulfonatos (es decir, polielectrolitos aniónicos fuertes) sean favorables para ser adsorbidos. Por otro lado, la flotabilidad de la molibdenita fue fuertemente deprimida por el lignosulfonato en un amplio rango de pH de 5 a 11, independientemente de los ajustadores de pH usados (p. ej., CaO, Na2CO3 y KOH). Estos resultados sugieren que la separación de calcopirita/molibdenita podría lograrse utilizando sulfonatos de sodio (no a base de calcio) en ausencia de Ca2+. Esto significa que la cal, el ajustador de pH más utilizado para deprimir la pirita en la flotación de Cu/Mo a granel, debe reemplazarse con otros materiales básicos para eliminar la presencia de Ca2+ en la pulpa. Similar al caso de la dextrina, los lignosulfonatos también pierden su capacidad de deprimir la molibdenita cuando la superficie del mineral se vuelve hidrofóbica por un colector aceitoso como el dodecano (CH3(CH2)10CH3) antes de la adsorción del depresor.
3.1.8 Compuestos orgánicos a base de carboximetilo y ácido húmico El O-carboximetilquitosano (O-CMC), un derivado del segundo polisacárido natural más abundante (es decir, el quitosano), no es tóxico, es biodegradable, es rentable y tiene una mejor solubilidad en agua en comparación con el quitosano, lo que lo hace adecuado para usos en una amplia gama de
tecnologías. Se utilizaron O-CMC para la depresión de molibdenita durante la flotación Cu-Mo. El resultado de la flotación de un solo mineral con 20 ppm de isobutilxantato de potasio (KIBX) mostró que ambos minerales eran altamente recuperables (~97 %) en ausencia de O-CMC; sin embargo, con la adición de 150 ppm de O-CMC, la molibdenita se redujo significativamente y su recuperación disminuyó a alrededor del 11 %, mientras que la flotabilidad de la calcopirita no se vio afectada por la O-CMC. Esta depresión selectiva de molibdenita también se logró durante la flotación de una mezcla de Cu-Mo en presencia de 150 ppm de O-CMC. Este resultado implica que O-CMC no se puede adsorber en la superficie de la calcopirita, pero de hecho es posible según su estudio de seguimiento.
Los estudios electrocinéticos mostraron que el potencial zeta de la calcopirita tratada con O-CMC disminuyó notablemente y se acercó al de las macromoléculas de O-CMC. Además, las mediciones de espectroscopía de fotoelectrones de rayos X (XPS) de calcopirita tratada con O-CMC indicaron que se detectaron firmas aparentes de O-CMC en los espectros de C 1s, N 1s y O 1s. Aunque O-CMC podría adsorberse en la superficie de la calcopirita, su adsorción es reversible debido a las interacciones físicas débiles (por ejemplo, interacciones electrostáticas), lo que significa que podría desorberse mecánicamente. Después de lavar la calcopirita tratada con O-CMC con agua Milli-Q, de hecho, las señales de O-CMC adsorbido desaparecieron en AFM y en las imágenes de espectrometría de masas de iones secundarios de tiempo de vuelo (ToF-SIMS) y Fourier infrarrojo de reflectancia difusa. espectroscopia de transformada (DRIFT). Sin embargo, la O-CMC se adsorbe en los planos basales de molibdenita a través de interacciones hidrofóbicas que son más irreversibles
que las existentes entre la O-CMC y la calcopirita. Debido a las diferentes características de adsorción de O-CMC en calcopirita/molibdenita, se podría lograr una depresión selectiva de molibdenita durante la flotación Cu-Mo. Se investigaron la depresión selectiva del ácido húmico (HA), un importante componente orgánico del suelo y una de las macromoléculas orgánicas naturales más abundantes, para la flotación de Cu-Mo, y sus resultados indicaron que el HA podría deprimir selectivamente la molibdenita. por un mecanismo de adsorción similar al de O-CMC; es decir, la adsorción de HA en calcopirita y molibdenita tiene lugar a través de interacciones electrostáticas e hidrofóbicas, respectivamente.
3.1.9 Depresión de minerales de Cu
Como se discutió en una sección anterior, muchos depresores de molibdenita podrían mejorar efectivamente la separación entre los minerales Mo y Cu. Sin embargo, en el caso de los PCD, la estrategia de reducir la calcopirita se ha adoptado con más frecuencia que la de reducir la molibdenita, principalmente debido a consideraciones de balance de masa, es decir, la cantidad de molibdenita en los PCD suele ser menor que la de Cu minerales, lo que hace atractivo el proceso de flotación que recupera la molibdenita deprimiendo la calcopirita.
Si la separación se realiza mediante la depresión de molibdenita y la flotación simultánea de calcopirita, puede provocar el arrastre mecánico de molibdenita dentro de un gran volumen de concentrado de calcopirita, lo que reduce la ley del concentrado de Cu y conduce a una pérdida apreciable de molibdenita.
3.1.9.1 Depresores inorgánicos
La flotación de minerales de sulfuro inducida por xantato está significativamente influenciada por el potencial de la pulpa. Por ejemplo, la flotación de calcopirita con xantato de butilo muestra que su recuperación disminuyó al disminuir Eh. A Eh de -0,4 V, la adición de un colector tuvo un efecto insignificante en la recuperación de calcopirita, pero fue efectivo en el rango de Eh de -0.1 a 0.2 V debido a la formación de un complejo de Cu(I)-xantato ( −0.1 a 0.0 V; Ecuación (10)) así como dixantógeno (0.0 a 0.1 V; Ecuación (11)) [42].
CuX + FeS2 + e − → CuFeS2 + X − , E0 = −0.096 V (10) X2 + 2e− → 2X− , E0 = −0.009 V (11)
Sin embargo, a un Eh superior a 0.2 V, la recuperación de calcopirita comenzó a disminuir debido a la descomposición del complejo Cu(I)-xantato lo que hace que la superficie del mineral sea menos hidrófoba.
3.1.9.2 Depresores orgánicos
Junto con la investigación sobre los depresores inorgánicos, se han realizado muchos estudios sobre los depresores orgánicos; por ejemplo, ácido pseudoglicoltiourea (PGA), ácido 2,3-disulfanilbutanodioico (DMSA), (carboximetil) tritiocarbonato de disodio (DBT) [61], quitosano, 4-amino-3 -tioxo- 3,4-dihidro-1,2,4-triazin-5(2H)-ona (ATDT), y ácido acético- [(hidraziniltioxometil)tio]-sodio (AHS).
En las condiciones optimizadas, la recuperación de Mo alcanzó alrededor del 90 % con una ley del 26 % (ley original en la alimentación = 0,4 %) a través de un desbaste (375 g/t Na2SiO3, 4000 g/t PGA y 200 g/t kerosene), un depurador (500 g/t de PGA y 200 g/t de kerosene) y dos limpiadores (62 g/t de Na2SiO3, 1000 g/t y 66 g/t de queroseno), donde se utilizaron Na2SiO3, PGA y
kerosene como dispersante, depresor de Cu y colector de Mo, respectivamente.
Mientras tanto, la recuperación de Cu fue de alrededor del 0.7 % y su ley disminuyó del 18 % (ley de Cu en la alimentación) al 10 % (ley de Cu en el concentrado), lo que indica que el PGA podría usarse como un depresor de Cu en la flotación de Cu-Mo. Para comprender el mecanismo de cómo la PGA deprime selectivamente la calcopirita, Se realizaron pruebas de adsorción de PGA con minerales individuales de calcopirita y molibdenita, y los resultados sugirieron que el PGA se adsorbió en las superficies de ambos minerales, pero la capacidad de adsorción de la calcopirita fue mucho mayor en comparación con la de la molibdenita.
Los análisis infrarrojos (IR) de minerales después de las pruebas de adsorción de PGA indicaron que el espectro IR de la calcopirita adsorbida en PGA cambió significativamente con la aparición de nuevos picos (por ejemplo,
—COOH y —CS— de PGA), la desaparición de los picos de calcopirita y el gran cambio de SO4 2− picos. Estos cambios en las firmas IR probablemente fueron causados por la quimisorción entre los átomos de S en PGA, el sitio más reactivo según su mayor densidad de electrones del orbital molecular ocupado más alto (HOMO) y los átomos de Cu en la superficie de la calcopirita.
Por otro lado, el espectro IR de la molibdenita mostró solo pequeños cambios en los picos de absorción de menos de 3 cm–1, lo que indica que el PGA se adsorbe físicamente en la superficie de la molibdenita. Incluso en presencia de xantato de butilo (BX), el colector más común para la flotación de sulfuro, el PGA podría adsorberse en superficies de calcopirita y molibdenita. La capacidad de adsorción de BX en las superficies de ambos minerales disminuyó a medida que aumentó la concentración de PGA, lo que significa que la
adsorción de BX fue limitada debido a la adsorción competitiva entre PGA y BX en las superficies de calcopirita y molibdenita. Además, PGA tiene una fuerte capacidad de reducción que puede reducir las moléculas de dixantógeno formadas en las superficies de calcopirita y molibdenita a través de la reacción electroquímica de BX. Las energías de Fermi (EF) de PGA, molibdenita y calcopirita son −3,936, −4,138 y −5,433 eV, respectivamente.
La dirección de la transición de electrones es siempre de un nivel de energía alto a uno bajo; por lo tanto, PGA dio preferentemente los electrones a la calcopirita que a la molibdenita cuando los dos minerales coexistieron.
3.1.10 Análisis del proceso propuesto
Los depósitos de tipo pórfido son las principales fuentes de cobre (Cu) y molibdeno (Mo); aproximadamente el 60 % de Cu y el 50 % de Mo se producen anualmente a partir de estos depósitos. Aparte de Cu y Mo, los metales preciosos (p. ej., oro (Au), plata (Ag) y elementos del grupo del platino (PGE)) y varios elementos estratégicos/de alta tecnología (p. ej., renio (Re), tungsteno (W), bismuto (Bi), indio (In), telurio (Te) y selenio (Se)) pueden alcanzar concentraciones económicas, por lo que se recuperan como subproductos durante el procesamiento del mineral de pórfido.
Por lo general, los depósitos de tipo pórfido se desarrollan a través de una serie de procesos: (i) minería a cielo abierto para excavar los minerales, (ii) trituración en circuito cerrado para liberar minerales valiosos y no valiosos, (iii) flotación a granel para recuperar Cu y minerales de Mo (es decir, principalmente calcopirita (CuFeS2) y molibdenita (MoS2)) como concentrados a granel de Cu- Mo, y (iv) flotación de Mo para separar los minerales de Cu y Mo de los concentrados a granel.
En la etapa final del procesamiento del mineral de pórfido (es decir, la separación por flotación de los minerales de Cu y Mo), los concentrados a granel de Cu-Mo se acondicionan con depresores de Cu (por ejemplo, hidrosulfuro de sodio (NaHS), sulfuro de sodio (Na2S) y reactivo de Nokes (P2S5). + NaOH)) para reducir la flotabilidad de la calcopirita mientras flota la molibdenita.
Si bien son efectivos, estos reactivos tienen el potencial de emitir gas de sulfuro de hidrógeno (H2S), conocido como gas tóxico y mortal, cuando el pH de la pulpa no se mantiene adecuadamente; por ejemplo, a pH < 10, el ion HS− derivado de los depresores de Cu comienza a formar especies H2S(aq), que luego se transforma fácilmente en la fase gaseosa, es decir, H2S(g), debido a su presión de vapor extremadamente alta (PH2S = 20.03 atm a 25 ◦C) [2,5]. Para evitar el accidente causado por la emisión de H2S, los circuitos de flotación deben consistir en celdas de flotación cubiertas junto con sistemas de ventilación activa, así como un lavador de solución de NaOH que trate cualquier gas de proceso.
Sin embargo, el uso de celdas de flotación cubiertas obviamente obstruye la inspección visual de la espuma, lo que reduce la eficiencia de las operaciones del proceso de flotación. No solo esto, sino que el uso de los reactivos mencionados anteriormente puede destruir las tuberías debido a la naturaleza corrosiva del H2S y producir una recuperación imperfecta de molibdenita, por lo que se debe prestar atención al desarrollo de técnicas alternativas.
Este documento es un estudio básico para investigar cómo la aplicación de la técnica de microencapsulación afecta los comportamientos de flotación de la calcopirita y la molibdenita. La microencapsulación es una técnica que encierra el material objetivo con recubrimientos compuestos de pequeñas partículas sólidas discretas o pequeñas gotas de líquido. Se ha informado que la
microencapsulación con compuestos sensibles a redox tiene la capacidad de formar selectivamente el recubrimiento en la superficie de los minerales conductores. Anteriormente, se investigó la microencapsulación utilizando iones ferrosos y de fosfato con el objetivo de crear un recubrimiento de fosfato férrico (FePO4) de forma selectiva en la superficie de la calcopirita.
Los estudios electroquímicos revelaron que la oxidación ferrosa se producía preferentemente en la superficie de