i
UNIVERSIDAD TÉCNICA ESTATAL DE QUEVEDO UNIDAD DE ESTUDIOS A DISTANCIA
CARRERA
INGENIERÍA INDUSTRIAL
TESIS DE GRADO
Diseño de un mezclador automático para la optimización de la producción de conservante salmuera en la Empresa Inaexpo del
cantón Santo Domingo, año 2014
PREVIO A LA OBTENCIÓN DEL TÍTULO DE:
INGENIERA INDUSTRIAL
AUTORA:
CLAUDIA PATRICIA SALAS ARTEAGA
DIRECTOR DE TESIS
ING. PEDRO INTRIAGO ZAMORA, MSC.
QUEVEDO – ECUADOR 2015
DECLARACIÓN DE AUTORÍA Y CESIÓN DE DERECHOS
ii
Yo, Claudia Patricia Salas Arteaga, declaro que el trabajo aquí descrito es de mi autoría; que no ha sido previamente presentado para ningún grado o calificación profesional; y, que he consultado las referencias bibliográficas que se incluyen en este documento.
La Universidad Técnica Estatal de Quevedo, puede hacer uso de los derechos correspondientes a este trabajo, según lo establecido por la Ley de Propiedad Intelectual, por su Reglamento y por la normatividad institucional vigente.
_____________________________
CLAUDIA PATRICIA SALAS ARTEAGA
CERTIFICACIÓN DEL DIRECTOR DE TESIS
iii
El suscrito, Ing. Pedro Intriago Zamora, docente de la Universidad Técnica Estatal de Quevedo, certifica que la egresada Claudia Patricia Salas Arteaga, realizó la tesis de grado previo a la obtención del título de Ingeniera Industrial titulado “DISEÑO DE UN MEZCLADOR AUTOMÁTICO PARA LA OPTIMIZACIÓN DE LA PRODUCCIÓN DE CONSERVANTE SALMUERA EN LA EMPRESA INAEXPO DEL CANTÓN SANTO DOMINGO, AÑO 2014
.
”, bajo mi dirección, habiendo cumplido con las disposiciones reglamentarias establecidas para el efecto.ING. PEDRO INTRIAGO ZAMORA, MSC.
DIRECTOR DE TESIS
iv
UNIVERSIDAD TÉCNICA ESTATAL DE QUEVEDO UNIDAD DE ESTUDIOS A DISTANCIA
CARRERA DE INGENIERÍA INDUSTRIAL
Presentado al Comité Técnico Académico como requisito previo a la obtención del título de:
INGENIERA INDUSTRIAL
Aprobado:
Ing. Leonardo Baque Mite, Msc.
PRESIDENTE DEL TRIBUNAL DE TESIS
Ing. Milton Peralta Fonseca, MBA.
MIEMBRO DEL TRIBUNAL DE TESIS
Ing. Teresa Llerena Guevara, Msc.
MIEMBRO DEL TRIBUNAL DE TESIS
QUEVEDO – ECUADOR 2015
AGRADECIMIENTO
v
Primeramente quiero agradecer a Dios por haberme permitido llegar hasta este punto y haberme dado salud, ser el manantial de vida y darme lo necesario y para seguir adelante día a día para lograr mis objetivos trazados, además de su infinita bondad y amor.
A mi madre por haberme apoyado en todo momento, por sus consejos, sus valores, por la motivación inquebrantable que me ha permitido ser una persona luchadora, pero más que nada, por su amor. A mi pequeña hija que sin duda también forma parte de esta lucha. A mi hermano mayor por el valor mostrado para salir adelante y por su amor, a mi hermana por haberme apoyado cuando más la necesite, a mi cuñada que sin duda alguna ha sido más que una hermana y a todos aquellos que ayudaron directa o indirectamente a realizar este documento.
A mis tutores por su gran apoyo y motivación para la culminación de nuestros estudios profesionales, por su apoyo brindado en este trabajo, por haberme transmitido las ciencias y haberme llevado paso a paso en la educación.
DEDICATORIA
vi
Dedico esta tesis a Dios, por haberme iluminado en el camino del saber y culminación de esta tesis de ingeniería, en especial a mi madre por su apoyo incondicional, a mi hija porque ella también es el motivo de lucha. A mis compañeros de estudios por darme animo día a día, a mis maestros y amigos, quienes pusieron un grano de arena para darme su apoyo y consejo. A todos les agradezco desde el fondo de mi alma. Para todos ellos esta dedicatoria.
vii
ÍNDICE GENERAL
Pág.
Portada i
Declaración de autoría y cesión de derechos ii
Certificación del director de tesis iii
Tribunal de tesis iv
Agradecimiento v
Dedicatoria vi
Índice general vii
Índice de cuadros xii
Índice de figuras xiii
Índice de tablas xiv
Índice de gráficos xv
Resumen ejecutivo xvi
Abstrac xvii
CAPITULO I: MARCO CONTEXTUAL DE LA INVESTIGACIÓN
1
1.1. Introducción 2
1.1.1. Problematización 3
1.1.2. Justificación 4
1.2. Objetivos 6
1.2.1. Objetivo General 6
1.2.2. Objetivos Específicos 6
1.3. Hipótesis 6
CAPITULO II: MARCO TEORICO 7
2.1. Fundamentación teórica
2.1.1. Conservante 8
2.1.1.1. Preparación de Conservantes 8
2.1.2. Salmuera 8
2.1.2.1. Proceso de preparación de Salmuera 9
2.1.3. Palmito 10
2.1.3.1. Origen 10
viii
2.1.3.2. Características principales 12
2.1.3.3. Composición del Palmito y del Fruto 13
2.1.3.4. Industrialización del Palmito 15
2.1.3.5. Proceso tecnológico 16
2.1.3.6. Diagrama de flujo para el procesamiento de palmito 19
2.1.3.7. Exportaciones de Palmito en el Ecuador 20
2.1.4. Procesos de Producción 20
2.1.4.1 Diseños de procesos de producción 21
2.1.5. Productividad 22
2.1.5.1. Desarrollo de la productividad en las empresas 23
2.1.5.2. Productividad – Mejor Continua 24
2.1.5.3. Importancia de la Productividad 24
2.1.5.4. Razones para la importancia de la Productividad 25
2.1.5.5. Indicadores de la Productividad 26
2.1.5.6. Productividad Laboral 26
2.1.5.7. Productividad Total de los Factores 26
2.1.5.8. Importancia del Estudio de la Productividad 27
2.1.6. Optimización 27
2.1.6.1. Optimización de Procesos 28
2.1.6.2. Uso de la Optimización 29
2.1.6.3. Técnicas para Optimizar la Producción 29
2.1.7. Estudio del Trabajo 32
2.1.7.1. Diseño del Trabajo 33
2.1.7.2. Diagramas 34
2.1.7.3. Diagramas de Proceso 34
2.1.7.4. Diagramas de Recorrido 35
2.1.8. Estudio de Tiempos 35
2.1.8.1. Objetivos del Estudio de tiempos 36
2.1.8.2. Requerimiento del Estudio de tiempos 36
2.1.8.3. Elementos del Estudio de Tiempos 36
2.1.8.4. Importancia del Estudio de tiempos 37
2.1.8.5. Elementos y Preparación para el Estudio de Tiempos 38
2.1.9. Tiempo Estándar 42
ix
2.1.9.1. Aplicaciones del Tiempo Estándar 43
2.1.9.2. Ventajas de la aplicación de los tiempos estándar 44
2.1.9.3. Cálculo del Tiempo Estándar 44
2.1.9.4. Tiempo Real 45
2.1.9.5. Tiempo Normal 45
2.1.10. Estudio Económico y Financiero 46
2.1.10.1. Beneficio Neto 46
2.1.10.2. Valor Actual Neto 46
2.1.10.3. Tasa Interna de Retorno 46
2.1.10.4. Relación Beneficio Costo 46
CAPITULO III: METODOLOGÍA DE LA INVETIGACIÓN 48
3.1. Materiales y métodos 49
3.1.1. Localización y duración de la Investigación 49
3.1.2. Materiales y equipos 49
3.1.2.1. Equipo humano 49
3.1.2.2. Materiales de oficina 49
3.1.2.3. Equipo de oficina 49
3.2. Métodos de investigación 50
3.2.1 Método analítico 50
3.2.2. Método estadístico 50
3.3. Tipos de investigación 50
3.3.1. Investigación de campo 50
3.3.2. Investigación descriptiva 50
3.3.3. Investigación bibliográfica 50
3.4. Población y Muestra 51
3.4.1. Población 51
3.4.2. Muestra 51
3.5. Presupuesto 51
3.5.1. Costo de Personal 51
3.5.2. Gastos Generales 51
3.6. Financiamiento 52
3.6.1. Fuentes 52
x
3.6.2. Rubros 52
3.7. Procedimiento Metodológico 52
CAPITULO IV: RESULTADOS Y DISCUSIÓN 54
4.1. Resultados 55
4.1.1. Diagnóstico de la situación actual de la producción de
salmuera 55
4.1.1.1. Encuesta realizada al personal operativo del área de
aseguramiento de la calidad de la empresa INAEXPO C.A. 55 4.1.2. Requerimientos funcionales del mezclador automático 68 4.1.2.1. Tiempos improductivos originados debido a paralizaciones por
falta de salmuera 68
4.1.2.2. Especificaciones del mezclador automático 71 4.1.2.3. Materiales necesarios para construir el mezclador automático 72 4.1.3. Diseño del mezclador automático para salmuera 74 4.1.4. Flujos y tiempos estándares para el proceso semiautomático
de elaboración del conservante salmuera 85
4.1.4.1. Flujo de proceso de elaboración de conservante salmuera en
mezclador 85
4.1.4.2. Tiempos establecidos para el proceso de preparación de
salmuera 87
4.1.5. Costo – beneficio de la implementación del mezclador
semiautomático para la elaboración de conservante salmuera 88 4.1.5.1. Beneficios por implementación del mezclador automático 88 4.1.5.2. Costos para el procesos de elaboración de salmuera
implementando el mezclador automático 89
4.1.5.3. Flujo de caja proyectado para el proyecto del mezclador 90 4.1.5.4. Análisis del indicador Relación Beneficio/Costo 90 4.1.5.5. Periodo de recuperación de la inversión (PRI) 91
4.2. Discusión 92
CAPITULO V: CONCLUSIONES Y RECOMENDACIONES 94
5.1. Conclusiones 95
5.2. Recomendaciones 96
xi
CAPITULO VI: BIBLIOGRAFÍA 97
6.1. Literatura citada 98
CAPITULO VII: ANEXOS 101
Anexo 1 Formato de encuesta dirigidaal personal operativo del área de Aseguramiento de la Calidad de la empresa INAEXPO del
cantón Santo Domingo. 102
Anexo 2 Ubicación de la Empresa INAEXPO 105
Anexo 3 Reportes de tiempos improductivos 106
Anexo 4 Reportes de tiempos improductivos 107
Anexo 5 Reportes de tiempos improductivos 108
Anexo 6 Reportes volumen de producción salmuera 109
Anexo 7 Reportes producción de palmito en lata 110
Anexo 8 Exportaciones de palmito Toneladas – Precio FOB 111
Anexo 9 Fotos realizando encuestas 112
xii
ÍNDICE DE CUADROS
Cuadro Pág.
1 Rango de edades de los operativos encuestados 55
2 Conocimiento sobre mezclador automático 56
3 Conocimiento sobre funciones de mezclador automático 57 4 Conocimiento sobre las ventajas de un mezclador automático 58 5 Resultado sobre instalación de mezclador automático 59
6 Resultado sobre como preparan la salmuera 60
7 Conocimiento de materiales para preparar salmuera 61 8 Por qué se generan los tiempos improductivos 62 9 Resultado sobre lo que se logrará con la automatización 63
10 Resultado sobre proceso más eficiente 64
11 Resultado sobre que desagrada del área de trabajo 65 12 Resultado sobre tiempo preparación salmuera 66 13 Resultado sobre utilización del sistema automático 67 14 Resumen tiempos improductivos por falta de Salmuera 68 15 Tiempos improductivos por falta de Salmuera 69 16 Porcentajes tiempos improductivos por falta de Salmuera 70 17 Factores considerados para el diseño del mezclador automático 72 18 Lista de materiales para construcción e instalación de mezclador 73 19 Parámetros de tiempo para producción de salmuera 87 20 Beneficio por disminución de paralizaciones 88
21 Beneficio por mano de obra disminuida 88
22 Costo mano de obra 89
23 Costo energía eléctrica 89
24 Depreciación de mezclador automático 89
25 Flujo de caja proyectado 90
26 Índice beneficio/costo 91
27 Parámetros periodo de recuperación de inversión 91
xiii
ÍNDICE DE FIGURAS
Figura Pág.
1 Flujo de proceso de Palmito 19
2 Exportaciones de Palmito en el Ecuador 20
3 Partes del mezclador semiautomático de salmuera 75 4 Olla de preparación del mezclador semiautomático de salmuera 76 5 Aspas del mezclador semiautomático de salmuera 77 6 Base de marmita del mezclador semiautomático de salmuera 77 7 Base horizontal motor del mezclador semiautomático de salmuera 78 8 Base vertical motor del mezclador semiautomático de salmuera 78 9 Chumacera vista lateral del mezclador semiautomático de
salmuera 79
10 Eje del mezclador semiautomático de salmuera 79 11 Manómetro del mezclador semiautomático de salmuera 80 12 Motor del mezclador semiautomático de salmuera 80 13 Marmita del mezclador semiautomático de salmuera 81 14 Polea vista superior del mezclador semiautomático de salmuera 82 15 Recubrimiento del mezclador semiautomático de salmuera 82 16 Seguridad del mezclador semiautomático de salmuera 83 17 Tapa del mezclador semiautomático de salmuera 83 18 Tubería de agua del mezclador semiautomático de salmuera 84 19 Tubería de vapor del mezclador semiautomático de salmuera 84 20 Diagrama de flujo del proceso de elaboración de salmuera 86
xiv
ÍNDICE DE TABLAS
Tabla Pág.
1 Fórmula básica para Salmuera 9
2 Datos de las Salmueras 10
3 Composición química del Palmito sin procesar 13 4 Composición físico-químico de conservas Palmito almacenado por
diferentes periodos. 14
5 Principales características de los frutos de cinco ideo tipos de
palmito 15
6 Distribución de tallo de palmito 16
xv
ÍNDICE DE GRÁFICOS
Gráfico Pág.
1 Rango de edades de los operativos encuestados 55
2 Conocimiento sobre mezclador automático 56
3 Conocimiento sobre funciones de mezclador automático 57 4 Conocimiento sobre las ventajas de un mezclador automático 58 5 Resultado sobre instalación de mezclador automático 59
6 Resultado sobre como preparan la salmuera 60
7 Conocimiento de materiales para preparar salmuera 61 8 Por qué se generan los tiempos improductivos 62 9 Resultado sobre lo que se logrará con la automatización 63
10 Resultado sobre proceso más eficiente 64
11 Resultado sobre que desagrada del área de trabajo 65 12 Resultado sobre tiempo preparación salmuera 66 13 Resultado sobre utilización del sistema automático 67
14 Resumen tiempos improductivos 71
xvi
RESUMEN EJECUTIVO
El estudio para el diseño de un mezclador automático para la elaboración de salmuera se realizó en la empresa INAEXPO del cantón Santo Domingo durante el año 2014. Los objetivos específicos de la presente investigación fueron: Realizar diagnóstico de la situación actual del proceso de elaboración de conservante salmuera, determinar los requerimientos funcionales del mezclador automático, realizar estudio técnico para diseñar mezclador automático, establecer flujos y tiempos estándares para el proceso automático de elaboración de conservante salmuera y determinar el costo – beneficio de la optimización y automatización.
La investigación concluyó principalmente que la implementación del mezclador automático muestra rentabilidad, la inversión tiene una relación beneficio-costo de 4.89 y un periodo de recuperación de la inversión de 1 mes y 22 días, por lo que se hace viable la implementación del equipo.
En lo que respecta al estudio técnico, la investigación manifestó que el proceso para la elaboración de salmuera en el mezclador automático es: 1.
Almacenamiento de agua en planta de tratamiento, 2. transportación del agua por tuberías, 3. dosificación de agua y demás componentes de la salmuera, 4.
mezclado del conservante, 5. Filtración del conservante y 6. Transporte a planta de producción.
El diseño e implementación del mezclador automático para la elaboración de salmuera tiene una inversión que asciende a $8.856,02
xvii
ABSTRAC
The study for the design of an automatic mixer for making brine is made in the company INAEXPO Canton Santo Domingo in 2014. The specific objectives of this research were: Perform analysis of the current situation of the development process preservative brine, determining the functional requirements of automatic mixer, a technical study to design automatic mixer, flows and establish time standards for automatic development process and determine the preservative brine benefit - cost optimization and automation.
The investigation concluded that the implementation of primarily automatic mixer shows profitability, investmen thas a benefit-cost ratioof4.89and a period ofpayback1 month and 22 days, so it becomes viable implementation team.
With regard to the technical study, the investigation showed that the process for the preparation of brine in the automatic mixer is: 1. Storage water treatment plant, 2. water transportation pipeline, 3. water and other dosage components of the brine, 4. mixed preservative, preservative and filtering 5. 6. Transport to plant.
The design and implementation of automatic mixer for making brine has an investment amounting to$ 8,856.02
1
CAPÍTULO I
MARCO CONTEXTUAL DE LA INVESTIGACIÓN
2
1.1. Introducción
Ecuador cultiva palmito desde inicios de 1987. El desarrollo de la agroindustria, dedicada al proceso de enlatado y enfrascado, comenzó en el año 1991. Este sector ha experimentado un crecimiento constante y sostenido, convirtiéndose en uno de los más representativos de las exportaciones no tradicionales del país.
La tendencia mundial de incrementar el rendimiento de cualquier tipo de trabajo se ha traducido en un interés más amplio acerca del estudio de métodos y tiempos, donde quiera que se realice un trabajo manual, existe siempre el problema de hallar el medio más económico de hacerlo y de determinar la cantidad de trabajo que debería hacerse en un período de tiempo dado.
Con el desarrollo de la presente investigación se diseñó un mezclador automático para optimizar el proceso de preparar el conservante salmuera.
Conservante que lleva los envases de palmito enlatados, este líquido tiene ingredientes como sal, ácido cítrico y ácido ascórbico, y que en la actualidad este proceso de mezclado se lo realiza manualmente con una paleta con mango de acero inoxidable y paleta de fibra. El objetivo principal de automatizar el mezclador es optimizar recursos y mejorar las condiciones inseguras del personal que labora en este proceso.
La mejora en los procesos de producción lleva a buscar otras y mejores formas de producir, disminuyendo tiempos improductivos e incrementado la productividad en los procesos, es así que con la presente investigación de diseño de un mezclador automático y eficiente para la preparación del conservante salmuera en la planta industrial de la empresa INAEXPO le permitirá mejorar los índices de producción.
En vista al notable crecimiento de la demanda a nivel mundial del palmito y alcachofa en latas, y siendo Ecuador el país número uno en producción y exportación de palmito, se ve necesario mejorar el nivel de productividad de la
3
planta industrializadora, principalmente en el departamento de control de calidad, ya que en esta área es donde se prepara la salmuera en forma manual, originando cuellos de botellas en el área de producción (cliente interno).
Para ello se propuso realizar un estudio técnico para diseñar un mezclador automático para la preparación del conservante salmuera y así poder minimizar los tiempos, mano de obra, aumentar la productividad, mejorar la calidad del producto (salmuera) y disminuir las potenciales enfermedades profesionales por la forma manual en la que se prepara el conservante salmuera en la actualidad
1.1.1. Problematización
El palmito enlatado es un producto vegetal comestible y es adquirido cada vez mayor aceptación e importancia a nivel mundial; es extremadamente nutritivo.
Por este motivo el palmito es apetecible en los mercados mundiales y por esta razón la empresa se ve obligada a ser más productiva de lo que es actualmente.
La característica principal en la preparación del conservante salmuera en la actualidad es que es una actividad de esfuerzo físico forzado, ya que el proceso de mezclar los ingredientes se lo realiza en forma manual, lo que ocasiona directamente una improductividad en el área de preparación del conservante salmuera (Control de Calidad), originando frecuentemente que se formen cuellos de botellas en el proceso de producción.
La empresa Industrial Agrícola Exportadora (INAEXPO) no cuenta con mezclador automático que facilite y agilite el proceso de preparación del conservante salmuera; es decir, que permita la optimización de recursos y mejorar el desarrollo de las actividades de esta área de producción, por parte de los colaboradores que preparan la salmuera.
4
La falta de un mezclador automático de características especiales, afecta a la producción continua, ya que se evidencia tiempos improductivos en el área de producción por paradas que se generan por desabastecimiento del conservante salmuera.
1.1.2. Justificación
El presente estudio se elaboró en razón a la gran demanda del producto objeto de estudio, en mercados europeos, ya que tiene aceptación gastronómica de la gente.
Las exportaciones de palmito en el Ecuador son de alrededor del 2% de las exportaciones de productos no tradicionales, lo cual genera expectativa latente de ir en aumento los volúmenes de exportación de este producto, INAEXPO es una de las principales empresas exportadoras de palmito enlatado; por ello se supone sumamente prioritario el mantener y mejorar los niveles de productividad en óptimos y eficientes.
Es claro que la innovación tecnológica en los procesos de producción optimizan los recursos; pero la ausencia de ella, hace que se tenga que utilizar actividades en forma manual; y es la razón necesaria para buscar alternativas en diseño y optimización, en especial para la empresa inmersa en el estudio.
La empresa INAEXPO, exportadora de palmito enlatado, para mejorar su eficiencia y calidad en el proceso de mezclar el conservante salmuera; para dar soluciones a los tiempos improductivos, es imprescindible realizar cambios importantes; como es mejorar el proceso que se realiza en forma manual, reduciendo el tiempo en la preparación y elaboración del conservante salmuera, utilizado en las latas del producto.
El hecho de que INAEXPO invierta en implementar un mezclador automático, no solo le permite crecer como empresa, sino que también además de
5
aumentar la producción se incrementan las plazas de trabajo. Todo esto conlleva a un crecimiento industrial de su zona de influencia.
Mediante la investigación se logró los siguientes cambios:
Con el diagnóstico de la situación actual del proceso de elaboración de conservante salmuera en la planta industrial INAEXPO se demostró las ineficiencias e improductividades que se están originando en este proceso, ya que esto proporcionó conocer los métodos y técnicas utilizadas en la actualidad.
Con la identificación de los requerimientos funcionales del mezclador automático se pudo establecer el diseño, especificaciones técnicas, materiales y características especiales necesarias para el óptimo funcionamiento con conservante salmuera.
El estudio técnico para diseñar el mezclador automático para el proceso de elaborar conservante salmuera, permitió conocer planos, medidas, flujos de procesos y demás especificaciones técnicas necesarias para proponer el mezclador automático a la empresa INAEXPO.
Con el establecimiento de flujos y tiempos estándares se pudo determinar los esquemas precisos para el proceso automático de elaboración de conservante salmuera, lo que hará posible incrementar la eficiencia del equipo y el personal operativo, y con ello desarrollar productivamente el área de trabajo en mención.
El costo – beneficio de la optimización y automatización del proceso se determinó con la identificación, cuantificación y valoración de los nuevos estándares de producción que se darán con la implementación del nuevo proceso; y, la que se medirá a través de los costos de producción y relación Beneficio – Costo (B/C).
6
1.2. Objetivos
1.2.1. Objetivo general.
Diseñar mezclador automático para la optimización de la producción de conservante salmuera en la empresa INAEXPO en la Provincia de Santo Domingo de los Tsáchilas año 2014.
1.2.2. Objetivos específicos.
o Realizar diagnóstico de la situación actual del proceso de elaboración de conservante salmuera
o Determinar los requerimientos funcionales del mezclador automático o Realizar estudio técnico para diseñar mezclador automático
o Establecer flujos y tiempos estándares para el proceso automático de elaboración de conservante salmuera.
o Determinar el costo – beneficio de la optimización y automatización.
1.3. Hipótesis
El diseño de un mezclador automático para la optimización de la producción de conservante salmuera influye positivamente en la productividad de la empresa INAEXPO de la Provincia Santo Domingo de los Tsáchilas, año 2014.
7
CAPÍTULO II
MARCO TEÓRICO
8
2.1. Fundamentación teórica
2.1.1. Conservante
(www.codexalimentarius.net.). La conservación se define generalmente como el método empleado para preservar un estado existente o para prevenir posibles daños debidos a la acción de agentes químicos (oxidación), físicos (temperatura y luz) o biológicos (microorganismos). La conservación de los productos alimenticios ha permitido al hombre disponer de alimentos desde una cosecha hasta la siguiente. Por lo tanto, la función principal de la conservación es retrasar el deterioro de los alimentos y prevenir alteraciones de su sabor o, en algunos casos, de su aspecto.
2.1.1.1. Preparación de conservantes
Se denomina así a los químicos que se adicionan en el proceso de envasado antes de expedir un producto.
Entre los químicos (productos) más utilizados para la conservación están:
a) Salmuera b) Ácido cítrico c) Sal.
d) Ácido ascórbico
e) Solución de ácido acético 2.1.2. Salmuera
(www.wiktionary.org/wiki/.). La salmuera es agua con una alta concentración de sal (NaCl) disuelta. Existen ríos y lagos salados en donde no hay vida por el exceso de sal y de donde se extrae la salmuera, principalmente para obtener su sal evaporando el agua en salinas. La salmuera puede ser venenosa para algunos animales que beben de esta.
9
Por extensión, también se llama salmuera a disoluciones altamente concentradas de otras sales. Son ejemplos de ello la salmuera de cloruro de calcio y la de bicromato sódico.
2.1.2.1. Proceso de preparación de salmuera
(INAEXPO, 2013). Lo primero es mantener las ollas con agua luego añadir la cantidad de sal y ácido cítrico a utilizar, toda esta preparación mezclada produce una salmuera, esta concentración disuelta es para la conservación del palmito.
El mezclado es el proceso en el cual varios ingredientes se ponen en contacto, de tal forma que al final de la operación, se obtenga un sistema homogéneo.
Según la escala del mezclado y la miscibilidad relativa de las sustancias en presencia, el resultado puede ser una solución.
(Mora Jorge & Echeverría Javier, 1999). Con la intención de facilitar el flujo de proceso, se recomienda utilizar una sola fórmula de salmuera para llenar las diferentes presentaciones del producto. En la siguiente tabla se muestra una formula básica.
Tabla 1: Fórmula básica para Salmuera
Componente Cantidades
Ácido Cítrico 0.85 % p/p
Ácido Ascórbico 300 ppm
Cloruro de Sodio 2.70 % p/p
Fuente: Mora Urpí 2000
La fórmula básica para una salmuera dependerá de factores tales como la dureza del agua, pH del palmito (varía de acuerdo con el origen, variedad, uso de la precoción y tipo de precoción).
- El ácido cítrico a usar en esta fórmula funciona como acidificante y su calidad debe ser grado alimentario, anhidro.
10
- El ácido ascórbico es usado como antioxidante, principalmente para proteger de la oxidación al palmito envasado en frascos de vidrio
- El cloruro de sodio debe ser grado alimentario y refinado
(Hopp Vollrath, 2005). Como salmueras se usan normalmente las disoluciones acuosas de las sales que se indican en la siguiente tabla:
Tabla 2: Datos de las Salmueras Disolución
Salina
Punto de congelación más bajo (°C)
Densidad (Kg/Lt)
Calor especifico (Kj/Kg°C)
NaCl - 21.1 1.17 3.31
CaCl2 - 55.0 1.28 2.64
MgCl2 - 33.6 1.18 2.93
Fuente: Hopp 2005
2.1.3. Palmito 2.1.3.1. Origen
(Hernandez Omar, 2012). El palmito es una palmera originaria de la América tropical que fue muy utilizada por algunas culturas indígenas prehispánicas y cuya importancia como fuente alimenticia disminuyó durante la colonia, al igual que muchas otras especies nativas de América. Algunas de las principales razones para la disminución en su uso fueron la introducción de nuevos cultivos alimenticios de ciclo corto, la falta de tecnología para procesar la fruta y el palmito, los subsidios de los gobiernos hacia la importación de granos básicos, la falta de hábito de consumo en las nuevas poblaciones y el desarrollo de las áreas con otros cultivos, especialmente con pastizales, los que con el uso extensivo del fuego disminuyeron la presencia del pijuayo en las zonas de dispersión natural. Sin embargo, la especie aún tiene una relativa importancia en algunas tribus nativas de la Amazonía y en la dieta de algunas poblaciones de la América tropical.
11
En la actualidad la aparición de nuevos mercados y de nuevas formas de consumo, así como la alta dependencia alimentaria que se ha creado en algunos países de centro y sur América, hacen evidente la necesidad de desarrollar cultivos con especies "olvidadas" y nativas del continente americano. El pijuayo es una de estas especies, que tiene un alto potencial para la producción de alimentos, madera y fibra.
(Hernandez Omar, 2012). La distribución geográfica de esta especie es muy extensa; el límite norte está en Honduras, y el límite sur está en Bolivia y la parte sur de Brasil. También se indica su presencia en algunas islas de las Antillas, especialmente Trinidad
Concordante con su amplia distribución, la especie recibe distintos nombres.
Así, se denomina pijuayo y chonta en el Perú; chontaduro y pijuayo en Ecuador; chontaduro, cachipay, casipaes y pijibay en Colombia; pijuayo, pichiguao, pijiguao, macana, manacilla y periguao en Venezuela; parépon en la Guayana Francesa; amana en Surinam; pupunha y pirijao en Brasil; tembé y tembé de castilla en Bolivia; pejibaye, pijuayo, pijibay y pixbae en Costa Rica y Nicaragua; pijuayo y piba en Panamá; peachpalm y pewa en Trinidad y peachpalm en los demás países de habla inglesa.
La planta es una palmera que tiene múltiples usos y que se puede cultivar en sistemas muy compatibles con la ecología de la Amazonía. Entre los usos del palmito se tienen los siguientes:
Producción de fruta:
- Para consumo humano: Pulpa, harina y aceite.
- Para consumo animal: Concentrado y ensilaje.
Producción vegetativa:
- Para consumo humano: Palmito.
- Para construcción: Madera y hojas.
- Otros usos: Ornamentales.
12
Las nuevas tecnologías desarrolladas en años recientes, por ejemplo, acelerando la domesticación de especies nativas o el mejoramiento genético de aquellas especies relegadas a un segundo plano, constituyen un instrumento poderoso para que los países dependientes alimentariamente salgan de esa situación de dependencia.
(Hernandez Omar, 2012). Pero, el apoyo que la investigación agrícola recibe en este aspecto es mínimo; el uso de un producto por una minoría, especialmente si es de bajo poder adquisitivo, no contribuye a promover el interés económico para apoyar la investigación agrícola.
La siembra del palmito para la producción puede tener efecto favorable sobre la biodiversidad de la misma especie, así como sobre la de otras palmáceas. En el caso de la misma especie, la siembra se está efectuando con semillas producidas en rodales manejados, sin disminuir la capacidad de regeneración de estos rodales. Mezclas de estas semillas se están sembrando en ecosistemas diferentes que van a permitir su cruzamiento.
2.1.3.2. Características principales
(Sanchez C., 2010). El palmito constituye la parte central o el corazón de algunas palmeras silvestres originarias de la región selvática y amazónica, que para ser producida e industrializada ha sufrido un proceso de adaptación, para transformase así en una especie de cultivo. La principal variedad que se ha domesticado se denomina ¨BactrisGasipaes¨, conocida en el Ecuador como
¨Chontaduro¨ y en Costa Rica como ¨Pejibaye¨. Es lógico percibir el grave daño ecológico que el aprovechamiento del palmito silvestre acarrea.
En Ecuador se produce palmito principalmente en las zonas de Esmeraldas:
Quinindé, La Concordia, San Lorenzo, Cayapas; Pichincha: Pedro Vicente Maldonado, Santo Domingo, Puerto Quito; Manabí: Nueva Delicia; Morona Santiago: Yaupi; Pastaza: Sarayacu, Teniente Hugo Ortiz; Napo: Loreto, Coca, Nueva Rocafuerte; Sucumbíos: Nueva Loja, Shushufindi.
13
2.1.3.3. Composición del palmito y del fruto
2.1.3.3.1. Composición del palmito
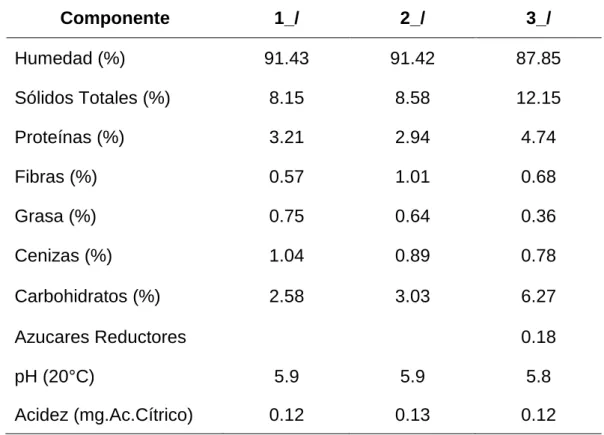
(PROEXANT, 2001). El tallo cosechado al cual se le han quitado dos envolturas externas (capa 1 y 2), quedando solamente con dos envolturas internas (capa 3 y 4) para protección del palmito, tiene peso promedio de 755 g y la siguiente composición: 59.6% de cáscara, 14.6% de parte basal constituida por los internudos, 10.7% de hojas abiertas o "punta" y 15% de palmito aprovechable.
En el siguiente cuadro se observa que el producto tiene alrededor de 90% de agua, 2,94 a 4.74% de proteínas y 0,57 a 1,01% de fibra, entre otros.
Tabla 3: Composición química del Palmito sin procesar
Componente 1_/ 2_/ 3_/
Humedad (%) 91.43 91.42 87.85
Sólidos Totales (%) 8.15 8.58 12.15
Proteínas (%) 3.21 2.94 4.74
Fibras (%) 0.57 1.01 0.68
Grasa (%) 0.75 0.64 0.36
Cenizas (%) 1.04 0.89 0.78
Carbohidratos (%) 2.58 3.03 6.27
Azucares Reductores 0.18
pH (20°C) 5.9 5.9 5.8
Acidez (mg.Ac.Cítrico) 0.12 0.13 0.12
1_/D’Arrigo, 1993. Palmito de plantas de desarrollo precoz.
2_/D’Arrigo, 1993. Palmito de plantas de desarrollo normal.
3_/Urro, 1990. Palmito de plantas de desarrollo normal.
Fuente: Proexant, 2001
14
Tabla 4: Composición físico-químicas de conservas Palmito almacenado por diferentes periodos.
Componente
Días de Almacenaje
0 30 60 90
Peso bruto (gr) 640 640 625 641
Peso neto (gr) 557 553.6 556 548
Peso escurrido (gr) 409 400.16 411 404
Volumen líquido (ml) 150 152.66 130 154
Densidad relativa (g/ml) 1 1.03 1.03 1.01
Sólidos solubles (Be) 3 2.73 3 2.8
pH (20°C) 4.12 4.03 3.96 4.05
Acidez (g.Ac.Cít/100 g) 0.41 0.42 0.41 0.41
Presión de vacío (hg¨) 15 14 15 15
Humedad (%bh) 90.07 90.4 91 90.05
Sólidos Totales (%bh) 9.3 9.6 9 9.95
Fibra (%bh) 0.85 0.83 0.77 0.82
Grasa (%bh) 0.71 0.69 0.76 0.84
Proteínas (%bh) 3.2 3.15 3.26 3.06
Cenizas (%bh) 1.4 1.67 1.11 1.56
Carbohidratos (%bh) 3.14 3.26 3.1 3.67
Fuente: Proexant, 2001.
2.1.3.3.2. Composición del fruto
(PROEXANT, 2001). Las numerosas clases de frutos de palmito que se observan en la Amazonía, se encuentran representados en cinco ideotipos identificados en base al color del exocarpo, color del mesocarpo y al contenido de aceite en la pulpa (Cuadro 3). En plantas con espina en el tallo, se observa que el número de racimos por planta está entre 8 y 16, el número de frutos por racimo está entre 82 y 244 y el número de frutos por planta está entre 656 y 1,616, correspondiendo el mayor número de frutos al mayor número de racimos, pero no al número de frutos por racimo. El peso de cada fruto varía
15
entre 23 a 40 g, siendo el menor peso en los que provienen de racimos con 244 frutos.
Tabla 5: Principales características de los frutos de cinco ideotipos de palmito Ideotipo Diámetro (cm) Color Brillo Color Aceite
Mayor Menor Exocarpo Exocarpo Mesocarpo Meso 1 4.3 3.3 Amarillo Intermedio Crema
Amarillo Poco
2 4.3 3.4 Anaranjado Poco Amarillo
Anaranjado Algo 3 4.1 3.1 Anaranjado Intermedio Amarillo
Anaranjado Algo 4 3.4 2.5 Anaranjado Intermedio Anaranjado Medio 5 4.1 3.1 Anaranjado Intermedio Anaranjado Medio
Fuente: Proexant, 2001.
2.1.3.4. Industrialización del Palmito
(Alvear Johana, 2010). La materia prima más apropiada para la fabricación de palmito en salmuera proviene de tallos con 10 a 12 cm en la base, lo cual se logra a partir de 15 meses después del trasplante. Pasada la primera cosecha, se tienen cortes sucesivos en la plantación, los que se deben dar cada tres a cuatros meses.
Al tallo cortado, se le quita en el campo una a dos de las capas o cascaras externas que inicialmente tienen un sin número de espinaspuntiagudas de color negro (capa 1 y 2), queda solamente con dos envolturas internas (capa 3 y 4) para protección del palmito. El tallo de palmito queda con una longitud entre 60 a 80 cm y un peso promedio de 755 g. La distribución se presenta en el siguiente cuadro.
16
Tabla 6:Distribución de tallo de palmito
Capas %
Cáscara 59.6
Parte basal (manzana) 14.6
Hojas abiertas o puntas 10.7
Palmito aprovechable o industrial 15.0
Fuente: Alvear, 2010.
2.1.3.5. Proceso tecnológico para la producción de conservas de corazones de palmito
2.1.3.5.1. Recepción del producto
(Alvear Johana, 2010). Al llegar los tallos a la planta se realiza el conteo y se verifica los parámetros que garantice la calidad de los tallos.
Luego del corte, los tallos deben llegar a la planta de procesamiento máximo hasta 24 horas después, siendo lo más recomendable manipular el producto el mismo día de su llegada. Con ello se reduce al mínimo el endurecimiento del turión, la pérdida de azúcares y pérdida de peso.
(Villachica H., 2006). Los palmitos deben estar libres de hongos y evidencia de fermentación. Se acepta el 2 % de tallos con daño por transporte. El vehículo de transporte debe estar limpio de fertilizantes, cemento, combustible u otro material que dañe la calidad o contamine el olor del tallo de palmito
2.1.3.5.2. Escaldado
(Villachica H., 2006). El tallo de palmito, es cocinado a 90 o 95 °C por 12 minutos. El escaldado ablanda las espinas, da mayor consistencia, facilita el manipuleo, disminuye las pérdidas por ruptura del palmito y mejora el
17
rendimiento del obrero durante el pelado. Se realiza generalmente en tanques con agua caliente o con vapor directo.
2.1.3.5.3. Pelado del tallo
(Villachica H., 2006). Se lo realiza manualmente con cuchillos bien afilados, separando las últimas dos envolturas del tallo, que por lo general son duras, fibrosas y con abundante espinas, para dejar solamente el corazón de palmito.
2.1.3.5.4. Cortado
(Villachica H., 2006). De la parte aprovechable de la chonta (35-50 cm) se hacen cortes transversales, obteniendo de 3 a 5 piezas de palmito enlatable y una pieza denominada “manzana” de mayor dureza de 10 cm.
aproximadamente. El ápice terminal constituye desecho.
2.1.3.5.5. Inmersión
(Villachica H., 2006). En sal de manipuleo: la solución de manipuleo está constituida por una salmuera al 2%, más ácido cítrico (0.2% en peso). Esta operación se realiza con el propósito de detener la oxidación y facilitar la penetración de sal y ácido en las piezas de palmito.
2.1.3.5.6. Llenado de las latas
(Villachica H., 2006). Consiste en la colocación de las piezas en las latas de hojalata.
2.1.3.5.7. Adición del líquido de gobierno (salmuera)
(Villachica H., 2006). Se adiciona en caliente (80-85 C) como mínimo y consiste en una salmuera (2.5%) acidificada (0.65%).
18
2.1.3.5.8. Exhausting
(Villachica H., 2006). Consiste en hacer pasar las latas a través de un túnel de vapor con el propósitode desplazar el aire presente y crear el vacío necesario para preservar el producto. Se realiza a una temperatura de 85 a 90ºC por un tiempo de 7,5 a 8 minutos.
2.1.3.5.9. Sellado
(Villachica H., 2006). Las latas pasan por una máquina selladora y deben ser herméticamente sellados.
2.1.3.5.10. Tratamiento térmico
(Villachica H., 2006). Consiste en someter el producto a una temperatura de 115 ºC por 15 minutos y a una presión de 0.2 Kg/cm; con el objeto de eliminar los microorganismos presentes a fin de asegurar la conservación del producto en el tiempo.
2.1.3.5.11. Enfriado
(Villachica H., 2006). Se somete el producto a una temperatura de 30-35 °C.
2.1.3.5.12. Almacenaje
(Villachica H., 2006). Se realiza en lugares secos y a temperatura ambiente, con el propósito de evaluar su comportamiento (tallas en el proceso), el tiempo asignado es de dos meses usualmente.
2.1.3.5.13. Control de calidad
(Villachica H., 2006). Se verifica la calidad por ensayos microbiológicos, organolépticos y de hermeticidad de cierre entre otros.
19
2.1.3.5.14. Etiquetado
(Villachica H., 2006). Se procede al pegado de las etiquetas en los envases.
Manualmente o en máquinas.
2.1.3.5.15. Encartonado
(Bernhardt L.W., 2000). Consiste en poner las latas en cajas de 24 (tipo 1/2) y 12 (tipo 1/1) unidades.
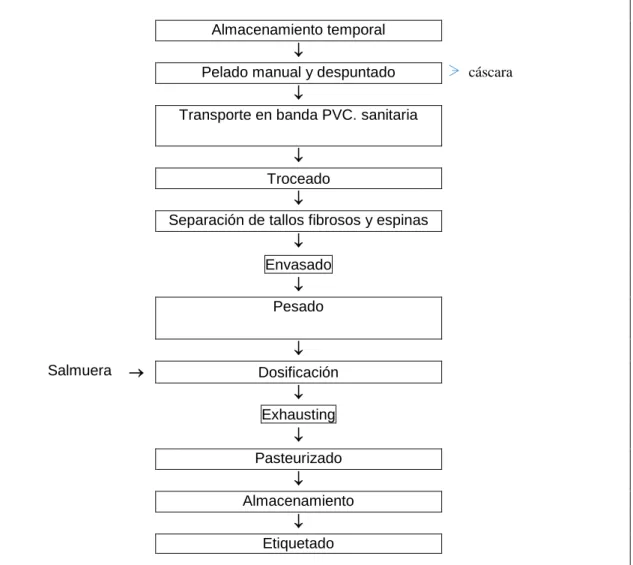
2.1.3.6. Diagrama de flujo para el procesamiento de palmito.
Figura 1: Flujo de proceso de Palmito
Almacenamiento temporal
Pelado manual y despuntado cáscara
Transporte en banda PVC. sanitaria
Troceado
Separación de tallos fibrosos y espinas
Envasado
Pesado
Salmuera Dosificación
Exhausting
Pasteurizado
Almacenamiento
Etiquetado Fuente: www.fao.org/inpho
20
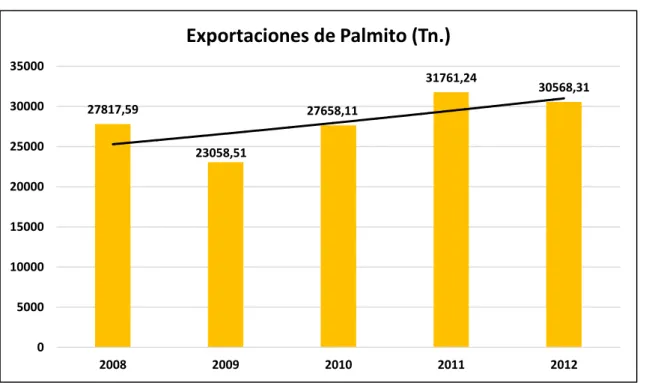
2.1.3.7. Exportaciones de palmito en el Ecuador
(www.bce.fin.ec). Las exportaciones de palmito en el Ecuador son de alrededor del 2% de las exportaciones de productos no tradicionales, lo cual genera expectativa latente el aumento de los volúmenes de exportación de este producto.
Figura 2: Exportaciones de Palmito en el Ecuador
Fuente: Banco Central del Ecuador.
2.1.4. Procesos de producción
(Avella Camarero Lucía, 2006). El proceso de producción es un conjunto de actividades mediante las cuales uno o varios factores productivos se transforman en productos. La transformación crea riqueza, es decir. Añade valor a los componentes o inputs adquiridos por la empresa. El material comprado es más valioso y aumenta su potencialidad para satisfacer las necesidades de los clientes a medida que avanza a través del proceso de producción.
El proceso de producción está formado por tareas y flujos.
27817,59
23058,51
27658,11
31761,24
30568,31
0 5000 10000 15000 20000 25000 30000 35000
2008 2009 2010 2011 2012
Exportaciones de Palmito (Tn.)
21
Tarea. Una tarea es cualquier acción realizada por trabajadores o maquinas sobre materias primas, productos semiterminados o productos terminados. Las tareas pueden ser de varios tipos:
- Tareas esenciales. Consisten en transformaciones que cambian las características físicas o químicas de los materiales.
- Tareas auxiliares. Complementan las tareas esenciales, son de menor rango pero necesarias.
- Tareas de apoyo. Tienen una orientación específica: hacer operativo y poner a punto el proceso.
- Tareas superfluas. Son acciones que ocurren irregularmente y requieren actuaciones que no añaden valor al producto.
Flujos. Pueden ser de productos y de información. El flujo de productos es la ruta que siguen los materiales desde su recepción en fábrica hasta su llegada al almacén, y viceversa. El flujo de información es un complemento en el proceso de producción de un producto (bien o servicio). Este flujo se presenta cuando las anotaciones o instrucciones necesarias se trasladan desde el correspondiente centro de responsabilidad al encargado del almacén o de una tarea, para que se ejecuten y la secuencia a seguir para producir el output.
2.1.4.1. Diseños de procesos de producción
(Fogarty Blackstone Hoffmann, 2007). Existen tres diseños tradicionales que son útiles en la clasificación de los ambientes de procesos de producción.
Estos diseños se denominan manufactura en talleres en flujo, manufactura en talleres de trabajo y manufactura en sitio.
22
2.1.4.1.1. Talleres de flujo
(Fogarty Blackstone Hoffmann, 2007). Se conoce a veces como distribución por producto porque el producto siempre sigue las mismas etapas secuenciales de producción. Existen cuatro tipos de flujos:
a) Flujo continuo.
b) Flujo repetitivo dedicado.
c) Flujo en lotes.
d) Flujo repetitivo de modelo mixto.
2.1.4.1.2. Talleres de trabajo
(Fogarty Blackstone Hoffmann, 2007). Un proceso en taller de trabajo se caracteriza por la organización del equipo similar agrupándolo de acuerdo a una función (tal como molienda, taladrado, torneado, forjado y ensamble). A medid que los trabajos fluyen del centro de trabajo a otro centro de trabajo, o departamento en departamento, se realiza una operación de tipo diferente en cada centro o departamento.
2.1.5. Productividad
(Niebel Benjamin & Freivalds Andris, 2009). En el ámbito de desarrollo profesional se le llama productividad (P) al índice económico que relaciona la producción con los recursos empleados para obtener dicha producción, expresado matemáticamente como:
P = Producción / Recursos
La productividad evalúa la capacidad de un sistema para elaborar los productos que son requeridos y a la vez el grado en que aprovechan los recursos utilizados, es decir, el valor agregado. Una mayor productividad utilizando los mismos recursos o produciendo los mismos bienes o servicios resulta en una
23
mayor rentabilidad para la empresa. Por ello, el sistema de gestión de la calidad de la empresa trata de aumentar la productividad.
La productividad tiene una relación directa con la mejora continua del sistema de gestión de la calidad y gracias a este sistema de calidad se puede prevenir los defectos de calidad del producto y así mejorar los estándares de calidad de la empresa sin que lleguen al usuario final. La productividad va en relación con los estándares de producción. Si se mejoran estos estándares, entonces hay un ahorro de recursos que se reflejan en el aumento de la utilidad.
(www.productividad y eficiencia). Productividad puede definirse como la relación entre la cantidad de bienes y servicios producidos y la cantidad de recursos utilizados. En la manufacturación la productividad sirve para evaluar el rendimiento de los talleres, las máquinas, los equipos de trabajo y los empleados.
Productividad en términos de empleados es sinónimo de rendimiento. En un enfoque sistemático decimos que algo o alguien es productivo con una cantidad de recursos (Insumos) en un periodo de tiempo dado se obtiene el máximo de productos. La productividad en las máquinas y equipos está dada como parte de sus características técnicas. No así con el recurso humano o los trabajadores. Deben de considerarse factores que influyen estrategias, entre otras cuestiones.
2.1.5.1 Desarrollo de la productividad en las empresas
(Niebel Benjamin & Freivalds Andris, 2009). El término de productividad es un concepto que se utiliza en las empresas y organizaciones para contribuir a la mejora de la productividad mediante el estudio y discusión de los factores determinantes de la productividad y de los elementos que intervienen en la misma. A continuación se indican algunos ejemplos de lo que las empresas entienden por productividad total:
24
Estudio de los ciclos y cargas de trabajo, así como su distribución.
Conjugación productividad - calidad.
Alternativas de los apoyos de la producción a fin de mejorar la eficiencia.
Estudio de la falta de eficiencia tanto proveniente de los paros técnicos como de los rechazos.
Estudio de los materiales y obra en curso.
Asesoramiento y participación.
2.1.5.2. Productividad-Mejora Continua
(Niebel Benjamin & Freivalds Andris, 2009). Para poder comprender en toda su magnitud el concepto de productividad, es imprescindible tener clara previamente la naturaleza del territorio en donde tiene lugar la empresa.
Considere siempre que la productividad es una de las variables de desempeño de las empresas, al igual que la calidad, la eficiencia y la competitividad.
En su concepción general clásica, la productividad es entendida como la relación volumétrica, es decir, no dineraria, entre los resultados producidos y los insumos utilizados en un periodo determinado. Esta definición es congruente con la famosa frase de ¨hacer más con menos¨.
Para el cumplimiento de esta famosa frase y poder alcanzar estos objetivos se deben llevar a cabo acciones de mejora permanente en el diseño e implementación de estrategias. En una palabra, se requiere que técnicamente, al interior de la empresa, impere una atmosfera de mejora continua en todos los procesos que tienen lugar en ella.
2.1.5.3. Importancia de la productividad
(Niebel Benjamin & Freivalds Andris, 2009). La única forma en que una empresa puede crecer e incrementar sus ganancias es mediante el aumento de su productividad. La mejora de la productividad se refiere al aumento en la cantidad de producción por hora de trabajo invertida.
25
Las herramientas fundamentales que generan una mejora en la productividad incluyen métodos, estudio de tiempos estándares y el diseño del trabajo.
Todos los aspectos de una industria –ventas, finanzas, producción, ingeniería, costos, mantenimiento y administración- ofrecen áreas fértiles para la aplicación de métodos, estándares y diseño del trabajo. Con mucha frecuencia la gente considera solo la producción, mientras que los demás aspectos de la empresa también pueden beneficiarse de la aplicación de las herramientas para incrementar la productividad.
En términos generales, se entiende por productividad la relación existente entre el producto(s) y el insumo(s). Su medición al nivel de empresa es, entonces, la cuantificación de la producción obtenida y los insumos utilizados en el proceso productivo.
2.1.5.4. Razones para la importancia de la productividad
(Niebel Benjamin & Freivalds Andris, 2009). Hay al menos cinco razones para que el empresario se preocupe por la productividad y su medición. Ellas son:
Un valor fundamental del concepto y la medición de la productividad es la estrecha relación entre la productividad y la rentabilidad de la empresa. Por ello, este escrito establece un sistema de indicadores que explícitamente relaciona ambos conceptos.
Mediante la medición, la productividad en la empresa adquiere una dimensión concreta. Al cuantificar la productividad se precisan conceptos algunas veces difusos, con realidades mensurables, haciendo el concepto mucho más útil.
La medición de la productividad amplía la planeación de las empresas. Una vez cuantificada la productividad se cuenta con bases sólidas para la planeación estratégica de las empresas y el seguimiento de las acciones
26
contenidas en él. El seguimiento al comportamiento histórico de la productividad revela áreas problemáticas de las empresas.
Existe una relación estrecha entre la productividad laboral y el nivel salarial.
Para los empresarios y los trabajadores es fundamental contar con información precisa para la toma de decisiones relacionadas con la distribución de la riqueza creada por el trabajo y el capital y la determinación de la planta óptima de personal.
Por último, la medición de la productividad fortalece la cultura de la productividad en el sector productivo, cultura con amplio potencial para el desarrollo empresarial y económico.
2.1.5.5. Indicadores de la productividad
(Centro Nacional de Productividad, 2008). Las empresas convierten los factores aportados por los agentes en bienes y servicios. Esta tarea es muy compleja y su comprensión requiere la construcción de un modelo abstracto de producción. La función de producción indica el valor agregado máximo que puede obtenerse a partir de un conjunto de insumos que se utilizan tan eficientemente cómo es posible. Una manera de medir la eficiencia de una empresa sería el comparar el valor agregado generado por ella con el valor agregado determinado por la función de producción
2.1.5.6. Productividad laboral
(Taborda, 2013). La productividad laboral o productividad por hora trabajada, se define como el aumento o disminución de los rendimientos en función del trabajo necesario para el producto final.
2.1.5.7. Productividad total de los factores
(Taborda, 2013). La productividad total de los factores (PFT) se define como el aumento o disminución de los rendimientos en la variación de cualquiera de los
27
factores que intervienen en la producción: trabajo, capital o técnica, entre otros.
Se relaciona con el rendimiento del proceso económico medido en unidades físicas o monetarias, por relación entre factores empleados y productos obtenidos.
Es uno de los términos que define el objetivo del subsistema técnico de la organización, la productividad en las máquinas y equipos está dada como parte de sus características técnicas.
2.1.5.8. Importancia del estudio de la productividad
(www.mipro.gob.ec, 2012). La productividad es un factor determinante para lograr la competitividad sostenible en el largo plazo, por lo que, debería ser considerada como uno de los principales indicadores para medir el crecimiento económico de un país. El uso eficiente de los recursos, se traduce en un mayor nivel de salarios para los trabajadores, mayores retornos para los inversionistas y mayores contribuciones al Estado. Su medición y análisis a nivel desagregado resulta fundamental para definir hacia qué industrias deberían canalizarse los esfuerzos.
2.1.6. Optimización
(Moncayo, 2011). Optimizar una producción o un proceso industrial significa mejorarlo utilizando o asignando todos los recursos que intervienen en el de la manera más excelente posible.
La optimización está orientada a producir más y mejor a un menor costo, bajo dos metas fundamentales:
Maximizar ganancias.
Minimizar costos
28
Optimizar un proceso implica en primer lugar poseer el conocimiento total del mismo, es decir, se necesita poseer toda la información relativa de las operaciones realizadas en forma sistemática. Solamente conociendo el proceso en su totalidad se puede proceder al Análisis del mismo y de las Operaciones para su mejoramiento.
2.1.6.1. Optimización de procesos
(Seguel, 2008). La optimización de procesos tiene varios matices, seguidores y detractores, pero lo cierto es que el término "optimización" en si es demasiado ambicioso para la dinámica de las empresas de hoy las cuales se ven obligadas a "ajustarse" al entorno, nuevos estándares y normativas legales. Por esta razón y en el sentido estricto, optimizar procesos es un desafío muy costoso e incluso doloroso para la industria.
¿Cómo podemos abordar el desafío de optimizar procesos?
¿Qué es lo que está haciendo la industria hoy?
Para responder la primera pregunta debemos entender qué significa el término en conflicto. Optimizar es encontrar el mínimo o el máximo de una función respecto a ciertas restricciones. Sin duda, alcanzar el mínimo o máximo es obtener la "mejor" solución entre otras soluciones factibles. Ahora bien, el mejor proceso debe ajustar el flujo de tareas, entradas y salidas de manera que entregue la mejor calidad al menor costo y en el menor tiempo. Sin embargo, si queremos aumentar la calidad de un producto o servicio (coreprocess) siempre se incurre en inversión de tecnología y personas (costos aumentan) pero a la vez podemos reducir los tiempos (de producción, soporte, time-to-market, etc.) y en el peor caso aumentarlos lo cual depende de otros factores tales como:
correcta elección de la tecnología, capacitación de las personas, estrategias de gestión (gestión del cambio y gestión del conocimiento).
Finalmente, la flexibilidad de un proceso está asociada a cuán rápido se ajusta a los cambios y dinamismo de la empresa y del entorno los cuales podemos dividir en factores internos y externos.
29
2.1.6.2. Uso de la optimización
(Seguel, 2008). Es aplicable principalmente para áreas como la Economía, pero aun cuando no se esté interesado en estudiar eso, es útil porque en nuestra vida diaria nos encontramos con situaciones en las cuáles elegir algo puede no resultar muy conveniente y costarnos más de lo que podría haber sido de realizar una simple operación.
2.1.6.3. Técnicas para optimizar la producción
(Prokopenko Joseph, 1989). Las técnicas utilizadas en la realización de programas de mejoramiento de la producción consisten principalmente en la recopilación de la información y el aumento de la eficacia del trabajo. Los métodos utilizados se clasifican en dos grupos:
Método Técnico: Técnicas de ingeniería y análisis económico
Método Humano: Métodos relacionados con el comportamiento.
2.1.6.3.1. Técnicas de ingeniería y análisis económico
Estudio del Trabajo.- Es una combinación de dos grupos de técnicas; el estudio de los métodos de trabajo y la medición del trabajo, que se utilizan para examinar el trabajo humano e indicar los factores que influyen en la eficiencia.
Simplificación del trabajo.- Se basa en el supuesto de quienes realmente ejecutan una tarea son con frecuencia los que están en mejor situación de mejorarla.
Análisis de Pareto.- A este análisis se le llama Pareto por un economista italiano que señaló el principio, a menudo llamado la regla 80/20, de que el 80% de los resultados provenían del 20% del esfuerzo.
30
Método justo a tiempo (JIT).- Es la producción (o entrega) de los elementos necesarios en la cantidad necesaria y en el momento necesario. El principal objetivo del método JIT es reducir los costos en el proceso de producción, mejoran de ese modo la productividad total de la organización.
Análisis Costo-Beneficio.- Es una técnica eficaz para el mejoramiento de la producción, para determinar el ratio de los beneficios de un proyecto determinado en relación con sus costos, teniendo en cuenta los beneficios y los costos que no pueden medirse directamente en unidades monetarias.
Presupuestación Base Cero.- Es un procedimiento de actuación, planificación y presupuestario que impone a todos los gerentes la obligación de justificar todas sus peticiones presupuestarias en detalle a partir de base cero.
2.1.6.3.2. Técnicas relacionadas al comportamiento
Desarrollo de la Organización.- Es un proceso planificado, dirigido y sistemático. Su objeto es modificar los sistemas, la cultura y el comportamiento de una organización para mejorar su eficacia. Se ocupa de los aspectos organizativos de las ciencias del comportamiento y está vinculado con el perfeccionamiento de los recursos humanos y la renovación organizativa.
Reuniones para estimular la expresión de ideas innovadoras.- Se trata de un proceso organizado de generación de ideas que evita cualquier evaluación prematura, dado que ésta frecuentemente obstaculiza la producción de buenas ideas.
2.1.6.3.3. Técnicas de optimización basadas en la tecnología
Diseño asistido por computadora (CAD)
31
Manufactura asistida por computadora.
Robótica.
Tecnología Láser.
Tecnología de energía.
Tecnología de grupos.
Graficas por computadora.
Administración del Mantenimiento.
Tecnología para la conservación de la energía.
2.1.6.3.4. Técnicas de optimización basadas en los materiales
Control de Inventarios.
Planeación de requerimientos de materiales (MRP).
Administración de materiales.
Control de Calidad.
Materiales reusables y reciclables.
2.1.6.3.5. Técnicas de optimización basadas en la mano de obra
Incentivos financieros.
Promoción de empleados.
Rotación del personal.
Participación del trabajador.
Administración por objetivos.
Capacitación.
Curvas de aprendizaje.
Percepción en funciones.
Calidad de supervisión.
Cero defectuosos.
Equipos de productividad y calidad.
Administración del tiempo.
Tiempo flexible.
32
2.1.6.3.6. Técnicas de optimización basadas en el producto
Análisis del Valor/Ingeniería del Valor.
Diversificación del producto.
Implicación del producto.
Investigación y Desarrollo.
Mejoramiento de la confiabilidad.
Emulación (Imitación).
Publicidad y Promoción.
2.1.6.3.7. Técnicas de optimización basadas en las tareas
Ingeniería de Métodos/Simplificación del Trabajo
Medición del Trabajo.
Diseño del Trabajo.
Evaluación del Trabajo.
Diseño de Seguridad en el Trabajo.
Ingeniería de factores Humanos (Ergonomía).
Programación de la Producción.
2.1.7. Estudio del trabajo
(Silva Fabián, 2009). En cualquier sistema organizacional se habla, de trabajo, por lo que las empresas realizan estudios que tratan de optimizar sus recursos para obtener un bien y/o servicio. Por ello el trabajo representa la dinámica de la empresa, ya que ésta presenta un factor primordial para aumentar su productividad. Por ello comenzaremos definiendo lo que es el trabajo.
Durante cualquier proceso en donde intervenga el hombre, se trata de ser los más eficientes, es por ellos que el estudio del trabajo nos presenta varias técnicas para aumentar la productividad. Se entiende por estudio del trabajo, genéricamente, ciertas técnicas, y en particular el estudio de métodos y la
33
medición del trabajo, que se utilizan para examinar el trabajo humano en todos sus contextos y que llevan sistemáticamente a investigar todos los factores que influyen en la eficiencia y economía de la situación estudiada, con el fin de efectuar mejoras.
El estudio de trabajo se divide en el estudio de tiempos y de movimientos, el estudio de tiempos se define como un análisis científico y minucioso de los métodos y aparatos utilizados para realizar un trabajo, el desarrollo de los detalles prácticos de la mejor manera de hacerlo y la determinación del tiempo necesario. Y el estudio de movimientos consiste en dividir el trabajo en los elementos más fundamentales posibles estudiar éstos independientemente y en sus relaciones mutuas, y una vez conocidos los tiempos que absorben ellos, crear métodos que disminuyan al mínimo el desperdicio de mano de obra.
El estudio de métodos que es el registro y examen crítico sistemáticos de los modos existentes y proyectados de llevar a cabo un trabajo, como medio de idear y aplicar métodos más sencillo y eficaces y de reducir los costos.
La medición del trabajo es la aplicación de las técnicas para determinar el tiempo que invierte un trabajador calificado en llevar a