1
CENTRO DEL PERÚ
FACULTAD DE INGENIERÍA MECÁNICA
TESIS
PRESENTADO POR EL BACHILLER:
ESPINOZA LEON, Richard Luis
PARA OPTAR EL TITULO PROFESIONAL DE:
INGENIERO MECÁNICO
HUANCAYO – PERU 2012
MANTENIMIENTO CENTRADO A LA CONFIABILIDAD PARA MEJORAR LA DISPONIBILIDAD MECANICA
DE JUMBOS DD310 DE LA EMPRESA
SEMIGLO - UNIDAD MINERA CHUNGAR
i
ASESOR:
Ing. Armando Delzo Salome
ii
DEDICATORIA
A mis padres Paul, Lina y hermanos por su apoyo moral e incondicional
A la Srta Yessica Huaman por las fuerzas que da por seguir luchando en esta vida y realizar la tesis.
iii
RESUMEN
El presente trabajo se realiza con la finalidad de aplicar el mantenimiento centrado a la confiabilidad para mejorar la disponibilidad mecánica en los equipos Jumbos DD310 de la empresa SEMIGLO SAC-UNIDAD MINERA CHUNGAR-VOLCAN; se cuenta con una flota de trece equipos entre ellos tenemos; cinco Scooptrams (R1600G-Ferreyros), dos Dumper(MT2010- (Atlas Copco- EJC552), dos Empernadores (Bolter 77-Resemin, Boltec 235H - Atlas Copco), cuatro Jumbos Frontoneros (DD310-Sandvik) .
Los equipos pesados de interior mina son críticos ya que están distribuidos en varios sistemas según su complejidad (limpieza , sostenimiento , perforación y acarreo) y en condiciones extremas por los lugares de trabajo (humedad, poca ventilación, falta de iluminación, falta de agua, vías y accesos en mal estado, entre otros) por ello requieren un buen control de inspecciones, mantenimiento correctivo, preventivo y predictivo, En este caso se eligió trabajar con los Jumbos DD310 teniendo en cuenta que estos equipos tienen 3 años de antigüedad y se evidencia que al presentar fallas mecánicas en el sistema eléctrico e hidráulico son los más críticos y tienen un alto costo de reparación y definitivamente afecta la productividad
iv
de la Empresa ,mientras que los Scooptrams son una flota nueva de 6 meses donde se puede aplicar el mantenimiento preventivo , los Empernadores presentan menos fallas mecánicas debido al constante mantenimiento preventivo que ya se realiza y los Dumper al presentar alguna anomalía mecánica son reemplazados por camiones volqueteros
Para iniciar el Manteniendo centrado a la confiabilidad se realizo el registro de paradas de equipos según las fallas que presente por sistema motor, percusión, eléctrico, hidráulico, etc., elaborando así la tabla de criticidad que fue la base del estudio de investigación para proponer medidas, estrategias (Plan de Mantenimiento Centrado a la Confiabilidad) y disminuir las fallas de estos sistemas.
v
INDICE
DEDICATORIA ... II RESUMEN ... III INTRODUCCIÓN ... VIII
CAPÍTULO I PLANTEAMIENTO DEL ESTUDIO ... 8
1.1. PROBLEMADEINVESTIGACIÓN ... 8
1.2. PROBLEMAGENERAL ... 9
1.3. OBJETIVOGENERAL ... 9
1.4. OBJETIVOSESPECIFICOS ... 10
1.5. JUSTIFICACION ... 10
1.5.1. Logros alcanzados ... 11
1.5.2. Beneficios ... 11
1.5.3. Limitaciones ... 11
1.6. HIPÓTESIS ... 12
1.7. OPERACIONALIZACIÓNDEVARIABLES ... 12
CAPITULO II ... 15
MARCO TEORICO ... 15
2.1 ANTECEDENTES ... 15
2.2 BASESTEÓRICAS ... 16
2.4. MARCOCONCEPTUAL ... 35
CAPITULO III METODOLOGÍA ... 42
3.1 INTRODUCCIONMETODOLOGICA ... 42
vi
3.2.1 Investigación Basica ... 42
3.2.2 Investigación descriptiva ... 43
3.3 DISEÑODELAINVESTIGACIÓN ... 43
3.4 OBJETODEESTUDIO ... 44
3.4.1 Fuentes de Información ... 44
3.4.2 Población de Estudio ... 44
3.4.3 Instrumentos para Recolectar los Datos ... 45
3.5 MATERIALESUSADOSENLAINVESTIGACIÓN ... 46
3.6 OPERATIVIZACIÓNDEVARIABLES ... 46
3.6.1 Satisfacción del Usuario ... 47
3.7 DISEÑOINSTRUMENTOSDERECOLECCIONDEDATOS ... 47
3.7.1 Instrumento de Análisis Documental ... 47
3.8 VALIDACIÓNDELOSINSTRUMENTOS ... 48
3.8.1 Instrumentos y Hojas de Cotejo... 48
3.9 PLANDEMANTENIMIENTOBASADOENRCM ... 56
3.10 LISTADOYCODIFICACIÓNDEEQUIPOS ... 56
3.11 LISTADODEFUNCIONESYSUSESPECIFICACIONES ... 56
3.12 DETERMINACIÓNDEFALLASFUNCIONALESYTÉCNICAS ... 57
3.13 DETERMINACIÓNDEMODOSDEFALLA(AMFE-ANALISISDEMODOSDEFALLASYEFECTOS) 58 3.13.1 Diagrama de Causa y Efecto ... 59
3.13.2 Principio de Wilfredo Diagrama de Pareto ... 60
3.13.3 Estudio de Consecuencia de Fallos Criticidad de Maquina Jumbo ... 61
3.14 PROCESO DE ELABORZACION MATRIZ DE PRIORIZACION DE EQUIPOS. ... 63
3.15 CAMBIOSQUERESULTENEFECTIVOPARAELCONTROLDEMANTENIMIENTO. ... 68
CAPITULO IV ... 90
PRESENTACIÓN DE RESULTADOS... 90
4.1 RESULTADOSDELAINVESTIGACIÓN ... 90
4.2 ANÁLISISESTADÍSTICODELOSRESULTADOS ... 90
4.3 PRUEBADEHIPÓTESIS ... 92
CAPITULO 5 ... 97
DISCUSIÓN E INTERPRETACIÓN DE RESULTADOS ... 97
5.1. INTERPRETACIÓNDELOSRECULTADOS ... 97
5.2. COMPARACIÓNDERESULTADOS ... 97
5.3. EVALUACIÓNDERESULTADOS ... 98
5.4. CONSECUENCIASTEÓRICAS ... 98
5.5. APLICACIONESPRÁCTICAS ... 99
CONCLUSIONES ... 100
RECOMENDACIONES ... 101
BIBLIOGRAFIA ... 102
ANEXO ... 103
vii
viii
INTRODUCCIÓN
Desde la perspectiva del Mantenimiento Centrado a la Confiabilidad, se pretende abordar el proyecto de investigación Titulado “Mantenimiento Centrado a la Confiabilidad para mejorar la disponibilidad Mecánica de Jumbos DD310 de la Empresa Semiglo- Unidad Minera Chungar” lo cual se encuentra en la Región Cerro de Pasco, esta mina se dedica a la exploración de polimetálicos por ello requiere equipos de mediana envergadura, la empresa especializada se encarga de la extracción de los minerales con contrato denominado desarrollo.
La razón fundamental que me ha motivado a realizar esta investigación surge al observar que los Equipos Jumbos no desempeñan la disponibilidad mecánica necesaria para el cumplimiento del objetivo en Mina que es la Productividad con menor costo y menor tiempo debido a los factores y condiciones de trabajo que se presenta por problemas de fallas de algunos sistemas de estos equipos las cuales originan paradas imprevistas , como
ix
consecuencia disminuye la confiabilidad y la disponibilidad mecánica. La exigencia de la compañía es la de trabajar con una disponibilidad mayor de 85% semanal, en algunos casos esta exigencia no fue cumplida por lo que se recibió sanción económica
La Tecnica que se utilizo en la investigación fue “Gestión de Mantenimiento II – TECSUP
El objetivo de la investigación es Aplicar Mantenimiento Centrado a la Confiabilidad para mejorar Disponibilidad Mecánica de jumbos
Para la comprensión del lector el contenido del presente estudio se ha dividido en V Capítulos de la siguiente manera:
CAPÍTULO I “PLANTEAMIENTO DE LA INVESTIGACION”. Encontramos el planteamiento del problema, la justificación, los objetivos, hipótesis, método y metodología que se ha seguido para la realización de la investigación.
CAPÍTULO II “MARCO TEORICO” Este capítulo se subdivide en cuatro partes; Antecedentes del problema donde se suministra información de estudios anteriores referentes al tema; Marco Teórico que señala las teorías y enfoques de diferentes autores relacionados con la investigación ,marco conceptual que nos ayudara con los conceptos básicos para comprender mejor la investigación y finalmente las hipótesis.
CAPÍTULO III “METODOLOGIA” Contiene el tipo y nivel de investigación, diseño de investigación y objeto de investigación
CAPÍTULO IV “RESULTADOS ENCONTRADOS” Contiene los resultados obtenidos, mediante el análisis estadístico y la prueba de hipótesis.
x
CAPÍTULO V “DISCUSIÓN E INTERPRETACION DE RESULTADOS”
Contiene la discusión del resultado del trabajo de investigación, empleando datos empíricos, bibliográficos, teorías y enfoques.
Me interesa dar a conocer al Ingeniero Mecánico la importancia de nuestra intervención frente a esta problemática. Considero que se debe seguir investigando y estudiando la metodología del mantenimiento.
Espero que los datos que presento como resultados de esta investigación sean de utilidad para el profesional en Ingeniería Mecánica y las personas interesadas en conocer la problemática de disponibilidad mecánica
EL AUTOR
8
CAPÍTULO I
PLANTEAMIENTODELESTUDIO 1.1. PROBLEMADEINVESTIGACIÓN
Entre los años 1980 y 2000 se tiene las nuevas expectativas de mantenimiento como alta confibilidad, larga vida del equipo y elevada efectividad de costos, a esta nueva técnica o metodología lo llamarían Mantenimiento centrado a la confiabilidad además según John Moubray el autor del mantenimiento centrado a la confiabilidad también garantiza desarrollar este método obteniendo alta confiabilidad.
Mediante este método se aplicara las siete preguntas básicas el resultado obtenido será alta Disponibilidad Mecánica.
En la unidad de Chungar - Volcán de la empresa especialidad Semiglo SAC se encarga de extraer el mineral con el contrato de desarrollo con una extracción de mineral programada 128 mil toneladas, para este proceso se tiene:
a) Voladura(jumbos DD310)
9
b) Limpieza acarreo del mineral(SCOOPS R1600G) c) Sostenimiento (Empernadores Boltec 235H, Bolter 77).
Este proceso es de ciclo cerrado y continuo, para la voladura se tiene cuatro equipos JUMBOS DD310 SANDVIK con una disponibilidad Mecánica baja de 80% ,Siendo como optimo según contrato con Volcán un 85% de Disponibilidad Mecánica , cuando presenta Disponibilidad Mecánica baja se tiene como resultado de paradas inesperadas y mantenimientos correctivos, teniendo en cuenta personal a cargo de equipos JUMBO, entonces se aplicara el mantenimiento centrado en la confiabilidad para mejorar la Disponibilidad Mecánica obteniendo mayor confiabilidad a los equipos y cumpliendo la meta establecida por producción en tonelajes.
1.2. PROBLEMAGENERAL
¿Cómo aplicar Mantenimiento Centrado a la Confiabilidad para mejorar la Disponibilidad Mecánica de Jumbo DD310 de la E.E.
Semiglo Sac- Unidad Chungar?
1.3. OBJETIVOGENERAL
Aplicar Mantenimiento Centrado a la Confiabilidad para mejorar Disponibilidad Mecánica de jumbos DD310 E.E. Semiglo Sac- Unidad Chungar.
10
1.4. OBJETIVOSESPECIFICOS
Describir la situación actual del mantenimiento mecánico de los equipos de Semiglo Sac.-Chungar.
Identificar los tipos de fallas por sistemas que tengan mayor incidencia en la disponibilidad mecánica de los equipos Semiglo Sac.-Chungar.
Seleccionar los sistemas con fallas mas criticas.
1.5. JUSTIFICACION
Razones que motivan la investigación
Al presente los equipos de Jumbos de la Semiglo Sac-unidad minera Chungar .Sufren paradas imprevistas lo cual afecta la disponibilidad de los mismos, ello debido a que el proceso de mantenimiento no es el más adecuado que permita contar con los equipos operativos que no perjudiquen al ciclo de producción; por lo que el presente trabajo de investigación propone la aplicación del mantenimiento centrado en la confiabilidad para mejorar la disponibilidad mecánica de Jumbos.
Importancia del tema de investigación
La importancia del presente tema de investigación radica en considerar el proceso de mantenimiento como una actividad muy importante ya que incide directamente en la producción, por lo que
11
el presente trabajo tiene como finalidad aplicar el mantenimiento centrado en la confiabilidad ,para evitar paradas inesperadas y dar resultados positivos en la producción.
1.5.1. LOGROS ALCANZADOS
Se Mejoró la organización de Semiglo Sac - unidad minera Chungar
Se realizó el plan y ejecución de capacitación para los miembros del nivel operativo de las actividades de mantenimiento
Se logró mejorar la disponibilidad
1.5.2. BENEFICIOS
Con la ejecución del plan de capacitación se logro mayor
compromiso de los participantes 1.5.3. LIMITACIONES
Las limitaciones del presente trabajo radican:
El presente trabajo de tesis abarca la aplicación de los conceptos del mantenimiento centrado a la confiabilidad (MCC).
En la operación actual no se cuenta con un análisis confiabilidad en la operación y mantenimiento de las unidades.
12
Se carece de un programa de mantenimiento basado en la condición de los componentes.
El área de logística para la compra de repuestos por la su ubicación geográfica de la minera presenta demoras en la recepción de los repuestos para su mantenimiento inmediato del cargador de bajo perfil.
Las actividades de mantenimiento consideradas en el presente trabajo corresponden a los sistemas de los equipos que son causales de las mayores paradas imprevistas.
Los datos para el cálculo de disponibilidad mecánica son los correspondientes a12 meses ultimo.
1.6. HIPÓTESIS
Aplicando el Mantenimiento Centrado a la Confiabilidad se mejorará la Disponibilidad mecánica de Jumbos DD310 de la E.E.
Semiglo Sac-Unidad Chungar.
1.7. OPERACIONALIZACIÓNDEVARIABLES
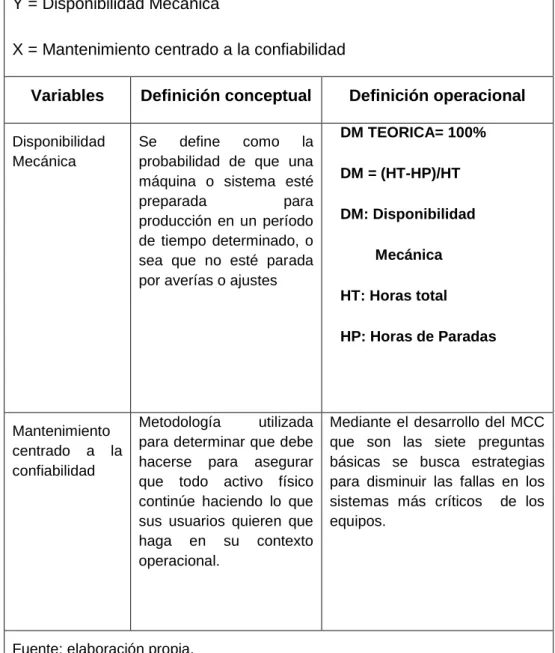
Con el fin de uniformizar el significado de la hipótesis, en la tabla 1.1, se desarrolla la definición conceptual y operacional de las variables que se están utilizando en la investigación.
13
TABLA 0.1: OPERACIONALIZACIÓN DE VARIABLES Hipótesis:
Aplicando el Mantenimiento Centrado a la Confiabilidad se mejorará la Disponibilidad mecánica de Jumbos DD310 de la E.E.
Semiglo Sac-Unidad Chungar.
Y= f(X)
Y = Disponibilidad Mecánica
X = Mantenimiento centrado a la confiabilidad
Variables Definición conceptual Definición operacional
Disponibilidad Mecánica
Se define como la probabilidad de que una máquina o sistema esté
preparada para
producción en un período de tiempo determinado, o sea que no esté parada por averías o ajustes
DM TEORICA= 100%
DM = (HT-HP)/HT DM: Disponibilidad
Mecánica HT: Horas total HP: Horas de Paradas
Mantenimiento centrado a la confiabilidad
Metodología utilizada para determinar que debe hacerse para asegurar que todo activo físico continúe haciendo lo que sus usuarios quieren que haga en su contexto operacional.
Mediante el desarrollo del MCC que son las siete preguntas básicas se busca estrategias para disminuir las fallas en los sistemas más críticos de los equipos.
Fuente: elaboración propia.
14
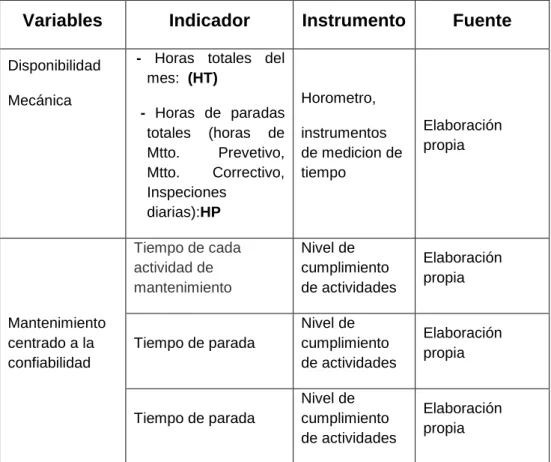
Con la finalidad de completar la comprensión de la hipótesis y de sus variables, en la tabla 1.2, se incluye una sinopsis de las variables que describe la variable, el indicador, el instrumento y la fuente de donde se tomará la información.
TABLA 0.2: SINOPSIS DE LAS VARIABLES
Variables Indicador Instrumento Fuente
Disponibilidad Mecánica
- Horas totales del mes: (HT)
- Horas de paradas totales (horas de Mtto. Prevetivo, Mtto. Correctivo, Inspeciones
diarias):HP
Horometro, instrumentos de medicion de tiempo
Elaboración propia
Mantenimiento centrado a la confiabilidad
Tiempo de cada actividad de mantenimiento
Nivel de cumplimiento de actividades
Elaboración propia
Tiempo de parada
Nivel de cumplimiento de actividades
Elaboración propia
Tiempo de parada
Nivel de cumplimiento de actividades
Elaboración propia
15
CAPITULOII MARCOTEORICO 2.1 ANTECEDENTES
Existen estudios sobre el tema “Mantenimiento Centrado a la Confiabilidad para mejorar la disponibilidad mecánica de Jumbos DD310”
Tesis: "APLICACIÓN DEL MANTEMIENTO CENTRADO EN LA CONFIABILIDAD A MOTORES A GAS DE DOS TIEMPOS EN POZOS DE ALTA PRODUCCIÓN” cuyo autor es Martín Da Costa Burga del presente trabajo de investigación se deduce que , el mantenimiento centrado a la confiabilidad (RCM) es una metodología utilizada en la determinación de planes de mantenimiento :compleja debido debido a que se necesita tener un profundo conocimiento del tema. Optimizando los recursos de mantenimiento en la aplicación de un plan efectivo y eficiente, es necesario que la estructura del mismo este claramente definido dentro de un proceso organizado para poder disminuir las fallas en la distintas maquinas, de esta manera eliminar paros
16
innecesarios y daños mayores en los equipos existentes en la planta.
Tesis: “PLAN DE MANTENIMIENTO BASADO EN CONFIABILIDAD DE LA PLANTA EXTRUSORA MODERNA ALIMENTOS S.A.” cuyo autor es BASTIDAS LASCANO JOSE ALEXANDER del presente trabajo de investigación se deduce que se optimizo los recursos de mantenimiento en la aplicación de un plan efectivo y eficiente, son necesarios que la estructura del mismo está claramente definido dentro de un proceso organizado, para disminuir fallas en distintas maquinas de esta manera eliminar paradas innecesarios y daños mayores en los equipos existentes en la planta.
2.2 BASESTEÓRICAS
Según Carlos Parra (1996 ) El RCM , define como un proceso de gestión de mantenimiento, en el cual un tiempo multidisciplinario de trabajo, se encarga de optimizar la fiabilidad operacional de un sistema que funciona bajo condiciones de trabajos definidas. Estableciendo las actividades más efectivas de mantenimiento en función de la criticidad de los activos perteneciente a dicho sistema, tomando en cuenta los posibles efectos que originaran los modos de fallos de estos ativos, a la seguridad al medio ambiente y las operaciones
17
Según John Moubray (Enero 2000) La norma ahora aprobada por la SAE no presenta un programa Standard (RCM). Su titulo es “Criterio de Evaluación para Procesos de Mantenimiento Centrado en la Confiabilidad (SAEJA1011), define como un proceso usado para determinar que debe hacerse para asegurar que todo bien físico continúe funcionando como sus usuarios lo desean en el presente contexto operativo.
Según TECSUP – Gestión de mantenimiento II (marzo 2008) define como Metodología utilizada para determinar que debe hacerse para asegurar que todo activo físico continúe haciendo lo que sus usuarios quieren que haga en su contexto operacional. Además se debe seguir con las siete preguntas:
¿Cuáles son las funciones y los estándares de funcionamiento asociados al activo en su actual contexto operacional?
¿De qué manera falla en satisfacer sus funciones?
¿Qué causa cada falla funcional?
¿Qué sucede cuando ocurre cada falla?
¿Cuál es la importancia de cada falla?
¿Qué puede hacerse para predecir o prevenir cada falla?
¿Qué debería hacerse si no puede encontrarse una tarea proactiva adecuada?
18
Cámara Termo gráfica (Tecnología): Existe buena variedad de opciones, pero para este espacio únicamente comentaré la cámara Terma Cam P60, cámara infrarroja que permite el monitoreo de toda clase de equipos y maquinaria, cuyas condiciones de operación podrían generar temperaturas fuera de diseño. Como por ejemplo motores eléctricos, transformadores, Disyuntores, Tableros eléctricos de distribución, calderas, etc.
Analizador de vibraciones(Tecnología): Siendo que un factor crítico en cualquier equipo o maquinaria dinámico es la vibración tanto por operación, como por sintomatología en la presencia de fallas o averías, actualmente ha tomado mucho auge esta aplicación y de la misma manera como con los otros equipos, podemos encontrar una gran diversidad y opciones.
19
2.3 DEFINICIONES CONCEPTUALES
2.3.1 Definiciones del Mantenimiento
Según José Molina publicado en la página monografías.com la labor del departamento de mantenimiento, está relacionada muy estrechamente en la prevención de accidentes y lesiones en el trabajador ya que tiene la responsabilidad de mantener en buenas condiciones, la maquinaria y herramienta, equipo de trabajo, lo cual permite un mejor desenvolvimiento y seguridad evitando en parte riesgos.
Según una publicación de Mantenimiento Industrial de la Universidad Carlos III de Madrid, España. El mantenimiento se puede definir como el control constante de las instalaciones (en el caso de una planta) o de los componentes (en el caso de un producto), así como el conjunto de trabajos de reparación y revisión necesarios para garantizar el funcionamiento regular y el buen estado de conservación de un sistema en general. Por lo tanto, las tareas de mantenimiento se aplican sobre las instalaciones fijas y móviles, sobré equipos y maquinarias, sobre edificios industriales, comerciales o de servicios específicos, sobre las mejoras introducidas al terreno y sobre cualquier otro tipo de bien productivo el área laboral.
20
Conjunto de operaciones y cuidados necesarios para que instalaciones, edificios, industrias, etc., puedan seguir funcionando adecuadamente.
2.3.2 Objetivos del Mantenimiento
En el caso del mantenimiento su organización e información debe estar encaminada a la permanente consecución de los siguientes objetivos
Optimización de la disponibilidad del equipo productivo.
Disminución de los costos de mantenimiento.
Optimización de los recursos humanos.
Maximización de la vida de la máquina.
Javier Sánchez Rozo Universidad Distrital Francisco José de Caldas – Bogotá .Colombia.En la misma publicación también define los tipos de mantenimiento mencionado debilidades y fortalezas de cada mantenimiento
2.3.3 Tipos de Mantenimiento
2.3.3.1 Mantenimiento Correctivo
21
Según José Molina publicado en la página monografías Mantenimiento correctivo: acción de carácter puntual a raíz del uso, agotamiento de la vida útil u otros factores externos, de componentes, partes, piezas, materiales y en general, de elementos que constituyen la infraestructura o planta física, permitiendo su recuperación, restauración o renovación, sin agregarle valor al establecimiento. Es la actividad humana desarrollada en los recursos físicos de una empresa, cuando a consecuencia de una falla han dejado de proporcionar la calidad de servicio esperada.
2.3.3.2 Mantenimiento Preventivo
Según José Molina publicado en la página monografías La programación de inspecciones, tanto de funcionamiento como de seguridad, ajustes, reparaciones, análisis, limpieza, lubricación, calibración, que deben llevarse a cabo en forma periódica en base a un plan establecido y no a una demanda del operario o usuario;
también es conocido como Mantenimiento Preventivo Planificado – MPP.
Su propósito es prever las fallas manteniendo los sistemas de infraestructura, equipos e instalaciones productivas en completa operación a los niveles y eficiencia óptimos.
22
La característica principal de este tipo de Mantenimiento es la de inspeccionar los equipos y detectar las fallas en su fase inicial, y corregirlas en el momento oportuno.
Con un buen Mantenimiento Preventivo, se obtiene experiencias en la determinación de causas de las fallas repetitivas o del tiempo de operación seguro de un equipo, así como a definir puntos débiles de instalaciones, máquinas, etc.
2.3.3.3 Mantenimiento Centrado a la Confiabilidad (RCM)
2.3.3.3.1 Definición: Definición de mantenimiento centrado a la confiabilidad y mantenimiento.
Según
TECSUP. “Gestión de mantenimiento II”. 2da. ed. Lima
Marzo del 2008.
23
2.3.3.3.2 Siete Preguntas Básicas
¿Cuáles son las funciones y los estándares de funcionamiento asociados al activo en su actual contexto operacional?
¿De qué manera falla en satisfacer sus funciones?
¿Qué causa cada falla funcional?
¿Qué sucede cuando ocurre cada falla?
¿Cuál es la importancia de cada falla?
¿Qué puede hacerse para predecir o prevenir cada falla?
¿Qué debería hacerse si no puede encontrarse una tarea proactiva adecuada?
Mantenimiento: Asegurar que los activos físicos continúen habiendo lo que los usuarios quieren que hagan.
Mantenimiento centrado confiabilidad: Metodología utilizada para determinar los requerímientos de mante- nimiento de cualquier activo físico en su contexto operacional.
Definición completa de mantenimiento centrado centrado a la confiabilidad:
Metodología utilizada para determinar que debe hacerse para asegurar que todo activo físico continúe haciendo lo que sus usuarios quieren que haga en su contexto operacional.
24
2.3.3.3.3 Funciones A. Descripción
La descripción de una función debe consistir de un verbo, un objeto y un parámetro de funcionamiento
B. Estándares de funcionamiento
Definición de funcionamiento.
Funcionamiento deseado (lo que el usuario quiere que haga).
Capacidad inherente (lo que puede hacer)
Si la capacidad inicial (lo que puede hacer)entonces, el mantenimiento puede aumentar la capacidad de este activo físico mas allá de este nivel. El objetivo del mantenimiento es asegurar que la capacidad este por arriba de este nivel. El mantenimiento cumple sus objetivos manteniendo la capacidad del activo físico de esta zona, cumpliendo funcionalmente lo deseado (lo que el usuario quería que se haga.)
C. Tipos de estándares de funcionamiento.
Múltiples.
Cualitativos.
Cuantitativos
Absolutos.
Variables.
Limites.
25
D. El contexto operacional.
Afecta drásticamente a las funciones y expectativas de funcionamiento.
Afecta a la naturaleza de los modos de falla, sus efectos y consecuencias, a la frecuencia en la que pueden ocurrir.
Determina que debe hacerse para manejarnos
Factores que se deben considerarse para entender claramente el contexto operacional en la que funciona este equipo. Procesó de lotes continuos, redundancias, estándares de calidad, estándares medio ambiéntales. Según TECSUP. “Gestión de mantenimiento II”. 2da. ed. Lima Marzo del 2008.
E. Tipo de funciones.
Funciones primaria: Razón principal por la que se adquirió el activo, estándares de funcionamiento. Se identifica con las siguientes preguntas ¿Qué necesitas que haga el activo? ¿De qué quieres que sea capaz?
Funciones secundaria: Se dividen en siete categorías.
Ecología- integridad ambiental.
Seguridad – integridad estructural.
Control/confort/contención.
Apariencia.
26
Protección.
Eficiencia/economía/integridad estructural.
F. Registro de funciones.
Una función define los objetivos de la empresa, las funciones se listan empezando por las funciones primarias.
2.3.3.3.4 Falla Funcionales
Se define como “falla” como incapacidad de cualquier activo de hacer aquello que sus usuarios quieren que hagan.
La falla se define en términos de “perdida de una función específica” y no como la “falla del activo como un todo”.
La “falla funcional” describe estados de falla y no a la falla por si sola.se define como la incapacidad de cualquier activo físico de cumplir una función según un estándar de funcionamiento aceptable para el usuario.
Estándares de funcionamiento y fallas:
Falla total y parcial.
Limites superiores o inferiores.
Instrumentos de medición de indicadores.
El contexto operacional.
27
2.3.3.3.5 Modo y Efectos de Fallas
A. Modo de falla: Cualquier evento que puede causar perdida de función de un activo. Evento que puede causar un estado de falla,
“un modo de falla es cualquier evento que causa una falla funcional”
B. ¿Cuáles son los modos de falla?
En el día a día de mantenimiento se trabaja a nivel de modos de falla.
Las O.T. surgen para cubrir modos de falla específicos.
El planeamiento planea para abordar modos de falla.
Existen reuniones diarias se abordan las fallas ocurridas, responsables y soluciones para que no vuelva a suceder. Se habla de modos de falla.
Historial de la maquina en gran medida registra modos de falla.
C. Categorías de los modos de falla.
Se pueden clasificar en tres grupos.
Cuando la capacidad cae por debajo de funcionamiento deseado (Capacidad Decreciente).
Cuando el funcionamiento deseado se eleva mas alla de la capacidad inicial (Aumento del funcionamiento Deseado).
Cuando desde el comienzo, el activo físico no es capaz de hacer lo que se quiere (capacidad inicial)
28
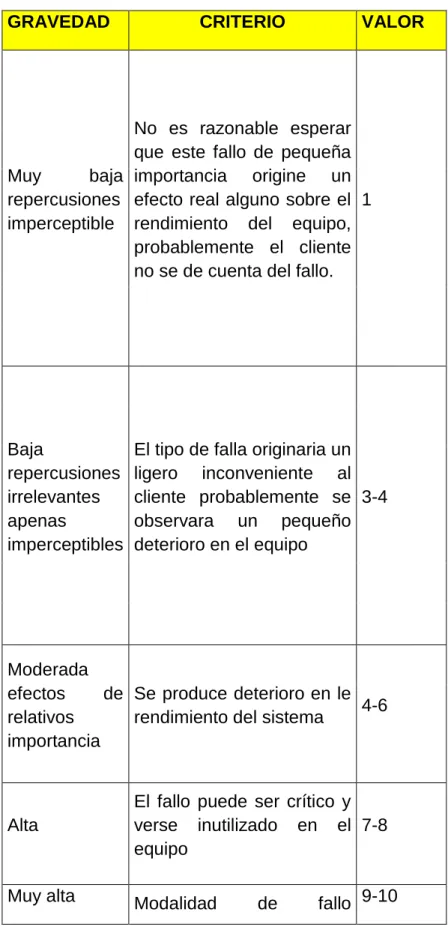
GRAFICO 0.1: CATEGORIAS DE FALLAS 2.3.3.3.6 Consecuencia de Fallas
Según TECSUP. “Gestión de mantenimiento II”. 2da. ed. Lima Marzo del 2008.
Falla técnica: El mantenimiento proactivo tiene que ver mucho mas con evitar o reducir las consecuencias de la falla que con prevenir la falla misma, vale pena realizar una tarea proactiva si resuelve adecuadamente las consecuencias de la falla que se pretende evitar.
Funciones ocultas y evidentes: una función es evidente es aquella cuya falla finalmente e inevitablemente será evidente por si sola a los operadores en circunstancias normales, una función oculta es
Volver a
poner la
maquina en servicio Probar la
maquina Reparar
la falla Encontrar los
repuestos Diagnosticar
la falla Buscar a la
persona que puede reparar
Maquina se para
t
t
29
aquella cuya falla no será evidente a los operadores en circunstancias normales, si se produce por si sola
30 2.3.3.3.7 Proceso de Mantenimiento Centrado a la Confiabilidad
GRAFICO 0.1: PROCESO DE MANTENIMIENTO CENTRADO A LA CONFIABILIDAD
Implementar y Ajustar el
Plan de Mantenimiento Seleccionar
Tácticas usando Lógica RCM Identificar
Efectos de Fallas y Consecuencias Identificar m Modos de
F Fallas Definir
Falla F Funciones
Definir funciones Selección del equipo (Evaluar
criticidad)
Funciones Estándares de Rendimiento Contexto Operativo
Fallas Funcionales Modos de Fallas
Activo Puede
Predecirs e
Acciones:
Búsqueda de fallas.
Rediseños
Operación hasta la falla.
Fallas Consecuencia s
Identificar efectos clasificar los efectos
Medición y Evaluación
Acciones:
Tareas productiva s
31
32
2.3.3.4 Objetivos del RCM
Objetivos Estratégicos: El proceso del RCM ayuda a construir capacidades competitivas desde las operaciones de la empresa, gracias a su contribución a la mejora de la efectividad de los sistemas productivos, flexibilidad y capacidad de respuesta, reducción de costes operativos y conservación del conocimiento.
Objetivos Operativos: El RCM tiene como propósito en las acciones cotidianas que los equipos operen sin averías y fallos, eliminar toda clase de perdidas, mejorar la fiabilidad de los equipos y emplear verdaderamente la capacidad instalada.
2.3.3.5 Los Beneficios a Conseguir por RCM
¿Qué se puede lograr el RCM?: El RCM ha sido usado por una amplia variedad de industrias durante los últimos diez años.
Cuando se aplica correctamente produce los beneficios siguientes:
Mayor seguridad y producción en su entorno, debido a:
Mejoramiento en el mantenimiento de los dispositivos de seguridad existentes.
La disposición de nuevos dispositivos de seguridad.
La revisión del sistemática de las consecuencias de cada falla antes de considerar la cuestión operacional.
Claras estrategias para prevenir los modos de falla que pueden afectar a la seguridad y para las acciones “a falta de” que
33
deban tomarse si no se puedan encontrar tareas sistemáticas apropiadas.
Mejores rendimientos operativos, debido a:
Un mayor énfasis en los requisitos del mantenimiento de elementos y componentes críticos.
Un diagnostico más rápido de las fallas mediante la referencia a los modos de falla relacionados con la función y a los análisis de sus efectos.
Menor daño secundario a continuación de las fallas de poca importancia (como resultado de una revisión extensa de los efectos de fallas).
Intervalos más largos entre las revisiones y en algunos casos la eliminación completa de ellas.
Listas de trabajos de interrupción mas cortas, que llevan a paradas mas cortas, mas fácil de solucionar y menos costosas.
Menos problemas de “desgaste de inicio” después de las interrupciones debido a que se eliminan las revisiones innecesarias.
La eliminación de componentes poco fiables.
Un conocimiento sistemático acerca de la nueva planta.
Mayor control de costos del mantenimiento, debido a:
Menor mantenimiento rutinario innecesario.
34
Mejor compra de los servicios de mantenimiento (motivada por el énfasis sobre las consecuencias de las fallas).
Unas políticas de funcionamiento más claras, especialmente en cuanto a los equipos de reserva.
Menor necesidad de usar personal experto caro porque todo personal tiene mejor conocimiento de las plantas.
Pautas más claras para la adquisición de una nueva tecnología de mantenimiento, tal como equipos de monitorización de la condición “condition monitoring”.
Además de la mayoría de la lista de puntos que se dan más arriba bajo el título de “Mejores rendimientos operativos”. Más larga vida útil de los equipos, debido al aumento del uso de las técnicas de mantenimiento “a condición”.
2.3.3.6 Pasos para el RCM Efectivo
Seleccione el equipo para revisión.
Defina las funciones.
Defina los estándares de rendimiento.
Defina como puede fallar (falla funcionales y análisis de los efectos).
Determine los modos de falla.
Analice la causa raíz.
Analice los efectos y consecuencias.
Seleccione las estrategias del mejor mantenimiento.
Implemente el programa.
35
Analice los resultados
2.4. MARCOCONCEPTUAL
Definiciones conceptuales
ACTIVO FÍSICO Equipo o infraestructura producto de una inversión que
genera gastos de mantenimiento.
Operativos administración de la carga, demoras en los tiempos de carga, tiempos de intercambio de camiones, producción, costo por tonelada, etc.
Disponibilidad Mecánica Es una función que permite estimar en forma global el porcentaje de tiempo total que se puede esperar que un equipo este disponible para cumplir la función para la cual fue destinado. A través del estudio de los factores que influyen sobre la disponibilidad, el MTTR y el MTBF, es posible para la gerencia evaluar distintas alternativas de acción para lograr los aumentos necesarios de disponibilidad.
Disponibilidad Mecánica (DM)
El valor mínimo para garantizar la calidad de la gestión de mantenimiento será mayor de 85%. Según la siguiente formula.
36
as Hprogramad
Elect nes Hreparacio Mec
nes Hreparacio HMprev
as Hprogramad
DM
( ( . .)
Mantenimiento centrado a la Confiabilidad. Metodología utilizada para determinar que debe hacerse para asegurar que todo activo físico continúe haciendo lo que sus usuarios quieren que haga en su contexto operacional.
La mantenibilidad, definida como la probabilidad de devolver el equipo a condiciones operativas en un cierto tiempo utilizando procedimientos escritos, está en función del diseño del equipo (factores tales como la accesibilidad, modularidad, estandarización y facilidades de diagnostico, facilitan enormemente el mantenimiento).
MTBF Tiempo Promedio entre falla
Tiempo Promedio entre fallos (Mean Time Between failure, MTBF) indica el intervalo de tiempo más probable entre un arranque y la aparición de un fallo; es decir, es el tiempo medio transcurrido hasta la llegada del evento “fallo”. Mientras mayor sea su valor, mayor es la confiabilidad del componente o equipo. Uno de los parámetros más importantes utilizados en el estudio de la Confiabilidad constituye el MTBF, es por esta razón que debe ser tomado como un indicador más que represente de alguna manera
37
el comportamiento de un equipo específico. Asimismo, para determinar el valor de este indicador se deberá utilizar la data primaria histórica almacenada en los sistemas de información.
38
Tiempo Promedio entre falla (MTBF) >> 60
El valor mínimo para garantizar la calidad de la gestión de mantenimiento será >> 60 Hrs. según la siguiente formula.
Numerode paradaspor Fallas falla de H as Hprogramad MTBF
Tiempo Promedio para Reparar (MTTR)
Es la medida de la distribución del tiempo de reparación (Mean Time to Repair, MTTR) de un equipo o sistema. Este indicador mide la efectividad en restituir la unidad a condiciones óptimas de operación una vez que la unidad se encuentra fuera de servicio por un fallo, dentro de un periodo determinado. El tiempo promedio para reparar es un parámetro de medición asociado a la mantenibilidad, es decir, a la ejecución del mantenimiento. O un diseño dado, si las reparaciones se realizan con personal calificado y con herramientas, documentación y procedimientos prescritos, el tiempo de reparación depende de la naturaleza del fallo y de las mencionadas características de diseño.
Tiempo Promedio para Reparar (MTTR) < 6
39
El valor máximo para garantizar la calidad de la gestión de mantenimiento será menor de 6 Hrs. según la siguiente formula.
NumerodeParadas
Elect nes Hreparacio Mec
nes Hreparacio HMprev
MTTR
.) .
(
Datos técnicos Conjunto de información que se refiere operación, repuestos, de cada equipo X.
Equipo Elemento que constituye el todo o parte de una máquina o instalación, y posee datos, historial y programas de reparación.
OT orden de trabajo para solicitar repuestos con justificar el repuesto mas gasto.
2.4 DEFICIONES CONCEPTUALES Y OPERACIONALES
2.4.1. DEFICIONES CONCEPTUALES
Mantenimiento centrado a la confiabilidad. Según John Moubray (Enero 2000) define como un proceso usado para determinar que debe hacerse para asegurar que todo bien físico continúe funcionando como sus usuarios lo desean en el presente contexto operativo. Según TECSUP. “Gestión de mantenimiento II”. 2da. ed.
Lima Marzo del 2008. Metodología utilizada para determinar que debe hacerse para asegurar que todo activo físico continúe haciendo
40
lo que sus usuarios quieren que haga. Mi persona según el concepto de estos autores define el mantenimiento centrado a la confiabilidad como una metodología utilizada Metodología utilizada para determinar que debe hacerse para asegurar que todo activo o biem físico continúe haciendo lo que sus usuarios quieren que haga como sus usuarios lo desean en el presente contexto operativo.
Disponibilidad Mecánica (V.D.): Se define como la probabilidad de que una máquina o sistema esté preparada para producción en un período de tiempo determinado, o sea que no esté parada por averías o ajustes.
Mantenimiento centrado a la confiabilidad (V.I.): Metodología utilizada para determinar que debe hacerse para asegurar que todo activo físico continúe haciendo lo que sus usuarios quieren que haga en su contexto operacional.
2.4.2. DEFICIONES OPERACIONALES
Disponibilidad Mecánica (V.D.):Se procederá a utilizar la siguiente formula.
DM TEORICA= 100%
DM = (HT-HP)/HT
DM: Disponibilidad Mecánica HT: Horas total
HP: Horas de Paradas
41
Mantenimiento centrado a la confiabilidad (V.I.): Mediante el desarrollo del MCC que son las siete preguntas básicas se busca estrategias para disminuir las fallas en los sistemas más críticos de los equipos.
42
CAPITULO III METODOLOGÍA 3.1 INTRODUCCIONMETODOLOGICA
La metodología es básica, explicativa y descriptivo del Mantenimiento Centrado a la confiabilidad para implementar la gestión de mantenimiento con la finalidad de mejorar la disponibilidad mecánica de los equipos Jumbos.
3.2 TIPOYNIVELDEINVESTIGACIÓN
Por las características del tipo de investigación será basica ya que se aplicara este método y finalmente se pondrá a prueba buscando una relación causa efecto.
El nivel de la investigación es descriptivo ya que está dirigida a tener un conocimiento descriptivo de la realidad.
3.2.1 INVESTIGACIÓN BASICA
Nuestra investigación corresponde a este tipo por que consiste en comparar resultados ante y después de implementar la gestión de
43
mantenimiento aplicando teorías de MANTENIMIENTO CENTRADO A LA CONFIBILIDAD (R.C.M)
3.2.2 INVESTIGACIÓN DESCRIPTIVA
La siguiente investigación se utilizara la investigación de tipo descriptiva longitudinal por que tomara la implementación de la gestión de mantenimiento aplicando los conceptos de Mantenimiento Centrado en la Confiabilidad para alcanzar los objetivos trazados.
Con la aplicación de este tipo de mantenimiento en otras en muchas empresas del rubro industrial se obtuvo dado resultados favorables
3.3 DISEÑODELAINVESTIGACIÓN
Se toma una muestra del objeto de investigación, la misma que es evaluada en distintos momentos en el tiempo y por periodos bastante largos:
M
M: Objeto de estudio.
T1 a T2: Momentos que se hacen las observaciones.
O1 a O4: Observaciones o mediciones de las variables de estudio.
T1 T2 T3 T4
O1 O2 O3 O4
44
3.4 OBJETODEESTUDIO
El objeto de estudio del presente estudio son los equipos de la empresa que son cuatro equipos JUMBOS DD310-SANDVIK.
3.4.1 FUENTES DE INFORMACIÓN
La recolección de datos fue por medio de reportes por parte de compañía con respecto a paradas de equipos
Reporte diario de los operadores de equipos pesados
Reporte diario de los mecánicos
Reporte de las cartillas de mantenimiento preventivo de los equipos.
3.4.2 POBLACIÓN DE ESTUDIO
La población de estudio es 4 equipos de interior mina jumbos DD310.
45 ITEM Equipo CODIGO
EACH Modelo Clase Marca Serie Mod. de
Motor Nº de Motor Capacidad Potencia 1 SMG 45 D - 28 EJC522 DUMPER Sandvik 4049 6043TK32 04R0047799 22 TN 320 HP 2 SMG 64 D - 29 MT2010 DUMPER Atlas Copco AVO-07X073 QSL9C300 20 TN 210 HP 3 SMG 78 E -5 BOLTEC 235H Empernador Atlas Copco AVO-07A444 F5L912W 08858356 10 PIES 76 HP 4 SMG158 E -12 BOLTER 77 Empernador RESEMIN JB77-1118 F5L912W 10 PIES 49 HP 5 SMG 131 J - 33 DD310 Frontonero Jumbo Sandvik L10D4817 BF4L2011 10930605 14 PIES 76 HP 6 SMG 181 J - 28 DD310 Frontonero Jumbo Sandvik LD105142 BF4L2011 10922829 14 PIES 76 HP 7 SMG 182 J - 29 DD310 Jumbo
Frontonero Sandvik LD105143 BF4L2011 10930604 14 PIES 77 HP 8 SMG 193 J - 32 DD311 Jumbo
Frontonero Sandvik L10D5213 BF4M2011 10952507 14 PIES 77 HP 9 SMG134 SC- 100 R1600G Cargador de
Bajo perfil Caterpillar 9YZ00573 3176 7ZR25521 6 YARDAS 270 HP 10 SMG 157 SC - 97 R1600G Cargador de
Bajo perfil Caterpillar 9YZ00597 3176 7ZR25651 6 YARDAS 270 HP 11 SMG 187 Sc - 91 R1600G Cargador de
Bajo perfil Caterpillar 9YZ00632 3176 7ZR25851 6 YARDAS 270 HP 12 SMG 188 SC - 92 R1600G Cargador de
Bajo perfil Caterpillar 9YZ00633 3176 7ZR25898 6 YARDAS 270 HP 13 SMG 189 SC - 93 R1600G Cargador de
Bajo perfil Caterpillar 9YZ00634 3176 7ZR25863 6 YARDAS 270 HP ---
FRANCIS VILLALOBOS DURAN
Supervisor de Mantenimiento SEMIGLO CHUNGAR
Criterios de Inclusión
Se toma de objeto de estudio todos los equipos por que la población es poca
Criterios de Exclusión
Ninguna porque la población es poca 3.4.3 INSTRUMENTOS PARA RECOLECTAR LOS DATOS
Tablas de reporte y calculo de disponibilidad proporcionado por la empresa
46
3.5 MATERIALESUSADOSENLAINVESTIGACIÓN
Se utilizó medios principalmente un ordenador útil para el procesamiento de datos y materiales de escritorio para la elaboración del informe de tesis final
3.6 OPERATIVIZACIÓNDEVARIABLES
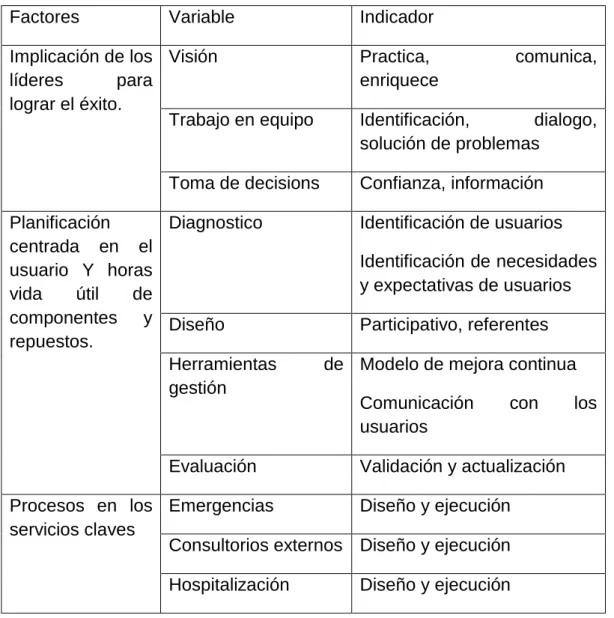
TABLA 0.1: INDICADORES DE PROCESOS
Fuente: Elaboración propia
Factores Variable Indicador
Implicación de los líderes para lograr el éxito.
Visión Practica, comunica,
enriquece
Trabajo en equipo Identificación, dialogo, solución de problemas
Toma de decisions Confianza, información Planificación
centrada en el usuario Y horas vida útil de componentes y repuestos.
Diagnostico Identificación de usuarios Identificación de necesidades y expectativas de usuarios Diseño Participativo, referentes Herramientas de
gestión
Modelo de mejora continua Comunicación con los usuarios
Evaluación Validación y actualización Procesos en los
servicios claves
Emergencias Diseño y ejecución Consultorios externos Diseño y ejecución Hospitalización Diseño y ejecución
47
3.6.1 SATISFACCIÓN DEL USUARIO
A sido acogido de forma positiva la implementación del de gestión mantenimiento
3.7 DISEÑOINSTRUMENTOSDERECOLECCIONDEDATOS
En este caso no se diseño instrumentos de recolección de datos se tomo los existentes que utiliza la empresa para registrar información de los equipos pesados
3.7.1 INSTRUMENTO DE ANÁLISIS DOCUMENTAL
Los documentos que fueron utilizados para este caso se detallan en la siguiente tabla
Tabla 0.2:
Ítem Documento Descripción
1
Memorándum de entrega de equipo adjuntando las condiciones del mismo
Fecha de adquisición de equipo ingreso
informé de datos técnicos
2 Reporte guardia
Registro de actividad de mantenimiento correctivo realizada en cada sistema
3 Historial de equipo Registro de todas las reparaciones del equipo
4 BAK LOG Historial de trabajos pendientes.
48
3.8 VALIDACIÓNDELOSINSTRUMENTOS
La validación de los instrumentos utilizados en este caso se ajustan a estándares y exigencias no solo de la empresa estudiada si no también de otras compañías del rubro minero por lo no fue necesario validarlos sino más bien aplicarlos para el registro de datos correspondientes que permitió al final calcular la disponibilidad de cada equipo
3.8.1 INSTRUMENTOS Y HOJAS DE COTEJO
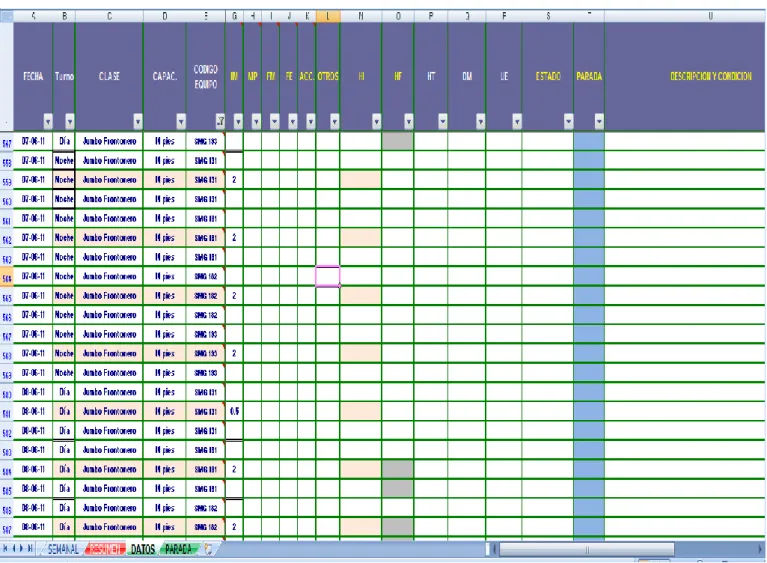
En este caso se utilizo formato de reporte de guardia de paradas de equipos de la compañía en la cual registran el estado de todos los equipos desde el momento que se produjo una parada imprevista o una parada programada hasta que el equipos sale operativo
Otra hoja que se utilizo es el formato de cálculo de disponibilidad mecánica semanal en la cual se analiza el desempeño de cada uno de los equipos.
49
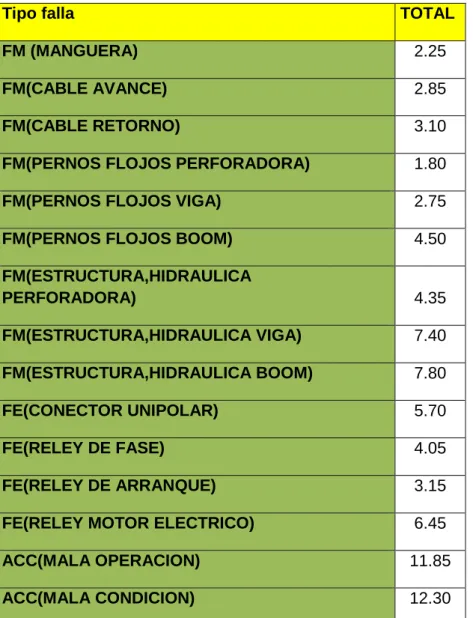
Tabla 3.3 Tabla de Registro de Paradas de equipos
Según la tabla 3.3 los siguientes símbolos significan:
IM: Inspección mecánica.
MP: Mantenimiento preventivo.
FM: Falla Mecánica.
FE: Falla Eléctrica.
50
ACC: Accidentes.
Otros: Otro tipo de paradas no relacionadas a mantenimiento.
HI: Hora inicial.
HF: Horas Finales.
HT: Horas total de trabajo(HF-HI).
DM: Disponibilidad Mecánica.
UE: Utilización efectiva.
Estado: en que estado se encuentra operativo o inoperativo.
Parada: Cuantas horas de parada tuvo el equipo.
Descripción y condición: Que parada tuvo el equipo, como se describe esta parada y en que condición queda el equipo
51
Recolección de datos:
La recopilación de datos fue por medio de reportes de guardia con la aplicación de la tabla 3.3 por parte de Semiglo-Sac. con respecto a paradas de equipos.
Reporte de guardia de los operadores de equipos pesados
Reporte de guardia de los mecánicos
Reporte de las cartillas de mantenimiento preventivo de los equipos
DESCRIPCION INICIAL DEL PROCESO DE MANTENIMIENTO EN LA CONTRATA SEMIGLO SAC
La contrata Semiglo Sac cuenta con 13 equipos de los siguientes cuatro jumbos DD310, cinco Scooptrams R1600G, dos empernadores y dos Dumper. La antigüedad de estos equipos es mayor a 3 años, por lo tanto ya han tenido reparaciones parciales , también se realizados modificaciones en sus componentes, con relación al mantenimiento de estos equipos es muy reactivo y correctivo, se ejecuta un mantenimiento preventivo básico con respecto al motor, no se tiene un buen control con relación a las horas trabajadas con respecto al mantenimiento preventivo, además
52
con acerca del resto de equipos se realizan inspecciones mantenimiento preventivo básico , corrección de las fallas si son de gravedad, no existía una buena planificación de trabajos de reparación parciales y complejas, por parte de Semiglo Sac nos brindaba cartillas de mantenimiento preventivo pero por desconocimiento no se le daba la debida importancia.
Mantenimiento preventivo y correctivo del sistema motor diesel, se trabaja en forma reactiva correctivo no existe un inspección periódica, falta de planificación y el estudio de criticidad de componentes.
Mantenimiento Preventivo y Correctivo del Sistema percusión trabajaba en forma reactiva correctiva cuando se presentaban problemas en el sistema percusión, no existía una inspección periódica, falta de planificación y el estudio de criticidad de componentes del sistema de percusión .
Mantenimiento Preventivo y Correctivo del Sistema Eléctrico se trabajaba en forma reactiva correctiva cuando se presentaban problemas en el sistema eléctrico, no existía una inspección periódica, falta de planificación y del estudio de criticidad de componentes del sistema eléctrico.
53
Mantenimiento Preventivo y Correctivo del Sistema Hidráulico se trabajaba de forma reactiva correctiva, cuando se presentaban problemas, no existía cartillas de inspección de mangueras, componentes, no se llevaba el control de vida útil de componentes, se lleva registro de los reparaciones y cambio de componentes, no se tenía claro el procedimiento de reparaciones de sistemas la cual afectaba el buen funcionamiento de los equipos por consecuencia falta de planificación.
En conclusión este tipo de mantenimiento al finalizar el mes se obtenían DM bajo el estándar dado por compañía 85% , en el semestre del año algunos de los equipos llegan al estándar , pero en casos que no llegaban compañía ponía multas altas para la empresa, hasta llegar la punto que no abría renovación de contrato para el próximo año, esto produjo bajos ingresos a Semiglo Sac.
54
1. DIAGRAMA DE FLUJO PARA MANTENIMIENTO DE EQUIPOS ANTES DE APLICAR EL RCM
TIEMPO DE PERDIDO ENTRE ACTIVIDADES 140 MIN
CONTROL DE MANTENIMIENTO
(SUPERVISOR)
45 min
30 min
290 min
140 min
60 min 30 min 10 min
40 min
TIEMPO DEL PROCESO MTTO. PREVENTIVO 645 MIN
I
I
I TRASLADO DE EQUIPO
AL TALLER DE MANTENIMIENTO
PRUEBA DE EQUIPO LAVADO DE EQUIPO
MANTTO PREVENTIVO
MANTTO CORRECTIVO