UNIVERSIDAD NACIONAL DEL CENTRO DEL PERÚ FACULTAD DE INGENIERÍA MECÁNICA
TESIS
IMPLEMENTACIÓN DE UN PLAN DE MANTENIMIENTO PREVENTIVO PARA MEJORAR LA DISPONIBILIDAD DEL
EMPERNADOR SMALL BOLTER 99 DE PEGAMA INGENIEROS S.A.C.
PRESENTADO POR:
CHIPANA CALDERON, Jhonatan Poul
PARA OPTAR EL TÍTULO PROFESIONAL DE:
INGENIERO MECÁNICO
HUANCAYO - PERÚ
2022
i ASESOR
Ing. Armando Felipe Calcina Sotelo
ii AGRADECIMIENTO
En primer lugar, agradecer a dios por darme esa oportunidad para seguir en el sendero de la vida y lograr ser un profesional con humildad para servir a la sociedad.
iii DEDICATORIA
Dedico este trabajo de investigación de todo corazón a mis queridos padres quienes me apoyan en todo momento y gracias a ellos lograr realizar mi sueño que es ser un ingeniero útil a la sociedad.
Jhonatan.
iv RESUMEN
La empresa minera 1 tiene como fuente de ingreso la actividad minera mediante las operaciones de exploración, extracción de concentrados, así como su tratamiento y venta; entre la flota con la que cuentan se encuentra el empernador SMALL BOLTER 99, de la que se poseen tres unidades. Los registros fueron realizados en ciertos meses del año 2020 y 2021, donde se midió la disponibilidad de una de estas máquinas, se pudo observar que estos datos fluctuaban entre 72% y 80%; por lo que se planteó implementar un proyecto de plan de mantenimiento que permitiera incrementar estos valores.
Luego de la implementación del plan de mantenimiento se consiguió alcanzar una disponibilidad promedio de 88,26%, en contraste con el promedio anterior que era de 76,78%. Para verificar la significancia estadística de este promedio se aplicó una prueba t de Student, así como su interpretación; que determinó que existe una diferencia significativa grande entre los grupos de datos estudiados. El nuevo plan de mantenimiento hizo uso de horómetros de la máquina y tiempos de trabajo para programas las actividades de mantenimiento. Además, se implementaron registros de tiempos de trabajo e historiales de fallos.
Palabras claves: Empernador, mantenimiento, disponibilidad, registros, historiales.
v ABSTRACT
The mining company Pegama Ingenieros S.A.C. has as a source of income the mining activity through exploration operations, extraction of concentrates, as well as its treatment and sale; Among the fleet they have is the SMALL BOLTER 99 bolter, of which they have three units. The records were made in certain months of the year 2020 and 2021, where the availability of one of these machines was measured, it was observed that these data fluctuated between 72% and 80%; Therefore, it was proposed to implement a maintenance plan project that would allow these values to be increased.
After the implementation of the maintenance plan, an average availability of 88.26% was achieved, in contrast to the previous average of 76.78%. To verify the statistical significance of this average, a Student's t- test was applied, as well as its interpretation; which determined that there is a large significant difference between the groups of data studied. The new maintenance plan made use of machine hours and labor times to schedule maintenance activities. In addition, records of work times and failure histories were implemented.
Keywords: Bolter, maintenance, availability, records, history.
vi INDICE GENERAL
ASESOR ... i
AGRADECIMIENTO ... ii
DEDICATORIA ... iii
RESUMEN ... iv
ABSTRACT... v
INDICE GENERAL ... vi
ÍNDICE DE FIGURAS ... ix
ÍNDICE DE TABLAS ... x
INTRODUCCIÓN ... 1
CAPÍTULO I PROBLEMA DE INVESTIGACIÓN 1.1 Planteamiento del problema ... 4
1.2 Formulación del problema ... 6
1.2.1 Problema general ... 6
1.2.2 Problemas específicos ... 6
1.3 Objetivos de la investigación ... 7
1.3.1 Objetivo general ... 7
1.3.2 Objetivos específicos ... 7
1.4 Justificación e importancia de la investigación ... 7
1.5 Alcances y limitaciones ... 9
CAPÍTULO II MARCO TEÓRICO 2.1 Antecedentes ... 11
2.2 Teoría básica ... 18
2.2.1 Mantenimiento ... 18
vii
2.2.2 Tipos de mantenimiento ... 23
2.2.3 Mantenimiento preventivo ... 27
2.2.4 Disponibilidad mecánica ... 30
2.2.5 Empernador SMALL BOLTER 99 ... 32
2.3 Definiciones conceptuales y operacionales ... 37
2.3.1 Definiciones conceptuales ... 37
2.3.2 Definiciones operacionales... 38
2.4 Hipótesis ... 38
2.4.1 Hipótesis general ... 38
2.4.2 Hipótesis específicas ... 39
CAPÍTULO III DISEÑO METODOLÓGICO 3.1 Método de investigación... 40
3.2 Tipo de investigación ... 41
3.3 Nivel de investigación... 41
3.4 Diseño de la investigación ... 42
3.5 Población, muestra o unidad de observación ... 43
3.6 Variables de la investigación ... 44
3.7 Técnicas e instrumentos de investigación ... 45
3.7.1 Técnicas e instrumentos de recolección de datos ... 45
3.7.2 Técnicas de procesamiento de datos ... 45
CAPÍTULO IV IMPLEMENTACIÓN DE UN PLAN DE MANTENIMIENTO PREVENTIVO DEL EMPERNADOR SMALL BOLTER 99 4.1 Planeamiento del plan de mantenimiento ... 47
4.1.1 Análisis de la situación actual... 47
4.1.2 Objetivos del plan de mantenimiento ... 48
viii
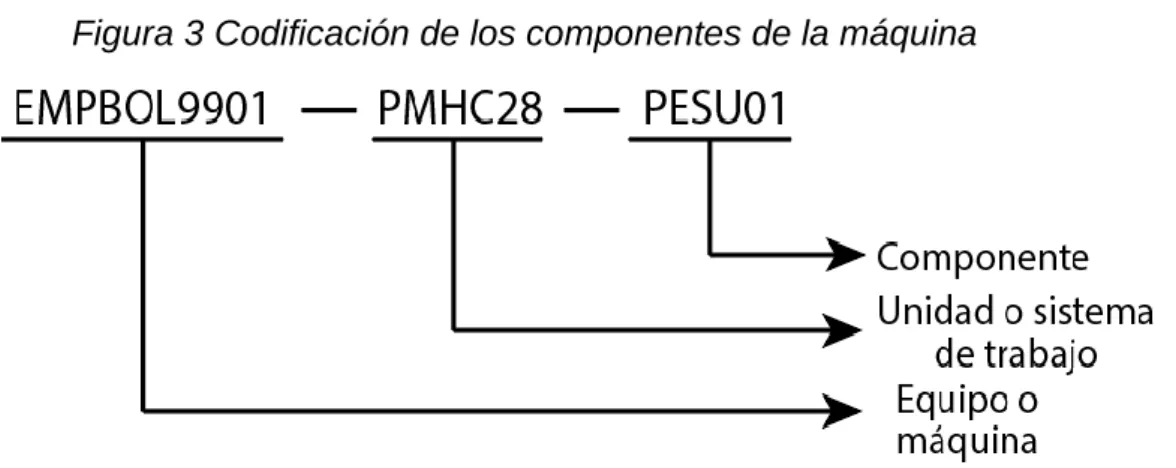
4.1.3 Codificación de la máquina ... 50
4.2 Programación del plan de mantenimiento ... 62
4.2.1 Perforadora Montabert HC 28 MH ... 62
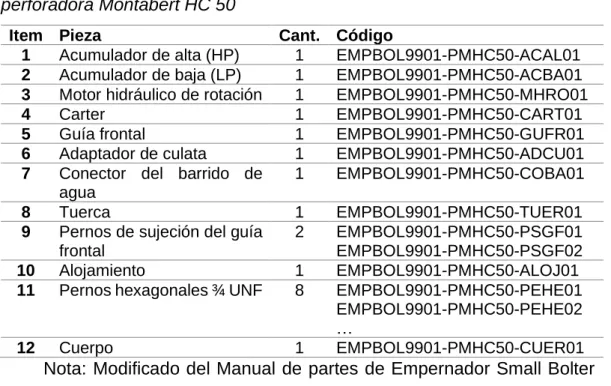
4.2.2 Perforadora Montabert HC 50 ... 63
4.2.3 Torreta T99 ... 65
4.2.4 Boom 12.2 ... 66
4.2.5 Sistema de control y perforación y fortificación ... 67
4.2.6 Carrier ... 68
4.2.7 Sistema de agua y aire ... 70
4.2.8 Cable Reel... 71
4.3 Observación del plan de mantenimiento ... 72
4.3.1 Registro de actividades de mantenimiento ... 72
4.3.2 Registro de tiempos de mantenimiento ... 73
CAPÍTULO V RESULTADOS DE LA INVESTIGACIÓN 5.1 Presentación de resultados ... 75
5.2 Análisis de los resultados ... 85
5.3 Contrastación de hipótesis ... 89
5.4 Discusión de resultados ... 94
CONCLUSIONES ... 98
RECOMENDACIONES ... 100
REFERENCIAS BIBLIOGRÁFICAS ... 102
ANEXOS ... 106
ix ÍNDICE DE FIGURAS
Figura 1 Tipos de mantenimiento en base a UNE-EN 13306 ... 26 Figura 2 Dimensiones del empernador Small Bolter 99 ... 33 Figura 3 Codificación de los componentes de la máquina ... 51 Figura 4 Componentes principales de la perforadora Montabert HC 28 MH ... 51 Figura 5 Componentes principales de la perforadora Montabert HC 50 .. 52 Figura 6 Componentes principales de la torreta T99 ... 53 Figura 7 Componentes principales del Boom 12.2 ... 55 Figura 8 Componentes principales del tanque hidráulico para movimiento
de la máquina y perforación ... 56 Figura 9 Componentes principales de la unidad de potencia hidráulica .. 58 Figura 10 Componentes principales del Carrier... 59 Figura 11 Componentes principales del sistema de agua y aire ... 60 Figura 12 Componentes principales de la perforadora Montabert HC 50 61 Figura 13 Tiempos de operación en las actividades de mantenimiento .. 77 Figura 14 Tiempos de transporte en las actividades de mantenimiento .. 78 Figura 15 Tiempos de espera en las actividades de mantenimiento ... 79 Figura 16 Tiempos de inspección en las actividades de mantenimiento . 80 Figura 17 Tiempos de almacén de actividades de mantenimiento ... 81 Figura 18 Disponibilidad alcanzada con el nuevo plan de mantenimiento 82 Figura 19 Disponibilidad de los meses evaluados después de la
implementación del plan de mantenimiento preventivo ... 85 Figura 20 Comparativa entre la disponibilidad alcanzada con el nuevo y
antiguo plan de mantenimiento ... 87
x ÍNDICE DE TABLAS
Tabla 1 Especificaciones de la perforadora ... 33
Tabla 2 Especificaciones de la torreta ... 34
Tabla 3 Especificaciones del boom ... 34
Tabla 4 Especificaciones del carrier ... 35
Tabla 5 Especificaciones del sistema de control hidráulico ... 36
Tabla 6 Especificaciones del sistema de aire y agua ... 36
Tabla 7 Especificaciones del sistema eléctrico ... 37
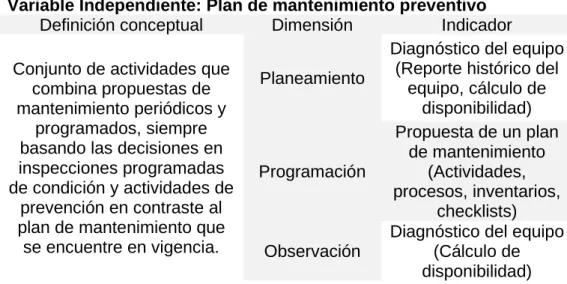
Tabla 8 Tabla de la variable independiente: Plan de mantenimiento preventivo ... 44
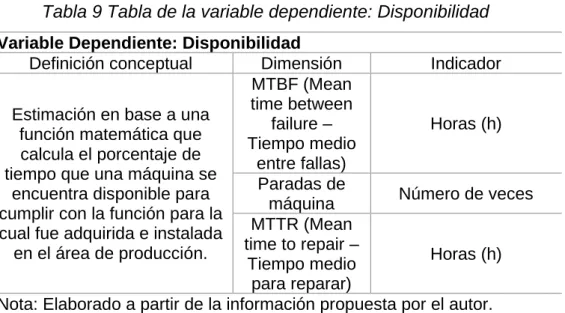
Tabla 9 Tabla de la variable dependiente: Disponibilidad ... 44
Tabla 10 Tabla de ponderación de la matriz de priorización de Holmes para los objetivos del plan de mantenimiento preventivo ... 49
Tabla 11 Codificación de los componentes principales de la perforadora Montabert HC 28 MH ... 52
Tabla 12 Codificación de los componentes principales de la perforadora Montabert HC 50 ... 53
Tabla 13 Codificación de los componentes principales de la torreta T99 54 Tabla 14 Codificación de los componentes principales del Boom 12.2 ... 55
Tabla 15 Codificación de los componentes principales del tanque hidráulico para movimiento de la máquina y perforación ... 57
Tabla 16 Codificación de los componentes principales de la unidad de potencia hidráulica... 58
Tabla 17 Codificación de los componentes principales del Carrier ... 59
xi Tabla 18 Codificación de los componentes principales del sistema de agua
y aire ... 60
Tabla 19 Codificación de los componentes principales del disco colector del cable Reel ... 61
Tabla 20 Ficha de mantenimiento periódico de la perforadora Montabert HC 28 MH ... 63
Tabla 21 Ficha de mantenimiento de inspección diaria de la perforadora HC 50 ... 64
Tabla 22 Ficha de Mantenimiento de la Torreta T99 ... 65
Tabla 23 Ficha de Mantenimiento del Boom 12.2... 67
Tabla 24 Ficha de Mantenimiento del sistema de control y perforación y fortificación ... 68
Tabla 25 Ficha de Mantenimiento del Carrier ... 69
Tabla 26 Ficha de Mantenimiento del sistema de agua y aire ... 70
Tabla 27 Ficha de Mantenimiento del disco colector del cable Reel ... 71
Tabla 28 Disponibilidad mensual y tiempos de las actividades de mantenimiento alcanzado con el nuevo plan de mantenimiento ... 76
Tabla 29 Tabla comparativa de la disponibilidad mensual del nuevo y antiguo plan de mantenimiento ... 86
Tabla 30 Estadísticos descriptivos de la disponibilidad antes y después de la implementación del plan de mantenimiento preventivo ... 88
Tabla 31 Test de normalidad Shappiro-Wilk ... 89
Tabla 32 Prueba t de Student para los datos de disponibilidad ... 92
1 INTRODUCCIÓN
La empresa minera Pegama Ingenieros S.A.C. trabaja en localidades como Yauricocha explorando, extrayendo, tratando y vendiendo concentrados. Para cumplir este objetivo, la empresa cuenta con una flota de equipos destinados a cumplir diversas funciones. Uno de los equipos utilizados para el aseguramiento de los túneles es el Empernador Small Bolter 99, contando con 250 horas de trabajo programadas. Esta máquina posee un plan de mantenimiento correctivo, sin embargo, la disponibilidad de la máquina alcanza como máximo solo un 82%.
La empresa requiere que el equipo mejore su disponibilidad, por lo que se plantea la elaboración e implementación de un plan de mantenimiento preventivo que pueda mejorar la disponibilidad de la máquina. El desarrollo de esta implementación deberá traer consigo la mejora de disponibilidad sin comprometer la producción de la empresa. Se propone evaluar los tiempos de mantenimiento a partir del contraste de trabajos de mantenimiento con los tiempos de los horómetros y las horas de trabajo. Asimismo, se considera la implementación de registros de tiempos e historiales de fallos.
El capítulo I, que lleva como título: Problema de investigación, presenta una descripción del planteamiento del problema, la formulación de los problemas puntuales y específicos, así como los objetivos correspondientes. Este apartado es finalizado con la redacción de los límites, los alcances y la justificación para la investigación.
2 El capítulo II, que lleva por nombre: Marco teórico, es un registro de los antecedentes estudiados para proseguir con un conocimiento previo a la investigación. Así también, esta sección comprende las teorías, definiciones y tópicos analizados para desarrollar los siguientes capítulos.
Finalmente se encontrará las hipótesis planteadas para conseguir resolver el problema descrito en el capítulo inicial.
El capítulo III, titulado como: Metodología de la investigación; es un resumen del tipo, nivel y método de la investigación. Se describe en estas páginas la población y la unidad de observación, así como las técnicas de recolección y el análisis de datos correspondientes que habrán de ser utilizados en el siguiente apartado.
El capítulo IV, denominado como: Implementación de un plan de mantenimiento preventivo del Empernador Small Bolter 99. Esta sección expone el planeamiento del plan de mantenimiento, analizando la situación actual de la empresa y sus equipos, así como las características necesarias requeridas por el plan de mantenimiento para ser diseñado. Se tiene, además, la programación del plan de mantenimiento en base a las horas de trabajo y tiempo de horómetros del equipo. Por último, la observación de la implementación del plan de mantenimiento preventivo se dará por medio de hojas de registro descritas en el apartado final.
El capítulo V, titulado como: Resultados de la investigación. Se presentan los resultados obtenidos luego de la implementación del plan de mantenimiento con respecto a la disponibilidad alcanzada de la máquina.
Para contrastar que la implementación haya sido significativa se realiza una
3 contrastación de hipótesis. Se completa este capítulo discutiendo los resultados alcanzados.
Para completar el presente documento, se tienen las conclusiones de la investigación, sus recomendaciones consideradas por el autor de la investigación. Además, la bibliografía utilizada para los capítulos anteriormente descritos, finalmente se muestran los anexos que registran documentos, tablas, y otros registros utilizados.
El autor.
4 1 CAPÍTULO I
PROBLEMA DE INVESTIGACIÓN
1.1 Planteamiento del problema
La empresa Pegama Ingenieros S.A.C. explora, extrae, trata y vende concentrados en localidades como Yauricocha; para ello cuenta con una flota de máquinas que cumplen diversas funciones para la excavación, aseguramiento de túneles, entre muchas otras actividades. Esta flota cuenta con un plan de mantenimiento correctivo, sin embargo, es bien sabido que utilizar solamente este tipo de planes de mantenimiento trae inconvenientes ya que puede disminuirse el tiempo de vida de la maquinaria, así como también el valor económico de la misma para una posterior venta.
Una de las máquinas más importantes, para el aseguramiento de túneles que se tiene dentro de esta flota es un empernador SMALL BOLTER 99, que cumple la función de reforzar las estructuras de los techos en los túneles de minería subterránea. La máquina es utilizada para fortificar y enmallar las secciones de estos túneles por medio de un brazo
5 manipulador de malla que consigue realizar este enmallado mecanizado.
Funcionando mediante un motor diésel y un sistema electrohidráulico para realizar los procesos de perforación, un operador maneja la máquina dentro de un chasis para trabajo pesado.
Se ha percibido una disminución de disponibilidad, que puede verse reflejada en el bajo porcentaje que presenta la flota al ser evaluadas. A fecha del 10 de mayo del 2021, se realizaron mediciones mediante cronómetros y calendarios, antes de aplicar un plan de mantenimiento preventivo, para tener el tiempo medio de trabajo y el tiempo medio de reparación con respecto a la máquina considerada. Los valores de disponibilidad que dicha máquina obtuvo poseen valores muy bajos para ser admisibles, ya que el valor mínimo, en el mes de enero del 2021 fue de solo 72%, mientras que la disponibilidad más alta se obtuvo en noviembre del 2020 con 80%. (Pegama Ingenieros S.A.C. 2021).
La importancia de un buen plan de mantenimiento radica en los beneficios que puede implicar para una empresa, Mora (2009) considera que, desde un punto de vista económico, se trata de una inversión que genera beneficios tales como prevenir y evitar accidentes laborales, disminuir pérdidas de producción, incrementar el valor de una maquinaria y su vida útil; y generalmente, incrementar el ingreso de dinero de una empresa. Así, podemos considerar que un buen plan de mantenimiento, no solamente mejorará el aspecto económico de la sociedad minera Corona, sino que también disminuirá los riesgos de trabajo para el operador de la máquina.
6 Entonces, es importante realizar un plan de mantenimiento preventivo, que tal como estima Duffuaa (2000) sea adaptado a las necesidades de la empresa tanto como a las de la máquina. Esto implica que es necesario diseñar un plan de mantenimiento que considere elementos de diferente índole que podría ser la influencia del medio ambiente sobre los tiempos de trabajo estimados en el manual de usuario, la influencia del tiempo que la máquina ha estado trabajando bajo el régimen de mantenimiento anterior, la influencia del operador sobre la máquina, entre otros.
1.2 Formulación del problema
1.2.1 Problema general
¿Cómo influye un plan de mantenimiento preventivo preventivo para mejorar la disponibilidad del empernador Small Bolter 99 de la empresa Pegama Ingenieros SAC?
1.2.2 Problemas específicos
¿Cuál es la disponibilidad de la máquina SMALL BOLTER 99 de la empresa Pegama Ingenieros SAC antes y después de aplicar el plan de mantenimiento preventivo?
¿Cómo reducir el tiempo de parada de la máquina SMALL BOLTER 99 de la empresa Pegama Ingenieros SAC para aumentar su disponibilidad?
7
¿Cuáles son las características de un plan de mantenimiento preventivo que mejora la disponibilidad de la máquina SMALL BOLTER 99 de la empresa Pegama Ingenieros SAC?
1.3 Objetivos de la investigación
1.3.1 Objetivo general
Determinar la influencia de un plan de mantenimiento preventivo para mejorar la disponibilidad del empernador SMALL BOLTER 99 de la empresa Pegama Ingenieros SAC.
1.3.2 Objetivos específicos
Determinar la disponibilidad del empernador SMALL BOLTER 99 de la empresa Pegama Ingenieros SAC antes y después de aplicar el plan de mantenimiento preventivo.
Determinar las características de un plan de mantenimiento preventivo para reducir el tiempo de parada del empernador SMALL BOLTER 99 de la empresa Pegama Ingenieros SAC.
Determinar las características de un plan de mantenimiento preventivo para incrementar la disponibilidad del empernador SMALL BOLTER 99 de la empresa Pegama Ingenieros SAC.
1.4 Justificación e importancia de la investigación
A lo largo de los años se ha visto que investigaciones bajo el campo de la ingeniería de mantenimiento han concluido en lo relevante que significa tener un plan de mantenimiento para los equipos de cualquier industria de producción. Esto debido a que sus beneficios resultan influir,
8 mayormente, en gran medida con respecto a la economía de la industria donde se aplique. Siempre y cuando se apliquen los diferentes tipos de mantenimiento de forma coactiva para complementarse. (Mora, 2009).
Rey (s.f.) nos enumera estos beneficios, donde según el autor, se puede encontrar una reducción a los costes de mantenimiento, una mejora en la conservación de los equipos, un incremento de producción y en la calidad de la misma, la prevención de daños que podrían resultar irreparables en los equipos, evitar paradas de producción innecesarias o de tiempo prolongado, además, de evitar accidentes laborales que podrían ser causados en la producción.
La cantidad de bondades que un plan de mantenimiento preventivo efectivo posee es de relevancia para cualquier industria. Se puede hacer una analogía con lo importante que resulta para un ser humano asistir a realizarse exámenes médicos, ya que sin un plan de prevención es mucho más fácil que cualquier persona pueda sufrir enfermedades que de detectarse en fases crónicas, serían imposibles de curar.
Finalmente, Boulcy (1998) propone que las industrias, sea el rubro que sea, deberían poseer un plan de mantenimiento preventivo ya que los bienes que poseen en materia de maquinaria de producción, son uno de los ejes principales sobre los que se cimientan sus demás procesos. Es decir, que de estos procesos dependen muchos otros, como el envío de los productos terminados, o el uso de los recursos iniciales. Entonces, considerar un plan de prevención para verificar el estado y la vida útil de los equipos de producción resulta imperativo.
9 Así, podemos concluir, que la aplicación de un plan de mantenimiento eficaz, dará como resultado una mejora en la disponibilidad de las máquinas evaluadas, por lo tanto, un aumento en la producción de la empresa ya que al contar con un mayor tiempo en la que dichas máquinas puedan trabajar, se tendrá una mayor producción de la cual sacar provecho.
1.5 Alcances y limitaciones
La principal limitante de la presente investigación es la prohibición del rediseño de la máquina, es decir; se considera que el proyecto trabajado en estas páginas hará énfasis sobre un plan de mantenimiento preventivo que trabaje sobre los componentes con los que actualmente se encuentra ensamblada la máquina, por lo que no se tomará en consideración realizar un estudio para adquirir refacciones que reemplacen todo un sistema, como el sistema eléctrico o el hidráulico, por ejemplo.
Por otro lado, es importante considerar que la información recabada en este documento es seleccionada en base a la accesibilidad del autor, que aunque la virtualidad de libros y catálogos hace más accesible cierta información, también es necesario hacer énfasis en la ausencia de información por parte de la empresa para haber considerado la aplicación de un plan de mantenimiento preventivo tiempo antes de que la presente tesis se realice.
En cuanto a las limitaciones metodológicas, se pretende estudiar a las variables por medio de observaciones puntuales, ya que no se cuenta con observadores que pudieran vigilar el estado de los componentes durante el
10 cien por ciento del tiempo de trabajo. Visto desde esta perspectiva, las mediciones de tiempos de parada y tiempos de producción, están considerados al momento que la máquina entra en funcionamiento o entra al taller de reparación, por lo que tiempos que dependen del traslado están siendo estimados.
Finalmente, podemos decir que las limitaciones del estudio están sujetas a factores que escapan del control del autor de la presente tesis, por lo que un posterior estudio de la misma máquina es factible, ya que existen variables no consideradas, como la ausencia de una estrategia de mantenimiento que englobe a esta y las otras máquinas, como podría ser la aplicación del TPM (Mantenimiento total productivo) para reducir estandarizar diversas actividades y así mejorar la producción de la máquina.
11 2 CAPÍTULO II
MARCO TEÓRICO
2.1 Antecedentes
Osorio (2016), cuyo trabajo de tesis es titulado como “Diseño de un plan de mantenimiento preventivo para mejorar la disponibilidad de la perforadora diamantina Superdrill H600 de la empresa Maqpower S.A.C.”
donde planteó el desarrollo del plan de mantenimiento mediante la planificación de los trabajos de mantenimiento por parte del taller de refacción, la programación de los trabajos expuesta a los colaboradores en todos los niveles, así como el intercambio de información frecuente entre el operador, el técnico de reparación y el ingeniero encargado de la programación de actividades. Esto permitió que luego de pudiera contar con un inventario de stock para repuestos, así como la capacitación de las personas involucradas con la máquina. Al final de su investigación, el autor consiguió mejorar la disponibilidad mecánica de la máquina por lo que llegó a la conclusión de que el nuevo plan de mantenimiento propuesto influía
12 efectivamente sobre la disponibilidad mecánica de la perforadora diamantina Superdrill H600.
El investigador Ticlavilca (2016) presentó su tesis titulada como:
“Diseño de un plan de mantenimiento preventivo para mejorar la disponibilidad mecánica del equipo ALPHA20 de la empresa Robocon S.A.C.” en la Universidad Nacional del Centro del Perú. El autor estudió el estado de un lanzador de concreto móvil concluyendo que el estado del plan de mantenimiento no era el adecuado para la máquina; conllevando así al objetivo de diseñar un plan de mantenimiento preventivo que se adapte a los requerimientos de la máquina, la empresa y el personal encargado de las reparaciones. La investigación tomó como punto de partida los catálogos presentados por los fabricantes de la máquina y los componentes de la misma, así también, se hizo uso de los registros históricos de la empresa con respecto a los tiempos de parada, fallos comunes, reparaciones realizadas, tiempo de producción, entre otros. Así se llegó a un diagnóstico inicial para evaluar el estado de la máquina y del plan de mantenimiento para pasar a realizar la implementación del nuevo programa y observar los efectos que ésta podría demostrar. El investigador concluyó que el nuevo plan de mantenimiento había mejorado la disponibilidad mecánica de la máquina en un margen de 23%. Esto gracias a mejoras como la identificación y organización de inventarios de repuestos, procesos de mantenimiento y la capacitación del personal encargado del uso y mantenimiento de la máquina.
13 Los investigadores: Aquino, W. & Atalaya, S. (2020) proponen su tesis presentada en la Universidad Privada del Norte, que lleva como título:
“Diseño de un plan de mantenimiento preventivo para mejorar la disponibilidad de equipos de la empresa Globaltruck E.I.R.L- 2018-2019”.
Dentro de esta investigación se realizó un diagnóstico inicial de la maquinaria dentro de la empresa considerada realizando diagramas de Pareto para evaluar máquinas como: el tractor de orugas D6R, el tractor de orugas D8T, entre otros. Se identificaron la cantidad de paradas debido al mantenimiento requerido por parte de las máquinas, así como un análisis orientado hacia los procesos de mantenimiento administrados. Los autores aplicaron diagramas de análisis de causa-efecto para determinar procesos de inspección que podrían ser aplicados durante la producción del sistema, además de los problemas que podrían estar ocurriendo dentro de la línea de producción o dentro del área de mantenimiento que puedan causar el incremento de paradas de producción. Calcularon la disponibilidad de las máquinas para luego implementar un plan de mantenimiento preventivo en base a los análisis y cálculos realizados, siguiendo etapas designadas como: Planificación, organización, ejecución y; control. Los resultados obtenidos al final de la investigación demostraron que se pudo incrementar la disponibilidad de las máquinas hasta en un margen máximo de 9.1%.
Ccoyo (2021) realizó una investigación cuyo nombre es el de:
“Propuesta de un plan de mantenimiento preventivo para las máquinas de la empresa Inversiones Millma Perú SAC” en la Universidad Tecnológica del Perú. El objetivo principal de dicho documento fue proponer un plan de
14 mantenimiento para el área de producción de la empresa descrita en el título. El autor de la tesis planteó analizar las disponibilidades mecánicas de la maquinaria con la que se contaba para realizar un diagnóstico que permita identificar el estado de los bienes de producción de la empresa.
Así, se consiguió elevar la disponibilidad mecánica de los equipos en un 3% en general, además de optimizar las actividades relacionadas al mantenimiento y a la planificación del mismo. El desarrollo de las nuevas actividades de planificación tiene como propuesta ser realizadas mediante un software, en este caso MP 10, de tal modo que se pueda calcular la inversión necesaria y orientar mejor los recursos necesarios para los trabajos en el taller de reparación. Con respecto a los casos particulares, las máquinas que se encontraban en un alto nivel de criticidad fueron analizadas para conseguir planificar mejor sus tareas de mantenimiento, con respecto a los demás equipos, cuya disponibilidad mecánica se encontraba en un promedio de 85%, este valor fue incrementado hasta llegar a tener un promedio de 90%. Finalmente, se realizó una evaluación económica para determinar si la propuesta resultaba viable, mediante el análisis del VAN y el TIR, donde ambas fórmulas nos dieron como resultado que la rentabilidad del proyecto es positiva.
El investigador, Alban (2017), quien presenta su investigación ante la Universidad Católica Santo Toribio de Mogrovejo, con el título de:
“Implementación de un plan de mantenimiento preventivo centrado en la confiabilidad de las maquinarias en la Empresa Construcciones Reyes S.R.L. para incrementar la productividad” propuso una inspección dirigida
15 hacia las fallas y averías constantes que se generaban en el área de producción de la maquinaria de la empresa. Llegando a la conclusión de que el mantenimiento que recibían estas máquinas no era el correcto, o no existía un correcto plan de mantenimiento bajo el cual regir sus actividades.
El autor analizó los puntos críticos que originaban las averías, determinando que era requerido un plan de mantenimiento que incluyera una estrategia de mantenimiento preventivo para evitar la incidencia de fallas. Luego de implementar esta filosofía, se pudieron controlar la nueva incidencia de averías, así como también la cantidad de tiempo que las máquinas requerían para volver a funcionar. Con un retorno del 76% por sol invertido en el proyecto, se pudieron conseguir porcentajes reducciones de fallas en más del 80%, así como una disminución del costo de las fallas mecánicas en aproximadamente 75%.
Tamaris (2004) presenta su investigación que nombra: “Diseño de un plan de mantenimiento preventivo y correctivo para los equipos móviles y fijos de la empresa Mirasol S.A.”, llegó a la conclusión de que al tener un programa de datos de la matriz de producción de su empresa se pudo distinguir los procesos, los equipos (fijos y móviles), además de los manuales, refacciones y operaciones necesarias para el mantenimiento y uso de las máquinas en cuestión. Así, el autor opina acerca de la importancia que tener un inventario actualizado de diversos equipos permite optimizar las condiciones de uso y mantenimiento sobre la que las máquinas trabajan. Se implementó durante el desarrollo de la tesis, rutas de inspección para la maquinaria de producción, además de órdenes de
16 trabajo para la corrección de fallas que ocurrían en la empresa, así como la prevención de algunas que podrían ocurrir. Concluyó el investigador, que el programa de mantenimiento facilita el uso de información para realizar las órdenes de trabajo para el plan de mantenimiento propuesto; así también, esta información colabora en la precisión del tipo de mantenimiento requerido por cada uno de los equipos estudiados.
Los autores, Maldonado & Sigüenza (2012) de la tesis que lleva como nombre “Propuesta de un plan de mantenimiento para maquinaria pesada de la Empresa Minera Dynasty Mining del cantón Portovelo”; plantearon una propuesta de planificación anual para el plan presentado, dentro de dicho documento se puede visualizar un plan respectivo para cada una de las máquinas analizadas. La propuesta de mantenimiento basó su efectividad en la coordinación y retroalimentación que podía generarse entre los departamentos que hacían uso de la máquina, quienes eran el departamento de minería y el departamento de mantenimiento; esto con la finalidad de mantener la producción de la empresa a la vez que se mejoraba el estado de las máquinas. Los investigadores analizaron también los costos de mantenimiento utilizados en la empresa con algunos que podrían adquirirse de terceros, de tal modo que no se obviaran alternativas que podrían resultar importantes y efectivas a futuro. Con respecto al manejo del talento humano, se propuso un nuevo organigrama para los colaboradores del área de mantenimiento, consiguiéndose una mejor distribución y personal especializado para los trabajos de mantenimiento requeridos. Otros puntos considerados fueron reubicar las bodegas de
17 repuestos a lugares más accesibles y con mejores condiciones de inventariado. Por último, mediante la tesis presentada se pudo comprobar que, al utilizar una planificación ordenada, los tiempos de parada de las máquinas, así como los costos de mantenimiento de las mismas, se podían ver mermados.
Valdivieso (2010) presenta una investigación que lleva como título:
“Diseño de un plan de mantenimiento preventivo para la empresa Extruplas S.A.” postulado en la Universidad Politécnica Salesiana Sede Cuenca en Ecuador. Este documento inicia con el diagnóstico de la empresa y sus máquinas de producción, determinando que el plan de mantenimiento que poseían en ese entonces no era el más adecuado para las necesidades de la empresa. Por ende, era necesario obtener un plan de mantenimiento que permita mejorar la disponibilidad del área de producción. El autor consiguió realizar un análisis de costos para la implementación del nuevo plan de mantenimiento, Valdivieso considera que es de suma importancia evaluar los componentes críticos y los sistemas esenciales para mantener el stock de dichos componentes ya que de estos depende, en gran parte, el tiempo que una máquina pierde al llegar al taller de mantenimiento. Además, también resalta la relevancia de mantener a los sistemas a un mismo nivel, es decir; considerar que no solo los sistemas mecánicos o hidráulicos requieren de un plan de mantenimiento preventivo, sino también los eléctricos.
18 2.2 Teoría básica
2.2.1 Mantenimiento
Para Márquez & Coello (2009) se trata de una serie de actividades que son requeridas por parte de un grupo de personas capacitadas en el área, bajo un comando o líder, que cumplen la función de mantener en condiciones estables o en condiciones requeridas por el líder, a un grupo de componentes, máquinas, maquinaria y sus instalaciones con la finalidad de que su funcionamiento esté en balance con el objetivo para el cual fue puesto en operación dentro de una empresa.
Se debe considerar también, que esta serie de acciones necesarias para mantener los activos de producción físicos de una empresa están sujetos a combinación de conocimiento por parte del talento humano, la experiencia de los mismos, así como su habilidad y el trabajo en equipo que pueda existir entre los diferentes departamentos de los cuales se requiere para realizar una actividad de mantenimiento.
Para Botero (1993), el mantenimiento debe de mantener y conservar el servicio de una empresa; esto visto desde un punto de vista de quien imparte y administra la actividad de mantenimiento. Así, se hace referencia a que la acción del mantenimiento se realiza por un grupo de personas, mas no por la misma máquina que recibe dicha acción, por ende, una persona o grupo de personas es responsable de mantener el servicio que cumple dicha maquinaria manteniendo la producción al nivel deseado.
19 Se espera, entonces que un proceso de mantenimiento cumpla con mantener el equilibrio de ciertas características que podrían ser:
• Disminuir cabalmente los costos de reparaciones en los momentos que una máquina requiera el servicio de mantenimiento.
• Generar un crecimiento de la utilización del capital que una empresa invierte en el área de producción y los activos involucrados al aumentar y mantener su vida útil.
• Disminuir responsablemente el costo de operación para las actividades de mantenimiento sin comprometer la producción ni la calidad de la misma.
2.2.1.1 Terminología básica para el área de mantenimiento
Con respecto a la terminología que regularmente se utiliza en el área de mantenimiento, Rondón (2021) nos ofrece un acercamiento a los términos que habrán de utilizarse en el presente documento:
a) Accesorio: Es considerado como todo elemento que pertenece a una máquina o sistema dentro de una, también puede formar parte de alguna de estas dos opciones. Se puede considerar como accesorios a las arandelas, tuercas, elementos integrados como fusibles, placas electrónicas, entre otros componentes.
b) Ciclo de vida: Se trata del tiempo que un activo físico mantiene su capacidad de producción, u operación, evaluando dicho tiempo desde la adquisición de dicho bien hasta el momento en el que se desecha, recicla o sustituye por otro.
20 c) Componente o pieza: Es una parte de un conjunto mecánico, o circuito eléctrico, o electrónico que puede diferenciarse de un accesorio a partir del valor de adquisición o función que cumple. Para los componentes de conjuntos mecánicos, se puede ejemplificar: engranajes, rodamientos, cadenas, motores de combustión interna, entre otros. Con respecto a los circuitos eléctricos, éstos podrían ser: baterías, motores eléctricos, amplificadores, bocinas, etc.
d) Confiabilidad: Esta se define como la capacidad que posee una maquinaria, máquina, o bien un activo físico, que en bajo ciertas condiciones de trabajo se mantiene en producción por un periodo de tiempo determinado.
e) Disponibilidad: Se trata de una función matemática que permite estimar el porcentaje de tiempo que una máquina se encuentra disponible para cumplir con la función para la cual fue adquirida e instalada en el área de producción. Cabe señalar que no es obligatorio que la máquina se encuentre en funcionamiento, sino que las condiciones sean óptimas para iniciar o mantener el proceso de producción.
f) Equipo: Se le define como cada una de las máquinas que son necesarias y utilizadas por parte de una empresa para suplir su proceso de producción. También puede ser considerado como el conjunto de ellas siempre y cuando conformen un sistema de procesos. Por ejemplo: equipo de triturado de rocas, equipo
21 de molienda de cereales, equipo de transporte mediante fajas, etc.
g) Evento de falla: Se trata de una situación que puede ser considerada como una anomalía al funcionamiento regular de una máquina, tiende a ser reconocida por un técnico u operador.
h) Falla: Puede calificarse como la cualidad intrínseca del evento de falla. Como ejemplo, un evento de falla podría ser la fractura de una bocina que genera vibración y sonidos fuertes; la falla se describiría como: “Fractura de bocina”.
i) Función: Es la actividad que una empresa tiene como expectativa de una máquina para que ésta cumpla bajo los estándares de diseño con los que fue contraído.
j) Inspección: Son las acciones realizadas en favor del mantenimiento preventivo con las cuales se realiza un diagnóstico de un componente o máquina bajo las mediciones de un instrumento calibrado. Estas actividades contrastan el buen funcionamiento de una máquina bajo una referencia de vibración, temperatura u otros para comprobar dicho funcionamiento.
k) Lubricación: Se trata de la acción en la que se adiciona, agrega o cambia un lubricante con la finalidad de reducir el contacto directo entre dos componentes cuyas superficies requieren friccionarse para funcionar; evitando así, el desgaste generado debido a dicha fricción.
22 l) Mantenibilidad: Se trata de la capacidad que posee una máquina para someterse a actividades de mantenimiento en el menor tiempo posible y así retornar a un estado idóneo para la producción.
m) Mantenimiento en parada: Son los procesos de mantenimiento que solo se realizan cuando la maquinaria de una empresa se encuentra detenida.
n) Máquina: Es considerado al grupo de piezas, componentes y accesorios que configurados bajo un orden de diseño cumplen la función de transformar o transmitir energía.
o) Mecanismos: Se trata de una combinación de piezas cuyo movimiento combinado se encuentra definido y restringido por las piezas de dicho grupo además de un impulso inicial.
p) Parámetro: Considerado como una variable que puede ser medida o cuantificada con respecto a una máquina.
q) Pronóstico: Se puede expresar como el análisis del diagnóstico realizado sobre una máquina, bien o activo físico cuyo objetivo es el de predecir la futura condición de dicho objeto de estudio.
r) Parada general: Momento en el que los activos físicos del área de producción de una empresa son detenidos de sus funciones para realizar procesos de mantenimiento como reparaciones, cambios, refacciones, mejoras u otros de tal modo que se cumpla con un plan de mantenimiento programado.
23 2.2.2 Tipos de mantenimiento
2.2.2.1 Mantenimiento correctivo
Botero (1993) especifica que este tipo de mantenimiento está orientado a corregir las fallas que presenta una máquina. Se puede entender que es el equipo quien determina el momento en el que se realizará una parada para administrársele el mantenimiento requerido. Es común encontrarse con que las pequeñas empresas utilicen esta única filosofía de mantenimiento para corregir las fallas de sus equipos. Este tipo de mantenimiento puede generar problemas a largo plazo, ya que al realizar los diagnósticos de la máquina al momento de que se falle, no se tiene un stock de inventario para las refacciones necesarias, la cantidad de mano de obra requerida, o el tiempo estimado que requerirá el proceso para finalizar.
2.2.2.2 Mantenimiento periódico
Tal como Botero (1993) indica, este proceso de mantenimiento se realiza mediante la consideración de periodos de tiempo específicos, por ejemplo: tres, seis o doce meses. Esta filosofía normalmente es tomada por empresas cuyos procesos de producción y mantenimiento están se rigen por calendarios planificados con mucho tiempo de antelación. Esto debido a que la producción de dichas empresas requiere mantenerse por sobre el mayor tiempo posible, por lo que los procesos de reparación deben de tomar el menor tiempo necesario.
24 2.2.2.3 Mantenimiento programado
Este tipo de mantenimiento tiene como premisa la suposición de que los elementos de las máquinas habrán de deteriorarse bajo el mismo régimen, por lo que se puede considerar que para cada periodo de tiempo donde el proceso de reparación esté programado, las piezas consideradas en el plan de mantenimiento deben de ser reemplazadas obligatoriamente sin importar las condiciones de trabajo del tiempo de producción a la que estuvieron sujetas. El principal inconveniente de esta filosofía suele ser que en ocasiones algunos componentes pueden encontrarse en perfecto estado, y debido a la falta de un diagnóstico, son reemplazadas; generando así un coste adicional. (Botero, 1993).
2.2.2.4 Mantenimiento predictivo
En este tipo de mantenimiento existe un diagnóstico previo antes de decidir el proceso de mantenimiento requerido por la máquina, para ello se pueden realizar ensayos no destructivos o mediciones por medio de equipos calibrados que permitan estimar el estado de un componente de una máquina. Aunque esta filosofía resulta ser más costosa que las anteriores, e inclusive un tanto más peligroso; ya que los diagnósticos son tomados durante el trabajo de una máquina, también suele tener mejores efectos en la producción, ya que se puede estimar con precisión el estado de los componentes, su ciclo de vida y otras características que permitan realizar un plan de mantenimiento más eficiente. (Botero, 1993).
25 2.2.2.5 Mantenimiento bajo condiciones
Se considera a este tipo de mantenimiento más como una estrategia que como un tipo propiamente dicho, ya que existen muchas empresas que basan sus actividades de mantenimiento en la premisa de estimar y adecuar el plan de mantenimiento existente bajo las condiciones de trabajo que mantenga el área de producción. Si bien es importante considerar factores de seguridad para muchos componentes en este tipo de mantenimiento, y resulta posible que de manera imprevista suceda una falla por lo que se arriesga la integridad de los involucrados, así como la pérdida de los bienes. Por ello, es importante que los planes de mantenimiento basados en esta filosofía se evalúen por personas con experiencia con respecto a la maquinaria considerada, el medio ambiente de trabajo, el tipo de producción y los posibles peligros. (Botero, 1993).
2.2.2.6 Mantenimiento preventivo
Esta filosofía combina premisas y objetivos de los mantenimientos periódicos y programados, aunque siempre basando las decisiones en inspecciones programadas como contraste al plan de mantenimiento que se encuentre en vigencia. Este sistema de mantenimiento propone que además de realizarse los cambios y reparaciones estimadas, también es importante realizar inspecciones de condición y actividades de prevención como la lubricación de ciertos componentes, por ejemplo. Podemos decir que este tipo de mantenimiento hace referencia al análisis y diseño de un programa de necesidades de cada una de las máquinas de una empresa, puesto que las partes de los equipos de los activos de una empresa casi
26 nunca se gastan de forma homogénea, por lo que es necesario desarrollar un plan para cada activo en particular. (Botero, 1993).
2.2.2.7 Con respecto a normas internacionales
La norma española UNE-EN (2015) resalta la importancia del rol del mantenimiento industrial dentro de una empresa, ya que esta actividad resulta importante para la correcta gestión de activos físicos. El mantenimiento debe de realizarse interpretando las normas de trabajo dentro de una empresa, así como también aspirar a registrar y trabajar bajo las normas internacionales de un sistema referenciado y cuya auditoría sea posible; por ejemplo, la norma internacional ISO 55000 que se encarga de registrar los requerimientos, principios, terminología, y los beneficios cuando una empresa adopta la gestión de activos.
La misma norma establece los tipos de mantenimiento bajo la distribución que se alcanza a visualizar en la imagen:
Figura 1 Tipos de mantenimiento en base a UNE-EN 13306
Nota: Recogido de la norma UNE-EN 13306:2018 (2018).
27 2.2.3 Mantenimiento preventivo
Angel & Olaya (2014) nos ofrece una perspectiva más profunda con respecto al significado de mantenimiento preventivo, quienes consideran que este tipo de mantenimiento tiene como objetivo prevenir las fallas de una máquina, o un conjunto de maquinaria. Plantea su uso en un diagnóstico que debe de responder a un análisis estadístico para la observación del estado de una máquina; de este modo, obteniendo información que debe de combinarse con recomendaciones dadas por el fabricante y el conocimiento interno por parte de la empresa para así aplicarse correctamente.
Por otro lado, Varela (2013) plantea la importancia de programas de mantenimiento preventivo, ya que con esta filosofía de mantenimiento es posible evitar accidentes que puedan generar pérdidas económicas y riesgos para los operadores de las máquinas. Así, el autor, resume que el mantenimiento preventivo se trata de un conjunto de acciones que son requeridas para mantener y/o restablecer el estado de un activo de producción dentro de cualquier empresa.
Es posible considerar el mantenimiento preventivo como una disciplina que propone establecer conceptos, técnicas, criterios de observación, entre otros; para mantener la maquinaria de producción de la cual depende una empresa para realizar sus actividades económicas. Para realizar esto es posible plantear políticas y normas por parte de la empresa para establecer estándares de calidad en los procesos y así mejorar los procedimientos de mantenimiento. (Santiago, 2012)
28 2.2.3.1 Tipos de mantenimiento preventivo
Valera (2013) establece que existen diferentes tipos de mantenimiento preventivo, aunque todos tienen como finalidad reducir las probabilidades de la aparición de un fallo en el área de producción de una empresa, pueden orientarse hacia diferentes técnicas para su aplicación:
a) Mantenimiento preventivo sistemático
Se trata de la aplicación de procesos de mantenimiento de manera programada mediante tramos de días, meses u horas de trabajo. Mediante un programa, se puede calendarizar las actividades que serán requeridas por parte del área de mantenimiento de tal modo que se pueda considerar la cantidad de repuestos o criticidad de la maquinaria, por ejemplo. (Valera, 2013).
b) Mantenimiento preventivo condicional
Los procesos de mantenimiento son requeridos ante alguna eventualidad o inferencia de algún tipo que lleve a la conclusión de que una máquina requiere algún trabajo de mantenimiento. Es posible que, debido a la inspección constante, y a la identificación de un posible riesgo, se pueda considerar realizar una parada de máquina, por ejemplo. (Valera, 2013).
c) Mantenimiento preventivo overhaul del equipo
Existe la posibilidad de que una máquina requiera ser retirada de la línea de producción donde usualmente se encuentra; esta actividad se realiza con el objetivo de desmantelar totalmente la máquina, reemplazar
29 los componentes que hayan sido comprometidos debido al desgaste, a la recuperación o reconstrucción de las partes dañadas. Este proceso toma un tiempo relativamente alto, además de una mayor inversión, ya que la línea de producción puede verse afectada debido a la ausencia de una máquina, por lo que una correcta programación es necesaria para proponer este tipo de mantenimiento. (Valera, 2013).
2.2.3.2 Herramientas para la gestión de mantenimiento a) Disponibilidad
Se define la disponibilidad de una máquina reparable como un término probabilístico que se entiende como la probabilidad de que dicho activo se encuentre dispuesto a la producción dentro de un tiempo estimado. Para calcular este dato es necesario conocer la tasa de fallos y la tasa de reparación. Esto significa, que para obtener la disponibilidad de una máquina se necesita medir los tiempos donde ocurren y se restauran las fallas, así como del tiempo de reparación. (Mora, 2009).
b) Confiabilidad
La confiabilidad es la probabilidad de que un equipo, activo o sistema se mantenga operando sin presentar ninguna falla durante un tiempo estimado. Para llevar a cabo este cálculo, es necesario conocer las condiciones de trabajo de la máquina estudiada regulares, condiciones bajo las cuales una máquina debe de trabajar para que los parámetros de tiempos de producción puedan ser medidos. (Mora, 2009).
c) Mantenibilidad
30 Se trata de la capacidad de una máquina; que, bajo condiciones establecidas por un investigador, para ser restaurada, reparada o mantenida dentro de un tiempo estimado; es posible hablar de la mantenibilidad como un término probabilístico. Esto significa que un equipo posee una probabilidad de tener una reparación exitosa dentro de un tiempo. (Mora, 2009).
2.2.4 Disponibilidad mecánica
2.2.4.1 Definición de disponibilidad mecánica
La disponibilidad mecánica se trata de una expresión matemática que da como resultado una probabilidad, este valor representa la expectativa de encontrar a la máquina operando satisfactoriamente al instante en que ésta sea requerida en el momento de su operación. La expresión matemática para calcularse requiere conocer el tiempo total que la empresa considera debería operar la máquina, el tiempo de mantenimiento correctivo, así como del tiempo de mantenimiento preventivo; del tiempo administrativo que requiere ponerla en funcionamiento. (Diaz, 1992).
La importancia de este indicador es la información que brinda al momento de tomar decisiones para seleccionar una flota para ciertas actividades productivas. También es utilizar este dato para adquirir una nueva máquina, tal como indica Knezevic (1996); al momento de plantearse la compra de un nuevo equipo, es necesario conocer todas las características relacionadas con la producción y mantenimiento de la misma; entre ellas se encuentra la disponibilidad de la máquina.
31 Si analizamos la disponibilidad únicamente como expresión matemática, tendríamos que evaluar el tiempo promedio entre fallos, el tiempo medio entre reparación. Así, tendríamos la ecuación siguiente:
(Mora, 2009).
𝐷 = 𝑀𝑇𝐵𝐹
𝑀𝑇𝐵𝐹 + 𝑀𝑇𝑇𝑅
Donde:
𝐷: Disponibilidad (%)
𝑀𝑇𝐵𝐹: Tiempo promedio entre fallos (Horas) 𝑀𝑇𝑇𝑅: Tiempo promedio de reparación (Horas)
2.2.4.2 Tipos de disponibilidad
a) Disponibilidad Inherente (Ai)
La disponibilidad inherente explica la expectativa de una máquina con respecto al comportamiento correctivo de la misma, sin considerar otro tipo de mantenimiento. Este valor está considerado a partir del diseño del equipo y el mantenimiento recomendado. Es necesario asumir, entonces, que los repuestos y el personal se encontrarán siempre disponibles para trabajar o ser intercambiados al momento de realizar el mantenimiento respectivo. (Mora, 2009).
b) Disponibilidad Alcanzable (Aa)
La disponibilidad alcanzable es la expectativa máxima de este dato con respecto a los procesos de mantenimiento. Depende tanto del diseño
32 de la máquina tanto como del trabajo de producción de la misma. Esta información asume que los repuestos, además del personal, se encontrarán siempre disponibles para ser intercambiados o para trabajar en los procesos de mantenimiento requeridos. (Mora, 2009).
c) Disponibilidad Operacional (Ao)
La disponibilidad operacional explica la disponibilidad real, ya que para calcular este valor es necesario conocer la operación diaria de la planta, así como información de los recursos en materia de repuestos y capital humano de una empresa. Es posible que mejorar la precisión de la disponibilidad si se evalúan otros factores como la efectividad organización, por ejemplo. (Mora, 2009).
2.2.5 Empernador SMALL BOLTER 99
La máquina Small Bolter 99 se trata de un empernador utilizado para asegurar secciones pequeñas a medianas en túneles subterráneos de minería. Dicha máquina tiene como propósito fortificar y reforzar eficientemente los techos de estas secciones cuyas dimensiones pueden alcanzar los 5.6 metros de altura. (Resemin, s.f.).
El empernador Small Bolter 99 posee una torreta de empernado de código T99, además de dos perforadoras Montabert, un martillo perforador de tipo HC 50, así como una de tipo HC 28 para el empernado mediante un carrusel de pernos. Este modelo de empernador puede instalar pernos de tipo Split Set, así como también de tipo helicoidal con cemento y resina;
además de tipo Hydrabolt, Phyton y Swellex. (Resemin, s.f.).
33 Figura 2 Dimensiones del empernador Small Bolter 99
Nota: Recogido de Small Bolter 99 (Resemin, s.f.)
2.2.5.1 Especificaciones del empernador SMALL BOLTER 99
Con respecto a las características de los sistemas que componen a la máquina estudiada, se recogen esta información de catálogos de fabricantes. De estas fuentes, se puede apreciar datos con respecto a la perforadora, torreta, los sistemas hidráulicos y eléctricos, entre otros:
a) Características de la perforadora Tabla 1 Especificaciones de la perforadora Modelo (perforación) Montabert HC 50 Potencia de impacto 14 kW
Presión de percusión 130 bar Frecuencia de percusión 62 Hz Velocidad de rotación 0 – 195 rpm
Torque de rotación 415 Nm
Diámetros de perforación 33 – 64 mm
Shank adapter R32 hembra
Peso 104 kg
Modelo (empernado) Montabert HC 28 Potencia de impacto 9.5 kW
Shank adapter 103 kg
Peso R32 hembra
34 Nota: Información recogida de catálogo de fabricante por parte del autor desde Resemin (s.f.).
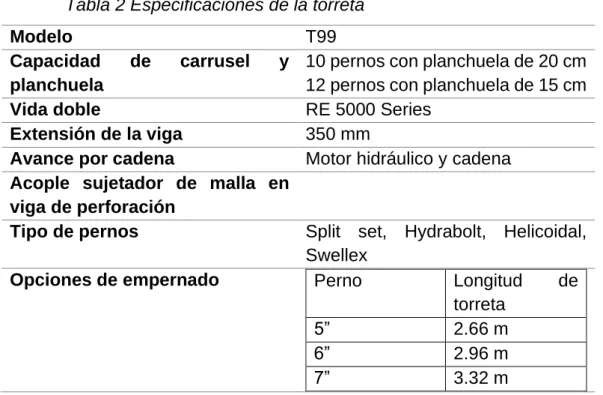
b) Especificaciones de la torreta
Tabla 2 Especificaciones de la torreta
Modelo T99
Capacidad de carrusel y planchuela
10 pernos con planchuela de 20 cm 12 pernos con planchuela de 15 cm
Vida doble RE 5000 Series
Extensión de la viga 350 mm
Avance por cadena Motor hidráulico y cadena Acople sujetador de malla en
viga de perforación
Tipo de pernos Split set, Hydrabolt, Helicoidal, Swellex
Opciones de empernado Perno Longitud de torreta
5” 2.66 m
6” 2.96 m
7” 3.32 m
Nota: Información recogida de catálogo de fabricante por parte del autor desde Resemin (s.f.).
c) Especificaciones del boom Tabla 3 Especificaciones del boom
Modelo Boom 12.2
Extensión de boom 700 mm
Ángulo de levante +46° / -20°
Ángulo de giro ± 30°
Rotación 360°
Cilindros hidráulicos Parker
Nota: Información recogida de catálogo de fabricante por parte del autor desde Resemin (s.f.).
d) Especificaciones del Carrier
35 Tabla 4 Especificaciones del carrier
Modelo C44.4
Motor diesel Caterpillar C4.4 ACERT, Tier 3
Potencia 106 kW @2200 rpm
Catalizador de escape Estándar
Transmisión Hidrostático
Bomba de transmisión Sauer Danfoss Motores hidrostáticos Poclain, MSE 11 Oscilante posterior ± 8°
Velocidad de desplazamiento Plano – 7.5 km/h 15% - 6.5 km/h Capacidad de subida rampa 15°
Bomba de posicionamiento Parker, PGP511 Frenos de servicio Hidrostático
Frenos de emergencia y parqueo SAHR (Spring Applied Hydraulic Release)
Dirección hidráulica (Carrier articulado)
± 38°
Llantas 8.25 x R15
Gatos hidráulicos 2 delanteros extensibles 2 posterior
Cabina de operador (canopy) FOPS / ROPS Tanque de combustible 15.8 gal / 60l
Baterías 2x12 V, 90Ah
Sistema eléctrico 24 VDC
Luces de marcha 8X, Halógeno 65W HD, 24 V Sistema centralizado de engrase SKF
Sistema de lubricación de perforación
SKF Sistema automático de supresión
de incendios
ANSUL, 4 boquillas Extintor manual 1x6kg, Tipo ABC Sistema de lavado de alta presión Manual
Pistola de engrase con carrete Manual
Nota: Información recogida de catálogo de fabricante por parte del autor desde Resemin (s.f.).
36 e) Especificaciones del sistema de control hidráulico
Tabla 5 Especificaciones del sistema de control hidráulico Válvula de control directo Parker KA-18
Bomba de percusión (Presión compensada)
Rexoroth A10VO71 Bomba de rotración triple Parker, PGP620-511 Presión de trabajo 180 bar
Tanque de aceite hidráulico 33 gal / 126 l Tanque de aceite hidrostático 22 gal / 86 l Filtro hidráulico de retorno Parker, 10𝜇 Filtro hidráulico de alta Parker, 10𝜇 Indicador de saturación del filtro
hidráulico
Parker Indicador de bajo nivel de aceite Hydac Indicador de temperatura de
aceite
Hydac
Nota: Información recogida de catálogo de fabricante por parte del autor desde Resemin (s.f.).
f) Especificaciones del sistema de aire y agua Tabla 6 Especificaciones del sistema de aire y agua
Compresor LE7-10UV
Capacidad máxima 13.6 l/s (28 CFM) Presión de trabajo 10 bar
Bomba de agua motor hidráulico Grundfoss CR5 – 9
Caudal máximo 6.9 𝑚3/h (115 l/m) @3500 rpm Presión de entrada de agua min. 2 bar
Enfriador tubular Bowman FG-120, 48.6 GPM, 20 bar
Tanque de aire 60 l
Nota: Información recogida de catálogo de fabricante por parte del autor desde Resemin (s.f.).
37 g) Especificaciones del sistema eléctrico
Tabla 7 Especificaciones del sistema eléctrico Motor eléctrico ABB – 55kW (75 HP)
Voltaje 380 – 440 – 550 – 690 – 1000 VAC
Frecuencia 50 – 60 Hz
Método de arranque Estrella – Triángulo Opción de 1000 VAC Arranque directo Protección contra sobrecarga y
falla a tierra
Schneider, Module VIGI Horómetro de percusión VDO – 24V
Indicador de secuencia de fase Siemens
Cargador de batería 32 VAC, 300W 13ª Transformador principal 1.5 kVA
Luces de trabajo 2X, LED 6900 lm, 24V Carrete de cable eléctrico 90 m
Cable eléctrico 3x2 – AWG (35 mm) Grado de protección IP 55
Nota: Información recogida de catálogo de fabricante por parte del autor desde Resemin (s.f.).
2.3 Definiciones conceptuales y operacionales
2.3.1 Definiciones conceptuales
VI: Plan de mantenimiento preventivo
Conjunto de actividades que combina propuestas de mantenimiento periódicos y programados, siempre basando las decisiones en inspecciones programadas de condición y actividades de prevención en contraste al plan de mantenimiento que se encuentre en vigencia.
VD: Disponibilidad mecánica
38 Estimación en base a una función matemática que calcula el porcentaje de tiempo que una máquina se encuentra disponible para cumplir con la función para la cual fue adquirida e instalada en el área de producción.
2.3.2 Definiciones operacionales
VI: Plan de mantenimiento preventivo
Conjunto de actividades que cumple con el rol preventivo de que un activo o bien de una empresa cumpla con el objetivo de mantener y/o mejorar sus indicadores de mantenimiento bajo una propuesta que depende de tres fases: planeamiento, programación y observación.
VD: Disponibilidad mecánica
Función matemática que combina el MTBF (tiempo medio entre fallos), MTTR (tiempo medio para reparar) y la cantidad de paradas que posee una máquina para así estimar el porcentaje de tiempo que dicho activo se encuentra disponible.
2.4 Hipótesis
2.4.1 Hipótesis general
Si implementamos un plan de mantenimiento preventivo entonces se mejorará la disponibilidad del empernador SMALL BOLTER 99 de la empresa Pegama Ingenieros SAC.
39 2.4.2 Hipótesis específicas
Si determinamos la disponibilidad del empernador SMALL BOLTER 99 de la empresa Pegama Ingenieros SAC antes y después de aplicar el plan de mantenimiento preventivo entonces tendremos una medición de la disponibilidad de dicha máquina.
Si se describen las causas de las paradas del empernador SMALL BOLTER 99 de la empresa Pegama Ingenieros SAC, entonces se podrá analizar las razones para aumentar la disponibilidad.
Si se describen las características de un plan de mantenimiento preventivo para el empernador SMALL BOLTER 99 de la empresa Pegama Ingenieros SAC, entonces se podrá mejorar la disponibilidad de la máquina.
40 3 CAPÍTULO III
DISEÑO METODOLÓGICO
3.1 Método de investigación
El método de investigación seleccionado el método inductivo- deductivo está considerado como el pilar de construcción de conocimiento de la presente investigación. Esto debido a que tal como indica Rodriguez
& Pérez (2017): “El método inductivo-deductivo está conformado por dos procedimientos inversos: inducción y deducción.”
Mediante la combinación del método inductivo con el método deductivo podremos combinar información particular de mantenimiento recogida de la máquina evaluada para compararla con la información general de mantenimiento para así evaluar su estado y el mejor plan de mantenimiento posible para esta situación.
El método inductivo basa su razonamiento en el estudio de casos particulares o individuales para llegar a la comprensión de los casos generales que pueden implicarse. Por otro lado, el método deductivo,
41 plantea lo inverso, que significa utilizar el conocimiento general, para que éste pueda ser aplicado a casos específicos.
3.2 Tipo de investigación
El tipo de investigación considerado es el tecnológico; ya que la presente investigación considera utilizar los conocimientos de mantenimiento encontrados en manuales, catálogos, investigaciones, entre otros; para diseñar e implementar el mejor plan de mantenimiento preventivo para la maquinaria estudiada en el presente documento.
“La investigación tecnológica tiene como propósito aplicar el conocimiento científico para solucionar los diferentes problemas que beneficien a la sociedad.” (Espinoza, 2014, pág. 90).
Se considera que el problema estudiado resulta ser la falta de un plan de mantenimiento preventivo idóneo para la máquina, por lo que es importante estudiar el catálogo del fabricante, el diseño de planes de mantenimiento para máquinas similares y así conseguir un plan de mantenimiento específico y efectivo para esta situación. En resumen, se aplicarán conocimientos previos, otros empíricos, para evaluar la situación de disponibilidad de la máquina y así complementar su mantenimiento mediante un plan, mejorando la disponibilidad.
3.3 Nivel de investigación
Con respecto al nivel de investigación, el presente documento no solo considera evaluar un plan de mantenimiento efectivo, además de implementarlo en el área de mantenimiento, también se pretende evaluar