ESCUELA DE POSGRADO
,.
UNIDAD DE POSGRADO DE LA FACULTAD DE INGENIERÍA MECÁNICA
TESIS
EVALUACION DE MANDIBULAS DE
TRITURACION PARA MEJORAR VIDA UTIL DE CHANCADORA PRIMARIA EN
CASTROVIRREYNA CIA. MINERA S.A.
PRESENTADA POR:
HERMINIO MARCOS VILCAHUAMAN GAMARRA
· PARA OPTAR EL GRADO ACADÉMICO DE . MAGISTER EN INGENIERÍA MECÁNICA
MENCIÓN GESTIÓN DEL MANTENIMIENTO Y LA SOSTENIBILIDAD
HUANCAYO- PERÚ
2015
- ~
UNIVERSIDAD NACIONAL DEL CENTRO DEL PERU ESCUELA DE POSGRADO
TESIS
Presentada Por:
HERMINIO MARCOS VILCAHUAMAN GAMARRA.
PARA OPTAR EL GRADO DE MAGISTER EN INGENIERIA MECANICA, CON MENCION EN GESTION DEL MANTENIMIENTO Y LA SOSTENIBILIDAD.
SUSTENTADA ANTE EL SIGUIENTE JURADO:
--.n .... -li'rt.»>.:tf alazar Mercado Jurado
Mg. Mario Alfonso Arellano Vílchez Secretario
Mg. Raúl Jorge ayco Chávez
---~---
Mg. Marcial De la Cruz Lezama AsesorDEDICATORIA
A dios, por darme luz
y
fortaleza en cada paso de mi vida,y
la oportunidad de vivir en este universo.Con mucho cariño a mí esposa
y
a mis hijos.CONTENIDO
CARATULA ... i
ASESOR ... ii
DEDICATORIA... .. . .. . .. .. . .. . .. . .. . .. . .. . .. . .. . .. . .. . .. . .. . . .. .. . . .. . .. .. .. iii
CONTENIDO ... iv
LISTA DE FIGURAS ... ix
LISTA DE TABLAS... xi
ACRONIMOS Y SIGLAS... xv
RESUMEN ... xix
ABSTRACT ... xxi
INTRODUCCION ... xxiii
Capítulo 1: PLANTEAMIENTO DEL ESTUDI0 ... 1
1.1.- PLANTEAMIENTO DEL PROBLEMA. ... 1
1.2.- PROBLEMA DE INVESTIGACION ... 6
1.3.- FORMULACION DEL PROBLEMA. ... 10
1.3.1.- Objetivo generaL. ... 11
1.4.- JUSTIFICACIÓN E IMPORTANCIA DEL PROYECTO ... 11
1.4.1.- Logros alcanzados... .. . .. . .. . .. . . .. . .. . .. . .. . . .. .. . .. . 12
1.4.2.- Beneficios... 13
Capítulo 11: MARCO TEORICO ... 18
2.1.-ANTECEDENTES DE LA INVESTIGACION... 18
2.2. BASES TEORICAS... 26
2.2.1.- Estudio Teórico... 26
2.2.2.- Formula Básica... 40
2.2.3.- Velocidad de Ataque ... 41
2.2.4.- Alimentación y Evacuación ... 42
2.2.5.- Definición de la Chancadora ... 43
2.2.6.- Carcaza o Bastidor ... 44
2.2.7.- Cámara de Trituración ... 45
2.2.8.- Revestimientos ... 46
2.2.9.- Sistema de Accionamiento... 47
2.2.1 0.- Trituración ... 49
2.2.11.- Leyes de Desintegración ... 53
2.3.- MARCO LEGAL... 66
2.4.- TEORIA BASICA DE LA INVESTIGACION.... ... ... ... ... ... ... ... 68
2.4.1.- Densidad... 71
2.4.2.- Punto de Fusión ... 72
2.4.3.- Calor Especifico ... 72
2.4.4.- Conductividad Térmica ... 72
· 2.4.5.- Dilatación Térmica ... 73
2.4.6.- Resistencia a la Corrosión ... 73
2.4.7.- Metalografía ... 74
2.4.8.- Enfriamiento ... 74
2.4.9.- Recocido... 75
2.4.1 0.- Normalizado ... 75
2.4.11.- Temple Superficial o a la Llama... 76
2.4.12.- Propiedades y Empleo de los Aceros... 76
2.4.13.-Ciasificacion y Propiedades de los Metales... 78
2.4.14.- Metales Pesados No Ferrosos... 78
2.4.15.- Fundición... . . . 94
2.5.- DEFINICIONES CONCEPTUALES Y OPERACIONALES... 96
2.5.1- Definiciones conceptuales... 96
2.5.2.- Definiciones operacionales... 97
2.7.- HIPOTESIS... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... 99
Capítulo 111: ASPECTOS METODOLOG.ICOS ... 100
3.1.- TIPO Y NIVEL DE INVESTIGACION ... 100
3.1.1.-Tipode Investigación ... 100
3.1.2.- Nivel de Investigación... 101
3.2.- METODO Y DISEÑO DE INVESTIGACION ... 101
3.3.- TECNICAS E INSTRUMENTOS DE INVESTIGACION. ... ... 104
.3.3.1.- Instrumentos de medición directa... 104
3.3.2.- Técnicas de recolección de datos ... ~·· ... 110
3.4.- PROCESOS DE EXPERIMENTACION METALURGICA. ... 117
3.4.1.- Promedio de tratamientos estadísticos diario ... 123
3.4.2.- Total de tratamientos estadísticos mensual ... 124
3.4.3.- Aplicaciones Prácticas ... 125
3.4.4.- Llenado y mediciones del reglaje ... 137
Capítulo
IV:
PRESENTACION DE RESULTADOS ... 1414.1.- RESULTADOS DE LA INVESTIGACION ... 141
4.2.- ANALISIS ESTADISTICO DE LOS RESULTADOS... 142
4.3.- PRUEBA DE HIPOTESIS... ... ... ... ... ... ... ... ... ... ... ... ... ... ... 148
Capítulo V: DISCUSION E INTERPRETACION ...
158
5.1.- INTERPRETACION DE LOS RESULTADOS... 158
5.1.1.- Análisis de normalidad... 158
5.1.2.- Análisis mediante el test de Leven e . . . 159
5.1.3.- Análisis de la prueba Post-hoc... .. . .. . .. . . .. . .. ... .. 159
5.1.4.- Diagrama de cajas... 160
5.2.- COMPARACION DE RESULTADOS... 160
5.3.-EVALUACION DE RESULTADOS ... 161
5.4.- CONSECUENCIAS TEORICAS... ... ... ... ... ... ... .. . ... ... .. . ... .. 161
CONCLUSIONES... 162
RECOMENDACIONES... 165
BIBLIOGRAFIA... . . 168
ANEXO ... 172
· LISTA DE ·FIGURAS
Figura 1.1.- Patio Central de la Mina... . . 3
Figura 1.2.- Ubicación de la Planta Concentradora ... 4
Figura 1.3.- Plano de Ubicación de la Mina... 5
Figura 2.1.- Chancadora Primario en Corte ... 49
Figura 3.1.- Caja Negra de la Trituradora Primaria... 102
Figura 3.2.- Caja Blanca de la Trituradora Primaria... 102
Figura 3.3.- Posesión de Medición de Bloques Patrón... 107
Figura 3.4.- Medios Empleados para Verificar... 109
Figura 3.5.- Análisis Estadísticos de Resultados ... 116
Figura 3.6.- Micrografía del metal en proceso de enfriamiento... 118
Figura 3.7.- Micrografía en proceso totalmente en frio... ... ... ... ... 118
Figura 3.8.- Micrografía del metal en proceso de enfriamiento... 119
Figura 3.9.- Micrografía en proceso totalmente en fria... 119
Figura 3.10.- Micrografía del metal en proceso de enfriamiento ... 120
Figura 3.11.- Micrografía en proceso totalmente en fria... 120
Figura 3.12.- Micrografía del metal en proceso de enfriamiento ... 121
Figura 3.13.- Micrografía en proceso totalmente en frío... 121
Figura 3.14.- Mandíbula instalada en la chancadora ... 128
Figura 3.15.- Proporción de llenado recomendado ... 137
Figura 3.16.- Medición del reglaje ... 138
Figura 4.1.- Histograma de los tratamientos... 143
Figura 4.2.- Normal de los tratamientos ... 144
Figura 4.3.- Análisis de cajas... 148
LISTA DE TABLAS
Tabla 1.1.- Control de desgaste juego mandíbulas Originales 2010... 2
Tabla 1.2.- Producción diaria de trituración en área de chancado... ... . 7
Tabla 1.3.- Producción mensual de la área de chancado 2011 ... 8
Tabla 1.4.- Promedio porcentaje perdida diaria de trituración ... 9
Tabla 1.5.- Promedio porcentaje perdida mensual de trituración... 10
Tabla 1.6.- Comparación de la producción mensual Tratamiento 1... 14
Tabla 1.7.- Comparación de la producción mensual Tratamiento 2... 15
Tabla 1.8.- Comparación de la producción mensual Tratamiento 3 ... 15
Tabla 1.9.- Comparación de la producción mensual Tratamiento 4 ... 16
Tabla 1.1 0.- Control vida útil de las mandíbulas originales ... 17
Tabla 2.1.- Valores del coeficiente f ... 66
Tabla 2.2.- Propiedades físicas materiales a Temperatura ambiental. .. 71
Tabla 2.3.- Relación de esfuerzo máximo a la fluencia con respecto a la densidad de algunos metales... . . . 72
Tabla 2.4.- Dependencia entre la resistencia a la tracción y Alargamiento en el estado de dureza... . . . 94
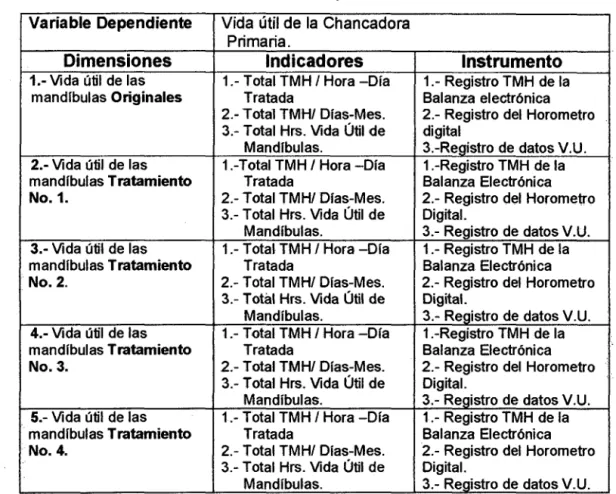
Tabla 2.5.- Variable dependiente ... 98
Tabla 2.6.- Variable independiente ... 98
Tabla 2.7.- Actividades e influencias de los materiales... 99
Tabla 2.8.- Tendencias de influencia de elementos de Aleación... 99
Tabla 3.1.- Tipos de investigación y características de La observación... . . . 103
Tabla 3.2.- Diseño experimental unifactorial... 106
Tabla 3.3.- Control de tratamientos en horas V. U. mandíbulas... 111
Tabla 3.4.- Matriz operacionalizacion de variables... 112
Tabla 3.5.- Chec klist para chancadora primaria... 113
Tabla 3.6.- Registro de cambio de mandíbula... 114
Tabla 3.7.- Hoja de control de calibración desgaste de mandíbulas... 115
Tabla 3.8.- Hoja de registro de equipos... 116
Tabla 3.9.- Elementos metálicos elegido como base... 117
Tabla 3.1 0.- Resultados del tratamiento No. 1 ... 118
Tabla 3.12.- Resultados del tratamiento No. 3 ... ... ... ... ... ... ... ... ... ... ... 120
Tabla 3.13.- Resultados del tratamiento No.4 ... 121
Tabla 3.14.- Esquema de combinaciones de tratamientos... 122
Tabla 3.15.- Promedios de producción y horas diaria... 123
Tabla 3.16.- Total de producción y horas mensual ... ... ... ... 124
Tabla 3.17.- Control vida útil de mandíbulas originales... 128
Tabla 3.18.- Control vida útil de mandíbulas de Tratamiento No.1... ... ... 129
Tabla 3.19.- Control vida útil de mandíbulas de tratamiento No.2... ... 130
Tabla 3.20.- Control vida útil de mandíbula de tratamiento No. 3... ... ... . 131
Tabla 3.21.- Control vida útil de mandíbulas de tratamiento No. 4... ... ... 132
Tabla 3.22.- Control vida útil mandíbulas original Vs Periodo No.1 133 Tabla 3.23.- Control vida útil mandíbulas original Vs Periodo No.2 134 Tabla 3.24.- Control vida útil mandíbulas original Vs Periodo No.3 135 Tabla 3.25.- Control vida útil mandíbulas original Vs Periodo No.4 136 Tabla 3.26.- Porcentaje de acercamiento de tratamientos a original ... 140
Tabla 4.1.- Resultados experimentales vida útil mandíbula trituración... 142
Tabla 4.2.- Resultados de la prueba de normalidad... 142
Tabla 4.3.- Comparaciones múltiples ... ··'···... 145
Tabla 4.4.- Prueba de homogeneidad de varianzas... 145
Tabla 4.5.- Resultados de subconjuntos homogéneos ... 147
. Tabla 4.6.- De los tratamientos... 153
Tabla 4.7.- Resumen de procesamientos... 154
Tabla 4.8.- Anova... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... 155
Tabla 4.9.- Análisis de la varianza... . . . 156
Tabla 4.10.- Tabla estadística de F. Snedecor... ... ... ... ... ... ... ... ... 157
ACRONIMOS Y SIGLAS
dE = Diferencial de energía dl = Diferencial de elongación e = Constante de proporción L
=
Longitudp = Constante en función del tipo de material.
W = Trabajo de desintegración Z = Energía superficial especificada
S = Aumento de superficie producido en la desintegración.
V = Volumen M = Masa 8
=
ConstanteO = Tamaño (i: inicial; f: final).
Wi = Índice energético del material.
Di y Df = Tamaño inicial y final de las partículas.
TMH = Toneladas Métricas húmedas VU = Vida útil.
VI = Variable independiente.
VD = Variable dependiente.
Cu = Cobre Mm
=
ManganesoNi = Níquel Cr = Cromo V
=
VanadioMo = Molibdeno W = Wolframio Si = Silicio Al = Aluminio
Fe
=
FierroKg = Kilogramo
dm3= decímetro cubico.
Kp = Kilo pasea!
Mm2= Milímetro cuadrado.
oc
= Grados centígradosSi02= Bióxido de silicio cristalizado SiC = Carburo de silicio.
PADs = Pila de lixiviación.
Lock Out = Candados de seguridad.
Tag Out= Tarjetas de seguridad.
Q = producción horaria en toneladas métricas.
R = ancho de la mandíbula S = revoluciones minuto
N = densidad aparente del material a la salida de la trituradora.
Q = se obtiene en toneladas métricas si D,G,S,T y W se expresa en metros.
K = es un coeficiente de rendimiento, que Hersam propone establecer en un valor medio convencional de 0.75 que según las circunstancias puede variar entre 0.5 y 1.
T = carrera de la mandíbula móvil.
9 = valor del ángulo entre las mandíbulas.
e
= . capacidad expresada en tlhF = Coeficiente en función de la naturaleza de las mandíbulas y el tratamiento previo de la alimentación para eliminar los finos.
8
8=
Densidad aparente de la alimentación que se estima como el 60% de la real.W = Longitud en cm. De la ranura de salida igual a la longitud de la boca.
r = Reglaje en posesión abierta que tiene como valores extremos entre 1/3 y 1/8 de fa anchura de la boca de admisión. Se expresa en cm.
t = Recorrido o amplitud del movimiento en cm. Suele variar entre el 25% y el 40 % del reglaje en posesión abierta. Si no se conoce se puede tomar el valor medio de 0.33r.
n
=
Numero de oscilaciones por minuto, igual a RPM del volante. Si se desconoce se puede obtener en función del ancho de la boca.a = Coeficiente que depende del ángulo de las mandíbulas y que vale 1 +0.03.
u
=
Coeficiente dependiente de la forma de alimentación a la trituradora y de la relación del tamaño máximo de grano de dicha alimentación al ancho de la boca o dimensión menor de la boca.F y M = Fundición y Maestranza
G S V = Acero colado fundido en variedad G S T = Acero de fundición maleable Thomas G S T 1 = Acero de fundición maleable Thomas uno G S T 2 = Acero de fundición maleable Thomas dos.
H e p = Hexagonal compacta.
RESUMEN
La presente tesis trata de la EVALUACIÓN DE MANDÍBULAS DE TRITURACIÓN PARA MEJORAR VIDA ÚTIL DE CHANCADORA PRIMARIA EN CASTROVIRREYNA CÍA. MINERA S.A, desarrollado durante el año 2013 y 2014.
El problema que se pretende es dar la solución en la presente tesis para la mejora del sistema de tratamiento en la producción del mineral durante el proceso de la trituración en la área de chancado, se tenía programado el 1 00% de producción diaria, y que solo se estaba produciendo un 72%, la diferencia del 28% diaria considerado como perdida debido a fallas metalúrgicas que ha originado la poca vida útil de las mandíbulas.
La investigación que se desarrollo es del tipo Tecnológico de nivel y diseño de investigación experimental, debido a que Jos conceptos están
enmarcados a un hecho real. El objetivo fundamental que se persigue es evaluar los componentes metalúrgicos de las mandíbulas de trituración para mejorar la vida útil de la chancadora primaria en Castrovirreyna Cía.
Minera S.A.
El método de investigación es sistémico, basado en el nivel experimental, para lo cual se han realizado cuatro Modelos de tratamientos con diferentes porcentajes de componentes metalográficos y así comprobar la hipótesis planteada. Los procesos y técnicas estadísticas utilizadas es la matriz de prueba de hipótesis unifactorial, donde las variables están determinadas por experimentos tomando el análisis de la mediana y la varianza, para contrastar la hipótesis.
Los resultados obtenidos en la investigación son satisfactorio debido a que Jos componentes metalúrgicos han tenido mayor cohesión en sus estructuras moleculares, se nota con claridad en el tratamiento No. 3 debido a ello se ha mejorado en 85% notablemente como se indica en la producción mensual total de 27,969.34 TMH y 924.0 horas mensual de . operación, además se ha logrado en forma ascendente en el primer y segundo tratamiento promediando los porcentajes de los valores de los componentes metalúrgicos.
Autor: Herminio M. Vilcahuamán Gamarra.
Palabras Claves: Mandíbula, Evaluación, Verificación, Optimización, Chancadora. Trituración.
ABSTRACT
This thesis deals with the JAWS ASSESSMENT OF CRUSHING TO IMPROVE LIFE IN PRIMARY crusher Castrovirreyna CIA. MINING SA, developed in 2013 and 2014.
The problem is that it is intended to give the solution in this present thesis for the improvement of the system of treatment in the production of the mineral during the process of crushing in the crushing area, you has programd the 100% of daily production, and that was taking place only a 72 %, the difference of 28% daily considerad as loss due to metallurgical failures that caused the low life of the jaws.
The research Technological development is the level and type of experimental research design, because the concepts are framed for a fact.
The primary objective pursued is to evaluate the metallurgical components
jaw crusher to improve the lifetime of the primary crusher in Castrovirreyna Cia. Minera SA
The research method is systemic, based on the experimental level, for which there have been four models with different percentages treatments metallographic components to test the hypothesis. The processes and techniques used statistics is ls d matrix univariate test hypotheses, where the variables are determinad by experiments taking the analysis of median and variance, to test the hypothesis.
The results of the research are successful because metallurgical components have greater cohesion in their molecular structures, to see clearly in the treatment No. 3 because it has been improved by 85%
significantly as indicated in the monthly production 27969.34 total monthly TMH and 924.0 hours of operation also has been achieved in ascending order in the first and second treatment rates averaging values components metallurgical.
Author: Herminio M. Vilcahuamán Gamarra.
Key Words:
Jaw, evaluation, verification, optimization, Crusher, crushing.
INTRODUCCION
Esta investigación, titulada EVALUACION DE MANDIBULA DE TRITURACION PARA MEJORAR VIDA UTIL DE CHANCADORA PRIMARIA EN CASTROVIRREYNA CIA. MINERA S.A.; es un trabajo de tesis para optar el grado de Magíster en Ingeniería Mecánica con mención Gestión del Mantenimiento y la Sostenibilidad.
El problema de investigación me conllevo a formular: ¿Cómo evaluar los componentes metalúrgicos de las mandíbulas de trituración para mejorar la vida útil de la chancadora primaria en Castrovirreyna Cía. Minera S.A.?
El objetivo general es: Evaluar los componentes metalúrgicos de las mandíbulas de trituración para mejorar la vida útil de la chancadora primaria en Castrovirreyna Cía. minera S.A.
La hipótesis de trabajo es: Si, se evalúa los componentes metalúrgicos de las mandíbulas de trituración controlando adecuadamente el porcentaje de los elementos químicos metálicos, entonces se mejorara la vida útil de la chancadora primaria, en Castrovirreyna Cía. Minera S.A.
El método de investigación es el sistémico, el tipo y nivel de investigación es tecnológica-experimental, para lo cual se han realizado cuatro modelos de tratamientos con diferentes porcentajes de componentes y así comprobar la hipótesis planteada.
La investigación está dividida en cinco capítulos, como se indica:
Capítulo 1, en este rubro se presenta los aspectos generales de la investigación como: Planteamiento del problema, problema de la investigación, formulación del problema, objetivo general, justificación e importancia del proyecto, logros alcanzados y beneficios.
Capitulo 11, contiene el marco teórico que corresponden a los antecedentes de la investigación, bases teóricas, marco legal, teoría básica de la investigación, definiciones conceptuales y operacionales de las variables independientes y dependientes, y la hipótesis.
método y diseño de investigación, técnicas e instrumentos de investigación y procesos de experimentación metalúrgica.
Capítulo IV, trata de la presentación de resultados, resultados de la investigación, análisis estadístico de los resultados y prueba de hipótesis.
Capítulo V, contiene discusión e interpretación, interpretación de los resultados, comparación de resultados, evaluación de resultados, consecuencias teóricas, y· finalmente se indican las conclusiones, recomendaciones, bibliografía y anexos.
Finalmente, mis agradecimientos con mucha gratitud a todos los que me brindaron su apoyo incondicional, para la concretización de este estudio, que beneficiara a la sociedad minera y empresarial.
EL AUTOR.
Capítulo 1:
PLANTEAMIENTO DEL ESTUDIO 1.1.- PLANTEAMIENTO DEL PROBLEMA
La empresa tomo la decisión de adquirir una chancadora nueva, de mayor capacidad, con la finalidad de ser utilizados en la minería con fines de satisfacer sus necesidades de incrementar la trituración de los minerales en el área de chancado, y elevar el nivel de producción en la planta concentradora, ante este hecho ha llegado el equipo y se realizó el montaje del equipo, luego ingreso a operación, con este cambio se elevó el nivel de producción en la área de chancado como se puede observar en la tabla No.
1.1 llegando a producir 32,687.76 TMH en un tiempo de 1056.0 Horas de operación.
Al término de su vida útil las mandíbulas, han sido reemplazadas por unas nuevas adquiridas por la empresa al proveedor, con la finalidad de que la planta concentradora tenía programado en el área de chancado el 100% de producción diaria, sin embargo solo se estaba produciendo un 72% diario y la diferencia del 28% considerado como perdida hacia que se acumule durante el mes, existiendo una deficiencia de producción enorme mensualmente como se indica en la tabla No. 1.2, cuyo objetivo fundamental era elevar el nivel de producción y evaluar la vida útil de las mandíbulas en el sistema de chancado del mineral.
Datos:
Fecha de inicio Operación: 15-11-10; Hora Inicio: 7:00a.m.
Horas de operación diaria: 23.0 hrs
Total de días Operadas: 46.0 días continuas Toneladas Trituradas día: 695.0 TMH/ día.
Tabla No.1.1: Control de Desgaste del Juego de Mandíbulas Originales 2010
MES Fechas TMH Horas Sub Total Regla Observación
/Hra Operac. total TMH je
TMH.
NOV.10 15 26.0 10.0 312.0 1.3/4" Prueba de
697.76 equipo.
35.0 11.0 385.76 1.5/8" Operación Severa 16 35.0 23.0 805.0 805.0 1.5/8" Normal 17 35.0 23.0 805.0 805.0 1.5/8" Normal 18 a 29 30.0 299.0 8970.0 1.5/8" Normal
366.0 11277.0
01 a 30 30.0 690.0 21410.0 1.5/8" Normal
DIC.10 TOTAL 1056.0 32,687.7
Fuente: Informe No. 0012-20011 MPC.
1.1.1.- Ubicación Geográfica del Asiento Minero.
El asiento minero de San Genaro, propiedad de la Castrovirreyna Cía.
Minera S.A, está ubicado en el distrito de Santa Ana, Provincia de Castrovirreyna, departamento de Huancavelica a 4,750 msnm.
La actividad económica de la Empresa está basada en el Contrato de Cesión para la Exploración y Explotación de Derechos Mineros firmado hasta el 2017 con la Compañía Minera Santa Inés y Morococha S.A., la cual es titular de los derechos mineros que conforman la Unidad de Producción San Genaro, donde desarrollamos nuestras operaciones mineras. Además, la Empresa es titular de la concesión minera Carmela, y de derechos mineros agrupados en la Unidad Económica Administrativa "El Palomo". Actualmente ambos derechos mineros se encuentran en actividad de exploración y sobre ellos no recae ningún gravamen o regalía.
Figura 1.1: Patio Central de la Mina.
Fuente: Elaboración Propia.
Figura 1.2: Ubicación de la planta concentradora Fuente: Elaboración Propia
El acceso a la mina San Genaro es por las siguientes rutas:
RUTA A: Lima- La Oroya- Huancayo- Huancavelica- Mina San Genaro a 560 Km. Aproximadamente a 10.0 horas. Via de acceso: Carretera Central - Huancavelica (asfaltada), Huancavelica- San Genaro (afirmada).
RUTA B: Lima- San Clemente (Pisco)- Rumichaca (Huancavelica)- San Genaro: 581.0 Km. Aproximadamente a 7.0 horas. Vía de acceso:
Panamericana Sur, los Libertadores (asfaltado) y Santa Inés (carretera afirmada: tramo Rumichaca- San Genaro).
Figura 1.3: Plano de ubicación de la mina.
Fuente: Tomado del plano vial del MTC. Huancavelica
1.1.2.- Historia de la Castrovirreyna Compaftia Minera S.A
La historia de CASTROVIRREYNA COMPAÑIA MINERA S.A. inicia en agosto de 1945, año en que fue constituida, por lo que se refiere a sus operaciones, estas se encuentran concentradas en la mina "San Genaro", mayormente exporta sus concentrados de mineral a clientes del exterior, por lo que resta, durante el año 2000 la Compañía ha incrementado su participación en Compañía Minera "El Palomo S.A" de 11.76 por ciento al 46.75 por ciento.
Se consagra a la exploración, desarrollo y explotación de yacimientos mineros, específicamente de minerales de plata y plomo, el total de ingresos registrado durante el año 2003 fue superior a 25 millones de soles. Por lo que toca al 2004 sobrepasó los 26 millones de soles; ahora, en cuanto a la variación porcentual de los ingresos de dichos años, aproximadamente fue del2%.
1.2.- PROBLEMA DE INVESTIGACION:
Al inicio del día 31-12-10 según Programa de Mantenimiento, se ha realizado engrase total y el cambió de un juego de mandíbulas nuevas de serie: F- 04820 1 FF-80146 con No. De parte: 80201215000 y 814390736700 proveídos por metso minerals, al realizar una inspección de las mandíbulas usadas de la chancadora se observó una serie de detalles negativas en las mandíbulas que fue materia de estudio y se realizó una modificación del chut de ingreso a la chancadora, después de 6.0 horas de parada se ha reiniciado las operaciones del chancado siendo horas 1.30 p.m.
Después de los 72.0 horas presenta fracturas de las dentaduras centrales de la mandíbula nueva, en la fija (2), y en la móvil (1), se realizó las investigaciones en operaciones mina, buscando las causas posibles por el daño presentado durante la primera semana del mes, así mismo se realizó las correcciones en nivel de cimentación y reajuste de las bases de anclaje de las mandíbulas, con apoyo del área de obras civiles
y
mantenimiento,y
con presencia de los técnicos de la firma proveedora, como se puede
apreciar en la tabla 1.2 y 1.3, las operaciones diarias y mensuales programadas no se lograron cumplir por deficiencias de las mandíbulas.
DATOS:
Horas de operación diaria: 22.0 Horas;
Promedio: 22.75 TMH 1 hora.
Tabla No. 1. 2: Producción Diaria de la Trituración en área de Chancado 2011
MES TMH/Programad Promedio-día TMH-DIF./
a día TMH/Cumplidas. DIARIA
ENER0-29 690.0 485.0 205.0
FEBRER0-28 642.0 445.0 197.0
MARZ0-29 690.0 475.0 215.0
ABRIL -29 690.0 510.0 180.0
·MAYO -29 690.0 490.0 200.0
JUNI0-29 690.0 505.0 185.0
JULI0-29 690.0 510.0 180.0
Fuente: Informe No. 073- 2011 MPC.
Tabla No.1. 3: Producción Mensual de la Area de Chancado: 2011
MES TMH-Prog TMH- TMH-difer. Fecha de Vida Util/ dias -
/Mes Cumplid/ 1 Mensual cambio Horas
Mes
ENER0-29 20,000.0 14,700.0 5,300.0 31-12-10 33.0 1 726.0 FEBRE-28 18,000.0 13,100.0 4,900.0 03-02-11 34.01 748.0 MARZ0-29 20,000.0 14,300.0 4,700.0 10-03-11 35.0 1 770.0 ABRIL -29 20,000.0 14,500.0 5,500.0 13-04-11 34.0 1 748.0 MAYO -29 20,000.0 14,950.0 5,050.0 19-05-11 37.0 1 792.0 JUNI0-29 20,000.0 15,100.0 4,900.0 21-06-11 33,0 1 726.0 JULI0-29 20,000.0 14,850.0 5,150.0 27-07-11 36.0 1 796.0
Fuente: Informe No. 082 - 2011 MPC.
1.2.1.- Mecánica de la fractura de la particula.
Al tratar de entender los mecanismos fundamentales por los que se fracturan las partículas de mineral, en el transcurso de los diversos años los investigadores han intentado aplicar los conceptos de "Físicos de la fractura"
y de la "Mecánica de la fractura", como se emplea en la ciencia de los materiales y en la mecánica de las rocas. Las partículas de mineral son heterogenias tienen normalmente fallas tanto en la macro como en la micro escala, y no siempre se comportan como materiales frágiles. Examinando materiales bien definidos y considerando luego los efectos de la naturaleza heterogenia de las partículas de mineral, se han logrado avanzar substancialmente hacia la descripción del proceso de fracturación. Rumpf y Schonert, así como Oka y Majina, han hecho aportaciones importantes. En tamaños muy pequeños, una partícula de mineral puede considerarse como material frágil, es decir que la deformación es proporcional al esfuerzo aplicado hasta el momento en que ocurre la fractura. Griffth analizo la fractura de los minerales frágiles, y este análisis ha servido de base para muchos trabajos de investigación subsecuentes, Griffth observo que están de bajo esfuerzo la presencia de fallas en un material que puede conducir a una concentración de esfuerzos en un sólido 1.
Indica que para poder obtener la evaluación de la vida útil de la mandíbula se ha tenido que elegir una aleación de combinación: Cromo-Molibdeno- Manganeso con la finalidad de obtener mejoras y mayores rendimientos,
1 Ortiz E. y Tirado J. (2005) Diseño y construcción de una trituradora de mandíbula de excéntrica elevada;
p.36
sometido a una alta frecuencia de impactos, abrasión y desgaste, que dicha aleación será de tenacidad y resistencia al frio, que lo hacen especialmente para la fabricación de las mandíbulas dentadas, según la morfología de cada elemento metálico.2
La combinación pertenecen al grupo de los aceros austeniticos por su capacidad de endurecimiento superficial, y es el más adecuado para la trituración a una resistencia de compresión superior a los 280 Mpa, con mayor precisión dimensional del rendimiento y la vida útil del elemento, donde el mineral está siempre ligado a una función de la utilización y trabajo de la máquina en calidad de los aceros3•
Tabla No. 1.4: Promedio Porcentaje Perdida de Producción Diaria de la Trituración en Área de Chancado 2011.
MES TMH/Programada Promedio-día % TMH-día día TMH/Cumplidas. Perdida.
ENER0-29 690.0 485.0 30.5%
FEBRER0-28 642.0 445.0 30.7%
MARZ0-29 690.0 475.0 31.2%
ABRIL -29 690.0 510.0 26.2%
MAYO -29 690.0 490.0 29.9%
JUNI0-29 690.0 505.0 26.8%
JULI0-29 690.0 510.0 26.1%
100.0 71.3% 28.7%
Fuente: Informe No. 074-2011 MPC.
2 Aceros y Suministros S.A. (2012}, p.8; Información Técnica, Bilbao- España.
3 Aceros y Fundiciones S.A. (2011}, p. 10: Información Técnica, Lima- Perú.
Tabla No. 1.5: Porcentaje de Perdida Producción Mensual de la Trituración en área de Chancado 2011.
MES TMHIProgramada Promedio-día o/o TMH- día TMH/Cumplidas. Mensual
Perdida
ENER0-29 20,000.0 14,700.0 24.5%
FEBRER0-28 18,000.0 13,100.0 34.5%
MARZ0-29 20,000.0 14,300.0 28.5%
ABRIL -29 20,000.0 14,500.0 27.5%
MAYO -29 20,000.0 14,950.0 25.3%
JUNI0-29 20,000.0 15,100.0 24.5%
JULI0-29 20,000.0 14,850.0 27.6%
100.0 73.5 27.5 o/o
Fuente: Informe No. 075- 2011 MPC.
Con los datos que se indicaron en las tablas 1.4 y 1.5 de pérdidas, se ha tratado de recuperar la producción en la planta concentradora mediante la mejora de la resistencia mecánica de las mandíbulas.
1.3.-
FORMULACION DEL PROBLEMA:En base a los fundamentos mencionados, se estableció la siguiente interrogante.
¿Cómo evaluar Jos componentes metalúrgicos de las mandíbulas de trituración para mejorar vida útil de las mandíbulas de la chancadora primaria en Castrovirreyna Cía. Minera S.A.?
1.3.1.- Objetivo General.
El objetivo fundamental de la presente investigación es:
Evaluar los componentes metalúrgicos de las mandíbulas de trituración para mejorar la vida útil de la mandíbula de la chancadora primaria en Castrovirreyna Cía. Minera S.A.
1.4.- JUSTIFICACIÓN E IMPORTANCIA DEL PROYECTO.
El tema de la investigación es a raíz del desgaste prematuro de la vida útil de las mandíbulas durante la trituración del mineral, este fenómeno hizo que dificultara el proceso de avance de la trituración durante las operaciones de la producción en la área del chancado, y las paradas imprevistas de los equipos que iban en cadena, ocasionando pérdidas y derrames de mineral, motivo por la cual se hizo una evaluación para los tratamientos y la mejora de la estructura física de las mandíbulas fija y móvil.
Esta investigación motivó a obtener un nivel máximo de conocimiento técnico, y se corrió el riesgo de falla de su estructura durante el proceso de fabricación, teniendo como cuidado la máxima resistencia posible a la fatiga y a la confiabilidad, y así obtener una disponibilidad fiable en el proceso, y que fue rentable a un costo reducido por tonelada de producción. Durante el proceso de la investigación metalúrgica se ha notado las limitaciones en el costo de adquisiciones de los materiales a utilizarse para cada uno de los tratamientos y las consideraciones del tiempo para la mejora económica de la producción.
1.4.1.- Logros Alcanzados
La empresa autoriza a la superintendencia de mantenimiento a coordinar para que se cumpla la fabricación de las mandíbulas de la chancadora, con las empresa de fundición dedicadas a las fabricación de los componentes, para lo cual se ha visitado a las firmas: "Funcal", Fundición Callao, "Funvesa"
Fundición ventanilla S.A., "Fm" Fundición y Maestranza.
Elegida a fundición y Maestranza se realizó las coordinaciones para el:
Tratamiento No. 1: Los resultados adquiridos son los siguientes:
Horas de operación= 22.0 horas.
Total de días operadas= 32 días continuas
Promedio. Toneladas trituradas día = 620.0 TMH 1 día Total Toneladas trituradas Mes= 19,840.0 TMH Total horas operadas mes = 704.0hrs.
Tratamiento No. 2: Como resultado se tiene lo indicado.
Horas de operación= 22.0 horas.
Total de días operadas= 34 días continuas
Promedio. Toneladas trituradas día = 640.643 TMH 1 día Total Toneladas trituradas Mes= 21,781.0 TMH
Total horas operadas mes= 748.0hrs.
Tratamiento No. 3: Resultados obtenidos.
Horas de operación= 22.0 horas.
Total de días operadas = 42 días continuas
Promedio. Toneladas trituradas día = 665.93667 TMH 1 día Total Toneladas trituradas Mes= 27,969.34TMH
Total horas operadas mes= 924.0hrs.
Tratamiento No. 4: Resultados obtenidos.
Horas de operación = 22.0 horas.
Total de días operadas = 37 días continuas
Promedio. Toneladas trituradas día = 645.960 TMH 1 día Total Toneladas trituradas Mes= 23,900.48 TMH
Total horas operadas mes= 814.0hrs.
De estos 4 tratamientos el que 'dio mejor resultados es el tratamiento No.3;
porque las toneladas tratadas son 27,969.34 TMH, que comparados con el original de 32,687.7636 HMH están muy cerca y tuvo un comportamiento de 33% de producción y horas de trabajo. Pero con la finalidad de querer seguir subiendo la mejora en el tratamiento No. 4, se cae con una diferencia de 1803.06 TMH. Debido a las variaciones del porcentaje de componentes en los elementos seleccionados.
1.4.2.-Beneficios.
El beneficio fue para el tesista, debido a que se ha concretado las expectativas planificadas para los tratamientos metalúrgicos y estructurales de las mandíbulas, para la chancadora primaria, determinando una mejor configuración de .los componentes a utilizarse durante el proceso de la
fundición, en base a esta expectativa crece aún más el interés en el uso de mejorar la tecnología experimental. Sin embargo el beneficio logrado a continuación se da a conocer:
A 1.-lnicialmente el comportamiento de la mandíbula en la máquina, ha mejorado notablemente el proceso de la trituración durante los 32.0 días operadas, con 704.0 horas mes.
A2.-Por la existencia de una producción continua se ha abastecido las tolvas de finos normalmente en el tiempo previsto de 22.0 horas, evitando paradas imprevistas en los equipos de la planta de beneficio con 5,140.0 TMH., con un incremento de trituración de 135.0 TMH a favor diaria.
Tabla No. 1.6: Comparación de la Producción y Hora mensual tratamiento 1.
Descripción Proceso Tratamiento Diferencias
Enero 11 No.1 totales
Horas Operación 23.0 22.0 1.0
Total días Operad. 33.0 32.0 1.0
Total TMH día 485.0 620.0 135.0
Total TMH Triturad. 14,700.0 19,840.0 5,140.0
Total Hrs. Mes 726.0 704.0 22.0
Fuente: Elaboración propia.
Tabla No. 1.7: Comparación de la Producción y Hora mensual Tratamiento 2.
Descripción Proceso Tratamiento Diferencias
Marzo 11 No. 2 totales
Horas Operación 23.0 22.0 1.0
Total días Operad. 35.0 34.0 1.0
Total TMH día 475.0 640.0 165.0
Total TMH Triturad. 14,300.0 21,781.0 7,481.0
Total Hrs. Mes 770.0 748.0 22.0
Fuente: Elaboración propia.
81.- Por el comportamiento de las mandíbulas de la trituradora, se va superando notablemente el proceso de la trituración durante los 34.0 días operadas, con 7 48.0 horas mes.
82.- Por la mejora de la producción en forma continua se ha abastecido las tolvas de finos normalmente en un tiempo de 22.0 horas, evitando paradas imprevistas de los molinos de la planta de beneficio con 7,481.0 TMH., de incremento con trituración de 165.0 TMH a favor diariamente.
Tabla No. 1.8: Comparación de la Producción y horas mensual tratamiento 3.
Descripción Proceso Tratamiento Diferencias
Abril: 11 No.3 totales
Horas Operación 23.0 22.0 1.0
Total días Operad. 34.0 42.0 8.0
Total TMH día 510.0 665.93 155.93
Total TMH Triturad. 14,500.0 27,969.0 13,469.0
Total Horas Mes 748.0 924.0 176.0
Fuente: Elaboración propia.
C1.- La trituradora ha tenido un comportamiento eficiente donde la máquina, ha mejorado notablemente en el proceso de la trituración durante los 42.0 días operadas continuamente, con 924.0 horas mes.
C2.- Con un mejoramiento de producción continua se ha abastecido las tolvas de finos normalmente incrementando el tiempo de 176.0 horas, evitando paradas imprevistas de Jos molinos de la planta de beneficio con 13,469.0 TMH., con incremento en la trituración de 155.93 TMH a favor diarias.
Tabla No. 1.9: Comparación de la Producción y Horas mensual tratamiento 4.
Descripción Proceso Tratamiento Diferencias Mayo: 11 No. 4 totales
Horas Operación 23.0 22.0 1.0
Total días Operad. 36.0 37.0 1.0
Total TMH día 510.0 645.96 135.96
Total TMH Triturad. 14,950.0 23,900.48 8;950.48
Total Hrs. Mes 792.0 814.0 22.0
Fuente~ Elaboración propia.
01.- Por el comportamiento de la máquina, se ha mejorado notablemente el proceso de la trituración durante los 37.0 días operadas, con 814.0 horas mes.
02.- La producción fue continua y se ha abastecido las tolvas de finos normalmente en el tiempo previsto de 22.0 horas, evitando paradas imprevistas de los molinos de la planta de beneficio con 8,950.48 TMH., de incremento con trituración de 135.96 TMH a favor diarias.
03.- Con estos antecedentes de la mejora tanto en la producción como la vida útil de las mandíbulas, servirá como referencia estos tratamientos para que en otras unidades mineras logren optimizar la trituración, y elevar el incremento de la producción que tienen las mismas características en la operación de la área de chancado.
Estos procesos de tratamientos metalúrgicos ayudaron a mejorar a las empresas como a: mineras polimetálicas y no metálicas, tratamientos de materiales agregados, constructoras de obras civiles, y otros; es la solución para el incremento de materiales con trituradoras primarias de mandíbulas, en caso de que existen fallas en la estructura metalúrgica de la fundición.
Tabla No. 1.10 Control de la Vida útil de las mandíbulas Originales
Marca de las Código de F abric. Periodo en Hrs. MESES Mandíbulas. Mandíbulas Vida Útil
Original F-04820/FF-80146/ 726.0
ENERO
MM
Original F-04824/FF-83143 1 748.0
FEBRERO
MM
Original F-04826/FF-86148/ 770.0
MARZO
MM
Original F-04823/FF-85149 1 748.0
ABRIL
MM
Original F-04827/FF-89141 1 792.0
MAYO
MM
Original F-04828/FF-81142/ 726.0
JUNIO
MM
Original F-04822/FF-88147/ 796.0
JULIO
MM
. ,
Fuente: Elaborac1on Prop1a.
Capítulo 2:
MARCO TEORICO
2.1.- ANTECEDENTES DE LA INVESTIGACIÓN
Se ha revisado investigaciones diversas relacionadas a las variables del estudio presente, como antecedentes son lo siguiente:
Marticorena R. y Vflchez R. (2013), en su tesis titulada; Selección e Instalación de Equipos Maquinarias para una Planta Concentradora de Minerales Polimetálicos de la Empresa Minera San Juan Evangelista, en la Facultad de Ingeniería Metalúrgica y Materiales de la UNCP., Indica que la minería juega un rol importante en la economía a través de la generación de valor agregado, divisas, impuestos, inversión y empleo. La importancia de la minería se hace evidente por su participación en la actividad económica a
nivel internacional la minería ha experimentado un importante dinamismo en la provisión de devisas a la economía, la generación de ingresos fiscales por impuestos, regalías mineras, creación de empleos directos e indirectos, y el incremento del crecimiento potencial de la economía. La minería ha adquirido relevancia para explicar la evolución de la inversión nacional, situación que será más clara dadas las perspectivas de proyectos mineros de clase mundial, el incremento del valor agregado del sector tendrá impactos beneficiosos en la economía. Este aumento, además se produce se produce junto con la dinamización de los mercados laborales locales sin un efecto negativo sobre la actividad agrícola, además se observa una reducción de los niveles de pobreza dependiendo del modelo asociado a la actividad minera y mayores índices de desarrollo humano. La minería es el principal factor exportador y contribuyente a las rentas de empresas y además es financiador de presupuestos en los departamentos mineros de las transferencias por canon y regalías mineras a favor de los Gobiernos Locales y Regionales, cuya participación sube por encima del 20%, y permitiendo financiar la expansión de inversión pública, debido que es uno de los sectores económicos que más invierte, y que la entrada de un gran proyecto que genera impactos importantes.
Reducción de tamafto por trituración.
La reducción de tamaño por trituración, s'On utilizados para designar las operaciones de subdivisión de solidos por medios mecánicos. Estas se realizan con frecuencia cuando la variedad de tamaños de los sólidos no son
adecuados para su posterior proceso. Pese a que se utiliza un gran volumen de la maquinaria destinada a la trituración, los intentos que se han realizado para desarrollar una teoría de trituración por medio de fórmulas matemáticas han sido poco convincentes. Sin embargo se desarrollaron varias teorías de trituración que no expresan en la práctica con exactitud el comportamiento de una máquina de trituración, cuyo objetivo principal es de reducir el tamaño de los trozos del mineral. La trituración primaria, reduce normalmente el tamaño de los trozos de mineral a un valor comprendido de 6" a 1.1/2", los productos obtenidos se criban en un tamiz vibrante con el objeto de separar aquellas partículas cuyo tamaño que ya es suficientemente fino con el consiguiente aumento en la capacidad de las quebradoras secundarias. Las trituradoras de mandíbulas comprenden las denominadas de acción periódica, conocidas como Trituradoras de Mandíbulas que constan normalmente de dos bloques de aceros al manganeso colocadas una frente a la otra de las cuales una es fija y la otra es móvil, el mineral que se va a triturar se carga en la quebradora por su parte superior, el mecanismo por el que se realiza la trituración se basa es la misma acción de aplastamiento de las quebradoras de mandíbulas. Las trituradoras de mandíbulas se utilizan principalmente para la desintegración del material grueso produciendo en material regular, puntiagudo y con aristas, estas trituradoras que desintegran las rocas en forma similar a la mistificación que ejerce el ser humano sobre los alimentos.
Gamarra L. y Rojas U. (2014). En su tesis titulada Evaluación del Circuito de Chancado de la planta Concentradora Yauliyacu - Casapalca; en la Universidad Nacional del Centro del Perú, Facultad de Ingeniería Metalúrgica y Materiales, establece que en la sección de chancado empieza la conminución de minerales que se dan con el objetivo de reducir el tamaño del mineral para que este entre con un tamaño de partícula adecuado a la sección molienda.
Conminución de materiales.
El término de conminución de materiales es aquel con que se designan a la reducción de tamaño de rocas grandes en fragmentos pequeños, la importancia de esta operación para el procesamiento de minerales, radica en que mediante ella es posible liberar los minerales, valiosos de los estériles para los procesos posteriores de concentración. La conminución requiere de un elevado consumo de energía que en muchos casos representa más del 60% de los costos operativos de las plantas concentradoras, sin embargo se ha demostrado que gran parte de la energía mecánica suministrada a un proceso de conminución se consume en vencer resistencias nocivas tales como:
• Deformaciones elásticas de las partículas antes de romperse.
• Deformaciones plásticas de las partículas que originan la fragmentación de las mismas.
• Fricción entre las partículas
• Vencer la inercia de las piezas de la maquina
• Deformaciones elásticas de la maquina
• Producción de ruido, calor y vibración de la instalación
• Generación de electricidad
• Roce entre partículas y piezas de la maquina
• Perdidas de eficiencia en la transmisión de energía eléctrica y mecánica.
La reducción de tamaños generalmente se lleva a cabo en diferentes etapas desde fragmentos grandes hasta reducirlos a tamaños adecuados a la etapa sub-siguiente que viene a ser la molienda. Las etapas de chancado los minerales alimentados a los circuitos pueden ser tan grandes como 5" y los productos tan finos 3/8", para ellas se requieren varias etapas de reducción de tamaños hasta lograr un producto adecuado. En el chancado primaria es fracturada la mena de alimentación proveniente de la mina desde 30" hasta 6" a 4", estos rangos son usuales en la gran minería mientras que en la pequeña minería es muchas veces la única, reduciendo tamaños máximos de 6" a productos de 3/8" que están pueden llevar a cabo en chancadoras de mandíbulas o giratorias.
Urday Peña, D. (2013). Indica en su tesis titulada Diseño de una planta móvil de trituración de caliza para una capacidad de 50 TN/H; de la facultad de Ciencias e Ingeniería de la PUCP. Dada la importancia de estas industrias las plantas de trituración actualmente buscan mejorar sus eficiencias, reducir sus tiempos de producción, mejorar la disponibilidad de materias primas, con todo esto reducir sus costos de producción.
La ventaja es la reducción en el tiempo de la puesta en marcha de la planta deben estar listas por lo menos 1 día, mientras las plantas estacionarias pueden demorar hasta 1 semana para empezar a producir. Los requerimientos de la trituración es la primera etapa de la operación de reducción de tamaño de las materias, primeras en el proceso de producción, que tiene por objeto obtener un producto fácilmente transportable. Los posibles procesos para la planta de trituración es la de seleccionar mejor rendimiento para la planta, considerando las alternativas distintas del proceso, ventajas y desventajas para luego tomar una decisión final. La trituradora de mandíbulas es uno de los equipos de trituración más utilizados en la producción minera, adecuada para triturar piedras y minerales de alta dureza, dureza media, y suave, cuya fuerza de resistencia a la presión. Los parámetros de selección debemos considerar los siguientes parámetros.
• La capacidad debe ser mayor debido que es el primer equipo en la operación de la planta, habrán pérdidas y se debe cumplir con su capacidad indicada.
• La restricción del tamaño de entrada el material a la trituradora de mandíbula la pone el fabricante, que es un porcentaje del tamaño de la boca de entrada.
• El tamaño de la salida del material debe ser lo más pequeño posible.
Altamirano Oporto, J. (2011). En su tesis titulada, Estudio técnico económico para la ampliación de la planta concentradora de minerales Bertha; de la Facultad de Ingeniería Química, de la Universidad Nacional del Callao. Perú,
Dice; que la trituración se debe principalmente a cuatro modos de fractura como: impacto, compresión, atrición, y corte; dependiendo del mecanismo de la roca y el tipo de carga. La trituración por impacto, la fragmentación se produce debido a un golpe instantáneo y seco de un material solido duro sobre la partícula de la roca o mineral o por golpe de la partícula contra el sólido duro o finalmente por choques entre partículas. La trituración por atrición, las partículas se desmenuzan debido a fuerzas de fricción que se generan entre dos superficies duras o entre partículas, saliendo partículas bastante pequeñas y medianas. La trituración por corte, se produce debido a una fuerza cortante. Y la trituración por compresión se produce por la acción de una fuerza de compresión generada entre dos superficies duras.
Chillce V. y Rojas R. (2012). Indica en su tesis titulado; Implementación del sistema experto en molinos para optimizar la molienda del circuito de cobre en la planta concentradora de la sociedad minera cerro verde s. a. a.; de la FIMM. UNCP. Huancayo- Perú, conduye que "para la área de chancado primario el mineral proveniente de la mina viene a la chancadora reducido de tamaño por el acción del minado, que es la que inicia el proceso dentro de la planta."
Arratia Henriquez, Marco A. (2006), Indica en su tesis titulada; Modelo matemático para la estimación de la vida útil de revestimiento en molinos semiautogenos, en la Universidad Austral de Chile, Escuela de Ingeniería Mecánica, de Valdivia-Chile; que el tratamiento y conminución de mineral,
que actúan como elementos de chancado, protección y desgaste. La vida útil de estas mandíbulas están delimitadas y determinadas principalmente por el desgaste que sufren en operación durante el proceso del chancado, siendo la causa más relevante de indisponibilidad y reemplazo de mandíbulas gastados, los cuales inciden directamente en sus costos de operación y metas productivas.
Los principales mecanismos y elementos de desgaste a que están sometidas son la abrasión, impactos y corrosión que bibliográficamente se han publicado y propuesto modelos de naturaleza empírica y determinista para describir y determinar el desgaste y las vidas útiles de las mandíbulas, modelos basados y asumidos matemáticamente mediante relaciones lineales en el tiempo o el tonelaje. Esto ha generado que actualmente muchas plantas concentradoras analicen y proyecten las mediciones de desgaste por medio de regresiones lineales sencillas e idealizadas del fenómeno, frente al desgaste que está sometido durante su vida útil. Se obtuvieron resultados favorables en las predicciones y estimaciones de la vida útil de estas mandíbulas, determinando para cada uno, intervalos de las probables fechas de reemplazo; sugiriendo así la planificación y programación de las fechas de mantención, las cuales influyen directamente en la disponibilidad de la chancadora y de la planta concentradora en general.
Métodos de trabajo:
• Análisis e identificación de los mecanismos de desgaste.
• Descripción de las técnicas y procedimientos de recolección de datos y medición de desgaste en terreno.
• Aplicación de los criterios de planta
• Análisis de los datos históricos anuales del tonelaje de producción en chancado de la planta.
• Desarrollo del modelo matemático descriptivo del desgaste.
• Realización de una simulación y comparación de los resultados obtenidos por medio del nuevo modelo y el tradicional utilizado con los datos ya existentes.
• Discusión de las ventajas técnicas y económicas de la solución propuesta.
Las mandíbulas de acero, a los que este estudio se aboco, son fabricados principalmente de aleaciones blancas como el Cromo-molibdeno, Cromo manganeso, sometidos a tratamientos térmicos con el fin de otorgar mayor dureza y resistencia superficial al impacto y desgaste.
2.2.- BASES TEORICAS.
2.2.1.- Estudio Teórico.
La chancadora primaria es una máquina donde se realiza la trituración primaria del mineral bruto, es decir, chanca el mineral que nos entrega la mina para la chancadora secundaria En la sección chancado tenemos un tipo de chancadora primaria, que viene a ser la trituradora de quijada Kue - ken de 24" x 36" No 95 La chancadora de mandíbulas opera por
aplastamiento de las rocas entre dos mandíbulas, una móvil que se acerca y aleja de una fija (en una trayectoria constante) en una cavidad determinada.
El trozo de mineral se introduce entre las mandíbulas, al acelerarse la mandíbula móvil y presionar, se aplasta y se quiebra al alzarse ésta, el material triturado desciende hacia la abertura formada por las mandíbulas, y en el siguiente acercamiento sufre una nueva fragmentación y así sucesivamente hasta alcanzar las dimensiones que le permitan salir por la descarga. El reemplazo de aceros desgastados es un importante costo de operación, puesto que el consumo de acero debido al desgaste representa cerca de la cuarta parte de los costos totales anuales de operación de una planta·de procesamiento de minerales. (Díaz, C.2014 p.22).
El IV Congreso de Chancado de Minerales, organizado por EDOCTUM, dejó interesantes conclusiones. Algunas de ellas relacionadas a la optimization del rendimiento, innovación en la conminución de minerales, control del polvo, innovaciones para optimizar la reducción de pebbles, gestión de contratistas, entre otros. Sobre la optimización de rendimiento de Mantle y Bowl liner de chancadora HP 400, Moisés Mascco, Jefe de Mantenimiento de Compañía Minera Volean, comentó que al ser la chancadora una parte del circuito, su rendimiento depende, en parte, de la selección y funcionamiento correcto de alimentadores, cintas transportadoras, cribas;
estructura soporte, motores eléctricos, componentes de unión y tolvas intermedias. "Una especial atención debe observarse con algunos factores que pueden disminuir los rendimientos del molino, tales como la alimentación
conteniendo materiales plásticos, presencia de finos en la alimentación de la chancadora, humedad de los materiales, segregación en la alimentación y mala distribución de la alimentación en tomo a la cámara de trituración", sugirió. Del mismo modo, mencionó a la ausencia de control de caudal, la insuficiente producción de las cintas transportadoras. Para un circuito cerrado, insuficiente superficie de scalpers o cribas, insuficiente dimensionamiento del conducto de evacuación, material extremadamente duro y resistente y funcionamiento del molino a distinta velocidad de la recomendada. Al abordar el rendimiento actual, dijo que las piezas son tratadas térmicamente (Temple 11 00 oc) y enfriadas en agua, hasta la temperatura del ambiente, para hacer que la estructura sea autentica y evitar la formación de carburos en los bordes de granos. "La dureza de las piezas esta entre los 145 -160 BHN, a medida que las piezas son sometidas a impacto la dureza aumenta por acritud pudiendo llegar hasta los 550 BHN", indica. (Moisés Mascco. 2014; WWVV.horizonteminero.com)
Innovaciones en las conminución de minerales otra de las destacadas exposiciones estuvo a cargo de Jorge Ventosilla Shaw de MBA &
Metallurgical Engineer, quien hizo mención a la importancia del chancado y molienda en el procesamiento de minerales y la industria de agregados, así como a la importancia de los equipos auxiliares. El especialista mencionó algunos aspectos importantes de la conminución seca, entre las que destacan en el proceso de concentración de minerales, conseguir el mejor tamaño técnico y económico para el siguiente de conminución: molienda.
Con esto explica que se consigue reducir el área (edificio) de la molienda, reducir el tamaño del molino y reducir los costos operativos. "Es más barato chancar que moler (diminution energía, repuestos, agua)", asegura. Explicó que para conseguir la mejor selección del sistema de conminación seca, se debe realizar una evaluación técnica económica de la conminución, desde la voladura. Asimismo, realizar pruebas con diferentes tipos de equipos y la selección debe incluir propiedades físicas de los minerales, la selección de diferentes equipos y el mejor diagrama de flujo. (Ventocilla, J. 2014, lMNW.horizonteminero. com).
Se debe hacer un seguimiento del desgaste en función del tonelaje, lo cual permitirá predecir la vida útil de cada mandíbula, teniendo claro que esto solo puede usarse como referencia. El método a definir debe considerar la medición del espesor de cada tipo comparándolo con el espesor original y obtener un modelo de seguimiento del desgaste medido en función del tonelaje o de la energía consumida o simplemente de las horas de operación de la chancadora primaria, con lo cual se podrá predecir la vida útil de todas las piezas. Señala que el "desgaste es uno de los más importantes problemas que deben enfrentar las plantas de procesamiento de minerales en la industria minera, debido a sus altos costos de operación, señalando que las leyes establecidas y desarrolladas sobre el desgaste, tienen que examinarse, estudiar e investigar el problema del desgaste, que constituye una importante prioridad a desarrollar''. (Svedala Grinding Metso Minerals, 1999 p.11).
La Gestión de Contratistas en las labores de mantenimiento chancado fue otro de los temas que se abordaron en el IV Congreso de Chancado de Minerales. Jorge Medina Rodríguez, Gerente de Seguridad y Salud Ocupacional de Southem Perú Copper Toquepala desarrolló el tema y refirió que es importante involucrar a los contratistas porque son una valiosa fuente de conocimientos y porque pueden aportar importante experiencia adquirida con otros clientes. "Para evitar incidentes y seleccionar a los contratistas seguros, es importante establecer y hacer cumplir las expectativas de seguridad antes de otorgar un contrato, comunicar activamente todas las expectativas de seguridad establecidas en el contrato al personal correspondiente y realizar reuniones frecuentes de seguridad con el contratista, con fechas claramente comunicadas", recomienda. Asimismo, agrega que es relevante también establecer un consejo y luego un comité de seguridad de contratistas en las instalaciones en las que estos se encuentren presentes, plantear1e a los contratistas las expectativas específicas para la instalación a fin de garantizar que tengan la información actualizada y evaluar anualmente el proceso y el avance, y comparar los esfuerzos en relación con otras empresas. (Medina, Jorge, 2014:
WWW. horizonteminero. com).
La tribología es la ciencia que se encarga de estudiar la fricción, el desgaste y la lubricación que tiene lugar durante el contacto entre superficies sólidas en movimiento. El término es usado universalmente desde finales del siglo
XX. Para entender la tribología se requiere de conocimientos de física, de química y de la tecnología de los materiales. Las tareas de un especialista en tribología (tribólogo) son las de reducir la Fricción y el desgaste para conservar y reducir energía, lograr movimientos rápidos y precisos, incrementar la productividad y reducir el mantenimiento.
Con la tribología como ciencia se estudia la fricción y sus efectos asociados, como el desgaste, tratando de prevenirlos con mejores diseños y prácticas de lubricación. Tomando en cuenta, entre otros aspectos de la maquinaria industrial, los siguientes:
• El diseño
• Los materiales de las superficies en contacto
• Los sistemas de lubricación
• El medio circundante
• Las condiciones de operación
La tribología está presente en todo lugar donde existan partes en movimiento tales como: engranajes, rodamientos, embragues, frenos, árboles de levas, sellos, chumaceras, etc. La tribología se centra en el estudio de tres fenómenos:
1. La Fricción entre dos cuerpos en movimiento 2. El desgaste como efecto natural de este fenómeno 3. La lubricación como un medio para reducir el desgaste
La fricción se define como la resistencia al movimiento durante el deslizamiento o rodamiento que experimenta un cuerpo sólido al
desplazarse sobre otro con el cual está en contacto. Esta resistencia al deslizamiento depende de las carac