UNIVERSIDAD NACIONAL DEL CENTRO DEL PERÚ
FACULTAD DE INGENIERÍA MECÁNICA
INFORME DE EXPERIENCIA PROFESIONAL
PRESENTADO POR EL BACHILLER:
RIOS QUISPE LUIS ALBERTO
PARA OPTAR EL TÍTULO PROFESIONAL DE:
INGENIERO MECÁNICO
HUANCAYO – PERÚ 2019
DISEÑO DEL SISTEMA DE DISPOSICIÓN DE RELAVES PARA LA AMPLIACIÓN DE 800 TMPD A 960 TMPD,
EN LA EMPRESA MINERA KOLPA S.A.
DEDICATORIA
A mis familiares y a la plana docente de la Facultad de Ingeniería Mecánica de nuestra Alma Mater UNCP, por el apoyo constante en mi formación profesional.
RESUMEN
El presente trabajo de experiencia profesional fue asumido durante el periodo 2017 – 2018 y consistió en el desarrollo de la Ingeniera de Detalle del proyecto “Diseño del Sistema de Disposición de Relaves para la Ampliación de 800 TMPD a 960 TMPD”, en la Empresa Minera Kolpa S.A. Ubicada en el Distrito de Huachocolpa, Provincia y Departamento de Huancavelica.
Como parte del staff de profesionales de Minera Kolpa S.A. se asumió el reto de desarrollar los documentos ingenieriles como son memorias de cálculo, hojas de datos y especificaciones técnicas además del modelo 3D y los planos de arreglo general, planta y perfiles correspondientes a una ingeniera de detalle de los sistemas de bombeo de agua, relave y disposición de relaves espesados;
que la minería requería como parte del paquete los proyectos frente su futura ampliación. El presente trabajo se limita al desarrollo de la ingeniera desde los cálculos hasta los documentos de procura, sin embargo, no aborda la procura en si misma, el proceso constructivo, ni puesta en marca u operación.
Finalmente, en el informe se presenta los resultados obtenidos que consiste el dimensionamiento de los sistemas de agua de proceso, agua fresca, sistemas de bombeo de relave de O/F (Overflow), sistema de bombeo de relaves U/F (Undeflow); además de las características técnicas de los principales equipos como son el espesador de relaves, sistema de floculación y finalmente los sistemas complementarios como son los de aire comprimidos y sistemas de drenajes.
El siguiente informe detalla la manera explícita como se realizó el proceso de diseño de los sistemas involucrados; en primer lugar, se brinda una descripción general de la empresa, luego se desarrolla un marco teórico general de sistemas de bombeo de relave y disposición de relaves, seguido se desarrolla el proyecto y finalmente se brindas los resultados seguido por las recomendaciones y conclusiones.
ABSTRACT
This present professional experience work, was elabored by the period 2017 - 2018 and it consisted of the development of the Detail Engineer of the project “Design of the Tailings Disposal System for the expansión from 800 TMPD to 960 TMPD”, in the Company Minera Kolpa S.A. which is located in The District of Huachocolpa, Province and Department of Huancavelica.
As part of the professional staff of Minera Kolpa S.A. the challenge of developing engineering documents was assumed, such as calculation and data sheets, technical specifications in addition, also we developmented the 3D model and general arrangement plans, plant and profile. All these are as part to detailed engineer of water pumping, tailings and tailings disposal systems; that mining required as part of the package the projects for their future expansion. The present work is limited to the development of the engineer, such as calculations, procurement documents, however it does not address the procurement itself, the construction process, or commissioning process or operation.
Finally, the report presents the results obtained consisting of the sizing of the process water system, fresh water, O/F tailings pumping systems (Overflow), U/F tailings pumping system (Underflow); In addition to the technical characteristics of the main equipments such as the tailings thickener, flocculation system and finally the complementary systems like compressed air and drainage systems.
This report details the explicit way in which the design process of the systems involved was carried out; First, a general description of the company is provided, then a general theoretical framework of tailings pumping and tailings disposal systems is developed, followed by the project, and finally the results are provided, followed by recommendations and conclusions.
ÍNDICE
DEDICATORIA ... ii
RESUMEN ... iii
ABSTRACT ... v
ÍNDICE ... vii
ÍNDICE DE TABLAS ... xi
ÍNDICE DE FIGURAS ... xii
INTRODUCCIÓN ... 1
CAPÍTULO I DESCRIPCIÓN DE LA EMPRESA Datos generales de Compañía Minera Kolpa S.A. ... 2
Información general de la Empresa Compañía Minera Kolpa S.A. ... 3
1.2.1 Historia ... 3
1.2.2 Misión ... 4
1.2.3 Visión ... 4
1.2.4 Valores ... 4
Aspectos geográficos ... 4
1.3.1 Ubicación ... 4
1.3.2 Accesibilidad ... 5
Organización y funciones ... 6
1.4.1 Organización ... 6
1.4.2 Funciones... 7
CAPÍTULO II
MARCO TEÓRICO SISTEMA DE AMPLIACIÓN DE RELAVES
2.1. Concepto general de espesamiento de relaves ... 8
2.1.1.Espesador ... 8
2.1.2. Separación sólido - líquido ... 8
2.1.3. Sedimentación por gravedad ... 9
2.1.4. Proceso del espesador ... 9
2.1.5. Espesamiento de relaves ... 9
2.1.6. Floculante ... 10
2.1.7.1.Coagulantes ... 12
2.1.7. Yield Stress (Ys) ... 12
2.1.8. Tipos de espesadores ... 12
2.1.8.1.Espesador convencional ... 12
2.1.8.2.Espesador de alta velocidad (Hi-Rate Thickener) ... 13
2.1.8.3.Espesador de pasta (Paste Thickener) ... 14
2.2. Conceptos generales de sistemas de bombeo y tuberías ... 14
2.2.1. Densidad del lodo ... 14
2.2.2. Reología del lodo ... 15
2.2.3. Estimación de la reología del lodo ... 15
2.2.4. Velocidad de transición ... 16
2.2.5. Pérdidas por fricción en flujo laminar ... 16
2.2.6. Pérdidas por fricción en flujo turbulento ... 17
2.2.7. Velocidad de deposición ... 17
2.2.7.1.Velocidad “Fully Suspend” ... 19
2.2.7.2.Velocidad “Moving Bed” ... 19
2.2.8. Bombas de lodo ... 21
2.2.9.1.Tiempo de vida de la bomba ... 24
2.2.9. Válvulas ... 24
CAPÍTULO III DISEÑO DE LA DISPOSICIÓN DE RELAVES PARA LA AMPLIACIÓN DE 800 TMPD A 960 TMPD, EN LA EMPRESA MINERA KOLPA S.A 3.1. Descripción general del proyecto ... 27
3.2. Diseño y descripción del proyecto ... 28
3.3. Descripción de los sistemas y equipo principales ... 31
3.3.1. Equipos principales: espesador de relaves ... 31
3.3.1.1.Espesador de relaves (430-TH-001) ... 31
3.3.1.2.Selección del sistema de alimentación ... 32
3.3.1.3.Sistemas de dilución ... 33
3.3.1.4.Selección del sistema motriz y sus criterios de diseño ... 33
3.3.1.5.Izaje de rastras ... 33
3.3.1.6.Rastras ... 33
3.3.1.7.Ejes ... 34
3.3.1.8.Sistema de alimentación de relaves hacia el espesador . 34 3.3.2. Sistema de disposición de relaves del espesador (U/F) ... 38
3.3.3. Sistema de alimentación de agua fresca ... 40
3.3.3.1.Agua para preparación de floculante ... 42
3.3.3.2.Agua para sellos para las bombas de relave ... 43
3.3.3.3.Agua para las duchas y lava ojos... 44
3.3.4. Sistema de alimentación de agua de proceso ... 44
3.3.4.1.Agua para post dilución de la planta floculante ... 47
3.3.4.2.Agua para flushing de las bombas de relave ... 48
3.3.4.3.Agua para servicio ... 48
3.3.5. Sistema de preparación y dosificación de floculante ... 48
3.3.6. Sistema de recuperación de agua del espesador O/F ... 49
3.3.7. Sistema de aire comprimido ... 52
3.3.7.1.Aire comprimido para válvulas automáticas ... 54
3.3.7.2.Aire comprimido para planta floculante ... 55
3.3.7.3.Aire comprimido para servicios ... 56
3.3.8. Sistemas miscelaneos ... 56
3.3.8.1.Sistema de impulsión de sumideros ... 56
3.3.8.2.Sumidero de la zona del espesador ... 56
3.3.8.3.Sumidero de la zona de canaleta ... 57
3.3.9. Sistema de izaje en el area del espesador ... 58
CAPÍTULO IV
RESULTADOS DEL DISEÑO DEL SISTEMA DE DISPOSICIÓN DE RELAVES PARA LA AMPLIACIÓN DE 800 TMPD A 960 TMPD, EN LA
EMPRESA MINERA KOLPA S.A.
4.1. Equipos principales del proyecto ... 60
4.2. Bombas principales de relave y agua ... 61
4.2.1. Sistema de bombeo: de of de ciclon a espesador (420-PU-012 A/B) ... 61
4.2.1.1.Datos de Entrada del sistema 420-PU-012 A/B ... 61
4.2.1.2.Resultados de la simulación 420-PU-012 A/B ... 63
4.2.2. Sistema de bombeo: de uf de espesador a presa relaves (430-PU-010@011 A/B/C) ... 65
4.2.2.1.Datos de Entrada del sistema 430-PU-010@011 A/B/C . 65 4.2.2.2.Resultados de la simulación 430-PU-010@011 A/B/C ... 66
4.2.3.Sistema de bombeo: de of de espesador a planta NCD (430-PU-009 A/B) ... 68
4.2.3.1.Datos de Entrada del sistema 430-PU-010@011 A/B/C . 68 4.3. Sistema de aire comprimido ... 73
4.3.1. Calculo del sistema comprimido ... 73
4.4. Planta floculante ... 78
4.5. Espesador de relave ... 79
CONCLUSIONES ... 82
RECOMENDACIONES ... 85
BIBLIOGRAFÍA ... 87
ANEXOS ... 88
ANEXO 1 ... 89
Documentos referidos al planteamiento y ejecución ... 89
ÍNDICE DE TABLAS
Tabla 1.1 Rutas de ingreso a Compañía Minera Kolpa ... 5
Tabla 3.1 Balance de masas del proyecto ... 30
Tabla 3.2 Características de las bombas 420-PU-012 A/B ... 37
Tabla 4.1 Bombas principales de relave y agua... 61
Tabla 4.2 Parámetros de las bombas 420-PU-012 A/B ... 63
Tabla 4.3 Evaluación técnica y económica de las bombas 420-PU-012 A/B ... 64
Tabla 4.4 Parámetros de las bombas 430-PU-010@011 A/B/C ... 66
Tabla 4.5 Resultados de cálculos diferentes modelos 430-PU-010@011 A/B/C ... 67
Tabla 4.6 Evaluación técnica y económica de las bombas 430-PU-009 A/B ... 72
Tabla 4.7 Parámetros del compresor del sistema de aire ... 73
Tabla 4.8 Puntos de consumo de aire comprimido ... 74
Tabla 4.9 Parámetros de la planta de floculantes ... 78
Tabla 4.10 Parámetros del espesador ... 79
ÍNDICE DE FIGURAS
Figura 1.1 Ubicación y Acceso a la Mina ... 5
Figura 1.2 Diagrama de la Organización del Área de Proyectos 2017 Compañía Minera Kolpa S.A. ... 6
Figura 2.1 Partes de un espesador de relaves ... 9
Figura 2.2 Ingreso del relave hacia espesador ... 10
Figura 2.3 Comportamiento floculante - partícula ... 11
Figura 2.4 Planta de floculante típico para espesador ... 11
Figura 2.5 Velocidad de sedimentación – Diámetro de sedimento ... 18
Figura 2.6 Velocidad de sedimentación – Caída de presión ... 18
Figura 2.7 Partes de una bomba de relave ... 21
Figura 2.8 Partes de una bomba de relave ... 23
Figura 2.9 Recomendaciones para bombas de relave ... 24
Figura 2.10 Tipos de válvulas para relave ... 26
Figura 3.1 Diagrama de flujo de proceso del proyect ... 28
Figura 3.2 Espesador Relave ... 34
Figura 3.3 Ubicación del proceso en diagrama de flujo y proceso bombas 420-PU-012 A/B ... 35
Figura 3.4 Bombas de pulpa de alimentación al espesador ... 36
Figura 3.5 Línea de alimentación al espesador relaves ... 38
Figura 3.6 Ubicación del proceso en diagrama de flujo y proceso bombas 430-PU-010@011 A/B/C ... 38
Figura 3.7 Arreglo de las bombas 430-PU-010@011 A/B/C ... 39
Figura 3.8 Línea de descarga de relaves UF del espesador ... 39
Figura 3.9 Alimentación de agua fresca al espesador 430-TH-001 ... 40
Figura 3.10 Tanques Rotoplas® de agua fresca ... 41
Figura 3.11 Puntos de alimentación de agua fresca área Espesador ... 41
Figura 3.12 Bombas de preparación de floculantes 430-PU-013 A/B ... 42
Figura 3.13 Bombas multietapicas 430-PU-013 A/B ... 42
Figura 3.14 Bombas tornillo para agua de sello 430-PU-014A/B/C ... 43
Figura 3.15 Puntos de entrega de agua de sello en bombas 430-PU-010@011 A/B/C ... 43
Figura 3.16 Equipos filtros, lavados de ojos ... 44
Figura 3.17 Líneas de alimentación de agua de proceso ... 44
Figura 3.18 Bombas de agua de proceso 430-PU-015A/B ... 45
Figura 3.19 Tanque metálico de agua de proceso 430-TK-003 ... 46
Figura 3.20 Puntos de alimentación de agua de proceso ... 47
Figura 3.21 Líneas de agua de post dilución ... 47
Figura 3.22 Líneas de agua de flushing para las bombas UF ... 48
Figura 3.23 Planta Floculante 430-PL-001 ... 49
Figura 3.24 Descarga del agua OF del espesador ... 50
Figura 3.25 Línea de agua de recuperación de OF del espesador ... 51
Figura 3.26 Tanque metálico de agua recuperada Of de espesador ... 51
Figura 3.27 Poza de la planta de pretratamiento NCD ... 52
Figura 3.28 Sistema de aire comprimido ... 53
Figura 3.29 Planta de aire comprimido ... 54
Figura 3.30 Líneas de aire para válvulas de control ... 55
Figura 3.31 Válvulas automáticas en la planta floculante ... 55
Figura 3.32 Sistemas de impulsión de sumideros ... 56
Figura 3.33 Sumidero de la zona de espesador ... 57
Figura 3.34 Sumidero de la zona de canaletas ... 57
Figura 3.35 Canal y pozas de contención de tuberías ... 58
Figura 3.36 Troley + Tecle – Espesador Superior ... 58
Figura 3.37 Troley + Tecle – Bombas underflow espesador ... 59
Figura 3.38 Troley + Tecle – Compresor ... 59
INTRODUCCIÓN
El presente Informe de experiencia profesional contempla el diseño del sistema de disposición de relaves requerido para la ampliación de 800 TMPD a 960 TMPD, la cual fue desarrollada en la Empresa Minera Kolpa S.A. Este informe pretende entregar todo lo concerniente al desarrollo del proyecto, para el diseño del sistema de disposición e incluye los subsistemas y equipos principales.
CAPÍTULO I, describimos a la empresa Minera Kolpa lugar donde laboré y donde fue elaborado el presente informe profesional; se señala la visión, misión y políticas de la Empresa, además de la organización de dicha empresa.
CAPÍTULO II, se pasa a desarrollar el marco teórico de sistemas de bombeo de relaves, reconociendo que este campo es amplio y no podría ser abarcado en su totalidad en un capítulo. Sin embargo, se presenta temas específicos relacionados al informe.
También se describe el marco teórico de los sistemas de disposición de relaves: su definición, tipos, ejemplos en la minería peruana, su historia y desafíos.
CAPÍTULO III, se pasa a desarrollar el proyecto y los equipos principales, analizando el proceso y cada subsistema del proyecto, en este capítulo se realizó los cálculos hidráulicos y dimensionamiento de equipos.
CAPÍTULO IV, nos da a conocer los resultados del diseño y finalmente se presenta las conclusiones, recomendaciones y bibliografía.
CAPÍTULO I
DESCRIPCIÓN DE LA EMPRESA
Datos generales de Compañía Minera Kolpa S.A.
Los datos generales de la empresa Minera Kolpa – U.O Huachocolpa son los siguientes:
❖ Razón Social : COMPAÑÍA MINERA KOLPA S.A.
❖ Nombre Comercial : COMPAÑÍA MINERA KOLPA S.A.
❖ Ruc : 20600020022.
❖ Tipo de Empresa : Sociedad Anónima
❖ Vigencia de la Empresa : Indefinida
❖ Actividad Económica : Extracción de Minerales Metalíferos
No ferrosos.
❖ Dirección Completa : Calle Independencia N° 452, Miraflores
- LIMA
Información general de la Empresa Compañía Minera Kolpa S.A.
1.2.1 Historia
Compañía Minera Kolpa S.A. es la titular de la Unidad Minera Huachocolpa Uno desde el 1 de mayo del 2015 a partir de una reorganización societaria; sin embargo, los orígenes de la unidad datan de hace más de medio siglo.
La Unidad Minera Huachocolpa Uno, ubicada Distrito de Huachocolpa, Provincia y Departamento de Huancavelica nació de la unión de pequeños empresarios mineros quienes junto con el Banco Minero instalaron en 1960 una planta concentradora bajo la razón social Concentradora de Minerales Huachocolpa S.A. – COMIHUASA. Es a partir del año 1989, que se inicia la unificación de las mencionadas actividades mineras en una sola Unidad y en el año 2000, el Grupo Raffo asume su gestión.
A partir de dicha década, se consolida la operación luego de lograr su fortalecimiento patrimonial a través de culminar exitosamente un proceso de reestructuración y estabilizar las operaciones productivas en el rango de mediana minería, alcanzando las 234mil TMS anuales de producción de concentrado frente a las 100mil TMS anuales en promedio en la década precedente.
Posteriormente, luego de afrontar de manera eficiente las consecuencias de un evento imprevisible ocurrido en el año 2010, demostrando capacidad de gestión en situaciones extremas, las operaciones encuentran un nuevo punto de equilibrio hacia el año 2014, consolidando una producción en 800 TMD, rango nunca obtenido en la historia de la Unidad.
En el año 2016, se incorporó al accionariado la empresa Kolparc Canadá LP con un 49% de participación, entidad que viabiliza la inversión de fondos especializados en empresas mineras. De esta forma, a la fecha, Cia. Minera Kolpa S.A. no sólo forma parte del Grupo Raffo, a través de GR Holding S.A. grupo empresarial que tiene más de 100 años de presencia
en la economía nacional, sino que también cuenta con un accionista internacional especializado en el negocio minero, situación que consolida la gestión estratégica de la empresa.
Mirando hacia el futuro, la empresa ha desarrollado un plan de crecimiento de la Unidad Huachocolpa Uno que considera como objetivo de corto plazo, estabilizar la producción a 960 TMD y cómo objetivo principal incrementar los niveles de producción progresivamente hasta alcanzar las 2000 TMD. Alineado con este objetivo, se continúa fortaleciendo el equipo gerencial de la organización, apostando por la especialización en la gestión minera, de proyectos, asuntos medio ambientales y seguridad salud ocupacional. (Compañia Minera Kolpa S.A., 2019)
1.2.2 Misión
“Somos una empresa minera polimetálica que produce concentrados de calidad comercial, desarrollando y operando proyectos mineros con seguridad, responsabilidad social y ambiental.” (Compañía Minera Kolpa S.A, 2019)
1.2.3 Visión
“Seremos una empresa minera reconocida en el sector por haber consolidado una operación eficiente y su crecimiento a 2000 TMD, trabajando con buenos estándares en seguridad, en gestión del medio ambiente y en gestión social.” (Compañía Minera Kolpa S.A, 2019)
1.2.4 Valores
• Integridad.
• Trabajo en Equipo.
• Compromiso. (Compañía Minera Kolpa S.A, 2019) Aspectos geográficos
1.3.1 Ubicación
La Unidad Huachocolpa de la Compañía Minera Kolpa S.A., geográficamente se ubica en el flanco este de la Cordillera Occidental de
los Andes Centrales, en el distrito de Huachocolpa, provincia y región de Huancavelica, a una altitud promedio de 4480 msnm.
Sus coordenadas geográficas son:
• Longitud Oeste : 74º 53' 43''
• Latitud Sur : 13º 03' 52'' Sus coordenadas UTM son:
• Este : 502230.55
• Norte : 8555752.86
1.3.2 Accesibilidad
Desde Lima se llega a la zona de proyecto por medio de vía terrestre, de las siguientes formas:
Tabla 1.1 Rutas de ingreso a Compañía Minera Kolpa
Fuente: Unidad Minera Kolpa S.A.
Figura 1.1 Ubicación y Acceso a la Mina
Fuente: Unidad Minera Kolpa S.A. – Departamento de Proyectos
Ruta Distancia Tiempo Tipo de Vía
Lima- Pisco – Huaytara – Rumichaca – Chonta – Mina Kolpa
445 09 h Asfaltada
Lima - pisco- Castrovireyna –
Chonta – Mina Kolpa 462 10 h Asfaltada
Lima - Huancayo- Huancavelica –
Chonta – Mina Kolpa 565 4 h Asfaltada
Organización y funciones 1.4.1 Organización
La organización de Compañía Minera Kolpa S.A. para afrontar los cambios en la empresa creo el Área de Proyectos, la cual expresa la decisión de enfocar todas las actividades hacia el éxito de su ampliación.
Alcanzando un alto nivel de especialización en la ejecución de las actividades en los diferentes frentes, a través de líneas funcionales de sus respectivos portafolios.
Figura 1.2 Diagrama de la Organización del Área de Proyectos 2017 Compañía Minera Kolpa S.A.
Fuente: Elaboración Propia
1.4.2 Funciones
Las funciones de la empresa Compañía Minera Kolpa S.A. es la explotar, procesar y comercializar los concentrados de minerales.
CAPÍTULO II
MARCO TEÓRICO SISTEMA DE AMPLIACIÓN DE RELAVES
2.1. Concepto general de espesamiento de relaves 2.1.1. Espesador
Los espesadores son equipos de separación continua de solido- liquido (sedimentación), en la que la pulpa en suspensión es alimentada al Feedwell y luego de aplicar el floculante se deja decantar, produciendo un rebose de agua clarificada y un lodo concentrado en el cono de descarga.
En los espesadores, el sistema de giro se halla instalado en el centro del puente, este acciona el eje central en cuya parte inferior se haya sujetos las rastras.
2.1.2. Separación sólido - líquido
El agua se utiliza en la mayoría de las etapas en el procesamiento de minerales, debido a la alta eficiencia, la recuperación de mineral, y la disminución en la contaminación del aire.
La mayoría de los pasos del procesamiento de minerales involucra el uso de agua. Por lo tanto, tiene que haber un paso en donde se retire el agua de los sólidos para que el producto final pueda ser transportado y procesado, de modo que el agua puede ser reciclada de vuelta al proceso de la planta.
Figura 2.1 Partes de un espesador de relaves
Fuente: OUTOTEC Descripción del Equipo Espesador
2.1.3. Sedimentación por gravedad
De manera natural se presenta en las pulpas, es parte de un proceso de separación solido – líquido.
El objetivo de la sedimentación es separar solidos de líquidos o viceversa, ya sea para reusó, la eliminación o retención como producto intermedio y/o final.
2.1.4. Proceso del espesador
Produce dos fases claramente diferenciadas:
• Fase líquida: Fase con mínimo contenido de solidos (Overflow).
• Fase solida: Fase que contiene liquido mínimo (Underflow).
Este proceso se realiza por floculación, separación por gravedad y mecánica de rastrillos.
2.1.5. Espesamiento de relaves
El espesador de relaves procesa el material de desecho que se dispondrá en la presa de relaves. Se recupera líquidos de los relaves que
luego se puede reutilizar en la planta antes de que los sólidos sean desechados y/o utilizados en conformación de las presas relaves.
Figura 2.2 Ingreso del relave hacia espesador
Fuente: OUTOTEC Descripción del Equipo Espesador
2.1.6. Floculante
La floculación es la parte más crítica en la operación de un espesador. Los floculantes permiten índices de sedimentación más rápidos y estos se agregan a la pulpa para incrementar el índice de sedimentación, permiten una mejor claridad y el recojo homogéneo de sólidos.
Son polímetros de cadena larga (hidrocarburos) con grupos cargados y pesos moleculares del orden de millones.
Las cadenas se “sueltan” debido a la repulsión del sitio cargado y los efectos de hidratación alrededor de los sitios de carga. Los grupos de carga en la cadena del polímero floculante interactúan con la carga superficial de las partículas sólidas.
Las moléculas grandes pueden “alcanzar” hasta un espacio largo y pueden interactuar con diferentes partículas al mismo tiempo acercándolas y sosteniéndolas.
Figura 2.3 Comportamiento floculante - partícula
Fuente: OUTOTEC Descripción del Equipo Espesador
Figura 2.4 Planta de floculante típico para espesador
Fuente: DYNAFLUX Layout del esquipo
2.1.7.1. Coagulantes
Se utilizan coagulantes cuando la mayoría de solidos floculan y se sedimentan bien pero el líquido de fondo es turbio debido a la presencia de partículas coloidales, que son muy finas y están bastantes dispersas.
Los coagulantes utilizados varían de acuerdo a la aplicación. Una opción económica consiste en utilizar sales inorgánicas, siendo la opción más común Fe3+, AI3+ y Ca2+.
2.1.7. Yield Stress (Ys)
Es la tensión presente en una pulpa densa antes de que el flujo ocurra.
El torque aplicado debe superar el “YS”, lo cual provoca gran aumento de torque necesario. El “YS” puede aumentar rápidamente con solo un pequeño aumento del % solidos. Además, provoca rotación de la cama / tipos donas.
Bajo análisis la mezcla forma una estructura compacta que se resiste a la tensión que se aplica externamente o por cuenta propia.
Un valor alrededor de 200 Pa se considera como el punto de transición de pulpa a pasta.
2.1.8. Tipos de espesadores 2.1.8.1. Espesador convencional
Tiene las siguientes características
• De rutina.
• Global.
• Área unitaria relativamente baja, 0.02-0.2t/m2.hr.
• Huella grande.
• Diseño de alimentación simple – poca eficiencia en la floculación.
• De reacción lenta – difícil de controlar en automático.
• Difícil de controlar, basado en la constante alimentación.
• La densidad en la descarga (U/F) puede ser variable.
• Los rastrillos pueden limitarse si la carga de solidos aumenta.
Las aplicaciones típicas son:
• Concentrados.
• Adecuado para flujo y carga de solidos altamente variables.
• Si hay suficiente torque puede usarse para almacenamiento.
• Adecuado para procesos que no requieren el uso de floculante.
• Adecuado para flujo y carga de solidos altamente variables.
• Si hay suficiente torque puede usarse para almacenamiento.
2.1.8.2. Espesador de alta velocidad (Hi-Rate Thickener) Tiene las siguientes características
• Área unitaria relativamente alta, 0.35-1.5t/m2.hr.
• Diseñado con un feedwell para una eficiente floculación y mejor distribución de la pulpa.
• Huella pequeña.
• Control basado en la alimentación constante.
• De reacción rápida, adaptable a la automatización.
• Descarga (U/F) consistente de alta densidad.
• Se adapta muy bien a un proceso constante.
Las aplicaciones típicas son:
• Relaves
• Espesador en Contra corriente CCD.
• Pre y post lixiviación.
• Lodos.
• Minerales arcillosos.
2.1.8.3. Espesador de pasta (Paste Thickener) Tiene las siguientes características
• Área unitaria alta, secundario a la densidad del U/F, 0.3-1.0 t/m2.hr.
• Forma “Pasta” consistente en el U/F con YS>200 Pa.
• Pequeña huella, pero relativamente alta.
• Torque muy alto y base inclinada con respecto al suelo 30°.
• Automatización importante para su funcionamiento estable.
Las aplicaciones típicas son:
• Concentrados.
• Relaves.
• Pre y post lixiviación.
2.2. Conceptos generales de sistemas de bombeo y tuberías 2.2.1. Densidad del lodo
La densidad de un lodo está dada por la siguiente ecuación:
l w s
w
m C C
(100 )
100 + −
=
m3
kg
Donde:
m = Densidad de la mezcla m3
kg
l = Densidad del líquido m3
kg
s = Densidad de los sólidos m3
kg
Cw = Concentración en peso de sólidos en la mezcla
2.2.2. Reología del lodo
En presencia de partículas menores a 35 (μm) y en altas concentraciones, las propiedades del flujo del lodo están gobernada por su reología.
La reología puede definirse como la relación entre el esfuerzo de corte y el gradiente de velocidad.
Existen 4 tipos de reología para lodos: Newtonianos, Plásticos de Bingham, Pseudoplástico y Pseudoplástico de fluencia. A continuación sus modelos matemáticos:
Newtoniano
=
Plástico de Bingham
= y +
Pseudoplástico Kn
=
Pseudoplástico de fluencia:
n y K
= + Donde2.2.3. Estimación de la reología del lodo
Las correlaciones entre la concentración del lodo y la reología para lodos newtonianos y plásticos de bingham, ha sido estudiada extensamente. Una primera aproximación cuando no se tienen los resultados de los test de reología es la siguiente ecuación:
s m w
v C
C
·
= 100 Donde
Cv: Fracción de volumen de sólidos en el lodo.
La viscosidad puede ser estimada utilizando la correlación propuesta por Thomas:
Cv
v v
m C C2 e16.6
0
00273 . 0 05 . 10 5
. 2
1+ + +
=
Donde:
m= viscosidad de la mezcla
Pa·s
0= viscosidad del fluido
Pa·s
Cabe mencionar, que existente otros modelos matemáticos para las estimaciones de las viscosidades de flujos plásticos de bingham, pseudoplásticos y pseudoplásticos de fluencia, sin embargo, no se abordaran en este informe.
2.2.4. Velocidad de transición
La velocidad de transición se define como la velocidad bajo la cual se encuentra el flujo laminar. Para un fluido Newtoniano la velocidad de transición corresponde a un número de Reynolds igual a 2000. El número de Reynolds se basa en la viscosidad del lodo.
2.2.5. Pérdidas por fricción en flujo laminar
Para un flujo homogéneo las pérdidas de carga se estiman utilizando la siguiente ecuación:
g V D f L
h 4 2
2
=
mca Donde:D = Diámetro interior de la tubería
mL = Largo total de la tubería
mV = Velocidad del fluido
msf = Factor de fricción
h = perdida de presión en metros de altura de mezcla
mca g = aceleración de gravedad.
ms2El factor de fricción y el número de Reynolds están dados por las siguientes ecuaciones:
Re
= 16 f
Donde
= densidad del lodo
m3
kg
m= viscosidad del lodo
Pa·s
2.2.6. Pérdidas por fricción en flujo turbulento
Para fluidos newtonianos, el factor de fricción en régimen turbulento está dado por la ecuación de Colebrook:
+
− +
= f
D D
f 2 Re
· 35 . 1 9 log 4 48 . 2 3 log 1 4
Donde:
= rugosidad de la tubería.
m2.2.7. Velocidad de deposición
Existen varios tipos de regímenes en los que se puede llevar una mezcla como se muestra en la figura:
m
VD
= Re
Figura 2.5 Velocidad de sedimentación – Diámetro de sedimento
Fuente: Michael Pidwirny & Scott Jones, http:// www.physicalgeography. Net
Figura 2.6 Velocidad de sedimentación – Caída de presión
Fuente: Michael Pidwirny & Scott Jones, http:// www.physicalgeography. Net
Se definen 3 estados en los que se puede operar:
• Régimen turbulento y la mezcla completamente homogénea
• Con una concentración de mezcla
• “Saltation flow” que corresponde a una concentración que arrastra partículas.
2.2.7.1. Velocidad “Fully Suspend”
Durand aproximó la velocidad con la siguiente formula:
) 1 (
2 −
=F gD s
VD L
msDonde
VD= velocidad inferior “fully suspended”
msFL= Factor de Durand.
D = diámetro interior de la tubería
mg= aceleración de gravedad
ms2s= gravedad específica de los sólidos 2.2.7.2. Velocidad “Moving Bed”
Oroskar y Turian desarrollaron un método semi-empírico para calcular la velocidad de deposición con partículas no uniformes.
( 1)
1 ( 1)) 1 ( 5
815 18
1
2 −
−
−
= − gd s
s Z gd d D
C D C
VD V V m
Donde:
VD= velocidad inferior “moving bed”
msz= Función de w wo
d= tamaño medio de las partículas
mw= velocidad de deposición de la partícula sólida en la mezcla
msm= Exponente de obstaculización mostrado en la figura
w0= velocidad de deposición de la partícula sólida en agua clara
ms = viscosidad del agua.
Pa·s
s= gravedad específica de los sólidos.
Primero se calcula:
2 3
2
3 ) 4 (
Re
s l l
w
D gd
C −
=
Se define la velocidad de asentamiento para una partícula en el fluido de la siguiente manera:
l D
l s
C w gd
3
) (
2 4
0
= −
m2s2Donde:
CD= coeficiente de arrastre
d = tamaño medio de las partículas
mw0= velocidad de deposición de la partícula sólida en agua clara
msg = aceleración de gravedad.
ms2l = Densidad del líquido 3 m kg
s = Densidad de los sólidos
m3
kg
La velocidad de sedimentación de una partícula obstaculizada por otras partículas en la mezcla está dado por la ecuación:
m
Cv
w
w= 0(1− )
msFinalmente se calcula la velocidad de deposición.
( 1)
1 ( 1)) 1 ( 5
815 18
1
2 −
−
−
= − gd s
s Z gd d D
C D C
VD V V m
msExiste Saltation flow cuando NI 40
) 1 (
2
= −
s gd C
C N V
v D I
2.2.8. Bombas de lodo
Tanto las bombas de desplazamiento positivo como las bombas centrifugas pueden ser utilizadas para el transporte de lodos. Las bombas de desplazamiento positivo pueden ser divididas en bombas de pistón, bombas de diafragma y bombas de émbolos; mientras que las bombas centrifugas son ampliamente utilizadas para el bombeo de lodos a relativamente bajas presiones. Tienen algunas ventajas con respecto a las de desplazamiento positivo como:
Figura 2.7 Partes de una bomba de relave
Fuente: SMI PUMPS Heavy Duty Slurry Pump
• Alcanzan un alto caudal con una estación a un menor costo de instalación.
• Existen pocas partes móviles
• Son simples de operar y mantener
• Prácticamente no hay restricción máxima para el tamaño de sólido
• A diferencia de las de desplazamiento, no existe un pulso en el caudal de salida
• Ocupan relativamente poco espacio
• No requiere la bomba válvulas internas, las válvulas son de la red.
Sin embargo, tiene algunas desventajas:
• La máxima presión de descarga es de aproximadamente 40 [m]
• El caudal es gobernado por la presión de la red.
• El desgaste de algunas piezas puede ser mayor a altas velocidades.
• Los sellantes líquidos son necesarios para una larga vida útil y estos diluyen el lodo.
• Los componentes de las bombas centrifugas son más robustos por la abrasión lo que se traduce en una menor eficiencia de la bomba.
Al seleccionar una bomba para lodos se tiene que tener en cuenta que los factores de performance y las curvas de rendimiento se ven afectadas. Es decir si una bomba “levanta” cierta presión para agua, para el caso del lodo la presión que puede entregar esta bomba será menor.
Figura 2.8 Partes de una bomba de relave
Fuente: K.C Willson Slurry Transport Using Centrifugal Pumps
Para estimar esta pérdida de performance de una bomba se calcula el valorHR. Se define RH =(1−HR)
Se calcula la razón de densidad de sólidos como:
65 . 0
65 . 1
1
−
= l
s
SR
Y el contenido de partículas finas como:
(
1 v)
2R C
X = −
Luego la razón el porcentaje de pérdida para la altura levantada en mezcla con respecto a la levantada en agua es:
lodo m
m w
H H H − =
Donde:
R R H lodo =R ·S ·X
2.2.9.1. Tiempo de vida de la bomba
El tiempo de vida de los componentes de las bombas depende de la velocidad, de la presión de descarga y de la abrasividad del lodo, datos típicos de horas de uso de partes de distintas bombas se muestran en la tabla a continuación:
Figura 2.9 Recomendaciones para bombas de relave
Fuente: K.C Willson Slurry Transport Using Centrifugal Pumps
2.2.9. Válvulas
La selección del tipo de válvula y el material de esta, deben ser seleccionados de acuerdo con las características del fluido transportado, características requeridas de operación y fácil mantenimiento. Cuando se localizan las válvulas se debe tener en cuenta la operabilidad y el acceso se servicio a estas. La selección de material también debe incluir la consideración a posibles accidentes como un incendio.
Válvulas de aislación y de control. El número y la ubicación de las válvulas de aislación deben ser basados en los requerimientos del sistema y se incluyen consideraciones para el potencial vaciamiento de las tuberías en caso de ruptura de la cañería o funcionamiento incorrecto involuntario.
Las válvulas de control remoto (operada por motores, presión de aire, hidráulicas, etc) versus deben ser consideradas para una operación más rápida o una operación en un ambiente contaminado. Para válvulas grandes donde el uso de un motor no se justifica, pero donde la válvula puede ser necesitada en una emergencia para cortar el fluido, se pueden considerar unidades de aire para la operación de las válvulas. También para grandes válvulas manuales se consideran grandes volantes para el manejo de esta.
La válvula y el operador deben ser de tal manera que sea claramente visible la posición de la válvula. Para válvulas esenciales para la seguridad de la planta se utilizan indicadores que funcionan de manera remota. Para evitar la posibilidad de una operación errónea inadvertida se utilizan sistemas sensores/operadores.
Las filtraciones permisibles de la válvula se deben basar en las propiedades del fluido y el peligro producido por filtraciones de este.
Los desagües del cuerpo de la bomba deben ser considerados para la eliminación de fluidos de la parte baja de cavidades para facilitar las actividades de mantenimiento.
Válvulas de control de redundancia en sistemas paralelos deben ser consideradas basadas en los requerimientos del sistema. Se tiene que estar consciente de que la cavitación puede ocurrir aguas debajo de los sistemas de control lo que puede provocar grandes problemas de corrosión o erosión. Aunque fallas de servicio en válvulas se han producido por el encogimiento de cavidades en las paredes del cuerpo fundido, la fractura de las paredes de la válvula es raro que ocurra. Por otro lado, las filtraciones de líquido son comunes que ocurra. Recientes mejoras en el diseño han producido válvulas con sofisticados dispositivos para eliminar el filtrado en el vástago.
A continuación, los tipos de Válvulas:
• Válvulas de Bola
• Válvulas mariposas
• Válvulas de contraflujo
• Válvulas check
Figura 2.10 Tipos de válvulas para relave
Fuente: CLARKSON Manual Válvulas KGD para lodos
CAPÍTULO III
DISEÑO DE LA DISPOSICIÓN DE RELAVES PARA LA AMPLIACIÓN DE 800 TMPD A 960 TMPD, EN LA EMPRESA MINERA KOLPA S.A.
3.1. Descripción general del proyecto
El proyecto consiste en la implementación de los sistemas requeridos, con el objetivo de implementar el sistema de disposición de relaves, para la ampliación de la producción de 800 a 960 TMPD de Minera Kolpa S.A. Los sistemas y equipos principales que componen el proyecto
“Disposición de relaves” son:
- Equipo principal: Empesador de relaves
- Sistema de alimentación de relaves hacia el espesador - Sistema de disposición de relave hacia el dique
- Sistema de alimentación de agua fresca - Sistema de alimentación de agua de procesos - Sistema de preparación y dosificación de floculante - Sistema de recuperación de agua del espesador - Sistema de aire comprimido
- Sistemas misceláneos
A continuación, se desarrollará cada sistema requerido para el proyecto:
3.2. Diseño y descripción del proyecto
En esta sección se desarrollará una descripción general del proyecto, para que posteriormente desarrollar cada sistema necesario para el funcionamiento; esto se realizara de acuerdo del Diagrama de Flujo de Proceso PIMI34-PY910-430-DWG-08-002.
Figura 3.1 Diagrama de flujo de proceso del proyecto
Fuente: Área de Ingeniería de Compañía Minera Kolpa S.A.
Desde el actual nido de ciclones 320-CY-001 se envía relaves hacia el nuevo cajón 420-BX-002, desde la cual las bombas 420-PU-012 A/B impulsan el relave hacia el Feed Box del espesador 430-TH-001.
El espesador de relaves 430-TH-001 por medio del proceso mecánico de rotación con rastras y haciendo uso de floculantes, separa el relave en dos productos: Overflow (O/F) y Underflow (U/F).
El Overflow O/F del espesador 430-TH-001 que es el agua recuperada (concentraciones pobres de minerales y partículas sólidas) será impulsado desde el tanque 430 - TK - 004 hacia la poza de
pretratamiento (planta de cal) desde donde será enviada y tratada a la planta NCD para posteriormente ser impulsada hacia el cajón de agua de procesos (cajón de concreto ubicado en la parte superior de la planta concentradora), desde donde será reusado en el proceso de la Planta Concentradora.
El Underflow U/F del espesador, que consiste en una mezcla de agua con restos de ganga del mineral a alta concentración alrededor de 42%, será conducido hacia el dique de la nueva Presa Relaves D descargando a través de spigots (descarga por tubería 4” que se desprende de la tubería principal 6”, a lo largo de la cresta del dique).
La bomba hidráulica que impulsará el relave serán bombas centrifugas, instalados en serie (booster) de 03 bombas, esta contará con un tren de bombas en stand by.
Todas las tuberías que son parte del sistema espesador, se encuentran dentro de un área de contención de canaleta, bandejas o zona amurallada, estas desembocan en pozas sumideros donde por bombeo se realiza su limpieza.
Para el proceso del sistema espesador se requiere servicios complementarios de: agua fresca, agua de proceso, aire comprimido y floculantes, que serán descritos posteriormente.
A continuación, se muestra la tabla resumen de flujos de los sistemas que incluyen el sistema de disposición de relave:
Tabla 3.1 Balance de masas del proyecto
Fuente: Área de Ingeniería de Compañía Minera Kolpa S.A.
Línea 87 88 89 90 91 92 93 94 95 96 97
descripción Und.
O/f Hidrociclones
de relaves a espesor
Alimento a espesador
U/F a depósito de relaves
Floculante solido
Trasvase de floculante preparado
Floculante a espesador
Agua fresca a preparacion de
floculante
Sumidero O/F a planta concentrado
Agua de proceso a cono
del espesador
Agua proceso para post
dilución Componentes
Nominales
Solidos Secos tn/h 18.42 18.42 18.42 0.0016 0.0016 0.0016 0 3.81 0 0 0
Solidos Secos kg/d 37.56
Contenido de
Solidos % 16 16 42 100 0.2 0.02 0 16 0 0 0
H2o m3/h 96.71 96.71 25.44 0 0.781 7.822 1.55 20 79.09 10 6.27
Flujo de Pulpa m3/h 103.44 103.44 32.18 0.0021 0.783 7.825 1.55 23.81 79.09 10 6.27
Tonelaje de
Pulpa tn-h 115.13 115.13 43.86 0.0016 0.782 7.824 1.55 23.81 79.09 10 6.27
densidad de
Pulpa t/m3 1.11 1.11 1.36 0.75 1 1 1 1 1 1 1
Tiempo de
Operación h 24 24 24 24 24 24 24 intermitente 24 intermitente intermitente
Parámetros de Diseño
Solidos Secos tn/h 21 21 21 0.0018 0 0 0 4.34 0 0 0
H2o m3/h 110.24 110.24 29 0 0.89 8.92 1.77 22.8 90.16 11.4 7.15
Tn Pulpa tn-h 131.24 131.24 50 0 0.89 8.92 1.77 27.14 90.16 11.4 7.15
Flujo de Pulpa m3/h 117.93 117.93 36.68 0 0.89 8.92 1.77 27.14 90.16 11.4 7.15
Factor de Diseño 1.14 1.14 1.14 1.14 1.14 1.14 1.14 1.14 1.14 1.14 1.14
Operatividad operativo operativo operativo operativo operativo operativo operativo operativo operativo operativo operativo
Gravedad
Especifica 2.733 2.733 2.733 0.75 0.75 0.75 1 1 1 1 1
3.3. Descripción de los sistemas y equipo principales
A continuación, se describe detalladamente cada sistema:
3.3.1. Equipos principales: espesador de relaves 3.3.1.1. Espesador de relaves (430-TH-001)
El espesador de relaves tipo “High rate” de 26 m de diámetro cuenta con las siguientes características:
• Dimensiones generales: 26 m x 2.6 m (Tank Wall)
• Modelo / Tipo: Outotec / Espesador High Rate
• Procedencia: Imecon, Haug o similar
• Altura lateral: 2.6 m
• Profundidad al centro del tanque: 4.8 m
• Altura total con soportes: 7.1 m a la altura del tanque
• Pendiente del piso: 11.3°
• Columnas de soporte: Tipo metálica y en total son 48 columnas
Datos de embarque y manipulación:
• Peso de espesador vacío: 102,000 kg
• Peso de espesador con carga: 2’760,000 kg
• Peso de la unidad hidráulica: 800 kg
• Peso total de embarque: 97,530 kg Sistema de reducción / drive:
• Gearbox de alto rendimiento de alto torque.
• Sistema de levante mediante cilindros hidráulicos con indicador de posición vertical y limitador de carrera.
Tanque y estructura soportante:
• Tanque de Acero A36.
• Cono de descarga con boquillas de operación y stand by.
• Estructura soportante.
Puente, sistema de alimentación y rastras
• Puente completo, grating, monorriel y pasamanos.
• Sistema de rastras de bajo arrastre.
• Estructura de rastras tipo triangular.
• Eje central de rastras.
• Tubería de alimentación, tubería de alimentación de floculante.
Panel de control, alarmas
• Panel de control con PLC.
• HMI (Human Machine Interface).
• Alarma de alto torque (bocina y sirena).
• Alarma de bajo nivel de aceite para unidad hidráulica.
Unidad hidráulica
• Unidad hidráulica con un motor eléctrico de 14.9 HP.
• Una bomba hidráulica de caudal variable para giro de rastras.
• Una bomba de caudal fijo para levante de cilíndricos hidráulicos.
• Sensor de presión de líquido hidráulico para medición directa de torque.
• Sensor de temperatura.
• Calefactor.
• Switch de nivel de aceite en reservorio.
• Filtro de aceite.
Instrumentación de campo
• Sensor de presión de cama (bed mass).
• Sensor de medición posición de altura de rastras.
• Medición de nivel de interfase con sensor tipo radar.
3.3.1.2. Selección del sistema de alimentación
Se realiza según la aplicación requerida para cada equipo del proyecto considerando los datos del proceso proporcionados en la requisición. El sistema del espesador es el Feedwell considera una dilución con flujo tangencial para mejorar la floculación.
3.3.1.3. Sistemas de dilución
El factor crítico en la floculación de las pulpas es la manipulación de la densidad de tal pulpa, con el fin de lograr una mejora en ahorro de reactivo. A medida que el tamaño de partícula disminuye (P80) aumentando el área proyectada de las partículas, el agua de dilución requerida normalmente aumenta. Por todo ello los sistemas de alimentación necesitan ser capaces no solo de diluir la pulpa al ingreso sino de controlar el grado de dilución y de mezclado para condiciones variables de la alimentación tales como cambios en el flujo y cambios en la densidad de tal alimentación.
3.3.1.4. Selección del sistema motriz y sus criterios de diseño
El sistema motriz son los reductores de engranajes planetarios ya que son muy eficientes y tienen una excelente capacidad de torque y de carga que, acoplada a su tamaño compacto, son la elección perfecta para los sistemas motrices de los espesadores.
3.3.1.5. Izaje de rastras
Es un modo de protección automático del sistema motriz. El sistema motriz para un espesador de un reductor planetario consiste en conjunto montado sobre una base fabricada para el caso.
El izaje de rastras se lleva a cabo mediante cilindros hidráulicos que levantan la base entera incluyendo al reductor, el eje y las rastras. El sistema de izaje está protegido mediante topes mecánicos y eléctricos, en adicción a una válvula de alivio en su conexionado hidráulico. La reacción al torque es mantenida a lo largo del proceso de izaje, mediante guía auto lubricadas con un pin central superior para mantener concentricidad.
3.3.1.6. Rastras
Los mecanismos y rastras son diseñados para cada aplicación utilizando análisis de elementos finitos. Los ejes se diseñan al 200% del máximo torque operativo y los brazos de las rastras al menos al 150% del máximo torque operativo.
3.3.1.7. Ejes
Los ejes se fabrican a partir de secciones circulares standard, para el caso de sistemas multipiñon soportados en columna, los ejes se transforman en una estructura reticulada que gira alrededor de la columna centrar de soporte.
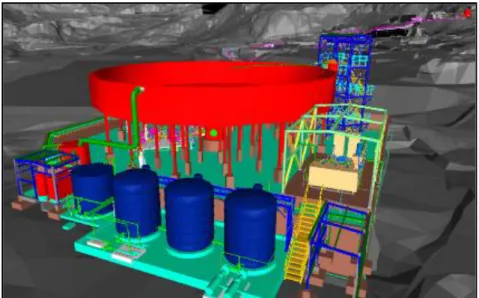
Dentro de equipos mecánicos que componen el espesador y equipos que complementan su operación tenemos los siguientes:
compresor, tanque pulmón, planta de floculantes, cajón de bombas, tanques de bombeo, bombas hidráulicas para lodos, bombas hidráulicas para agua.
Figura 3.2 Espesador Relave
Fuente: Área de Ingeniería de Compañía Minera Kolpa S.A.
3.3.1.8. Sistema de alimentación de relaves hacia el espesador
La alimentación de relaves hacia el espesador 430-TH-001 se realizará desde el cajón 420-BX-002, que es alimentado de relave por medio de una tubería de 12” HDPE desde el O/F del nido de ciclones 320- CY-001.
Figura 3.3 Ubicación del proceso en diagrama de flujo y proceso bombas 420-PU-012 A/B
Fuente: Área de Ingeniería de Compañía Minera Kolpa S.A.
Este cajón cuenta con revestimiento interior de 6mm de espesor de caucho y sus dimensiones geométricas son: altura de 2.15 m, largo 2.25 m y ancho de 1.6 m, la ubicación está en las proximidades del cajón de paso existente y se utilizará para bombeo de relaves hacia el espesador de relaves.
Figura 3.4 Bombas de pulpa de alimentación al espesador
Fuente: Área de Ingeniería de Compañía Minera Kolpa S.A.
Las bombas que alimentan al espesador: 02 bombas centrifugas de lodos 420-PU-012A/B de modelo HR100 FNR-SC4 y tamaño de bridas 8x6 (succión 6” y descarga 4”) clase 150, con potencia de 40hp cada una (01 operativa y 01 stand by), serán parte del circuito de bombeo de relaves desde el cajón 420-BX-002 hasta el espesador 430-TH-001.
Tabla 3.2 Características de las bombas 420-PU-012 A/B
Fuente: Área de Ingeniería de Compañía Minera Kolpa S.A.
El caudal para impulsar es 118 m3/h de relave, para lo cual se utilizará 02 tuberías independientes (una para cada bomba) de HDPE SDR 9 de 8” que descargaran en el espesador 430-TH-001, específicamente en el Feed Box.
Tag 400-PU-012 A/B
Modelo HR100 FNR-S C4
Caudal(min./nom./dis.) 103.5 / 124.2 m3/h
ADT(min./nom./dis.) 28.41 / 30.79 mcp
NPSH d(min./nom./dis.) 5.6 / 5.5 mcp
Cantidad 02 (01 op. 01 stabd by) und.
Cw 16 %
SG relave 1.12
SG solido 2.72
Viscosidad dinámica 1.3 centipoise
PH 43809
d50 / d80 partícula 5.1 / 20.5 micrones
Tipo centrifugo
Transmisión V-belt
Velocidad periférica 25 máx.. m/s
Tipo de sello expeller (sello dinámico)
V/ɸ/Hz 460/ 3 /60
Potencia 40 hp
Arranque VFD
Grado de protección IP65
Figura 3.5 Línea de alimentación al espesador relaves
Fuente: Área de Ingeniería de Compañía Minera Kolpa S.A.
3.3.2. Sistema de disposición de relaves del espesador (U/F)
Como uno de los productos del espesador se tiene el U/F que es relave al Cw 42% de sólidos, este relave será impulsado desde el espesador 430-TH-001 hacia el dique de la presa relave D por medio de tubería de 6” en CS y HDPE.
Figura 3.6 Ubicación del proceso en diagrama de flujo y proceso bombas 430-PU-010@011 A/B/C
Fuente: Área de Ingeniería de Compañía Minera Kolpa S.A.
La disposición del relave grueso hacia el dique se realizará mediante las bombas de relave U/F: 06 bombas centrifugas de lodos 430-PU- 010A/B/C (línea operativa) y 430-PU-011A/B/C (línea stand by) de modelo HR150 FNR-DC4HC cada una de 100hp será parte del circuito de bombeo de relaves desde el espesador 430-TH-001 hasta la relavera D.
Figura 3.7 Arreglo de las bombas 430-PU-010@011 A/B/C
Fuente: Área de Ingeniería de Compañía Minera Kolpa S.A.
Una el relave sobre la cresta del dique, este es conducido hasta los 03 spigots de 4” material HDPE dispuesta a lo largo de la cresta del dique, desde estos puntos se descarga.
Figura 3.8 Línea de descarga de relaves UF del espesador
Fuente: Elaboración Propia
3.3.3. Sistema de alimentación de agua fresca
El agua fresca que se requiere para la zona del espesador se conducirá desde el actual tanque metálico 300-TK-002 ubicado en la zona superior de la planta concentradora, desde donde se transportará agua por gravedad con 01 tubería de 4” en material CS y HDPE a la zona del espesador específicamente en los tanques rotoplas 430-TK-005 A/B/C.
Tanque de agua fresca: 03 tanques rotoplas de capacidad cada una de 25000 litros (430-TK-005A, 430-TK-005B y 430-TK-005C) con diámetro de 3m y altura de 3.9m, los tanques tienen boquillas para descarga (succión de bombas), drenaje, venteo e instrumentación, los tanques almacenaran agua fresca que se usará en la preparación de floculantes y agua sello para las bombas hidráulicas del Underflow del espesador.
Figura 3.9 Alimentación de agua fresca al espesador 430-TH-001
Fuente: Área de Ingeniería de Compañía Minera Kolpa S.A.
Figura 3.10 Tanques Rotoplas® de agua fresca
Fuente: Área de Ingeniería de Compañía Minera Kolpa S.A.
El agua fresca se utilizará para los siguientes puntos:
• Agua para preparación de Floculante.
• Agua para los sellos de las bombas de relave.
• Agua para las duchas y lava ojos.
Figura 3.11 Puntos de alimentación de agua fresca área Espesador
Fuente: Área de Ingeniería de Compañía Minera Kolpa S.A.
3.3.3.1. Agua para preparación de floculante
La alimentación de agua a la planta de floculante 430-PL-001 desde el tanque rotoplas 430-TK-005C se realizará por medio de las 02 bombas centrifugas multi etapicas 430-PU-013 A/B de 5 HP y tubería de 1”
de CS a una presión mínima de 2.5 bar en el punto de llegada.
Figura 3.12 Bombas de preparación de floculantes 430-PU-013 A/B
Fuente: Área de Ingeniería de Compañía Minera Kolpa S.A.
Bombas de preparación de floculante: 02 bombas centrifugas multietapica 430-PU-013A/B (01 stand by y 01 operativa) tipo vertical modelo V205-OSE-/2/6 con succión y descarga 1x1 clase 150 cada una con potencia de 5hp, serán parte del circuito de bombeo de agua fresca para preparación de floculantes.
Figura 3.13 Bombas multietapicas 430-PU-013 A/B
Fuente: Área de Ingeniería de Compañía Minera Kolpa S.A.
3.3.3.2. Agua para sellos para las bombas de relave
La alimentación de agua fresca a los sellos de las 06 bombas de relave 430-PU-010A/B/C y 430-PU-011A/B/C se realiza desde el tanque 430-TK-005A por medio de las 03 bombas tornillo 430-PU-014A/B/C modelos NM031BY02S12B 2x2, NM031BY04S24B 3x2.5 y NM031BY04S24B3x2.5, de potencia de 1.1KW, 2.2KW y 2.2KW, las tuberías de descarga serán de 2” y 1” de CS.
Figura 3.14 Bombas tornillo para agua de sello 430-PU-014A/B/C
Fuente: Área de Ingeniería de Compañía Minera Kolpa S.A.
Figura 3.15 Puntos de entrega de agua de sello en bombas 430-PU- 010@011 A/B/C
Fuente: Área de Ingeniería de Compañía Minera Kolpa S.A.
3.3.3.3. Agua para las duchas y lava ojos
El agua que será utilizado para las duchas y lava ojos de emergencia 430-SY-001/002 será el agua fresca proveniente del tanque 300-TK-002 que pasará por un filtro dúplex 430-FL-001.
Figura 3.16 Equipos filtros, lavados de ojos
3.3.4. Sistema de alimentación de agua de proceso
El agua de proceso que se requiere para la zona del espesador se impulsará desde 02 fuentes:
Fi