1
UNIVERSIDAD NACIONAL DEL CENTRO DEL PERU
FACULTAD DE INGENIERIA QUÍMICA
“OPTIMIZACIÓN POR DISEÑO EXPERIMENTAL DE LA FLOTACIÓN DE CONCENTRADOS BULK PLOMOYPLATA A
NIVEL LABORATORIOEN LA FIQ”
Tesis
Para optar el título profesional de Ingeniero Químico
Presentado por:
Bachiller: ARANDA BRUNO, Jhon Abimael.
HUANCAYO - PERU
2014
2
ASESOR
Ing. Ms. USCAMAYTA VERÁSTEGUI, David Santos.
3
DEDICATORIA
Dedico este trabajo a mi mama Mila Bruno Aquino, quien estuvo siempre a mi lado brindándome todo su apoyo y por hacer de mí una mejor persona.
4
AGRADECIMIENTOS
En primer lugar, le doy gracias a Dios por el maravilloso regalo de la vida. A mis padres por haberme dado una profesión, la herramienta más útil en el trabajo diario de la vida.
Así mismo agradezco a nuestra querida Facultad de Ingeniería Química, personal docente y administrativo, por sus enseñanzas y preparación tanto a nivel profesional como personal;y de manera especial al ingenieroMs.
USCAMAYTA VERÁSTEGUI, David Santos por su asesoramiento, amigos y compañeros de estudios con quienes compartimos y tenemos la dicha de seguir compartiendo momentos gratos que nos llenan de felicidad.
Por la desinteresada ayuda en la realización de esta tesis, expreso un agradecimiento muy especial al Ing. DANIEL ZULOETA Mercedes, Superintendente Planta Concentradora – CASTROVIRREYNA COMPAÑÍA MINERA S.A.cuya visión profesional y humanista me ha permitido cumplir los objetivos y dando respuesta a las interrogantes para el desarrollo de las pruebas experimentales.
Al Ing. CURI ARAUJO, Jhon Jefe de laboratorio Químico MINLAB, por permitir el análisis químico de las muestras obtenidas en las pruebas de flotación.
5
RESUMEN
El mineral tratado por CASTROVIRREYNA COMPAÑÍA MINERA S.A. en la planta concentradora San Genaro contiene los siguientes elementos: Argentita (Ag2S), Galena (PbS), Esfalerita (ZnS), Pirita (FeS2), Calcopirita (CuFeS2) y Sales insolubles. Con un contenido metálico en la cabeza de 3.04 Onz Ag/Tm, 0.18 % Pb/Tm y 0.22 g Au/Tm. La humedad del mineral beneficiado es de 9,61
% de H2O, la gravedad especifica es 2.81 gr/l y el pH natural de la pulpa de 6.5.
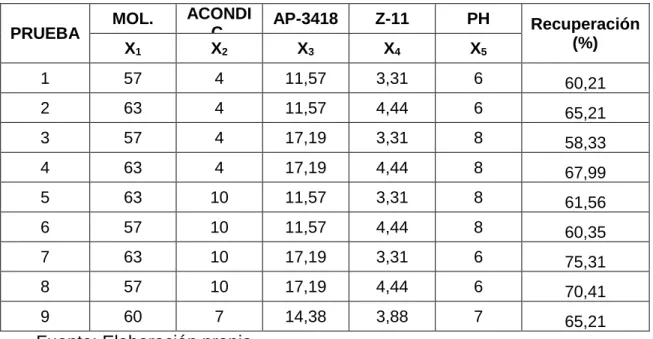
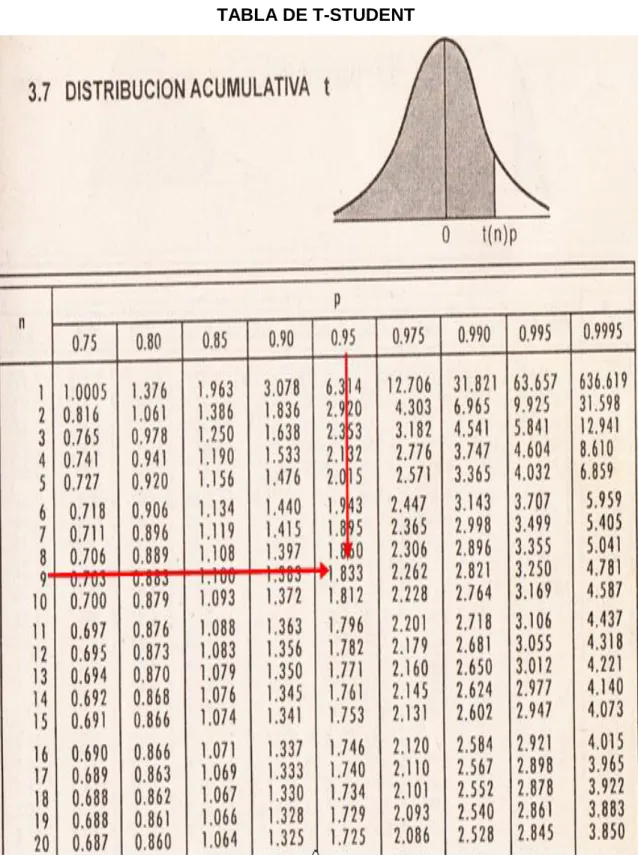
Las variables de operación en el proceso de flotación identificadas por el método de selección de variables fueron los siguientes: El grado de liberación (X1), Tiempo de acondicionamiento (X2), aerophine 3418 (X3), xantato Z-11 (X4) y pH de pulpa (X5), de las cuales se determinó las más influyentes en la recuperación por diseño de factoriales fraccionados obteniendo un T-student de 2.073, siendo las siguientes variables con mayores valores en T-regresión:
4.263 grado de liberación (X1), 3.261 Tiempo de acondicionamiento (X2), 5.072 aerophine 3418 (X3).
La optimización se desarrolló por composito central para tres variables y análisis estadístico de la regresión y ajuste, obteniendo la siguiente ecuación cuadrática:
Y = −1208.54 + 39.40X1+ 25.71X2− 4.57X3− 0.33X12− 0.69X22− 0.24X32
− 0.21X1X2+ 0.22X1X3− 0.16X2X3
De la ecuación se determinaron los valores óptimos de las variables por derivadas parciales: X1= 62.79% -200M, X2=7.21 minutos y X3=16.92 g/Tm AP- 3418. Con estos valores se logró determinar una recuperación máxima Y=82.35
% de Ag en lo concentrados. Finalmente se realizó la prueba batch en laboratorio con los valores óptimos de las variables obteniendo una recuperación de 82.21% de Ag.
6
INTRODUCCION
En nuestro país tenemos grandes reservas de minerales deAg, Cu, Pb, Zn, Au, Sn, Mo, Hg, etc. Esto por nuestra naturaleza geológica, dichos metales tienen un valor económico considerable en el mercado mundial razón por la cual diversas empresas invierten en explotar dichos metales para finalmentecomercializarloscomo concentrados generando ingresos económicos a cada una de ellas, por otro lado también generan puestos laborales para técnicos a fines de las necesidades.
En el distrito de Santa Ana provincia de Castrovirreyna departamento de Junín opera CASTROVIRREYNA COMPAÑÍA MINERA S.A. empresa dedicada a la explotación y concentración de minerales de Ag, Pb y Au como concentrado bulk, La concentración de minerales en la planta se realiza mediante los siguientes procesos: chancado, molienda, flotación, filtrado y disposición de relaves, cada uno de estos procesos ayuda a lograr un objetivo principal,que es la producción de concentrados, los parámetros actuales son de 1800 Tms/Día de tratamiento, 78.23% en recuperación de Agy 126.35 Onz Ag/Tm de calidad.
En vista de que la recuperación es relativamente baja, este presente trabajo optimizara las variables que afectan directamente la recuperación en el proceso de concentración de minerales, dicha optimización se desarrollara a nivel de laboratorio en la FIQ por el método de diseño experimental,donde se identificaran y determinaran las variables de mayor significancia que afectan la recuperación por el sistema de selección de variables y diseño de factoriales fraccionados respectivamente, posteriormente se optimizara por composito central para tres variables y análisis estadístico de la regresión y ajuste, determinando de esta manera los valoresóptimos de las variables para una recuperación máxima.
7
OBJETIVOS
OBJETIVO GENERAL
Optimizarlasrecuperaciónesen la flotación de plomo y plata mediante diseño experimental en la unidad Minera San Genaro CastrovirreynaCompañia Minera S.A.
OBJETIVOS ESPECÍFICOS
- Caracterizar el mineral de plomo y plata
- Identificar y seleccionar las variables que optimizan el proceso de flotación.
- Determinar mediante pruebas experimentales los valores óptimos de las variables seleccionadas.
- Desarrollar un modelo matemático de recuperación vs variables.
- Evaluar lasrecuperaciones de plomo y plata en condiciones óptimas.
8
SIMBOLOGIA UTILIZADA
Onz Onzas finas
SSE Suma de residuos al cuadrado de pruebas al centro SSF Suma de residuos al cuadrado de pruebas a los extremos SSM Suma del cuadrado del modelo
SSR Suma de residuos al cuadrado SST Suma de cuadrado total.
OnzAg Onzas finas de plata
gAu Gramos de Oro
%Pb Porcentaje de plomo
%Zn Porcentaje de Zinc
Tm Tonelada
g Gramos
Kg Kilogramos
l Litros
°C Grados centígrados
M Malla
%Ac(-) XiM Porcentaje de acumulado pasante a la malla Xi
µm Micrones
rpm Revoluciones por minuto
min Minuto
pH Potencial hidronio
Ge Gravedad especifica
CC Centímetros cúbicos
Ws Peso seco
Wh Peso húmedo
Rec. Obs. Recuperación observada Rec. Pred. Recuperación predeterminada
Nro Número
9
NaCN Cianuro de sodio
AP-3418 Aerophine 3418
Z-11 Xantatoisopropilico de sodio MIBC Metilisobutilcarbinoldowfroat 250
X1 Grado de liberación
X2 Tiempo de acondicionamiento
X3 Aerophine 3418
X4 Xantatoisopropilico de sodio
X5 pH
dY/dXi Derivada parcial de Y con respecto a Xi
Y Recuperación
10 INDICE
DEDICATORIA AGRADECIMIENTO RESUMEN
INTRODUCCIÓN OBJETIVOS
SIMBOLOGÍA ÍNDICE
CAPÍTULO I
INFORMACIÓN GENERAL
1.1 RESEÑA HISTÓRICA SOBRE LA EMPRESA 15
1.2 UBICACIÓN GEOGRÁFICA 16
1.3 DESCRIPCIÓN DE LA PLANTA CONCENTRADORA SAN GENARO 17
1.3.1 CHANCADO PRIMARIO 17
1.3.2 CHANCADO SECUNDARIO 18
1.3.3 CHANCADO TERCIARIO 18
1.3.4 MOLIENDA 18
1.3.5 FLOTACIÓN 19
1.3.6 ESPESAMIENTO Y FILTRADO 20
1.3.7 SECCIÓN RELAVE 20
1.4 UBICACIÓN Y ACCESOS 22
1.4.1 UBICACIÓN 22
1.4.2 ACCESOS 22
1.5 CARACTERIZACIÓN Y PLANTEAMIENTO DEL PROBLEMA 23
1.7 JUSTIFICACIÓN 24
11 CAPITULO II
MARCO TEÓRICO
2.1 REVISIÓN BIBLIOGRÁFICA (ANTECEDENTES) 26
2.2 MARCO CONCEPTUAL (ESTADO DEL ARTE) 30
2.2.1TEORÍAS DE LA FLOTACIÓN POR ESPUMAS 30
2.2.3 FUNDAMENTOS DEL PROCESO DE FLOTACIÓN 35
2.2.4 REACTIVOS DE FLOTACIÓN 38 2.2.7 SELECCIÓN DE VARIABLES CRITICAS QUE AFECTAN EL PROCESO DE FLOTACIÓN 51
2.2.8 DISEÑO EXPERIMENTAL 52
2.2.8 OPTIMIZACIÓN DE VARIABLES 55
2.3 DEFINICIÓN DE TÉRMINOS BÁSICOS 59 CAPITULO III METODOLOGÍA DE INVESTIGACIÓN 3.1 METODOS 62
3.2 TIPO DE INVESTIGACIÓN 62
3.3 POBLACIÓN Y MUESTRA 63
3.4 VARIABLES Y DISEÑO DE LA INVESTIGACIÓN 63
3.4.1 VARIABLES 63
3.4.2 DISEÑO 64
3.5 HIPÓTESIS 64
3.6 PROCEDIMIENTO PARA LA OPTIMIZACIÓN DE LAS RECUPERACIONES DE PLOMO Y PLATA 65
3.6.1 CARACTERIZACIÓN DEL MINERAL DE PLOMO Y PLATA 65 3.6.1.1 ANALISIS QUIMICO DEL MINERAL 65 3.6.1.2 DETERMINACION DE HUMEDAD 66 3.6.1.3 DETERMINACION DE GRAVEDAD ESPECÍFICA 67 3.6.2 IDENTIFICACIÓN Y SELECCION DE LAS VARIABLES QUE OPTIMIZAN EL PROCESO DE FLOTACIÓN 68
12
3.6.2.1 IDENTIFICACION DE VARIABLES 68
3.6.2.2 DETERMINACIÓN MEDIANTE PRUEBAS EXPERIMENTALES LOS VALORES ÓPTIMOS DE LAS VARIABLES DE FLOTACIÓN 70
3.6.3 DESARROLLO DE UN MODELO MATEMÁTICO DE RECUPERACIÓN VS VARIABLES 77
CAPÍTULO IV PRESENTACIÓN Y DISCUSIÓN DE RESULTADOS 4.1 EVALUACIÓN DE LAS RECUPERACIONES DE PLOMO Y PLATA PARA LA SELECCIÓN DE VARIABLES 81
4.1.1 DISEÑO FACTORIAL FRACCIONADOS 81
4.2 OPTIMIZACION EN LA FLOTACION PARA LA RECUPERACION DE PLATA 83
4.2.1 DISEÑO COMPUESTO PARA 3 VARIABLES 83
4.2.2 DETERMINACION DEL MODELO MATEMATICO 83
4.2.3 ANÁLISIS ESTADÍSTICO DE LA REGRESIÓN Y AJUSTE DEL MODELO MATEMATICO 86
4.2.4 DETERMINACIÓN DE LOS VALORES ÓPTIMOS DE LAS VARIABLES SELECCIONADAS 87
4.2.5 APLICACIÓN DE VALORES OPTIMOS EN LAS PRUEBAS EXPERIMENTALES 88
CONCLUSIONES 90
RECOMENDACIONES 92
BIBLIOGRAFIA 93
ANEXOS 95
ÍNDICE DE TABLAS TABLA I-1: Resumen metalúrgico del año 2012 CCMSA 24
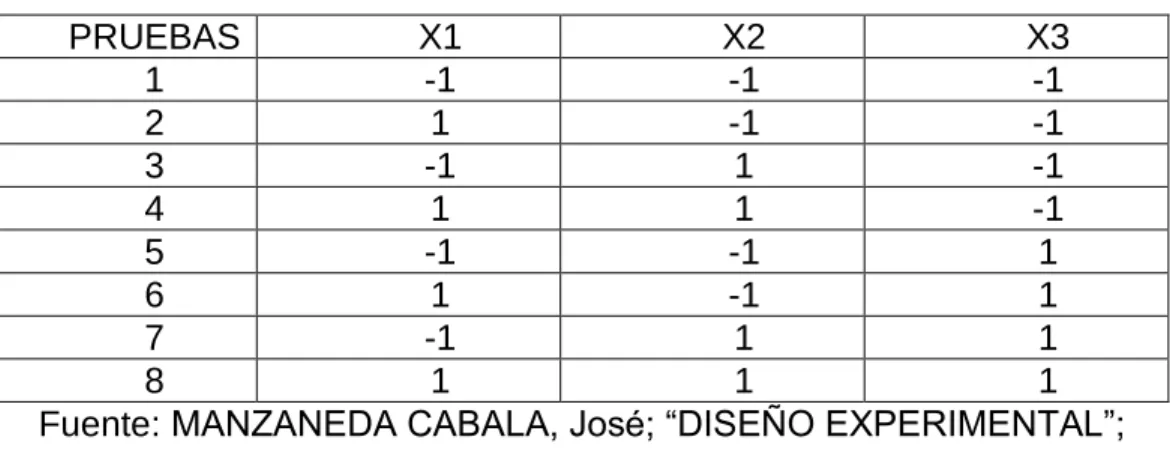
TABLA II-1: Diseño factorial para tres variables 54
13
TABLA II-2: Plantilla diseño factorial para cinco variables 55
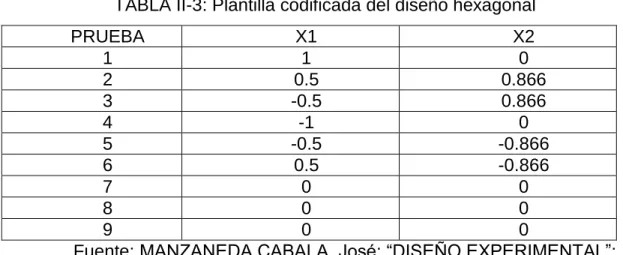
TABLA II-3: Plantilla codificada del diseño hexagonal 56
TABLA II-4: Plantilla codificada del diseño octogonal 56
TABLA II-5: Plantilla codificada del diseño compósito central para 3 variables 58 TABLA III-1: Plantilla codificada de diseño factorial para cinco variables 64
TABLA III-2: Reporte de muestras metalurgia 66
TABLA III-3: Determinación de humedad 67
TABLA III-4: Determinación de la gravedad específica 68
TABLA III-5: Identificación de variables 69
TABLA III-6: Porcentaje de malla para 3 minutos de molienda 71
TABLA III-7: Porcentaje de malla para 5 minutos de molienda 71
TABLA III-8: Porcentaje de malla para 8 minutos de molienda 71
TABLA III-9: Porcentaje de malla para 12 minutos de molienda 71
TABLA III-10: Tiempo de molienda vs Acumulado pasante 72
TABLA III-11: Variables constantes para prueba con valores óptimos 74
TABLA III-12: Plantilla codificada del diseño compósito central para 3 variables 78
TABLA III-13: Diseño compósito central para 3 variables determinadas 79
TABLA III-14: Variables constantes para las pruebas de diseño compuesto para 3 variables 80
TABLA IV-1: Diseño factorial con valores para las variables determinadas 81
TABLA IV-2: Datos de la regresión obtenidos en el Microsoft Office Excel 82
TABLA IV-3: Variables influyentes que afectan el proceso de flotación 82
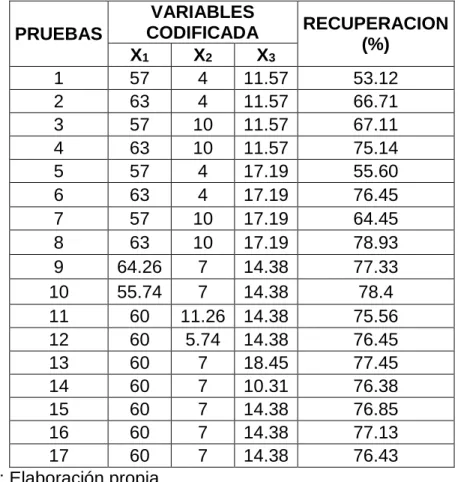
TABLA IV-4: Diseño compósito central para 3 variables determinadas 83
TABLA IV-5: Tabla codificada para realizar la regresión 84
TABLA IV-6: Datos de la regresión obtenidos en el Microsoft Office Excel 85
TABLA IV-7: Análisis estadístico de la regresión y ajuste 86
TABBLA IV-9: Suma de residuos al cuadrado de pruebas al centro y extremos 87
14
ÍNDICE DE FIGURAS
FIGURA I-1: Ubicación de CMCSA unidad San Genaro 16 FIGURA I-2: Vista frontal de la planta San Genaro 17 FIGURA I-3: Diagrama de flujo planta concentradora San Genaro 21 FIGURA I-4: Mapa de ubicación 23
FIGURA III-1: Molienda vs liberación 72
ÍNDICE DE ANEXOS
ANEXO 01: DIAGRAMA DE FLUJO PLANTA CONCENTRADORA SAN GENARO-PUNTO DE MUESTREO Y SECCION DEL PROBLEMA 96 ANEXO 02:ESQUEMA DE FLOTACION BATCH PARA LAS PRUEBAS DE FLOTACION 97 ANEXO 03: REPORTE DE LEYES DE LABORATORIO QUIMICO 98
ANEXO 04: BALANCE METALÚRGICO DE LAS CORRIDAS
EXPERIMENTALES 103
ANEXO 05: REGRESIONES EN MICROSOFT OFFICE EXCEL 2013 113
ANEXO 06:TABLA DE T-STUDENT 115
ANEXO 07: TABLA DE DISTRIBUCIÓN ACUMULADA F (F DE LA
REGRESIÓN) 116
ANEXO 08: TABLA DE DISTRIBUCIÓN ACUMULADA F (F TABLA DE
AJUSTE) 117
ANEXO 09: MOLINO DE BOLAS EXPERIMENTAL PARA LABORATORIO FIQ- UNCP 118 ANEXO 10: FOTOS EN LA REALIZACIÓN DE LA TESIS 121 ANEXO 11: HOJAS MSDS DE LOS REACTIVOS 123
15 CAPÍTULO I
INFORMACIÓN GENERAL
1.1 RESEÑA HISTÓRICA SOBRE LA EMPRESA
Castrovirreyna Compañía Minera S.A. constituida el 10 de agosto de 1942, es una empresa de derecho privado dedicado a la exploración, extracción, y beneficio de minerales. Actualmente tiene como centro principal de producción a las unidades de San Genaro y Caudalosa Grande, donde se explotan y benefician principalmente los minerales plata, plomo, y oro.
Este yacimiento minero, por las evidencias existentes en los antiguos socavones (galerías y chimeneas inclinadas con sostenimiento de quinuales y piedras labradas y otros trabajos mineros) es explotado desde la época colonial e hipotéticamente desde el incanato, lo que explica la riqueza de recursos minerales que tuvo y tiene por descubrir, jugando un factor importante en el desarrollo histórico colonial y obviamente en la actualidad constituye uno de los pilares fundamentales del desarrollo socio económico de la región y de nuestro país.
Según datos de la Compañía Minera Santa Inés y Morococha, el señor Carlos Reynaldo Pflucker comenzó a trabajar las minas de Quispisisa el año de 1856. Posteriormente los señores Picasso y otros mineros han trabajado las minas de Caudalosa, Reliquias, La Virreyna y otras más de la región con éxito.
Durante este tiempo se ha venido procesando mineral proveniente de las zonas de San Genaro, Excélsior 6, Astohuaraca, El Palomo, Mañoso, Rápida, Óxidos y Recuperación de Relaves.Las leyes más altas de Ag que se alcanzaron durante la década de los 60 superaron las 30 OzAg/TM, siendo el pico de producción más alto, 2’175,256 onzas de plata lograda en
16 el año 1960 con una recuperación de 93% de Ag, cuyas calidades superaban las 400 Oz/TM en el concentrado de plomo.
1.2 UBICACIÓN GEOGRÁFICA
La planta concentradora se encuentra en una ladera de una quebrada aguas arriba de la Laguna Yanacocha, circundada por afloramientos rocosos, en la unidad minera San Genaro. La altitud media es de 4,685.00 msnm.Políticamente se ubica en el distrito de Santa Ana, provincia de Castro Virreyna, departamento de Huancavelica.
FIGURA I-1: Ubicación de CMCSA unidad San Genaro
Fuente: Oficina de geología de la empresa
17 FIGURA I-2: Vista frontal de la planta San Genaro
Fuente: Oficina de geología de la empresa
1.3 DESCRIPCIÓN DE LA PLANTA CONCENTRADORA SAN GENARO 1.3.1 CHANCADO PRIMARIO
El sistema es convencional, el mineral proveniente de mina es alimentado desde la cancha de gruesos hacia la tolva de gruesos de 500 Ton de capacidad. La faja alimentadora Nº 1 de 30” de ancho transporta el mineral del ApromFeederNro 01 a un grizzly vibratorio de 4’ x 8’, el cual separa el material fino -1/2” hacia el circuito de molienda (usando el sistema de lavado) y convenientemente separa el material fino -1” y es transportado directamente hacia la tolva de finos, el material grueso pasa a una chancadora de quijadas METSO C-80.
En el chancado primario se logra reducir el tamaño de la roca mineralizada de 8” a 3”. El producto del chancado primario es transportado mediante una faja trasportadora N°3 de 30” hacia una zaranda vibratoria de 5’x10’ N° 1, los finos 100% -1” se alimentan directamente mediante una faja
18 transportadora hacia la tolva de finos y los rechazos pasan hacia la siguiente etapa.
1.3.2 CHANCADO SECUNDARIO
Los rechazos de la zaranda 5’x10’ Nº 1 se alimentan a la chancadora Secundaria Symons 4 ¼’, mientras que los finos menor a 1” pasan a la tolva de finos mediante la faja transportadora Nº 9,el producto de la chancadora Symons 4-1/4’ menor a 11/4” es transportado mediante fajas transportadoras de 24” , N°10, N°8 hacia la zaranda 5’x10’ Nº 2 cuyo material fino -3/4” alimenta directamente a la tolva de finos y los rechazos alimentan a la chancadora terciaria.
1.3.3 CHANCADO TERCIARIO
Los rechazos de la zaranda 5’x10’ Nº 3 se alimentan a la chancadora terciaria Metso HP-200 que trabaja en circuito abierto cuyo producto menor a -3/4”, es descargado en la faja Nº 11, el cual alimenta directamente hacia la faja N° 5 y ésta a la faja 7 de 24”, continuando a la tolva de finos de 500 TM de capacidad. Para luego alimentarse al circuito de molienda.
1.3.4 MOLIENDA
El circuito de molienda está compuesto de la siguiente manera:
Como molinos primarios se tiene un molino de barras 6’x 12’ y dos molinos de bolas 6’x6’ los cuales trabajan en circuito abierto, los molinos primarios son alimentados con mineral de la tolva de finos mediante fajas transportadoras, la descarga de los molinos primarios se alimentan mediante tuberías a un cajón de bomba desde donde una bomba 10’x8’
bombea la pulpa a un nido de ciclones D-15 para clasificar el mineral, el producto fino con una granulometría de 59% malla -200 es alimentado al circuito de flotación mientras que el producto grueso de los ciclones (Underflow) se alimentan a los molinos secundarios para lo cual se cuenta
19 con un molino de bolas 9’x11’, un molino de bolas 6’x6’ y un molino de bolas 6’x5’, los molinos secundarios trabajan en circuito cerrado, con la bomba 10’x8’ y el nido de ciclones D-15.
1.3.5 FLOTACIÓN
El circuito de Flotación se realiza de la siguiente manera:
El producto de molienda se alimenta al circuito de flotación donde mediante el uso del colector Z-11 y/o Aerophine 3418, ditiofasfato AR-1208 y el espumante MIBC-D250 se realiza la concentración de Ag-Au-Pb. por el método de flotación. El circuito cuenta con los siguientes equipos:
Se cuenta con 3 celdas RCS 30 de las cuales 1 trabaja como celda unitaria donde se obtiene un concentrado final bulk de Ag-Pb, y 2 como celdas Rougher 1 además se cuenta con una celda OK-10 Nº1 que trabaja como rougher 2, se cuenta también con 3 celdas RCS-10 las cuales trabajan como Banco Scavenger 1 y 4 celdas DR-100 como Scavenger 2,el relave de esta celda es considerado como el relave general, las espumas de las celdas RCS-10 y DR-100 retornan como alimento a las celdas Sub A 18 (Celda Scavenger- Recleaner), las espumas del banco Rougher 1, alimenta a la celda OK-10 Nº 2 la cual trabaja como celda cleaner 1, el relave de las celdas OK-2 y el relave de las Sub A 18, retornan como alimento hacia el banco de celdas Rougher 1, las espumas de la OK-2, se alimenta a la celda RCS-5 que trabaja como cleaner 2, cuyo concentrado es el concentrado final Bulk de Ag, Au y Pb. El relave de esta celda retorna a la celda OK-2, mediante una bomba 5”x4”.
El ratio de concentración es de 62.16 promedio del año 2012 (se procesa 62.16 ton de mineral para producir 1 ton de concentrado bulk)
Los muestreos de la cabeza, concentrado y relave se realizan mediante muestreadores automáticos cada 15 minutos.
20 1.3.6 ESPESAMIENTO Y FILTRADO
El concentrado producido es alimentado al espesador 30x10, este concentrado es espesado hacia una densidad 1800 g/cc, la pulpa espesada se alimenta a un tanque repulpador (holding tank 8`x8`) de donde mediante una bomba de sello seco 4” x 3” se alimenta al filtro prensa 800 mm x 800 mm de donde se obtienen el concentrado con una humedad promedio de 10.5% de agua.
1.3.7 SECCIÓN RELAVE
El relave general del circuito de flotación es bombeado hacia la cancha de relaves por 2 bombas Espiasa 10”x8” mediante una tubería polietileno de 6”Ø donde el relave es clasificado en hidrociclones D-15, el material grueso underflow sirve para reforzar el dique de contención y disponer el relave, el material fino se descarga en la parte central de la presa donde se sedimenta el material fino, para evacuar el agua clarificada mediante el uso de 02 bombas Grindex de 60 HP, estas bombas están ubicados sobre el espejo de agua, el agua clarificada es bombeado hacia un sistema de tratamiento pasivo Wetland para separar los metales y sólidos en suspensión que pudieran contener.Como medida de contingencia se cuenta con una tercera bomba 10’x8’ instalada con una tubería de 8”Ø.
El agua tratada es recirculado hacia el proceso de planta mediante una bomba Hidrostal 125 HP, a través de una tubería de 8” en una distancia de 500 mt hacia el tanque de abastecimiento de agua de planta para ser reutilizado en el proceso.El agua fresca es bombeada desde la laguna Yanacocha por una bomba de 125 HP, para completar el agua necesaria para el proceso de planta.El consumo de agua es de 60% de agua recirculada y el 40% de agua fresca.El consumo de agua para el proceso es de 2.5 m3/Ton Tratada.
21 FIGURA I-3: Diagrama de flujo planta concentradora San Genaro
Fuente: Oficina de planeamiento de la empresa
22 1.4 UBICACIÓN Y ACCESOS
1.4.1 UBICACIÓN
El centro de producción está ubicado en el distrito de Santa Ana, provincia de Castrovirreyna, departamento de Huancavelica. Sus oficinas administrativas están situadas en Av. Conquistadores 1041-Piso 3, San Isidro, provincia y departamento de Lima. El número de su central telefónica es (511) 206-3500 Lima, (511) 206-3550 San Genaro y el de fax, (511) 460-0275. La actividad económica de la Empresa está basada en el Contrato de Cesión para la Exploración y Explotación de Derechos Mineros firmado hasta el 2017 con la Compañía Minera Santa Inés y Morococha S.A., la cual es titular de los derechos mineros que conforman la Unidad de Producción San Genaro, donde desarrollamos nuestras operaciones mineras. Además, la Empresa es titular de la concesión minera Carmela, y de derechos mineros agrupados en la Unidad Económica Administrativa “El Palomo”. Actualmente ambos derechos mineros se encuentran en actividad de exploración y sobre ellos no recae ningún gravamen o regalía.
1.4.2 ACCESOS
El acceso a la mina San Genaro es por las siguientes rutas
Ruta A: Lima - La Oroya - Huancayo - Huancavelica - Mina San Genaro a 560 Km. Aproximadamente a 10 horas. Vía de acceso: Carretera Central - Huancavelica (asfaltada), Huancavelica - San Genaro (afirmada
Ruta B: Lima - San Clemente (Pisco) - Rumichaca (Huancavelica) - San Genaro: 581 Km. Aproximadamente 7 horas. Vía de acceso: Panamericana Sur, Los Libertadores (asfaltado) y Santa Inés (carretera afirmada: tramo Rumichaca - San Genaro).
23 Figura I-4: Mapa de ubicación
Fuente: Oficina de geología de la empresa 1.5 CARACTERIZACIÓN Y PLANTEAMIENTO DEL PROBLEMA
En la etapa de flotación se tiene un resultado relativamente bajo en la recuperación de plata, siendo este el primer indicador de gestión en el área de producción, una recuperación baja indica que estos valores se pierden en los relaves lo cual conlleva a tener pérdidas económicas considerables, esto es debido al mal control de las variables de operación como:
granulometría del mineral, tiempo de acondicionamiento óptimo, la dosificación de reactivos, pH, entre otros. Estableciendo estas condiciones se podrá evaluar la metalurgia, mostrando el efecto que producirá en la
24 recuperación del Ag del mineral tratado en la planta Concentradora San Genaro de CCMSA.
TABLA I-1: Resumen metalúrgico del año 2012 CCMSA
T.M.S.
ENSAYE CONTENIDOFINO % DISTRIBUCION
Oz/
TM Ag
g/ TM Au
% Pb
%
Zn Oz Ag g Au TM Pb
TM
Zn Ag Au Pb Zn
676345 3.04 0.220 0.18 0.32 2056089 148796 1217 2164 100.0 100.0 100.0 100.0 12730 126.35 9.120 8.76 12.31 1608478 116101 1115 1567 78.23 74.50 70.59 50.66 663615 0.67 0.060 0.07 0.23 447610 39739 465 1526 21.77 25.50 29.41 49.34
Fuente: Superintendencia Planta Concentradora
FORMULACIÓN DEL PROBLEMA:¿Mediante diseño experimental se podrá optimizar las recuperaciones de plomo y plata en Planta Concentradora San Genaro?
1.7 JUSTIFICACIÓN
La concentración de minerales tiene el objetivo de darle mayor valor económico al mineral procesado obteniendo un producto con el contenido metálico presente en el mineral, esto se logra por diferentes métodos, industrialmente en una planta de beneficio de mineral, la Compañía Minera Castrovirreyna S.A. dedicada a la explotación y concentración de mineral tiene como producto un concentrado bulk de Ag, Pb y Au donde la Ag aporta el mayor valor económico en el concentrado, por tanto es el principal producto, en la planta concentradora se trata de recuperar todo este mineral de valor económico ya que estos se pierden en los relaves por tanto todo trabajo realizado en la planta apunta a este objetivo, la recuperación.
El presente trabajo tiene por objetivo desarrollar un modelo matemático, que permitirá establecer los parámetros óptimos de las variables que afectan directamente la recuperación, y aplicarlos en una corrida
25 experimental en el laboratorio metalúrgico, obteniendo así resultados positivos. Por tanto esta tesis expone una solución al gran problema que tiene la planta concentradora de CCMSA.
26 CAPITULO II
MARCO TEÓRICO
2.1 REVISIÓN BIBLIOGRÁFICA (ANTECEDENTES)
CÓRDOVA YUCRA (2010), “Estudio y optimización en el proceso de extracción plomo-cobre (flotación) determinando los parámetros, relaciones y las interacciones en los compuestos de la solución utilizada (RCSC)”. Estudio realizado en el marco del convenio entre la Pontificia Universidad Católica del Perú y el Consejo Interuniversitario de la Comunidad FRANCOFONA de Bélgica. Estudiaron las condiciones de separación si es que existe un amarre galena-chalcopirita es con la ayuda de bicromato de sodio, sin embargo hace algunos años atrás se modificó este proceso de flotación añadiendo CMC (carboxilmetilcelulosa), fosfato monosódico y carbón activado, a dicha solución se le denomina RCSC, solución que ayuda en el proceso de extracción de cobre deprimiendo el plomo.
Los resultados de la investigación demostraron que técnicamente la adición de promotores en la separación plomo-cobre es beneficiosa, disminuye el consumo de bicromato y no afecta en la extracción de cobre. Siendo el bicromato de potasio el principal depresor de la galena según el diseño experimental realizado, siendo el único estadísticamente significativo con un nivel de confianza de 95 % [23].
GALARZA QUISPE Y ZUÑIGA ALMONACID (2010), “Optimización de la Flotación de Sulfuro de Cobre, del Mineral de la Mina Bergmin, a nivel de laboratorio, en la planta concentradora de la UNCP, Huari - La Oroya”, tesis presentada para optar el título profesional de Ingeniero Químico en la Facultad de Ingeniería Química, realizaron la investigación para optimizar la flotación de sulfuro de cobre, del mineral de la mina
27 Bergmin, a nivel de laboratorio, en la planta concentradora de la UNCP, Huari - La Oroya. Se consideró como variable dependiente el porcentaje de recuperación de cobre (Y) y variables independientes, dosificación de:
carbón activado (X1), fosfato monosódico (X2), la variación de pH (X3), carboximetil celulosa (X4) y bicromato de sodio (X5).
Para la determinación de las variables críticas y modelo matemático usaron el método de diseño experimental; realizando muestreos aleatorios, corridas experimentales, análisis químico, cálculos matemáticos, análisis estadístico de la regresión y ajuste.Las variables críticas determinadas fueron: carbón activado (X1), carboximetil celulosa (X4) y bicromato de sodio (X5). En base a las cuales se desarrolló el siguiente modelo matemático:
Y = 80,078 + 3,655*X1 + 2,296*X4 + 4,345*X5 – 3,597*X12 – 2,046*X42 – 1,852*X52 + 0,608*X1*X4 + 1,092*X1*X5 + 1,969*X4*X5
El modelo matemático determinó los valores óptimos de las variables críticas: dosificación óptima de carbón activado: 1,0507 (g/kg de mineral), dosificación óptima de CMC: 1,9224 (g/kg de mineral), dosificación óptima de bicromato de sodio: 2,5047 (g/kg de mineral). La aplicación práctica de los valores óptimos de las variables críticas en dos corridas experimentales obtuvo un resultado promedio de 88,42 % de recuperación de cobre [24].
RUBIO et al. (2008), “Estudio de la flotación de minerales sulfurados de cobre a escala de laboratorio Universidad de Oriente” en este trabajo se presentan los resultados alcanzados en la segunda prueba del estudio realizado con el propósito de verificar el funcionamiento de la microcelda de flotación y determinar lainfluencia que ejercen los factores: granulometría, tiempo de flotación, porcentaje de cobre inicial y tipo de depresor sobre la ley de cobre en el concentrado a escala de laboratorio.
28 se realizó un conjunto de experimentos mediante un diseño experimental fraccionario, y el análisis estadístico de los resultados alcanzados se realizó aplicando el paquete de programas estadístico profesional statgraphics plus versión 2.1 para windows. Se obtuvo la ecuación de regresión que describe el efecto de las variables más significativas sobre la ley de cobre en el concentrado, determinándose que en las condiciones establecidas los factores más significativos son el % de Cu inicial, el tipo de depresor, la granulometría y la interacción entre esta última. Se verificó que la microcelda tiene un comportamiento adecuado como equipo de flotación de minerales sulfurados de cobre, pues el valor promedio de la ley de cobre obtenido está en correspondencia con el parámetro tecnológico establecido [22].
JEAN-LOUIS et al. (1988), “Flotación de sulfuros complejos polimetálicos”, Universidad Politécnica de Madrid, el objeto de la investigación es la flotación de sulfuros polimetálicos con contenidos en cobre, plomo y zinc, el proceso seguido en el estudio se ha dirigido a tratar el mineral por tres caminos diferentes: flotación diferencial, para obtener concentrados diferenciados de cobre, plomo y zinc. Flotación semiglobal, en este proceso de obtiene un concentrado de cobre-plomo y el concentrado de zinc, flotación global con 1 concentrado.
Una vez estudiados estos tres procesos se hace una comparación entre ellos, analizando las leyes de concentrados y recuperación, bajo el punto de vista de ley del concentrado el proceso es favorable a la flotación diferencial, ya que en la actualidad son los únicos concentrados que se pueden comercializar industrialmente. Pero si consideramos la recuperación la balanza se inclina a la flotación global, por lo que queda abierta una posible investigación metalúrgica, que partiendo de concentrados globales pueda tratarlos, con lo que se conseguiría una mejor recuperación de estos
29 yacimientos minerales. Se considera finalmente un sulfuro con bajo contenido en plomo y alta ley en zinc en el que el proceso más adecuado es la flotación diferencial para obtener concentrado de plomo y concentrado de zinc [17].
EGAS SAENS (1985), “Flotación de minerales oxidados de plomo” los principales minerales oxidados de plomo son: cerusita y anglesita, los que debido a su cristalografía y mojabilidad no deberían ser flotables, por esta razón es necesario estudiar las propiedades de flotación para estos minerales, las principales son: solubilidad, físico-química de superficie, termodinámica, contenido de finos y otros, se concluye que la anglesita es menos flotable que la cerusita, ambas se pueden flotar directamente con xantato amílico: colector de cadena larga de hidrocarburo y colectores catiónicos como el alamine. la flotación de óxidos mejora cuando se sulfurizan previamente antes de adicionar colector tipo xantato, obteniéndose resultados económicamente aceptables. lo anteriormente expuesto lo aplicamos a un mineral polimetálico de galena, esfalerita y cerusita; se discute hasta cuatro diagramas de flujo, se experimenta dos, y con el esquema de flotación bulkpb-zn, seguida de flotación de óxidos, previa sulfurización con sulfuro de sodio se obtienen excelentes resultados, teniendo en cuenta la complejidad del mineral [18].
30 2.2 MARCO CONCEPTUAL (ESTADO DEL ARTE)
2.2.1TEORÍAS DE LA FLOTACIÓN POR ESPUMAS
HAYNES (1860), inscribe la primera patente de la flotación cuya propiedad es las diferencias de humectabilidad de varios minerales por el agua y el aceite. Constituyó la base de los procesos de flotación por aceite [19].
FROMENT en Italia y BALLOT en Australia (1902), estudiaron que las burbujas del gas constituyen un medio flotante ideal para llevar las partículas de mineral sulfurado empapadas de aceite a la superficie de la pulpa. Ellos al igual que otros investigadores, generaron burbujas por acción química. Sin embargo correspondió a BALLOT, SULMAN Y PICARD (1905), el mérito de utilizar una corriente ascendente de burbujas de aire y reducir considerablemente la cantidad de aceite requerido [20].
Durante el periodo comprendido entre 1906-1925 este proceso aplicado a pulpas ácidas y usando aceites no selectivos como colectores, proporcionó un método económico de concentrar muchos de los minerales sulfurados.
Sin embargo el método resultó inaplicable a muchos minerales complejos, tales como el Cu-Fe, Cu-Pb-Fe, Cu-Zn-Fe, y Cu-Ni-Fe. La necesidad de tratar tales minerales complejos sulfurados, así como de los no sulfurados, fue la que inspiró el constante progreso en el desarrollo de combinaciones más selectivos y equipos de flotación más eficientes.
La flotación moderna se inicia cuando KÉLLER (1923), descubrió el uso de xantatos como colectores para los minerales sulfurados, posteriormente se han concedido muchas patentes relativas al proceso, referidas generalmente a reactivos o combinaciones de reactivos específicos. Hoy en día las dificultades que se presentan en cada Planta de flotación y cada
31 mineral tratado, ha desarrollado en los Ingenieros de planta e investigadores un amplio conocimiento sobre este campo [25].
Los avances que se han logrado, han llevado a la concepción actual que la interacción entre el colector y la superficie del mineral es de naturaleza electroquímica. Se ha demostrado que el oxígeno, junto con transformar un medio alcalino la superficie de los sulfuros en especies oxidadas de mayor solubilidad, cumple la función de actuar como aceptante de electrones permitiendo la formación de disulfuros orgánicos que confieren un alto grado de hidrofobicidad al recubrimiento formado únicamente por la sal metálica del colector.De esta forma las antiguas teorías de reacción química entre el colector y el sulfuro metálico, o de simple adsorción de iones, han dejado paso a nuevas teorías, existiendo a la fecha las siguientes: [2]
A. Teoría química
En un medio acuoso alcalino, la mayoría de los minerales sulfurados sufren un proceso de oxidación superficial. P.L de Bruyn and G.E.Agar señalaban que la flotación es un importante ejemplo de un proceso químico por el cual un sólido puede ser separado de otros sólidos que se encuentren mezclados. Si se utiliza como colector un xantato, la reacción de éste con la superficie del mineral ocurre por medio de esta capa oxidada y opera un mecanismo de intercambio iónico en la formación del xantato,” Sutulov señala que Taggart y sus colaboradores fueron los principales propulsores de esta teoría, quienes afirmaron que los colectores que se disuelven en agua reaccionan químicamente con las superficies de los minerales formando compuestos insolubles que se depositan sobre ellos hidrofobizándolas y haciéndolas susceptibles a la flotación [13].
El mecanismo propuesto puede resumirse mediante:
2𝑃𝑏𝑆 + 2𝑂2 + 𝐻2𝑂 = 𝑃𝑏𝑆2𝑂3+ 𝑃𝑏(𝑂𝐻)2 (1)
32
𝑃𝑏𝑆2𝑂3+ 2𝑋− = 𝑃𝑏𝑋2+ 𝑆2𝑂=3 (2)
De esta forma se explica la formación de un recubrimiento de colector formado por un xantato de plomo, quedando implícito que sería también responsable de la hidrofobización y de la flotación del mineral.
B. Teoría de semiconductores
Esta teoría atribuye la hidrofobización y la flotación a la formación de una especie oxidada del colector, de un disulfuro orgánico conocido como un dixantógeno, que se forma directamente sobre la superficie del mineral. El rol del oxígeno se interpreta en el sentido que su adsorción modifica los niveles de energía de los electrones del sulfuro semiconductor, de tal forma que el semiconductor tipo n, pasaría a semiconductor tipo p. Cuando las bandas de conducción de un sulfuro semiconductor son electrones en exceso se habla de semiconductores de tipo n (negativos), mientras que cuando en las bandas están representadas por “huecos” tenemos los semiconductores tipo p (positivos).Así, la adsorción de especies aniónicas como el xantato estarían favorecidas sobre una superficie semiconductora tipo p.[2]
De acuerdo con Plaksin y Shafeev, mencionado por J.Rogers, la quimisorción de los colectores xantatos por sulfuros minerales, requiere que un electrón pase desde el iónxantato a la red sulfuro.Esta transición es influenciada enormemente por la naturaleza de los portadores de carga eléctrica presentes en las capas superficiales del mineral. [11]
Existen dos niveles de energía especiales En y En+1 sobre los centros catódicos de los minerales sulfurados (donde E es la energía de enlace de adsorción del reactivo aniónico con la superficie del mineral); En permite la formación de un enlace de adsorción con reactivos aniónicos mientras que
33 el otro nivel; En+1 no permite el enlace químico. En otras palabras bajo condiciones similares el factor determinante en la formación de un enlace de adsorción es la estructura energética de los niveles de energía superior de los centros catiónicos de la red cristalina del mineral sulfurado. [2]
C. Teoría electroquímica
Ésta teoría establece que el desarrollo de la hidrofobicidad de las partículas sulfuradas de mineral en la flotación se basa en el proceso anódico que involucra la descomposición del colector y que es completado en una reacción de celda con un proceso catódico que generalmente comprende la reducción del oxígeno.[2]
R. Woods y P.E. Richbiardson, Wang, E. Forssberg y N.J.Bolin, han encontrado que para una mayor cantidad de minerales que flotan, éstos encuentran su sustento en la teoría electroquímica. Para una reacción única en el equilibrio potencial está dado por la ecuación de Nernst. Así por ejemplo, para una reacción redox cualquiera, el mecanismo de transferencia de e- puede representarse a través de la siguiente ecuación general: [15]
𝑋𝑂𝑥 + 𝑚𝐻++ 𝑛𝑒− = 𝑌𝑅𝑒𝑑 + 𝑧𝐻2𝑂 (3)
𝐸ℎ = 𝐸ℎ−−0.059𝑚𝑝𝐻
𝑛 + 0.059𝑙𝑜𝑔 [𝑂𝑥]𝑥
[𝑅𝑒𝑑]𝑦 (4)
Los términos Red y Ox pueden representar, respectivamente un metal en contacto con sus propios iones en solución o los iones reducidos u oxidados de un par redox en solución cuando una diferencia de potencial E se mide con un electrodo de hidrógeno.
Como señalan Woods y Richardson, el año 1953 Salamy y Nixon proponen por primera vez que la adsorción de los xantatos sobre los minerales
34 sulfurados procedería por un mecanismo electroquímico. Este mecanismo considera la participación del oxígeno y propone que una apreciable oxidación del xantato tendría lugar sobre la superficie del mineral. Se destaca con especial énfasis el rol del oxígeno en la flotación de sulfuros y ofrece un mecanismo electroquímico de oxidación del xantato a dixantógeno con participación del oxígeno disuelto en agua y propone además una participación de la superficie del mineral como efectivo catalizador para la reacción global.
La proposición básica es que la oxidación del xantato sobre la superficie del mineral tendría lugar a través de dos reacciones electroquímicas que ocurrirían simultáneamente, una reacción anódica de oxidación del xantato y la reacción catódica de reducción del oxígeno.
2𝑅𝑂𝐶𝑆2− = (𝑅𝐶𝑂𝑆2)2+ 2𝑒− 𝑅𝑒𝑎𝑐𝑐𝑖ó𝑛 𝑎𝑛ó𝑑𝑖𝑐𝑎 (5)
1
2𝑂2+ 2𝐻++ 2𝑒− = 𝐻2𝑂 𝑅𝑒𝑎𝑐𝑐𝑖ó𝑛 𝑐𝑎𝑡ó𝑑𝑖𝑐𝑎 (6) 2𝑅𝑂𝐶𝑆2−+ 1
2𝑂2+ 2𝐻+ = (𝑅𝐶𝑂𝑆2)2+ 𝐻2𝑂 𝑅𝑒𝑎𝑐𝑐𝑖ó𝑛 𝐺𝑙𝑜𝑏𝑎𝑙 (7) El rol del oxígeno será entonces el de proporcionar una vía catódica para la aceptación de electrones y de esta forma permitir la oxidación anódica del xantato. La superficie del mineral actuaría como catalizador. [2]
D. Teoría de la adsorción física
Sutulov expone claramente la teoría de física de flotación, resaltando que se ha observado que la fijación del colector no va acompañada por una producción de otros iones en la solución. Se considera finalmente que los minerales con cristales de estructura atómica favorecen la adsorción física y los minerales con estructura iónica favorecen la fijación por intercambio iónico.Sin embargo en el caso de una adsorción física, el potencial de la superficie es de gran importancia y será más activa cuando este potencial
35 sea igual a cero. Finalmente se puede señalar que los compuestos adsorbidos se mueven sobre la superficie del mineral tratando de recubrirlo en forma pareja y este movimiento será limitado sólo a la superficie del mineral sin disolución en agua y posterior re –adsorción. [12]
2.2.2 CONCENTRACIÓN DE MINERALES
Es un proceso de enriquecimiento de algunos minerales (sulfuros de cobre, plomo o zinc con contenidos de oro y plata), en el cual el mineral es separado debido a procesos de reducción de tamaño (chancado y molienda), concentrando por un lado las partes de contenido útil, en tanto que el material sin valor (relave) es descartado. El objetivo es producir un material concentrado enriquecido de tonelaje reducido, con lo cual se ahorra el costo de transporte a la planta metalúrgica y se reduce el costo de tratamiento de esta. Los procesos que integran la concentración son los de recepción de materiales, chancado, molienda, flotación y secado de concentrados (Sutulov 1963). Dependiendo del tipo de mineral que se procesa, se obtienen concentrado de cobre, plomo, zinc y otros como los concentrados bulk, que tienen dos metales (plomo/cobre, plomo/zinc o zinc/cobre). También se obtienen concentrados de plata/oro cuando las características del mineral así lo permiten. (Osvaldo Paves 2012). Cuando el producto final del proceso de concentración se obtienen uno o más tipos de concentrados, los mismos que por sus características, toman la denominación del metal [3].
2.2.3 FUNDAMENTOS DEL PROCESO DE FLOTACIÓN
Sutulov indica que la flotación clásica, es utilizada ampliamente en el enriquecimiento de minerales y otros procesos de separación, involucra fenómenos variados entre los cuales existe uno de primera importancia en cuanto a los resultados: la hidrofobación de una superficie por adsorción de sustancias surfactantes, consiste en separar un mineral valioso, por ejemplo
36 un sulfuro de plomo de tipo galena, de los alumino-silicatos que lo acompañan referidos como tierra o ganga en términos metalúrgicos.
Después de moler el mineral se tiene un polvo que contiene partículas de galena y partículas de ganga; se desea separarlas mediante un proceso físico, ya que un ataque químico resultaría muy costoso. Para eso se usa el hecho de que la superficie de las partículas de galena es diferente de aquella de las partículas de ganga. En efecto, la galena puede cubrirse con sustancias hidrofobantes(en este caso xantatos que producen una superficie no mojable al agua), mientras que la ganga permanece mojable al agua.
Se mezcla por lo tanto el polvo mineral con agua que contiene las sustancias hidrofobantes de la galena, llamadas colectores y se mantiene agitada la dispersión sólido-líquido. Conjuntamente se hace pasar a través de esta dispersión un flujo de burbujas de gas, a menudo aire. Las partículas hidrofobadas de galena se "pegan" a las burbujas de aire, las cuales las arrastran en su movimiento ascendente, mientras que las partículas de ganga permanecen en la dispersión sólido-líquido. Las burbujas cargadas de partículas de galena terminan por formar una espuma que se recoge por un vertedero. Una vez rota la espuma y secado el mineral se comprueba que las partículas flotadas contienen un fuerte porcentaje en galena [12].
Los minerales cargados negativamente como la cuarcita o los silicatos, pueden flotarse con surfactantes catiónicos del tipo sales de alquil-amina o de alquil-amonio cuaternario. Se usan comúnmente para flotar talco o mica.
En tal caso, el mecanismo es probablemente una atracción eléctrica que promueve la adsorción aún a muy baja concentración de surfactante. Sin embargo, se sabe que si la concentración del surfactante aumenta, el
37 surfactante catiónico puede eventualmente adsorberse suficientemente para tornar la superficie positiva y aún producir una bicapa hidrofílica.
La adsorción del surfactante principal llamado colector, puede ser favorecida por sustancias llamadas activadores, o inhibida por sustancias llamadas depresores., la presencia de iones divalentes adsorbidos en una superficie metálica favorece la adsorción de ácidos carboxílicos porque forman sales insolubles. Rubio realizo estudios donde el almidón o la dextrina compiten con el colector, y por tanto produce el efecto contrario, resultando en una reducción de la adsorción del colector [21].
PRINCIPIO DE FLOTACIÓN.- La definición tradicional de flotación dice que es una técnica de concentración de minerales en húmedo, en la que se aprovechan las propiedades físico-químicas superficiales de las partículas para efectuar la selección. En otras palabras, se trata de un proceso de separación de materias de distinto origen que se efectúa desde sus pulpas acuosas por medio de burbujas de gas y a base de sus propiedades hidrofílicas e hidrofóbicas. Según la definición, la flotación contempla la presencia de tres fases: sólida, líquida y gaseosa. La fase sólida está representada por las materias a separar, la fase líquida es el agua y la fase gas es el aire. Los sólidos finos y liberados y el agua, antes de la aplicación del proceso, se preparan en forma de pulpa con porcentaje de sólidos variables pero normalmente no superior a 40% de sólidos. Una vez ingresada la pulpa al proceso, se inyecta el aire para poder formar las burbujas, que son los centros sobre los cuales se adhieren las partículas sólidas. Para lograr una buena concentración se requiere que las especies que constituyen la mena estén separadas o liberadas. Esto se logra en las etapas previas de chancado y molienda. Para la mayoría de los minerales, se logra un adecuado grado de liberación moliendo a tamaños cercanos a los 100 micrones (0,1 mm). Al aumentar el tamaño de la partícula, crecen
38 las posibilidades de mala adherencia a la burbuja; en tanto que las partículas muy finas no tienen el suficiente impulso para producir un encuentro efectivo partícula burbuja.[4]
CINÉTICA DE FLOTACIÓN.- Ya que en la flotación estamos en presencia de fenómenos físico-químicos, conviene tener presente que tanto las reacciones de acondicionamiento (mineral versus reactivos colectores/modificadores) como las de flotación propiamente tales (superficie acondicionadas de mineral) tienen cinética definida, por ejemplo requieren de un lapso de tiempo más o menos prolongado para llevarse a cabo.En los dos casos, la cinética se expresa por la ley de acción de las masas. Que a su vez se basa en el concepto probabilístico de calcular la probabilidad de que una partícula de mineral se encuentre respectivamente con una molécula de reactivo colector, o con una burbuja de aire, según sea el caso.Para apreciar la eficiencia del proceso de flotación es necesario determinar su velocidad y selectividad, con que flotan las partículas minerales, o sea, es la recuperación de especies minerales en la espuma en relación con el tiempo.En el proceso de flotación dentro de un solo experimento que dura varios minutos participan normalmente centenares de millones de burbujas. [1]
2.2.4 REACTIVOS DE FLOTACIÓN
Hay tres tipos de reactivos que se emplean en el proceso de flotación:
colectores, espumantes y modificadores. [2]
39 A. Colectores
Los colectores Son sustancias orgánicas cuyo anión o catión tiene una estructura integrada por una parte polar y otra apolar. La parte polar del ion se adsorbe en la superficie del mineral. Por otra parte, la parte apolar, constituida por una cadena de hidrocarburos, queda orientada hacia la fase acuosa dando el carácter hidrófobo al mineral.El largo de la cadena de hidrocarburos está asociado a la mayor o menor repelencia al agua. La parte que se adhiere al mineral dará la fuerza y selectividad. Lo anterior explica la diferencia de comportamiento de los diferentes colectores.
Por lo tanto, la colección estará íntimamente condicionada por la naturaleza de la superficie del mineral y de la estructura química del colector. La unión química entre el colector y el mineral deberá ser más fuerte que la que pueda existir entre el mineral y el agua.
Los niveles de molienda o de liberación de partículas nunca serán perfectos para suplir las posibles contaminaciones de las superficies mineralógicas que impiden una adecuada unión de ahí la necesidad de buscar el colector más eficiente.El ángulo de contacto no es una característica inherente del mineral, sino del grupo apolar (cadena de hidrocarburo) del agente colector, por tanto:
Mientras más larga sea la cadena de hidrocarburos mayor será el ángulo de contacto y, por tanto, mayor será la hidrofobicidad adquirida por el mineral.
Se ha comprobado que las cadenas de tipo “iso” (iso-propil, iso-butil) forman ángulos de contacto mayores que las cadenas de tipo normal.
Las partículas de mineral convertidas en hidrófobas por acción del colector se adhieren a las burbujas de aire que van ascendiendo por la pulpa. Por lo tanto, la recuperación de mineral aumentaría en la medida que aumente el ángulo de contacto.
40 B. Espumantes
En la flotación es necesario incorporar burbujas de aire, al colisionar con las partículas de mineral manifiestan su avidez por el aire adhiriéndose a las burbujas. La estabilidad de la adherencia a la burbuja dependerá de la eficiencia del espumante. Además, dentro de los equipos se produce en forma espontánea coalescencia de las burbujas y estas crecen. El espumante modifica las propiedades superficiales de la burbuja para reducir la coalescencia.Los líquidos puros (agua, parafina, alcohol etílico) no producen una espuma estable cuando se agitan con aire y las burbujas que se producen coalescen o colapsan muy rápido. Sin embargo, la adición de pequeñas cantidades de substancias activas como alcoholes superiores, forman una espuma estable con la adición de aire disperso. La resistencia de la espuma dependerá de la intensidad en la interacción del espumante con el agua en la zona interfacial liquido-gas [9].
C. Modificadores:
Existen algunas clases de componentes químicos que actúan como modificadores en el proceso de flotación
Activadores: Éstos se emplean para hacer que la superficie del mineral acepte fácilmente una capa de colector.
Reguladores de pH: Reactivos químicos como la cal, la soda cáustica, el ácido sulfúrico y soda de ceniza, se emplean para controlar o ajustar el pH, el cual es un factor crítico en muchos procesos de flotación.
Depresores: Son los reactivos que auxilian a la selectividad del proceso, ya que pueden fácilmente desactivar el efecto hidrofóbico de ciertas partículas en un punto específico dentro del proceso.
Dispersantes o floculantes: son de gran importancia en el control de partículas finas o ultrafinas (lodos), debido a que estos pueden interferir en el proceso de flotación o bien elevar el consumo de reactivos [10].
41 2.2.6 VARIABLES DEL PROCESO DE FLOTACIÓN
Sutulov menciona que la flotación es un proceso de múltiples variables, cuya definición y distribución cuantitativa requiere todavía muchos estudio y la aclaración de distintos detalles. Pese a que en la época presente ya tenemos un considerable dominio practico de este campo, no hay todavía un dominio completo tanto teórico como practico que contemple, por ejemplo la capacidad de predecir la formula apropiada de flotación y los resultados prácticos obtenibles en base a un estudio teórico previo. Esto se debe principalmente al hecho de que todavía no conocemos todas las variables de la flotación (algunos autores nombran hasta 32 distintas variables conocidas) y además, a que las conocidas no han sido estudiadas en forma completa.
De este modo es conveniente señalar que actualmente tenemos conocimiento solo de una parte de las variables, lo que hace de la flotación más bien arte que ciencia.En primer lugar, hay que considerar un grupo de variables que correspondan a la naturaleza de la mena misma. La forma mineralógica del mineral, su asociación con otros componentes, la presencia de impurezas, su diseminación, su pH natural, procesos secundarios como oxidación y otros factores que determinan el comportamiento del mineral en un circuito de flotación y las condiciones básicas preliminares que hay que considerar para seleccionar el método más apropiado de flotación.En seguida hay que considerar los problemas específicos que se pueden presentar en los circuitos de reducción de tamaño y de clsificacion por los cuales tiene que pasar un mineral antes de su flotación. En las operaciones de trituración en seco y de molienda húmeda y clasificación el mineral está expuesto a la oxidación. Además, debido a su contacto con el agua se produce la disolución de ciertos componentes de la mena igual que la contaminación directa con fierro proveniente del equipo. El agua misma es también un factor importante por
42 cuanto se usa en enormes cantidades, lleva materiales disueltos y a menudo no se puede purificar antes de su uso. En resumen, aparece un complejo problema de contaminaciones que puede resultar en efectos positivos o negativos para el circuito.
Finalmente, llega el mismo proceso de flotación y con el una serie de factores que lo influyen: acondicionamiento de los reactivos, tamaño granulométrico del mineral, densidad de la pulpa, pH del circuito método de aireación de la pulpa, tiempo de flotación, formula de reactivos, etc.
A continuación trataremos de analizar las variables según su orden cronológico. [12]
Factor Mineral: Para una flotación es de primordial importancia la naturaleza del mineral y de sus acompañantes o sea, de la mena misma.
Aquí cuenta la composición química de los minerales útiles y de la ganga;
su diseminación, dureza, fenómenos secundarios de oxidación; impurezas que acompañan a la mena; finalmente los antecedentes geológicos del yacimiento y su método de explotación. La composición química del componente útil flotable es lo que determina el tipo de tratamiento y reactivos que se usaran. Se sabe de antemano que los sulfuros y metales nativos, igual que los compuestos con arsénico, no presentan mayores dificultades en lo que a la flotación misma se refiere. Los carbonatos, silicatos, sulfatos y fosfatos y otros “óxidos” no-sulfuros, como se les llama, presentan problemas de mayor complejidad con ellos ya no podrá usarse los reactivos selectivos, pues las recuperaciones serán bajas, para mejorarlas es necesario usar otro tipo de reactivos más poderosos pero menos selectivos. El problema metalúrgico de la selectividad puede representarse en forma tan seria debido a la flotabilidad de la ganga y la imposibilidad de eliminarla, que a menudo se opta por tratamiento piro o hidrometalurgico para resolverlo.
43 Existen casos en que los sulfuros están parcialmente oxidados y dependiendo del grado de oxidación se toman las medidas necesarias. En el caso de una oxidación ligera hay que conformarse con pequeñas perdidas en las recuperaciones del metal, pues cualquier medida costaría más que las ganancias se obtendrían. Generalmente no se va mas allá de los intentos de seleccionar el colector o modificador más apropiado y ajustar el pH del circuito. [12]
Factor Granulométrico: Todo mineral antes de ser flotado tiene que ser reducido en su tamaño hasta tal punto que cada partícula presente una sola especie mineralógica (liberación); además su tamaño tiene que ser apropiado para que las burbujas de aire las puedan llevar hasta la superficie de las celdas de flotación. En otras palabras, existe un tamaño máximo de partículas que se pueden flotar. Este tamaño máximo, naturalmente, depende de la naturaleza del mineral mismo y de su peso específico. Las partículas de carbones o molibdenita, que flotan fácilmente, pueden ser considerablemente mayores que las de calcopirita, galena o blenda. En este sentido la flotación de sulfuros es distinta a la de no sulfuros. En la flotación de minerales metálicos las partículas son más pequeñas que en la de minerales no metálicos. Sin embargo el tamaño máximo conveniente para la flotación se considera alrededor de 48 mallas, o sea, cerca de 0.3 mm.
Las partículas de diámetro superior ya normalmente ofrecen ciertas dificultades ya sea por la liberación misma o por su peso.
Aparte del tamaño máximo de las partículas a flotar determinado por su peso y diámetro relativo, es de gran importancia el tamaño indicado como su punto de liberación. La mayoría de los minerales útiles yacen en forma dispersa, o sea, impregnan la roca matriz en forma de partículas que varían de tamaño entre varios micrones y un centenar de micrones. Esto significa
44 que si el mineral se va a flotar no es molido hasta un punto de liberación de sus valores mineralógicos, las recuperaciones van a disminuir considerablemente, pues las partículas que llevan inclusiones de minerales en la ganga tienen una flotabilidad considerablemente inferior a las partículas liberadas. De este modo no solo se disminuye la posibilidad de contacto con la burbuja (pues si la partícula pega a la burbuja con su lado pasivo, no se va a producir la unión) sino que también la fuerza de enlace se debilita considerablemente y la partícula tiene gran probabilidad de despegarse cuando está atravesando la pulpa adherida a una burbuja para llegar a la superficie.
El problema de la liberación de partículas minerales para su flotación satisfactoria crea otro problema serio que el de la sobre molienda. Las especies mineralógicas dentro de una mena no son de la misma dureza.
Esto significa que en el proceso de reducción de tamaño, las especies más blandas se desintegran en mayor proporción que las duras. Si, por ejemplo, los sulfuros están acompañados por cuarzo, como este es más duro que aquellos, las partículas de cuarzo, después de la molienda, serán de mayor tamaño que las partículas de sulfuro. En este caso la molienda se puede guiar por la liberación de sulfuros sin que presente problemas serios con la ganga.Pero si los mismos sulfuros están acompañados por la ganga descompuesta como son los silicatos secundarios y la sericita, entonces su liberación se produce junto con una gran cantidad de lamas que posteriormente perjudican la flotación. En este caso lo que se gana por concepto de liberación de sulfuros se pierde por perjuicios causados por las lamas. Es evidente que en este caso hay que elegir las condiciones óptimas de molienda que dan las mejores recuperaciones. [12]
Influencia de las Lamas: El problema de las lamas finas y el prejuicio que causan en el proceso de flotación se puede comparar solo con el problema
45 de oxidación y en ambos casos el progreso hecho para solucionarlos es mínimo. El daño del material lamoso es de carácter doble: 1) las partículas de diámetro pequeño flotan mal, y 2) las lamas perjudican la flotación de las partículas de tamaño adecuado.
En el primer caso, el problema está evidentemente relacionado con la pequeña masa de la partícula y con ciertas dificultades que este fenómeno crea. Estadísticamente, para un gran número de partículas del mismo volumen global que una sola partícula grande, existe menor probabilidad de encontrarse con una burbuja de aire. Por ejemplo, si tomamos una partícula cubica (por ejemplo de galena) de un diámetro de 50 micrones, ella es equivalente a 125.000 partículas de galena de 1 micrón de diámetro. Es claro que son necesarios 125.000 veces más encuentros entre burbuja de aire y partículas pequeñas que entre una partícula de 50 micrones y otras burbujas de aire para transportar la misma cantidad de materia hasta la superficie.
Pero la dificultad no está solamente en los números de encuentros necesarios. En cada caso de unión entre la partícula y la burbuja es necesario que la partícula venza una cierta barrera energética para acercarse a la burbuja de aire. Este esfuerzo es necesario para vencer a las capas hidratadas que poseen la partícula y la burbuja. Normalmente se llega a vencer esta barrera al tener una apropiada superficie y masa. Al disminuir su masa en miles de veces, indudablemente desaparece un factor importante para que pueda reunirse con la burbuja. De aquí la considerable disminución de las recuperaciones.
Cuando hablamos del efecto dañino de las lamas, no nos referimos solamente a la menor flotabilidad de las partículas útiles de diámetro muy pequeño, sino también los prejuicios que las lamas causan a la flotación en