1
UNIVERSIDAD NACIONAL DEL CENTRO DEL PERÚ
FACULTAD DE INGENIERÍA METALURGICA Y DE MATERILES
Tesis presentado por el Bachiller ARTURO VALENCIA LAUREANO
Para optar el Titulo Profesional de
INGENIERO METALURGISTA Y DE MATERIALES
HUANCAYO - PERU 2009
“EVALUACIÓN Y APLICACIÓN DE BALANCE DE MATERÍA AJUSTADOS EN CIRCUITOS COMPLEJOS DE FLOTACIÓN
POR EL MÉTODO RESIDUAL DE LA CIA. MINERA SAN
VALENTÍN S.A.”
2 “EVALUACIÓN Y APLICACIÓN DE BALANCE DE MATERÍA AJUSTADOS EN CIRCUITOS COMPLEJOS DE FLOTACÍON POR EL MÉTODO RESIDUAL EN CIA.
MINERA SAN VALENTIN S.A.”
INDICE
INDICE 2
RESUMEN 6
INTRODUCCION 7
OBJETIVO 8
CAPITULO I
GENERALIDADES DE LA COMPAÑIA. MINERA SAN VALENTIN S.A.
1.1. UBICACION GEOGRAFICA. 9
1.2. ACCESO A LA UNIDAD MINERA 9
1.3. CLIMA. 10
1.4. RECURSOS NATURALES. 10
1.5. MINERALOGIA. 11
1.6. PLANTA CONCENTRADORA” SAN PEDRO” 11
a) SECCION CHANCADO. 11
b) SECCION MOLIENDA Y CLASIFICACION. 12
c) SECCION FLOTACION BULK-SEPARACION PLOMO-COBRE. 13
d) SECCION FLOTACION DE ZINC. 14
e) SECCION RELAVES. 14
CAPITULO II
ASPECTOS GENERALES DE LOS BALANCES DE MASA
2.1. LOS BALANCES DE MATERIA PARA FLOTACIÓN 15
2.1.1. Importancia de los balances 15
2.1.2. Para que sirven 16
2.1.3. Cuando hacer un balance 16
2.2. MÉTODOS DE BALANCES DE MATERIA PARA FLOTACIÓN 16
2.2.1. MÉTODO CONVENCIONAL DE MASA 16
2.2.1.1. Términos y conceptos básicos 17
2.2.1.2. Cálculos matemáticos de balances metalúrgicos 17
3 2.2.1.3. Demostración de fórmulas de concentración de minerales 19 2.2.1.4. Ejemplo de aplicación de balances de materia para un banco
de flotación 27
2.2.2. MÉTODO MATRIZ – CONEXIÓN 32
2.2.2.1 Determinación del número mínimo de flujos para el muestreo 32
2.2.3. MÉTODOS DE BALANCES AJUSTADOS 42
2.2.3.1. Minimización de la suma de cuadrados de los residuales 42 2.2.3.2. Minimización de suma de cuadrados de los elementos ajustados 46 2.3. SELECCIÓN DEL MÉTODO PARA LA OPTIMIZACIÓN 49
2.3.1. SOFTWARE PLANTEADO Y UTILIZADO 49
2.4. PLANTAS DONDE EXISTEN ALGUNOS MÉTODOS 51
2.5. SOFTWARE EXISTENTES 51
CAPITULO III
DISEÑO DEL MÉTODO MATRICIAL DE NODOS Y FLUJOS
3.1. FUNDAMENTOS TEÓRICOS DEL MÉTODO MATRICIAL 52
3.1.1. FLUJOS 52
3.1.2. NODOS 52
3.1.3. MATRIZ 52
3.1.3.1.- Definición 52
3.1.3.1. Matriz cuadrada 53
3.1.3.2. Matriz vector 53
3.1.4 APLICACIÓN DEL MÉTODO MATRIZ CONEXIÓN A LA COMPAÑÍA
MINERA SAN VALENTIN S.A. 53
3.2. ANÁLISIS DE LAS VARIABLES DE CONTROL 66
3.2.1. OBJETIVOS 66
3.2.2. JUSTIFICACION EN EL MUESTREO 66
3.2.2.1. Antecedentes para hacer un muestreo adecuado 66
3.2.2.2. Tamaño de la Muestra 66
3.2.2.3. La confiabilidad de la muestra debe ser: 67
3.2.2.4. Inspección de la toma de muestra 67
3.2.2.5. Tipo de muestreadores 67
3.2.3. SECUENCIA PARA REALIZAR UN BALANCE METALÚRGICO 68
3.2.3.1. El Muestreo 68
3.2.3.2. Preparación de la muestra en el Laboratorio Metalúrgico 69
4
3.2.3.3. Análisis químico de la muestra 71
3.2.3.4. Determinación de la gravedad especifica 72
3.2.4. DESCRIPCIÓN DEL PROCESO DE FLOTACIÓN 72
3.2.5. VARIABLES DE CONTROL 73
3.2.6. IMPORTANCIA DE LA COMPUTADORA EN LA APLICACIÓN DEL MÉTODO 73
3.3. CONSTRUCCIÓN DEL ALGORITMO 74
3.4. DISEÑO Y CONSTRUCCIÓN DE SOFTWARE 75
CAPITULO IV
EVALUACIÓN Y APLICACIÓN DEL MÉTODO RESIDUAL EN EL CIRCUITO DE FLOTACION DE LA PLANTA CONCENTRADORA SAN PEDRO
4.1. FLOWSHEET ACTUAL 76
4.1.1. FLOW SHEET INICIAL 76
4.1.2. FLOW SHEET ACTUAL 81
4.1.3. DIAGRAMA DE FLUJOS 81
4.2. CONSTRUCCION DEL METODO RESIDUAL 82
4.2.1. BALANCE DE AJUSTE DE TONELAJES 82
4.2.1.1. Determinación del número de ecuaciones de pesos Ajustados Wi 82 4.2.1.2. Sumatoria de los Cuadrados de los Residuos rk 83 4.2.1.3. Derivadas Parciales de los Pesos Ajustados Wi 84 4.2.1.4. Construcción de la Matriz de Pesos Ajustados Wi 86
4.2.2. BALANCE DE AJUSTES DE LEYES 87
4.2.2.1. Determinación del número de ecuaciones de ajustes de leyes fka 87 4.2.2.2. Sumatoria de los Cuadrados de los Ajustes de las Leyes, más la Sumatoria de los Multiplicadores de Lagrange con sus Condiciones dadas. 88 4.2.2.3. Derivadas Parciales de los Ajustes de Leyes fka y Multiplicadores
de Lagrange גk 88
4.2.2.4. Derivadas Parciales de los Multiplicadores de Lagrange גk 90 4.2.2.5. Construcción de la matriz de multiplicadores de lagrange גk 92
4.3. ELABORACIÓN DE LA HOJA DE CÁLCULO 93
4.3.1. Datos, Puntos de Muestreo y Cálculo de los Pesos Ajustados 93
4.3.2. Determinando los Ajustes de Pesos Wi 95
4.3.3. Determinando los Residuos rk de cada Ecuación 95
5 4.3.4. Determinando los Multiplicadores de Lagrange גk 96
4.4. BALANCE DE MATERIA FINAL 97
4.5. EVALUACIÓN DEL MÉTODO RESIDUAL DE EL CIRCUITO DE
FLOTACIÓN 102
4.6. SECUENCIA DE APLICACIÓN DEL BALANCE DE MATERIA POR EL
MÉTODO RESIDUAL 104
CONCLUSIONES 105
RECOMENDACIONES 106
SIMBOLOGIA 107
BIBLIOGRAFIA 109
6 RESUMEN
La compañía Minera San Valentín S.A., es propiedad del Grupo “Arias”, ubicado en el paraje Pacocha, distrito de Laraos, Provincia de Yauyos, Departamento de Lima.
Actualmente explota alrededor de 32000TM/mes de minerales polimetálicos con leyes promedios de Cu 0,32%; Pb 1,07%; Zn 3.72%; Fe 13,34%, Ag 1,75 Oz Ag/tc.
Teniendo en cuenta la gran importancia que tiene los balances al proporcionar datos que dan cuenta de la operación de la planta y cada componente de su proceso, a través de la evaluación del balance se puede verificar cuando uno de los componentes no está operando eficientemente o su control no es adecuado, en los casos que se dan como antecedentes de los balance que no cumplen eficientemente los objetivos básicos necesarios para la planta, como son el método convencional de masa y el método matricial
El balance debe de permitir estudiar el comportamiento de la planta en una amplia gama de condiciones de operación y en cualquier situación que implique una evolución del estado de la planta permitiendo, por ejemplo, evaluación de falla de equipos, cambios en las condiciones de operación de la planta, evaluación de estrategias de control y optimización.
No obstante el presente trabajo muestra los pasos para la aplicación de cada uno de los métodos de balance según la necesidad que se desee.
Par tener una mejor perspectiva de la utilidad de los balances se aplico el método matricial a la planta mostrando datos eficientes pero no lo suficientes para la evaluación del circuito de flotación.
Se opta por la evaluación del método residual que mostrara datos confiables porque al tomar todos los elementos del mineral que conforman en la cabeza, espumas y relave de cada componente, minimizando los errores de cálculo, ajustando las leyes, los resultados se asemejaran a lo que sucede en el circuito de flotación.
7 INTRODUCCION
Los balances para procesos metalúrgicos han sido discutidos por muchos años pero no fue hasta que las computadoras estuvieron disponibles en la década de los sesenta, que serios métodos de balance se llevaron a cabo. Desde entonces los balances en flotación han ganado terreno y es ahora cuando los procesos metalúrgicos pueden ser balanceados con razonable precisión para los propósitos de optimización de cada una de sus variables.
Los balances juegan un rol importante en la optimización, evaluación de rendimiento, de embotellamiento y diagnostico de problemas, simplificando o mejoramiento del circuito de flotación de la planta en operación sin la necesidad de realizar demasiados cambios físicos en la planta.
En la práctica se realizan pruebas de laboratorio batch o de plantas piloto para obtener las variables necesarias para realizar el diseño de los equipos, haciendo uso de factores de escalamiento y de la experiencia acumulada del metalurgista o grupo de diseño en trabajos similares. Un aspecto que no se puede resolver mediante esta práctica es el impacto que tendrán las corrientes de cargas circulantes o los cambios en los parámetros de operación en la performance del sistema
Por otro lado, para reducir los costos operativos de nuevos procesos (puestos a prueba en plantas piloto), el conocimiento de la dinámica del proceso es una necesidad. En particular, para manejar le evolución de la planta no solo es necesario determinar el estado estacionario que alcanzara la planta, sino que, se deben determinar los estados intermedios que componen la evolución a través del tiempo.
Por otra parte el control resulta siempre de un compromiso, generalmente es el criterio económico el que decide la instrumentación de la planta y por ello en muchos casos los balances de materia no cumplen eficientemente sus objetivos básicos.
Sin embargo no basta disponer de una buena instrumentación para superar los problemas de control. Existen otras causas estrictamente operacionales como procedimientos inadecuados de muestreo, preparación de las muestras y ensayo químico de las especies de interés y por otra parte, políticas y prácticas inadecuadas de mantenimientos, calibración de instrumentos y de equipos de medición.
8 OBJETIVOS
OBJETIVO GENERAL DE LA TESIS
Aplicar el Balance Ajustado para cualquier proceso metalúrgico de concentración de minerales.
OBJETIVO ESPECIFICOS DE LA TESIS
Aplicar el método a cualquier tipo de flow sheet con “n” elementos, con sus ajustes de leyes respectivamente.
Calcular el flujo y Pesos en cada punto de salida o entrada del circuito de flotación.
Desarrollar el modelo matemático que permita obtener resultados finales tales como: leyes, recuperaciones y radio de concentración que un mineral reportará cuando sea procesado por flotación a escala industrial.
9 CAPITULO I
GENERALIDADES DE LA COMPAÑÍA MINERA SAN VALENTIN S.A.
1.1. UBICACION GEOGRAFICA.
La unidad minera geográficamente se encuentra ubicada en las laderas del cerro Puquio a 4720 msnm., rodeados por el cerro Jutumpampa y las lagunas Yanacocha, Huacayniyoc y Pacocha.
El Yacimiento San Valentín forma parte del distrito minero de Yauricocha y está relacionado a rocas Ígneas intrusivas y extrusivas que originan restos como relleno de fracturas en las calizas.
1.2. ACCESO A LA UNIDAD MINERA
El acceso a la mina se realiza vía dos rutas:
- Lima-Cañete-Lunahuana-San Valentín - Lima –Huancayo-San Valentín.
El recorrido es el siguiente:
RUTA DISTANCIA-km TIEMPO-h TIPO
Lima-cañete 150 2 Asfaltado
Cañete-Llapay 180 5 Afirmado
Llapay-Laraos 15 1 Afirmado
Laraos-San Valentín 18 1 Afirmado
RUTA DISTANCIA-km TIEMPO-h TIPO
Lima-Huancayo 300 6 Asfaltado
Huancayo-Llapay 140 6 Afirmado
Llapay-Laraos 15 1 Afirmado
Laraos-San Valentín 18 1 Afirmado
1.3. CLIMA.
La zona en la cual está emplazada la unidad minera presenta un clima frígido y muy húmedo típico de la región Puna, las que se encuentran sobre los 4000 msnm.
Esta Zona está caracterizada por las bajas temperaturas, la máxima que alcanza es de 18 grados en los meses de Junio, Julio, Agosto y la mínima llega hasta los 10º C bajo cero como un promedio anual, teniendo una humedad relativa de 60%.
10 Una característica distinguible es el régimen de precipitaciones de lluvias a lo largo del año, se producen precipitaciones de granizo que alcanzan hasta 3/16” de diámetro.
1.4. RECURSOS NATURALES.
Esta parte del territorio cuenta con diversos recursos naturales entre la flora, Fauna, Recursos Hidrológicos y recursos minerales.
En cuanto a la flora se puede observar muy poca vegetación, las que se encuentran alternadamente cubiertas de pastizales, arbustos y algunas plantaciones adaptables al medio, es observable el ichu, quinual, entre otras.
En lo que se refiere a la fauna, se puede observar en la zona presencia de vizcachas, patos silvestres, zorros, huashuash, pumas, (cercanos a Laraos) ganado vacuno, ovino, auquénidos.
Los recursos hidrológicos están conformados fundamentalmente por el agua del cual se abastece tanto mina como la planta concentradora y se toman de las lagunas aledañas, las cuales son: Laguna Yanacocha: Está ubicada a 450 m más alto de la ubicación de la unidad minera, de esta laguna se produce un rebalse de sus aguas que va a la laguna Pacocha y otra parte para el consumo humano hacia los campamentos.
Laguna Huacoyniyoc: Ubicada al Sur-Este a 1500m de distancia de la unidad Minera y a una altura de 150m más alto, esta es la principal fuente de abastecimiento de agua para las instalaciones industriales.
Laguna Pacocha: Ubicada al Sur-Oeste dentro la concesión y una diferencia de nivel de 50m más bajo de la ubicación de la Planta Concentradora que constituye un sumidero natural.
Los lugareños se dedican principalmente a la agricultura, ganadería y minería.
11 1.5. MINERALOGIA.
En este yacimiento se han podido lograr la identificación de diversas especies mineralógicas tales como:
Sulfuros:
Esfalerita SZn Marmatita SZnFe Calcopirita S2CuFe Galena SPb Galena Argentífera SPbAg Marcasita S2Fe Bornita S4Cu5Fe Arsenopirita SFeAs
Carbonatos:
Cerusita CO3Pb Smithsonita CO3Zn
1.6. PLANTA CONCENTRADORA” SAN PEDRO”
Las operaciones en la Planta Concentradora “San Pedro” de la Compañía. Minera San Valentín se realiza en las siguientes etapas:
a. SECCION CHANCADO
Donde se realiza la reducción de tamaños, el mineral proveniente de mina directa o a través del Blending, son descargados de los volquetes con capacidades de 20 TM. Directamente a la tolva de gruesos con capacidad de almacenaje de 300 TM con parrilla de rieles separados de 10” esta tolva es de construcción de concreto armado, en la parte inferior de la tolva de gruesos se tiene instalados un alimentador de placas Apron Feeder de 30”x 2,45 m la que descarga a un grizzly vibratorio de 1200 x 3000mm, abertura de 1”, el under size descarga a la faja Nº 3 de 24”x 55 m de longitud y el over size alimenta a la chancadora de quijada 16”x 24”(Chancadora Primaria) accionados por motor eléctrico de 48 HP, set de 1 ½”, parte del under size del grizzly con la descarga de la chancadora, son alimentados a la faja transportadora Nº1 de 24”x 31,20m, en esta faja se
Óxidos:
Especularita (Ver Hematita) Fe2O3
Cincita ZnO Magnetita Fe3O4
Pirolusita MnO2
Ganga:
Sílice SiO2
12 encuentran instalados dos electroimanes; La descarga de la faja Nº1 es a la faja Nº 2 de 24”x 17,30 m, donde se tiene instalados un detector de metales, con la faja Nº2 se cierra la carga circulante, de esta faja N°2 se alimenta a la zaranda vibratoria 5´x 10´x 7/8” de abertura, el Under size descarga hacia la Faja Nº3 y el Over size alimenta a la Chancadora secundaria Symons de 4 ¼”, set de ¾”
accionados por un motor eléctrico de 150 HP , siendo su descarga hacia la faja Nº 1; La descarga de la faja Nº3 va hacia la Tolva de finos con capacidad de almacenaje de 300 TM, en las tres fajas transportadoras se tiene instalados los dispositivos de parada de emergencia.
b. SECCION MOLIENDA Y CLASIFICACION
En esta sección se tiene instalados tres molinos de bolas COMESA de 6¨x 6´; de los cuales una de ellos están en Stand By, un molino de bolas COMESA 4´x 5´y un molino COMESA 7´x 8´, para la operación de molienda se emplea para la molienda primaria (circuito abierto) el molino COMESA 7´x 8´ que es alimentado a través de la faja No 7 y esta es alimentado por la faja No 4 cuyo tamaño máximo de mineral es de 3/4” y en algunas ocasiones hasta 1” este molino opera a 22 RPM de velocidad de trabajo con 38 % de carga moledora, accionado por un motor eléctrico de 250 HP. La descarga de este molino primario es por tromel hacia el cajón de las Bombas 6”x 6” No1 o No2; estas bombas en forma alternada bombean hacia el hidrociclón D-15” (02) que están instalados a una inclinación de 20 grados, estos ciclones operan a una eficiencia de clasificación de 70%, el U/F es alimentado al Molino N° 1 6´x 6´ accionado por un Motor eléctrico de 125 HP, que opera como remolienda cuya descarga alimenta a las bombas N°1 o N° 2 , el O/F del ciclón D-15” es alimentado al acondicionador Bulk WS-240 (Nº 1 o N°2), Por otro lado a través de la faja Nº 4 se alimenta carga al molino de bolas 6´x 6´ Nº 2 accionado por un motor de 110 HP que opera en circuito cerrado, la descarga del molino es a las bombas Nº3 o N°4 y estas bombean a los ciclones D-10 instalados a una inclinación de 20 grados, cuyo U/F cierra circuito y el O/F se junta con él O/F del ciclón D-15. A los molinos primarios se alimentan ZnSO4 y NaCN como depresores de la esfalerita, marmatita y hierro, nuestra malla de alimentación a flotación está en 54% malla -200.
c. SECCION FLOTACION BULK-SEPARACION PLOMO-COBRE
Al acondicionador se le adiciona Aerophine 3418 como colectores, ZnSO4/NaCN depresor de Zn, Fe, MIBC como espumante para el circuito Bulk, la pulpa ya acondicionada ingresa a la celda Unitaria quien desbasta y obtiene una espuma
13 de concentrado bulk muy limpio que ingresa a las celdas duplex D-18, los relaves de la celda Unitaria Ingresan a la celda DR-100 (banco de cuatro celdas) Rougher Bulk donde también se adiciona Aerophine 3418, Z-11, cuyas espumas van a las celdas Comesa 24” (banco de cuatro celdas) como primera limpieza de Bulk, los relaves del Rougher Bulk son Alimentadas a las celdas DR-100 (banco de cuatro celdas) Scavenger Bulk, cuyas espumas vuelven a la Celda Rougher bulk y el relave constituye la Cabeza para el circuito de Zn, los relaves de la primera limpieza Bulk vuelve a ingresar al rougher bulk, los relaves de la segunda limpieza o sea de la celda D-18 regresan a la primera limpieza ,las espumas de estas celdas D-18 Constituyen Cabeza para la etapa de separación Pb-Cu. A la bomba Nº11 ó N°12 se adiciona depresor ZnSO4/NaCN, para limpiar y proporcionar un bulk de Calidad, al relave de la celda Rougher bulk adicionamos Z-11 y ZnSO4 como Depresor de Zn. La etapa de separación Pb- Cu se realiza de la manera siguiente: Las espumas de las celdas D-18 duplex ingresan a la Celda Nº3 del banco de celdas D-21, para la depresión de Cu empleamos el complejo NaCN/OZn en una relación de 3/1, esta celda D-21 Nº 3 o N°4 constituye el rougher de separación , que luego las espumas son sometidas a dos limpiezas y la espuma de la ultima limpieza constituye el concentrado final de Pb que alimentará al espesador de Plomo y de esta es bombeada hacia el filtro de plomo obteniéndose un concentrado filtrado con un grado promedio de 65% Pb con 60 Oz. Ag/TC a más, los relaves de estas celdas D-21ingresan a un banco de celdas D-18” que viene a ser el scavenger de separación, cuyas espumas retornan a la alimentación a celdas D-21, los relaves de las celdas D-18” ingresan a un banco de celdas D-12 donde se realiza el barrido total, las espumas retornan a la cabeza de separación y los relaves constituyen el concentrado de Cu, antes son espesados en un espesador tipo cónico Lamella cuyo U/F ingresa al filtro de cobre(cuyo producto filtrado se obtiene el concentrado de Cu ) con un grado promedio de 22%Cu y el O/F se direcciona a las cochas decantadoras que formarán un concentrado de Cu de segunda clase.
d. SECCION FLOTACION DE ZINC
Los relaves de la flotación bulk son bombeados a través de la bomba N°4 la pulpa al acondicionador de Zn (WS-240) cuya operación es de celda unitaria donde se mezcla los reactivos CuSO4, MT-1661, Z-11 y lechada de cal para llevar el pH a 9.5, la celda Unitaria también cumple la función de celda de flotación sus espumas van a la Primera limpieza de Zn (Celdas DR-100) y los relaves ingresan a la celda DR-300 Rougher Zn I, la celda DR-300 Rougher I y II, de estas celdas las
14 espuma van hacia la Primera limpieza de Zn; las espumas de esta segunda limpieza alimentan a la tercera limpieza (celda DR-100), las espumas de esta tercera limpieza van por gravedad hacia el espesador de Zn, de esta a través de la bomba N°15 hacia el filtro de Zn donde se obtiene un queque con 52% de Zn en calidad, y con una humedad promedio de 10.5% H2O, el agua con lamas de la taza de Zn es recirculado a través de una bomba al espesador de Zn, las aguas clarificadas del espesador de Zn son direccionados a las cochas decantadoras para tener posteriormente concentrado de Zn de segunda clase con grados de 49% Zn; los relaves de la tercera limpieza de Zn vuelven a la segunda limpieza y los relaves de la primera limpieza de Zn vuelven a través de la bomba N°15 a la celda Rougher I de Zn, los relaves del rougher de Zn II, son enviados a través de la bomba N°5 o N°6 a la bancada de celdas DR-300 (05 celdas) que constituyen los Scavenger de Zn, de estas celdas las espumas vuelven a las celdas DR-300 (rougher I y/o II), y los relaves de las celdas Scavenger de Zn formarán el relave final de Planta .
e. SECCION RELAVES
Los relaves de la Planta Concentradora San Pedro son bombeados hacia la cancha de relaves a través de las Bombas N°18 o N°19 (8” x 6”) a los hidrociclones D-15, de estas el U/F que alcanza un porcentaje de alrededor de 45 - 55% en peso, con una eficiencia de clasificación de 65%, estos gruesos del ciclón constituyen el talud perimétrico de contención de la relavera , el O/F ingresa al vaso receptor, donde el agua clarificada es captada por medio de las torres de decantación, un 50% del agua captada es recirculado a la Planta Concentradora, y el otro 50% ingresa a la Planta de tratamiento de aguas residuales, el espejo de agua se mantiene entre 10% a 20% del área disponible, para el control del nivel freático, se tiene instalados 05 piezómetros.
15 CAPITULO II
ASPECTOS GENERALES DE LOS BALANCES DE MASA
2.1. LOS BALANCES DE MATERIA PARA FLOTACIÓN
2.1.1. IMPORTANCIA DE LOS BALANCES
El balance proporciona un conjunto de datos técnicos que dan cuenta de la operación de la planta y de cada una de las unidades del proceso que la constituyen.
A través del análisis crítico del balance, se puede disponer de una señal de alarma, que funciona cuando una unidad no opera eficientemente o cuando el control no es adecuado.
El control resulta siempre de un compromiso entre la solución ideal muy cara y una solución económica muy imprecisa, generalmente es el criterio económico el que decide la instrumentación de la planta y por ello en muchos casos los balances de materia no cumplen eficientemente sus objetivos básicos.
Sin embargo no basta disponer de una buena instrumentación para superar los problemas de control. Existen otras causas estrictamente operacionales como procedimientos inadecuados de muestreo, preparación de las muestras y ensayo químico de las especies de interés y por otra parte, políticas y prácticas inadecuadas de mantenimientos, calibración de instrumentos y de equipos de medición.
Por último existe un problema conceptual que normalmente no se considera en el cálculo de balances, la determinación experimental de los valores de las variables del sistema, está sujeto a errores de distinta naturaleza y magnitud. Solamente si se adopta algún criterio que considere la información ponderada según su grado de confiabilidad, se lograra un balance óptimo.
Operar de otra forma conduciría inevitablemente a inconsistencias como por ejemplo producción sobre o sub.- evaluadas en etapas intermedias del proceso (desacuerdo en interface mina-concentradora, concentradora –fundición, fundición – refinería, etc.), incertidumbre en la determinación de índices de operación (recuperaciones, radios de concentración, cargas circulantes, etc.)
16 2.1.2. PARA QUE SIRVEN LOS BALANCES
El balance de materia es una herramienta útil para realizar la parte contable de un proceso de producción y además es la base para el diseño, optimización y control de procesos industriales.
Como en la mayoría de las plantas industriales la cantidad de datos es enorme y cualquier falla, produciría desajustes en los resultados del balance, que se realiza en el proceso, de aquí nace la necesidad imperiosa de utilizar un algoritmo matemático que ajuste la mayor cantidad posible de información con el fin de minimizar los errores inherentes del cálculo.
Uno de los algoritmos más confiables es el método de los multiplicadores de Lagrange el cual tiene gran respuesta ante problemas de tipo altamente no lineales como lo es en cualquier proceso productivo. Como se da en los balances de materia de flotación con análisis experimentales no llegan a cuadrar exactamente, mientras que con los datos ajustados el error se reduce prácticamente a cero por ciento, siendo este método muy efectivo.
2.1.3. CUANDO HACER UN BALANCE
Cuando las eficiencias de control y grado están por debajo de los objetivos o búsqueda de mejoras.
Cuando se instalan nuevos equipos.
Cuando se efectúan cambios de nuevos reactivos.
Cuando se modifican los circuitos.
Cuando el proceso está con eficiencias y grados por encima del normal.
Cuando cambia las características del mineral tratado.
Cuando se efectúan trabajos de instrumentación y automatización.
Cuando se requiere dimensionar un equipo.
2.2. MÉTODOS DE BALANCES DE MATERIA PARA FLOTACIÓN
2.2.1. MÉTODO CONVENCIONAL DE MASA
Así tenemos la fórmula de dos productos como punto de partida.
Su secuencia de cálculo se efectúa punto por punto, es decir tomando ecuación por ecuación, generada en cada nodo sobre todo de separación, es decir en cada celda, hasta llegar a la última ecuación del último nodo.
En un sistema continuo en estado estacionario no hay acumulación, matemáticamente debe cumplirse:
17 ENTRADA = SALIDA
En este método la secuencia de cálculo de su balance de materia, se realizan sin ningún ajuste matemático ya que sólo es aplicado para un único elemento.
2.2.1.1. Términos y Conceptos Básicos
NODO: Es una ubicación específica dentro del proceso en torno al cual es posible establecer ecuaciones de balance del tipo:
ACUMULACION = ENTRADA – SALIDA
Esta tiende a representar una celda, banco de flotación o en forma global la planta concentradora, también un molino, el cajón de una bomba, etc.
FLUJO: Representa la cantidad de material alimentada al proceso, traspasado entre dos nodos del proceso u obtenida como producto del proceso. Como por ejemplo: La alimentación a una celda de flotación, su rebalse (espuma), cola, acumulación en un cajón de una bomba, etc.
2.2.1.2. Cálculos Matemáticos de Balances Metalúrgicos
DENSIDAD DE ALIMENTACIÓN Cálculos:
Base para el cálculo: 1 litro de pulpa = 1000 ml Datos:
PS = Porcentaje de sólidos en peso W = Peso de un litro de pulpa
Ge = Gravedad especifica del mineral
V = volumen que el mineral ocupa en la pulpa w = Peso del mineral seco en g en un litro de pulpa
D = Dilución: relación del peso de líquido sobre el peso del sólido K = Constante de sólidos
MP =Tonelada de pulpa
MS = Tonelada de mineral seco
PSV = Porcentaje de sólidos en volumen Q = Caudal de agua
QP = Caudal de pulpa
18 Por definición: PS = PS = * *100
W
Ge
V (1)
Por otra parte W Peso del agua + Peso del mineral
W = (1000 – V) + V*Ge (2) Porque 1000 ml de agua = 1000 g de agua
Despejando en la ecuación (2), reemplazando en (1) se tiene:
PS =
* 1 100 1000 *
Ge Ge W
W
Por definición: K = Ge Ge1
Entonces: PS = *100
* 1000
K W W
De donde:
W = PS*100000
K100
Por definición:
D = Ps
PS 100
También se puede calcular así:
W =
1000 V
V*Ge W = 1000V*(Ge1) Pero V =Ge
w =
W = 1000 * 1
Ge w Ge
W = 1000 + wk
w = k
W 1000
MP = PS
MS * 100 Q = MP -MS QP = S
MS + Q
19 PSV =
)
* (S QP
MS * 100
2.2.1.3. Demostración de fórmulas de concentración de minerales
Fórmula para Dos Productos
F = Tonelaje de alimentación C = Tonelaje de concentración T = Tonelaje de relave
f = Ley del metal en la alimentación c = Ley del metal en la concentrados t = Ley del metal en la relave
K = Radio de concentración R = % de recuperación
Figura Nº 1
DESMOSTRACION TONELAJE
Sea F = C + T (3) METAL
Ff = Cc + Tt (4) De (3)
T = F – C (5) Luego (5) en (4)
Ff = Cc+ t (F - C) Ff = Cc+ Ft - Ct Ff - Ft = Cc - Ct F (f – t) = C(c – t)
20 C = ( )
) (
t c
t f F
RADIO DE CONCENTRACIÓN
Por concepto K = C
F =
C F =
) (
) (
t c
t f
Por concepto %R =
%R = *100 Ff Cc
%R = *100
) (
) (
f c t c
t f
También:
F C =
K 1
%R = f K
c
*
* 100
Ejemplo: Un yacimiento de cobre con una ley de 1,2 % Cu, es concentrado por flotación a razón de 300 TMSPD. El concentrado obtenido tiene una ley de 28,3 % Cu, y los relaves contienen 0,2 %Cu. Se pide calcular:
El tonelaje de con centrado obtenido por día (producción /día).
El radio de concentración.
Cantidad de Cobre que se pierde en los relaves.
Solución: Se aplican las fórmulas de dos productos (concentrado y relave).
Datos: Base 1 día de trabajo.
F = 300 TMSPD f = 1,2 % Cu c = 28,3 % Cu
t = 0,2 % Cu
a.- Cálculo de concentrado
C = ( )
) (
t c
t f F
=
) 02 . 3 . 28 (
) 2 . 0 2 . 1 ( 300
= 10.676 TMSPD
b.- Cálculo del radio de concentración K = C
F = 676 , 10
300 = 28,1
21 c.- Cantidad de Cu que se pierde en los relaves
Tonelaje de relaves = 300 – 10,676 = 289,324 TMSPD Cu que se pierde = 289,324 *0,2 = 0,5786 TMSPD Cu fino
Ejemplo: En el problema anterior, determine el % de recuperación.
Datos:
F = 300 TMSPD C = 10,676 TMSPD f = 1,2 % Cu
c = 28,3 % Cu t = 0,2 % Cu
%R = *100 Ff
Cc = *100
2 , 1
* 300
3 , 28
* 676 ,
10 = 83,93 %
%R = *100
) (
) (
f c t c
t f
= *100
) 02 , 0 3 , 28 (
* 2 , 1
) 2 , 0 2 , 1 (
* 3 , 28
= 83,93 %
Fórmula para tres productos.
Cuando la alimentación (mena poli metálica de Pb y Zn) contiene dos metales recuperables y el relave (tercer producto), se aplican las fórmulas de tres productos.
Deducción de la fórmula.
Sea: Base 1 día
F = TMSPD (tonelaje de alimentación) C1 = TMSPD (tonelaje con centrado de Pb) C2 = TMSPD (tonelaje con centrado de Zn) T = TMSPD (tonelaje de relave)
m = Ley de Pb en la alimentación n = Ley de Pb en el relave
u = Ley de Pb en el concentrado de Pb p = Ley de Pb en el concentrado de Zn q = Ley de Zn en la alimentación r = Ley de Zn en el relave
s = Ley de Zn en el concentrado de Pb t = Ley de Zn en el concentrado de Zn Ra = % de recuperación de Pb Rb = % de recuperación de Zn
22 Ka = radio de concentración de Pb
Kb = radio de concentración de Zn
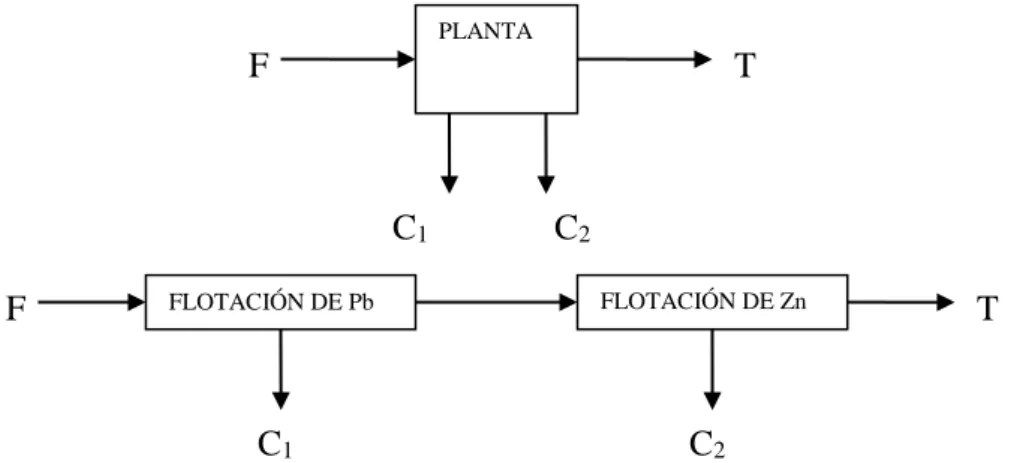
Figura Nº 2
BALANCE GENERAL F
F = C1 + C2 + T (1) T = F - C1 – C2 (2) Balance de plomo
mF = uC1 + pC2 + (F-C1-C2) n (3) Balance de Zinc
qF = tC1 + sC2 + (F-C1-C2) r (4) Desarrollando (3)
mF = uC1 + pC2 + nF - nC1 - nC2 (5) Desarrollando (4)
qF = tC1 + sC2 + rF - rC1 - rC2 (6) De (5)
mF - nF = (u – n) C1 + (p – n) C2 (7)
(m – n)F = (u – n) C1 + (p – n) C2 (7a) De (6)
qf – rF = C1 (s-r) + C2 (t-r) (8) F (q-r) = C1(s-r) + C2 (t-r) (8a)
PLANTA
FLOTACIÓN DE Pb FLOTACIÓN DE Zn T
T
C2
C1
F
F
C1 C2
23 Despejando C2 en (7a)
) (
) ( )
( 1
2 p n
n u n
m
F
c
c
(9)Sustituyendo en (8a)
F (q - r)= C1 (s -r) + (t - r) -
) (
) ( ) (
n p
n u n m
F (10)
Desarrollando (10)
F (q – r) =
) (
) )(
( 1 ) )(
( ) )(
( 1
n p
r t n u C r t n m F n p r s C
(11)
F (q-r) (p-n) = C1(s-r) (p-n) – C1 (u-n) (t-r) + F (m-n) (t-r) (12) F (q-r) (p-n) = C1 [(s-r) (p-r) – (u - n) (t-r)] + F (m-n) (t-r) (13) F (q-r) (p-n) – F (m-n) (t-r) = C1 [(s-r) (p-n) – (u-n) (t-r)]
F [(q-r) (p-n) – (m-n) (t-r)] = C1 [(s-r) (p-n) – (u-n) (t-r)] (14)
Despejando C1
(s(q--r)(pr)(p--n)n)--(u(m-n)(t -n)(t -r)-r)
C1F (15)
Multiplicando por (-1)
( )( ) ( )( )
) )(
( ) )(
1 (
n p r s r t n u
n p r q r t n m C F
Fórmula de Concentrado de Plomo
Calculo de C2 (concentrado en Zn) Despejando C1 en (7a)
(16) (16) Sustituyendo en (8a)
(17) )
(
) ( 2 ) 1 (
n u
n p C n m C F
) ) (
(
) ( ) ) (
( )
( 2
2 t r
n u
n p n
m r F s r q
F
c
c
24 (18)
F (q - r) (u - n) = F (m - n) (s - r) – C2 (p - n) (s - r)+ C2 (t - r) (u- n) (19) F (q - r) (u - n) – F (m - n) (s - r) = C2 (t - r) (u - n) – C2 (p - n) (s - r) (20) F [(q - r) (u - n) – (m - n) (s - r)] = C2 [(t - r) (u - n) – (p - n) (s- r)] (21)
Despejando C2
( )( ) ( )( )
) )(
( ) )(
(
2 t r u n p n s r
r s m n u r q
c
F Fórmula para calcular Concentrado deZinc.
a.- Calculo del Porcentaje de Recuperación (R)
%R =
Recuperación del plomo (mineral de Pb) en el concentrado Pb
q F
c
uR
a 1 (100. )Recuperación de Zinc en el concentrado de Zinc.
q F
c
tR
b 2 (100. )b.- Calculo de Contenido Metálico (FINO)
En este caso, se obtiene tres productos: concentrados de plomo, concentrado de zinc, y relave, por lo que se debe de conocer y calcular el contenido metálico en cada producto, tanto en plomo como en zinc. También se debe de conocer la distribución en porcentaje en cada producto para simplificar los cálculos se aplica lo siguiente de “Contabilidad Metalúrgico Diario”. Ver tabla Nº 1
) (
) )(
( ) ))(
( ) )(
) (
( 2 2
n u
n u r t r
s n p r
s n m r F
q
F
c c
25 TABLA Nº 1
PROBLEMA:
En una planta concentradora se trata un mineral poli metálico de Pb-Zn, según la tabla Nº 2
TABALA Nº 2
HALLANDO LOS CONCENTRADOS:
Pb
) 29 , 0 01 , 1 )(
67 , 0 96 , 5 ( ) 29 , 0 13 , 66 )(
84 , 65 )(
63 , 55 (
) 29 , 0 01 , 1 )(
67 , 0 09 , 10 ( ) 67 , 0 30 , 56 )(
29 , 0 49 , 2
* ( 383
) 72 , 0 )(
29 , 5 ( ) 84 , 65 )(
63 , 55 (
) 72 , 0 )(
42 , 9 ( ) 63 , 55 )(
20 , 2
* ( 383
= 12.10152 TMSPD
Zn =
) 29 , 0 01 , 1 )(
67 , 0 96 , 5 ( ) 29 , 0 13 , 66 )(
67 , 0 30 , 56 (
) 29 , 0 48 , 2 )(
67 , 0 96 , 5 ( ) 29 , 0 13 , 66 )(
67 , 0 09 , 10
* ( 383
=
87 , 3658
) 20 , 2 92 , 5 ( ) 84 , 65 )(
42 , 9
* ( 383
=63.70386 TMSPD
26
Las fórmulas de tres productos son exactas cuando se obtienen dos concentrados de metales distintos y un relave general
En la caso de menas polimetálicas de Ag-Pb-Zn (galena argentífera) la fórmula será exacta si se emplea los ensayos (leyes) de plomo y Zinc ó de plata y Zinc, pero no cuando se emplean los de plata y plomo. La razón es que la plata se recupere en el concentrado de plomo.
Ejemplo: En una planta concentradora por flotación, se tratan 600 TMSPD de manera polimetálica (Ag-Pb-Zn) con galena argentífera, según la tabla Nº3 de leyes mostrado.
CALCULAR:
1. El tonelaje de concentrado de plomo y Zinc.
2. El contenido de plata en el concentrado de Pb en Onz /TC 3. El % de recuperación de los tres metales.
4. Completar el cuadro de contabilidad metalúrgica.
TABLA Nº 3
Solución:
CONCENTRADO DE Pb C1= 600
C1= 48.4TMSPD Kx= 600/48,4 = 12,4 CONCENTRADO de Zn C2=600
C2=73,1 TMSPD Kx = 600/73,1 = 8,2
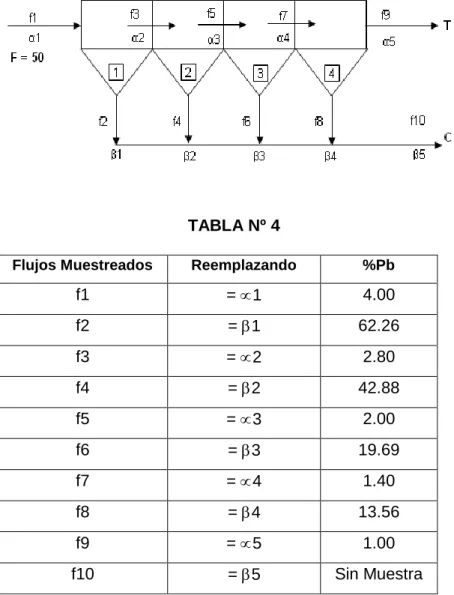
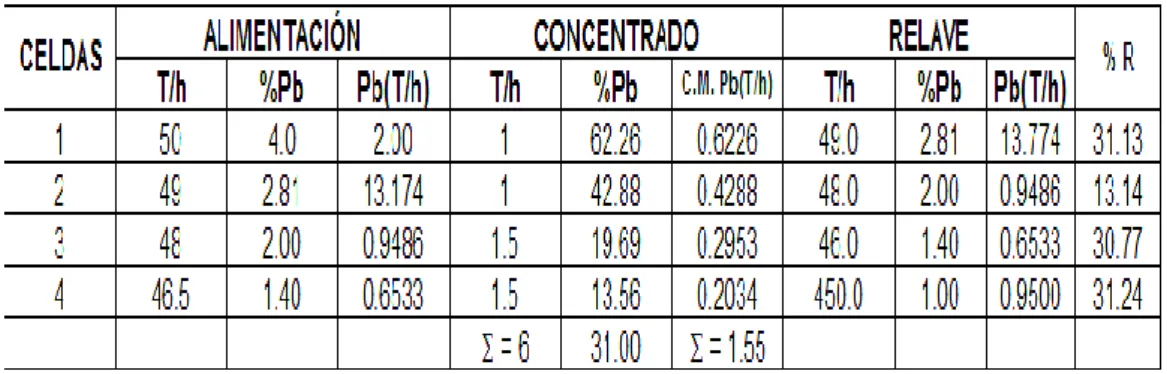
27 2.2.1.4. Ejemplo de aplicación de balances de materia para un banco de flotación.
Se tiene el resultado de un muestreo realizado en un banco industrial de flotación, el cual consta de cuatro celdas. Ver figura 3 y tabla Nº 4
FIGURA Nº 3
TABLA Nº 4
El método tradicional consiste en plantear 2 ecuaciones, las cuales son:
F = C + T Ff = Cc + Tt
Donde: F = 50 TMSPD 50 = C + T
50*(4,00) = C*(62,26) + T*(2,80)
Flujos Muestreados Reemplazando %Pb
f1 = 1 4.00
f2 = 1 62.26
f3 = 2 2.80
f4 = 2 42.88
f5 = 3 2.00
f6 = 3 19.69
f7 = 4 1.40
f8 = 4 13.56
f9 = 5 1.00
f10 = 5 Sin Muestra
28 Resolviendo la ecuación general obtenemos:
C = 1 y T= 49.
La recuperación en esta celda seria:
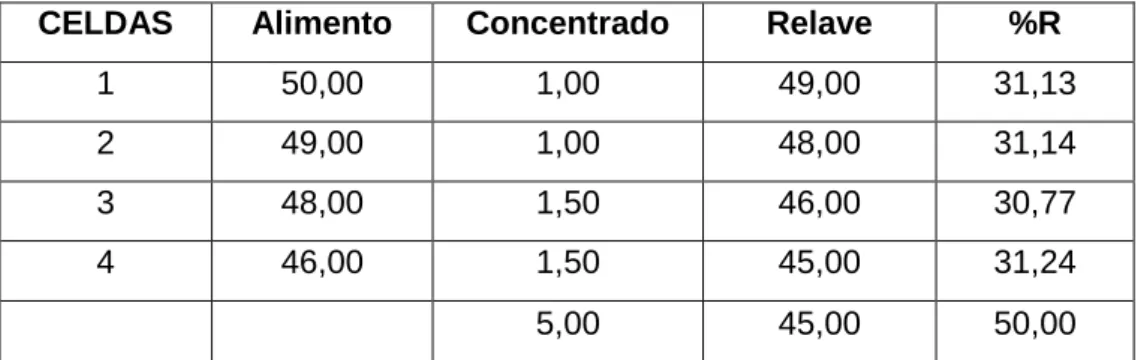
Hacemos F = 49,00 pues el relave de esta celda es la alimentación de la siguiente celda y así sucesivamente hasta llegar a la ultima celda, obteniéndose en la siguiente Tabla Nº 5.
Tabla Nº 5
CELDAS Alimento Concentrado Relave %R
1 50,00 1,00 49,00 31,13
2 49,00 1,00 48,00 31,14
3 48,00 1,50 46,00 30,77
4 46,00 1,50 45,00 31,24
5,00 45,00 50,00
Pero trabajando con la técnica del Uno hacemos lo siguiente:
Debido a que 1 nos representa el peso de entrada, hacemos que 1 tome el valor de 1 y planteamos.
F = C + T Ff = Cc + Tt
1f = (1 - 2) c + 2t Recordando que: 1 = 1 f = c - 2c + 2t
2 = c t
c f
=
26 , 62 81 , 2
26 , 62 00 , 4
=
45 , 59
26 , 58
El peso de T será 0,98
El cálculo del paso de C será (1-2) = (1,00 – 0,98) = 0,02 Si hacemos 1 = 50 obtendríamos:
29 T = 50,00 * 0,98 = 49,00
C = 50,00 * 0,02 = 1,00
El cálculo de la recuperación sería:
% 13 , 31 ) 100
00 , 4 00 , 1 (
) 26 , 62 02 , 0
% ( x
x R x
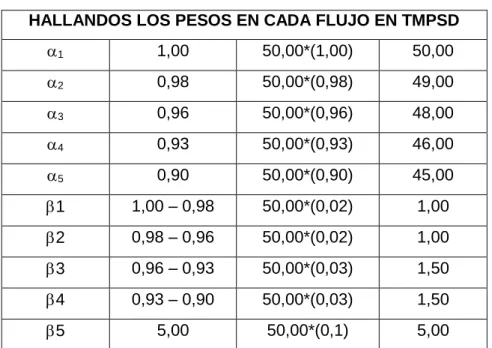
Se procede de la misma manera hasta llegar a la última celda, obteniéndose la siguiente tabla Nº 6
TABLA Nº 6
HALLANDOS LOS PESOS EN CADA FLUJO EN TMPSD
1 1,00 50,00*(1,00) 50,00
2 0,98 50,00*(0,98) 49,00
3 0,96 50,00*(0,96) 48,00
4 0,93 50,00*(0,93) 46,00
5 0,90 50,00*(0,90) 45,00
1 1,00 – 0,98 50,00*(0,02) 1,00
2 0,98 – 0,96 50,00*(0,02) 1,00
3 0,96 – 0,93 50,00*(0,03) 1,50
4 0,93 – 0,90 50,00*(0,03) 1,50
5 5,00 50,00*(0,1) 5,00
Se puede observar que es más rápido que el cálculo tradicional, y se puede modificar fácilmente el flujo de alimentación y calcular inmediatamente los flujos T y C
30 BALANCE DE LEYES Y PESOS DEL CIRCUITO
TABLA Nº 7
CALCULO DE BALANCE METALURGICO DE TRES PRODUCTOS
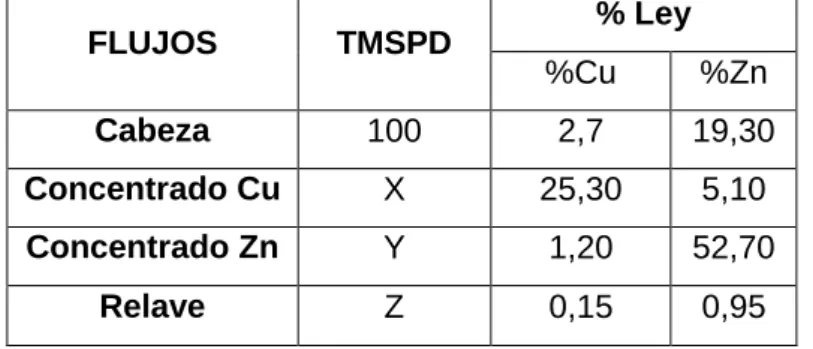
Se tiene el siguiente ejemplo para el cálculo de tres productos. Cuando la alimentación es (mena polimetálico de Cu Zn) contiene dos materiales recuperables y el relave (tercer producto), se aplica la siguiente matriz:
TABLA Nº 8
FLUJOS TMSPD % Ley
%Cu %Zn
Cabeza 100 2,7 19,30
Concentrado Cu X 25,30 5,10 Concentrado Zn Y 1,20 52,70
Relave Z 0,15 0,95
F = C1 + C2 + T
F (Cu) + C1 (Cu) + C2 (Cu) + T (Cu) F (Zn) = C2 (Zn) + C2 (Zn) + T (Zn) Reemplazando: F = 100
100 = X + Y + Z ESQUEMA MATRIZ Nº 1
100(0,027) = 0,253X + 0,012Y + 0,0015Z 100(0,193) = 0,051X + 0,027Y + 0,0095Z
31 Resolviendo:
X = C1 = 8,688 Y = C2 = 34,762 Z = T = 56,550
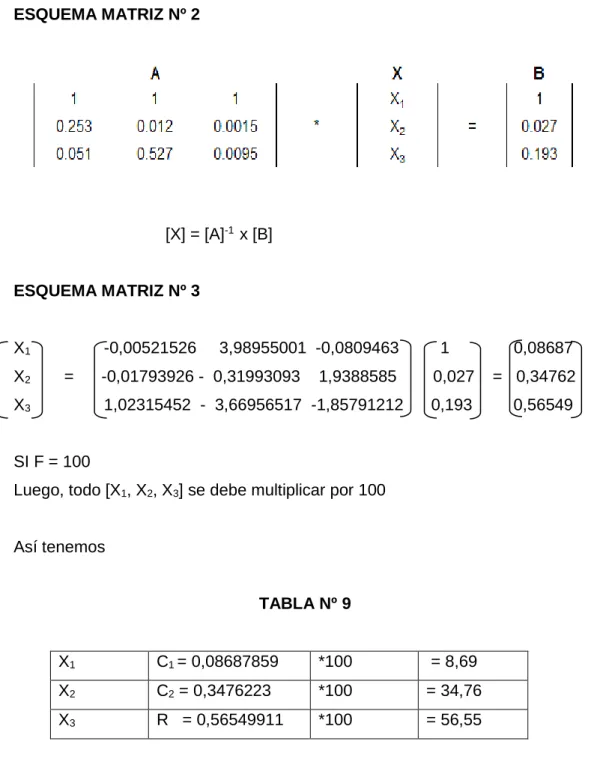
Ahora realizaremos el cálculo, dándole el enfoque material y aplicando la técnica del uno, es decir; F = 1
ESQUEMA MATRIZ Nº 2
[X] = [A]-1 x [B]
ESQUEMA MATRIZ Nº 3
X1 -0,00521526 3,98955001 -0,0809463 1 0,08687 X2 = -0,01793926 - 0,31993093 1,9388585 0,027 = 0,34762 X3 1,02315452 - 3,66956517 -1,85791212 0,193 0,56549
SI F = 100
Luego, todo [X1, X2, X3] se debe multiplicar por 100
Así tenemos
TABLA Nº 9
X1 C1 = 0,08687859 *100 = 8,69
X2 C2 = 0,3476223 *100 = 34,76
X3 R = 0,56549911 *100 = 56,55
32 2.2.2. MÉTODO MATRIZ – CONEXIÓN
Simth y Frew han desarrollado un procedimiento mediante el cual permite una fácil automatización y proporciona un chequeo, conteo de los nodos desde el flowsheet.
2.2.2.1 Determinación del número mínimo de flujos para el muestreo.
Para calcular un balance de masa en estado estacionario para un circuito complejo, se requiere un método analítico superior, que genere n ecuaciones para n incógnitas
Cualquier flow sheet de planta puede ser reducido a una serie de nodos.
Se ha demostrado que conocido un flujo de masa, llamado flujo de referencia (usualmente la alimentación), el número mínimo de de flujos N, que deben ser muestreados para un balance de masa para un circuito complejo es:
N = 2* (F + S) -1 Donde:
F = número de flujos de alimentación S = número de nodos de separación simple.
N = número mínimo de flujos que deben ser muestreados.
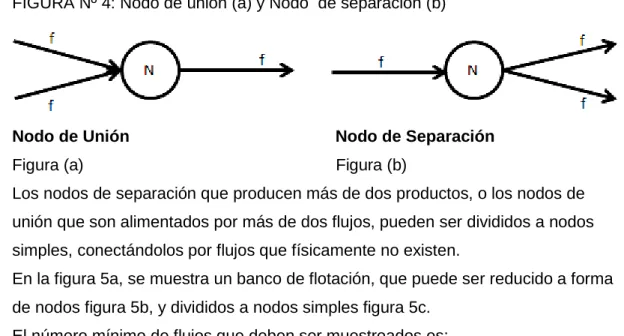
Representación de nodos simples en la fig. 4
FIGURA Nº 4: Nodo de unión (a) y Nodo de separación (b)
Nodo de Unión Nodo de Separación Figura (a) Figura (b)
Los nodos de separación que producen más de dos productos, o los nodos de unión que son alimentados por más de dos flujos, pueden ser divididos a nodos simples, conectándolos por flujos que físicamente no existen.
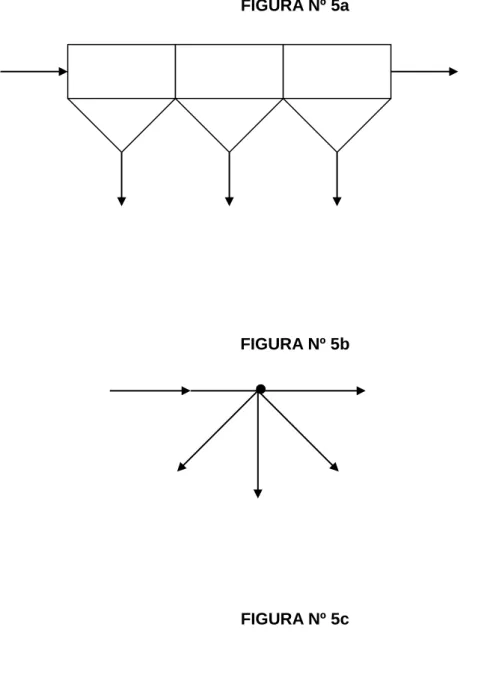
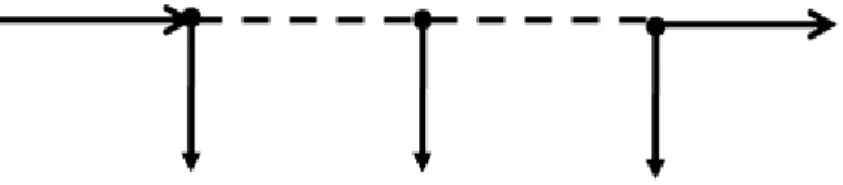
En la figura 5a, se muestra un banco de flotación, que puede ser reducido a forma de nodos figura 5b, y divididos a nodos simples figura 5c.
El número mínimo de flujos que deben ser muestreados es:
N = 2*(1+3) -1
33 N = 7
Y como se pueden muestrear sólo 5 flujos, dos pesos más son requeridos para complementar el peso de referencia.
De la Fig. Nº 5b se puede ver que un nodo produce cuatro productos, que pueden ser divididos a tres nodos simples de separación (5c), y en general, si un nodo de separación produce n productos, entonces este puede ser dividido a(n-1) nodos simples. Es decir de la Fig. Nº 5b, se tiene un nodo de separación de 4 productos, el cual se reduce a n-1 = 4 -1 = 3 nodos de separación simples.
FIGURA Nº 5a
FIGURA Nº 5b
FIGURA Nº 5c
34 El método requiere el uso de la matriz – Conexión Cij donde cada elemento de la matriz es:
+1 para el flujo j que ingresa le nodo i
Cij = 0 Para el flujo j que no interviene en el nodo i
-1 Para el flujo j que sale del nodo i
Los contenidos de cada columna representan los flujos individuales y sumados deben ser igual a +1, -1 ó 0, cualquier otro resultado indica error en el ingreso de datos, es decir:
+1, el flujo es una alimentación
Suma de columna = 0, el flujo es interno
-1 el flujo es un producto
Los elementos de cada fila representan los nodos individuales y si el nodo ‘+1’, son entradas (nn) y el número ‘-1’, son salidas (nn). Entonces (np) y (nn) pueden ser usados para determinar, el número de nodos simples:
Número de nodos simples de unión (J) = np – 1 Número de nodos simples de separación(S) = nn – 1
TABLA Nº 10
35 Como se indico que la matriz Conexión puede ser usada para proporcionar el set de ecuaciones lineales que deben ser resueltos para producir los flujos de masa.
Una matriz de materia M, puede ser definida, donde cada elemento en la matriz es:
Mij = CijBj
Donde Bj representa el flujo de Masa de sólidos en el flujo j.
Un componente matricial A, puede también ser definido, donde cada elemento de la matriz es:
Aij = CijBjaj = Mijaj
aj, representa el valor del componente (ensayo, % en la fracción de tamaño, radio de dilución, etc.) en el flujo j.
En cualquier nodo particular, es importante que el mismo componente sea usado para fijar cada flujo, y el componente debe ser escogido para producir una ecuación con la menor sensibilidad de error. El componente puede ser seleccionado por el análisis de sensibilidad y que proporcione que el mismo componente sea usado en cualquier nodo particular, otros componentes pueden ser usados para balancear otros nodos en el circuito. Esto significa que en un balance de circuitos complejos, los componentes tales como: contenido metálico, radios de dilución, y el análisis de tamaño pueden ser usados en varias partes del circuito.
Combinando Mij y Aij dentro de una matriz produce.
ESQUEMA MATRIZ Nº 4
36 Donde aj = el número de flujos y n = el número de nodos.
Si el flujo s es el flujo de referencia (preferentemente una alimentación), y Bs = 1, entonces Bj representa la fracción del flujo de referencia que reporta al flujo j, como: Bs =1, M1s = C1s, y A1s = C1s a s.
El set de ecuaciones lineales en forma matricial que debe ser resuelto es:
ESQUEMA MATRIZ Nº 5
Una ecuación adicional puede ser incluida en el set. La planta puede ser representada como un solo nodo, tal que el peso del componente contenido en la alimentación es igual al peso del componente en los productos. Esta ecuación deberá ser usada si es posible, ya que usualmente hay muy buena separación del componente en este nodo.
Presentamos el siguiente flowsheet como demostración teórica, en la Fig. Nº 6 a FIGURA Nº 6 a
37 El anterior flowsheet, la transformamos en un diagrama de nodos y flujos. Figura Nº 6 b
FIGURA Nº 6 b
FORMULA:
N = 2*(F+S)-1 N = 2*(2+3)-1 N = 9
38 Aunque hay once útiles flujos, sólo nueve necesitan ser muestreados. Los flujos (f11 y f8) como alimentación y los flujos (f9 y f10) como los productos y los flujos (f1, f2, f3, f4, f5, f6 y f7) como flujos interiores. Además no es necesario muestrear los flujos (f4 y f8).
La determinación de números de nodos de unión y separación, es de acuerdo a las fórmulas de J y S, ver página 34 y la tabla Nº 11:
TABLA Nº 11
Hay once flujos y seis nodos, los cuales pueden ser representados por la Matriz Conexión.
ESQUEMA MATRIZ Nº 6
Asumimos que B11 = 1 debido a que este es el único flujo como alimentación fresca, y para resolver esta Matriz necesitaremos hacerla cuadrática, es así que por este motivo obtendremos mas ecuaciones de uno o más nodos. Tomando como referencia los nodos N2, N4 y N5. En forma de leyes con sus correspondientes signos tanto (+1) para flujos de entrada, (-1) para sus flujos de salida y (0) para flujos que no intervienen los otros flujos en cada nodo.
Nos faltaría una ecuación, la cual obtendremos trabajando todo circuito como nodo, así:
39 NODO 2
B3 + B2 = B1
B3 a3 + B2 a2 – B1 a1 = 0 NODO 4
B6 + B9 = B5
B6 a6 + B9 a9 – B5 a5 = 0 NODO 5
B7 + B10 = B2
B7 a7 + B10 a10 – B2 a2 = 0 NODO GENERAL (Global) B9 + B10 = B2
B9 a9 + B10 a10 – B2 a2 = 0 Si B11 = 1
B9 a9 + B10 a10 – a11 = 0
ESQUEMA MATRIZ Nº 7
Haciendo A una Matriz cuadrada de (10 x 10), pasamos la última columna 11 al otro miembro con signo cambiado de la Matriz columna, para hallar los pesos B, el cual es resuelto mediante: B = F x A-1
ESQUEMA MATRIZ Nº 8
40 EJEMPLO DE APLICACIÓN
Se tomaron 7 muestras de los 9 puntos de un circuito de flotación, ver Fig. Nº 7, los análisis muestran a continuación, en la tabla Nº12
FIGURA Nº 7
TABLA Nº 12
Flujos % de Ensayos
f1 sin muestra
f2 0.51
41
f3 0.12
f4 16.10
f5 4.20
f6 25.00
f7 sin muestra
f8 2.10
f9 1.50
El diagrama del circuito, en forma de nodos, es el siguiente.
Para poder formar nuestra Matriz conexión, debemos fijarnos en el sentido de los flujos con respecto a los nodos, sabiendo que:
TABLA Nº 13
+1 Para los flujos que ingresan a un nodo
0 Para los flujos que no intervienen en ese nodo.
-1 Para los flujos que salen de ese nodo
ESQUEMA MATRIZ Nº 9
Asumidos que F = B9 = 1 debido a que este es el único flujo de entrada y para poder resolver esta matriz necesitamos hacerla cuadrada, por este motivo obtendremos mas ecuaciones de mas nodos. Tomando como referencia los nodos 6,7 y 8, que provienen de los nodos 3 ,4 y nodo global del circuito
ESQUEMA MATRIZ Nº 10
42 Nos estaría faltando una ecuación, la cual la obtendremos trabajando todo el circuito como un nodo:
B3 + B6 = B9 Recordamos que B9 = 1.0 0.12B3 + 25.0B6 – 1.5B9 = 0 0.12B3 + 25.0B6 – 1.5 = 0
ESQUEMA MATRIZ Nº 11
Hacemos matriz A cuadrada (8 x 8), pasando la última columna al segundo miembro con signo cambiado, resultado en una matriz columna F. Para hallar los pesos B, el cual es resuelto mediante: B= F x A-1
ESQUEMA MATRIZ Nº 12
TABLA DE RESULTADOS Nº 14
43 2.2.3. MÉTODOS DE BALANCES AJUSTADOS
2.2.3.1. Minimización de la suma de cuadrados de los residuales
En este método, el mejor valor ajustado de flujos de masa es calculado a partir de los datos experimentales.
Si los flujos de los nodos separadores simples (celdas) son muestreados, y ensayados para n componentes, tenemos:
FIGURA Nº 8
La única entrada es F, por lo tanto:
F = 1
F = C + T (1)
CELDA DE FLOTACIÓN
F T
C
44 Despejando T de la ecuación (1):
T = F - C (2)
Fk = Cck + Ttk (3)
k – Cck – (1- C) tk = rk (4) Donde:
F = peso de alimentación C= pesote concentrado T = peso de relave
fk = representa el valor de la componente k en el flujo de alimentación.
ck = representa el valor del componente k en el flujo de la concentrado.
tk = representa el valor del componente k en el flujo de relave.
rk = Es el residual en las ecuaciones de componentes generados por errores experimentales en las mediciones de componentes k.
La ecuación 1 puede escribirse como:
(k - tk) – C (ck - tk) = rk (5)
El objetivo de este método es encontrar un valor de C, el cual minimice la suma de los cuadrados de los errores, es decir minimizar “Sa”, donde:
n
k
r
kSa
1
)2
( (6)
Y por sustitución de la ecuación 2:
) (
) (
2 ) (
) (
1 2
2 1
2
c t f t c t
f t
k kn
k k k k
k n
k
k k C C
Sa
(7)
El valor de Sa no puede ser cero para cualquier valor de C, a no ser que las medidas de los experimentos sean perfectas. Sin embargo, tiene un mínimo valor cuando dSa/d = 0.
Figura Nº 9
45 FIGURA Nº 9 Ploteo de la suma de los cuadrados de los errores de los
componentes vs. Los valores de C.
Es decir, derivando la ecuación (7) con respecto a C, tenemos:
dSa/ d = 2 ( ) 2 ( )( ) 0
1 2
1
^
c t f t c t
C
k kn
k k k n
k
k k
Donde ^c , es el mejor valor ajustado de C.
Por consiguiente:
2
1 1
^
) (
/ )
(
n
k
k k n
k
k
t
kc t
f
C (8)
Una vez que hemos determinado C, la siguiente etapa es ajustar los valores de los componentes para hacerlos consistentes con los flujos calculados. Los errores de la ecuación (4) debe ser distribuida entre los valores de los componentes, tal que:
0 ) 1 (
^ ^
^
^
^Cc C
t
k f (9)
Donde los
^
^ ^
,
c t
f
k ky k son los valores ajustados del componente k de los tres flujos, i.e.:
^
1 ^
0
f C c c t t
f
k ka k ka C K ka (10)Donde
f
ka,c
kayt
ka, son los ajustes de los valores del componente k en los tres flujos.La ecuación de componentes (4) puede ser escrito como:
46
r t C C c
f
k k K k
^
^
1 (11) Y haciendo la diferencia de las ecuaciones (11) menos (10), da:
t c C
f C
r
k ka kaka
^ 1 ^
(12)
Luego aplicando mínimos cuadrados; la suma de los cuadrados a ser minimizado es, Sa.
n
k
Ka t Ka c Ka f Sa
1
2 2
2 (13) Sujeto a la ecuación (12) condicionada.
Este problema de minimización es resuelto más convenientemente por el método de los Multiplicadores de Lagrange. En este método, la ecuación condicionada es igualada a cero, es decir la ecuación 12, es:
0
^ 1 ^
f C c C t
r
k ka kaka
(14)
Este problema de minimización requiere que todos los ajustes sean tan pequeños como sea posible, el método Lagrange involucra minimización de la función “L”, definida como:
2 ( )1 1
2 2
2
k n
k k n
k
condición Ka
t Ka C Ka f
L
(15)Donde 2
kes el multiplicador de Lagrange para la ecuación condicionada k, así:
k ka ka ka
n
k k
a f Cc C t
L
S r
^
^
1
1
2
(16)L es derivando parcialmente con respecto a cada uno de las incógnitas (ajustes y multiplicadores) y las derivadas son igualadas a cero.
Así:
0 2
2
ka
ka
c f L
Es decir: fka
k (17) 02 2
^
c C
c L
k ka ka
Es decir:
^
C
cka (18)
47 0
1 2 2
^
t C
t L
k ka ka